Multi-Scale Low-Entropy Method for Optimizing the Processing Parameters during Automated Fiber Placement


Abstract
:1. Introduction
2. Multi-Scale Low-Entropy Method
3. Multi-Scale Analysis
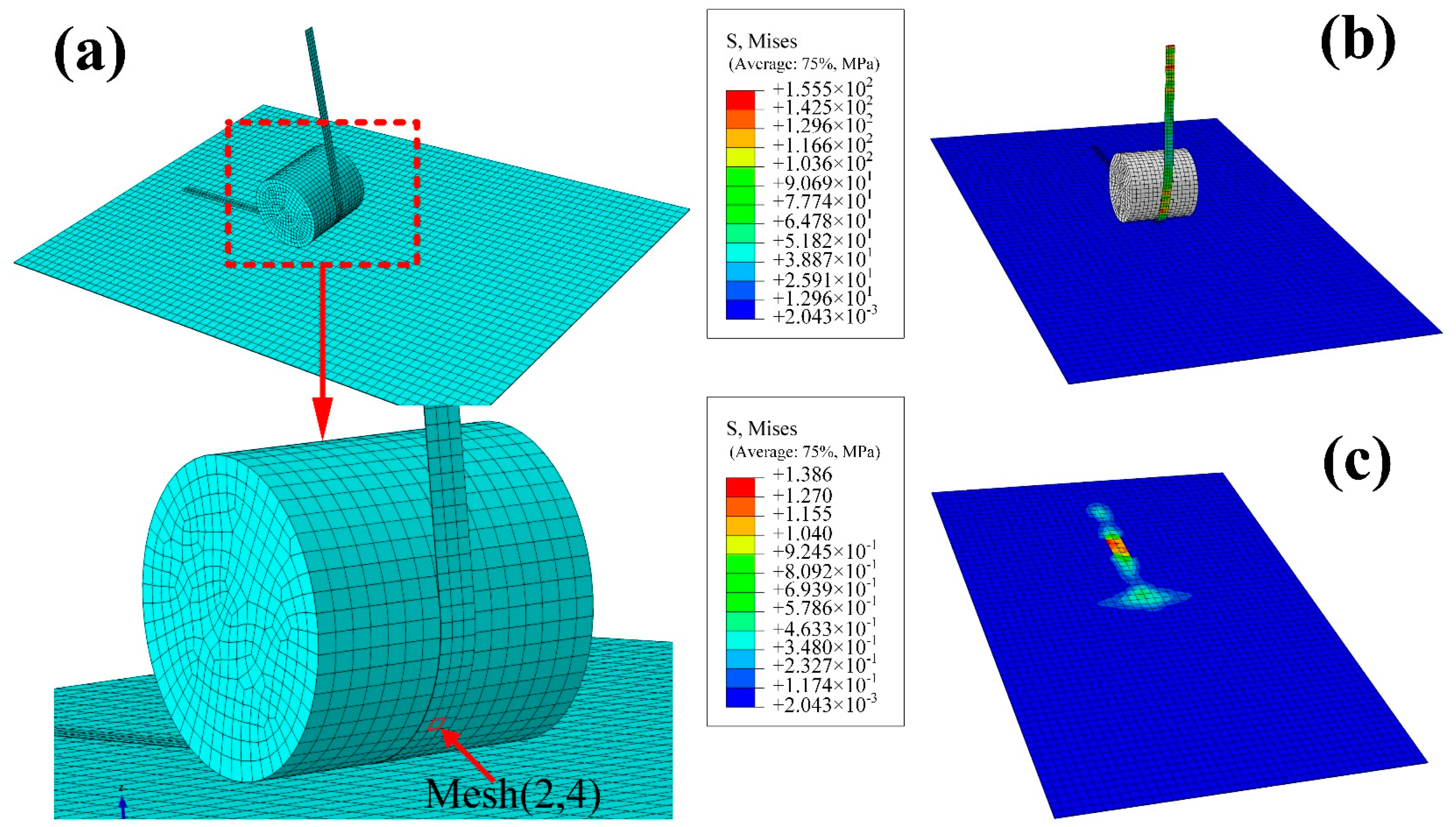
3.1. Macro-Scale and Meso-Scale
3.2. Multi-Scale Energy Transfer Model
- (1)
- Monolayer composite is macro uniform, orthotropic, and no initial stress material.
- (2)
- Fibers are transversely isotropic, uniform, and regularly arranged.
- (3)
- Matrix is uniform and isotropic.
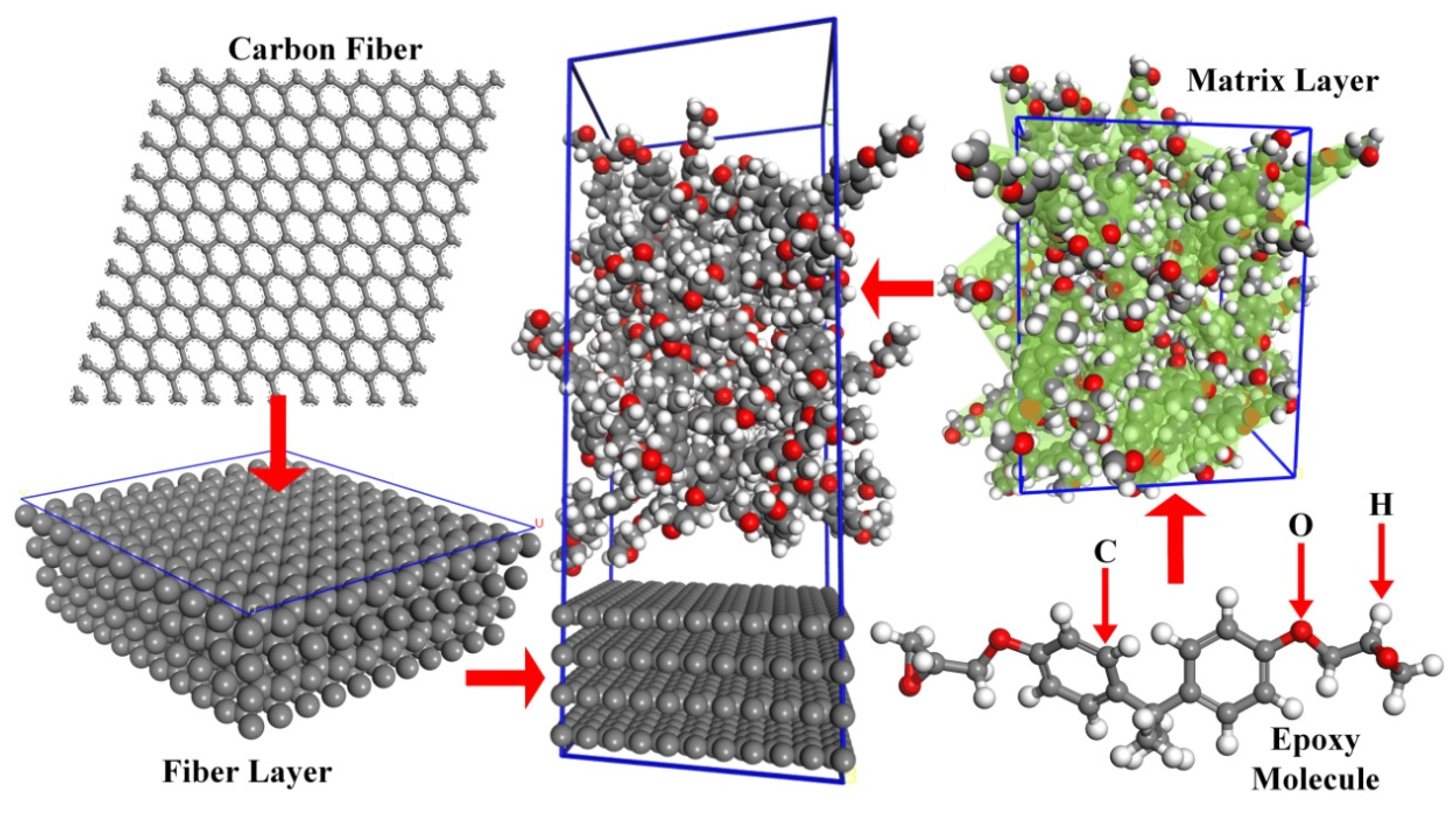
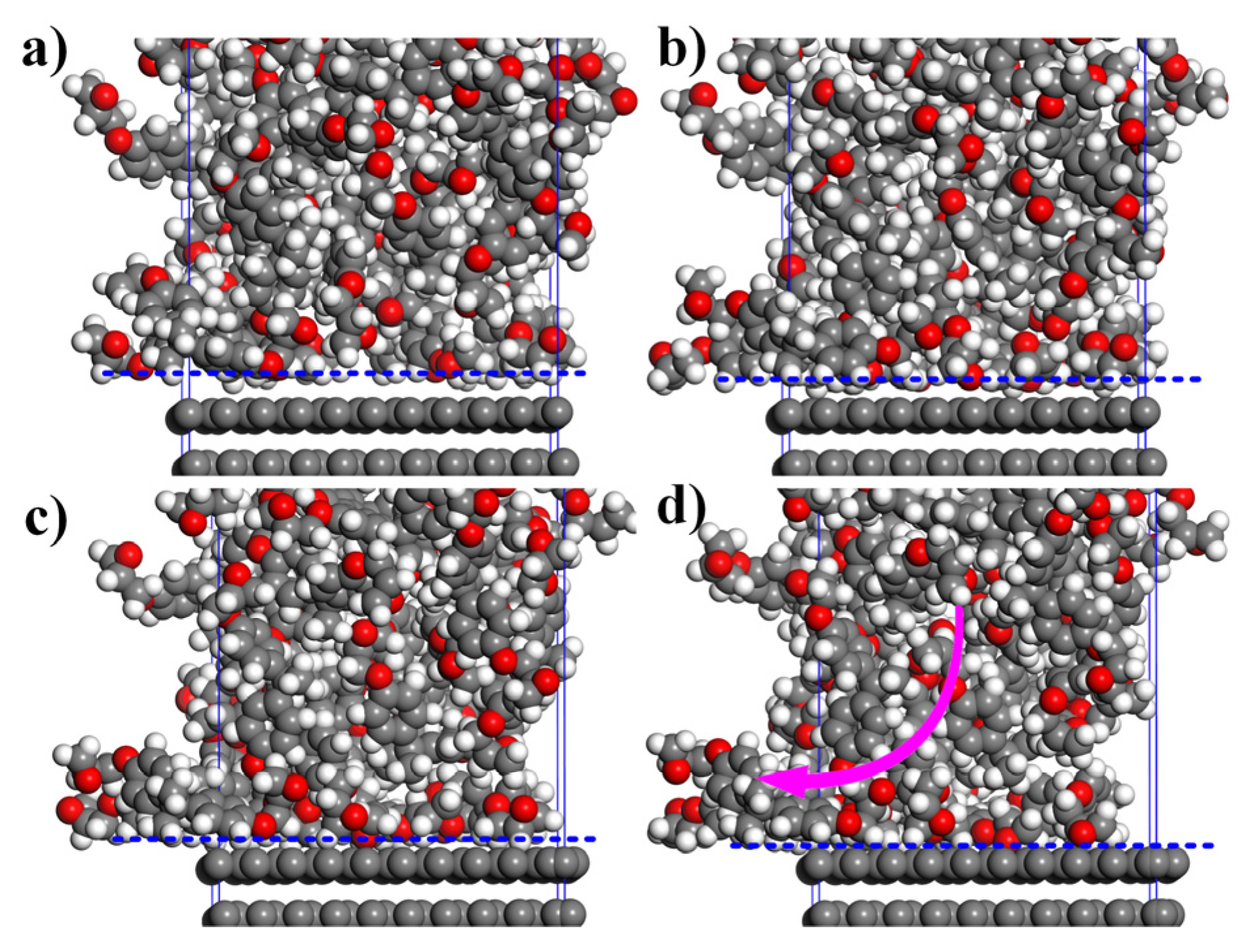
3.3. Boundary Condition of Micro-Scale
3.4. Calculation of Enthalpy and Entropy
4. Processing Optimization
5. Experiments
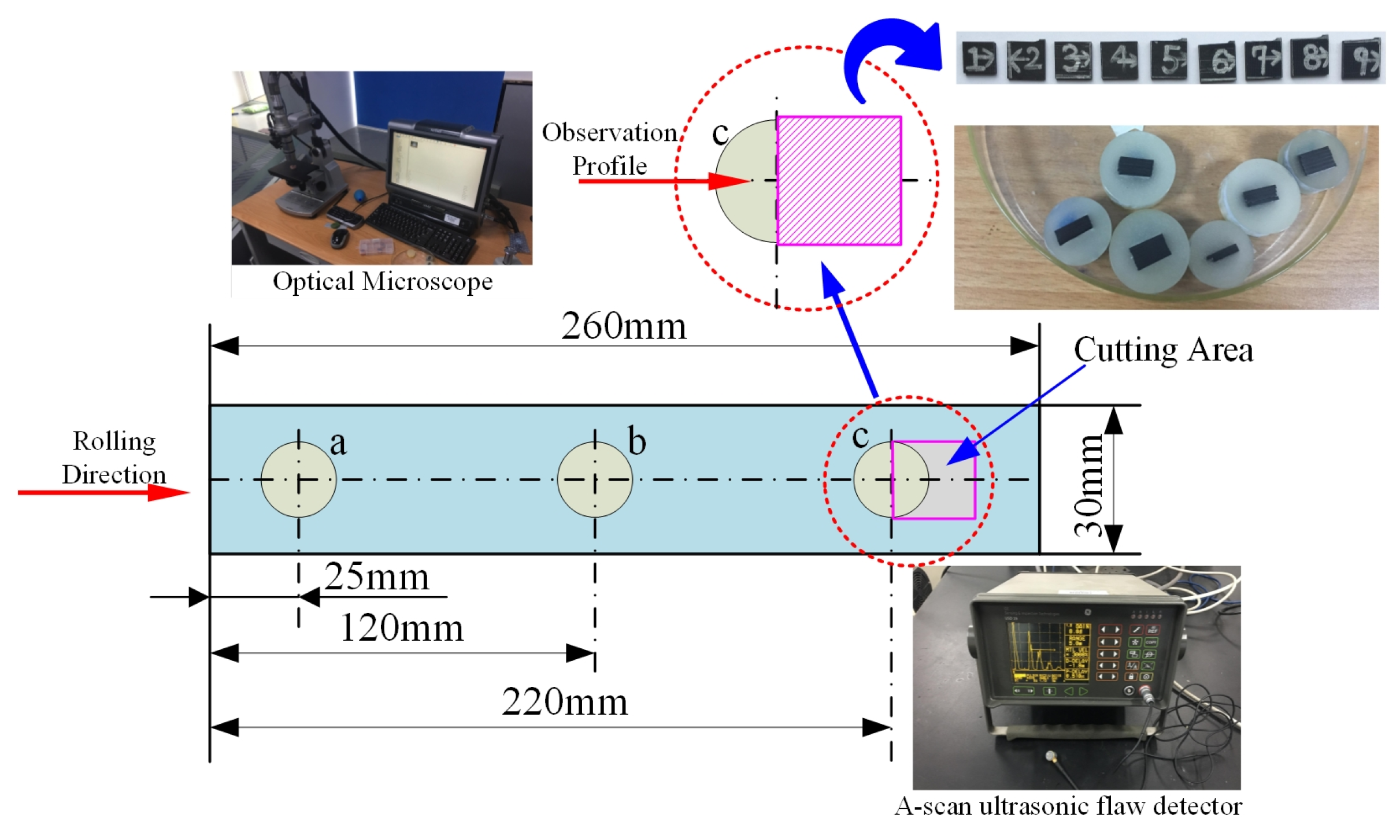
5.1. Design and Process
- (1)
- The 6511 type carbon fiber/epoxy prepreg produced by Weihai Guangwei Composite Material Co., Ltd. in Weihai, China are selected as the experimental material. To avoid the effect of compaction force on the voids, the same compaction force is used in this experiment. Three levels of laying speed and pre-heating temperature are selected to compose the nine groups of experiments shown in Table 3.
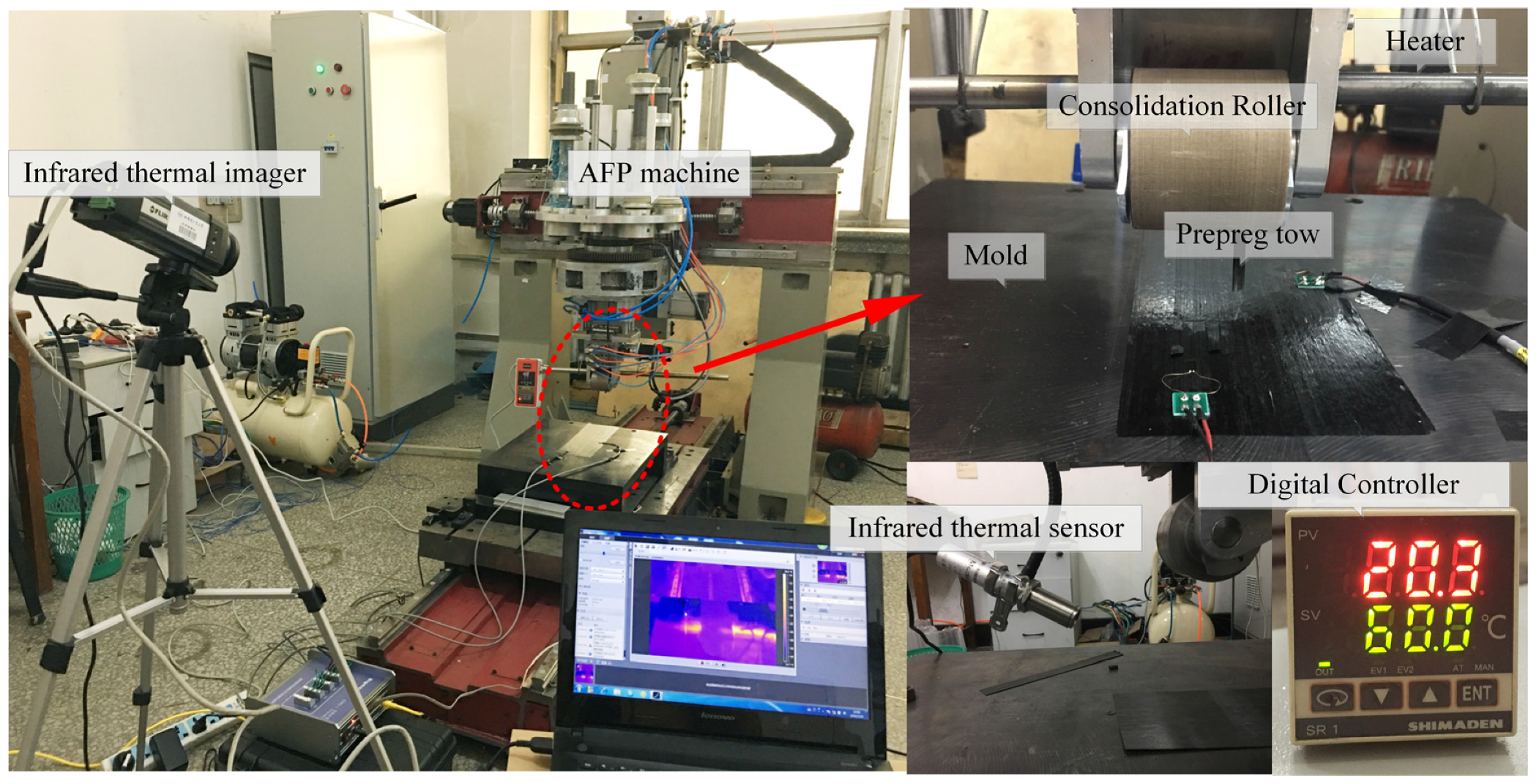
- (2)
- The experiments are carried out under different processing parameters using automated fiber placement machine.
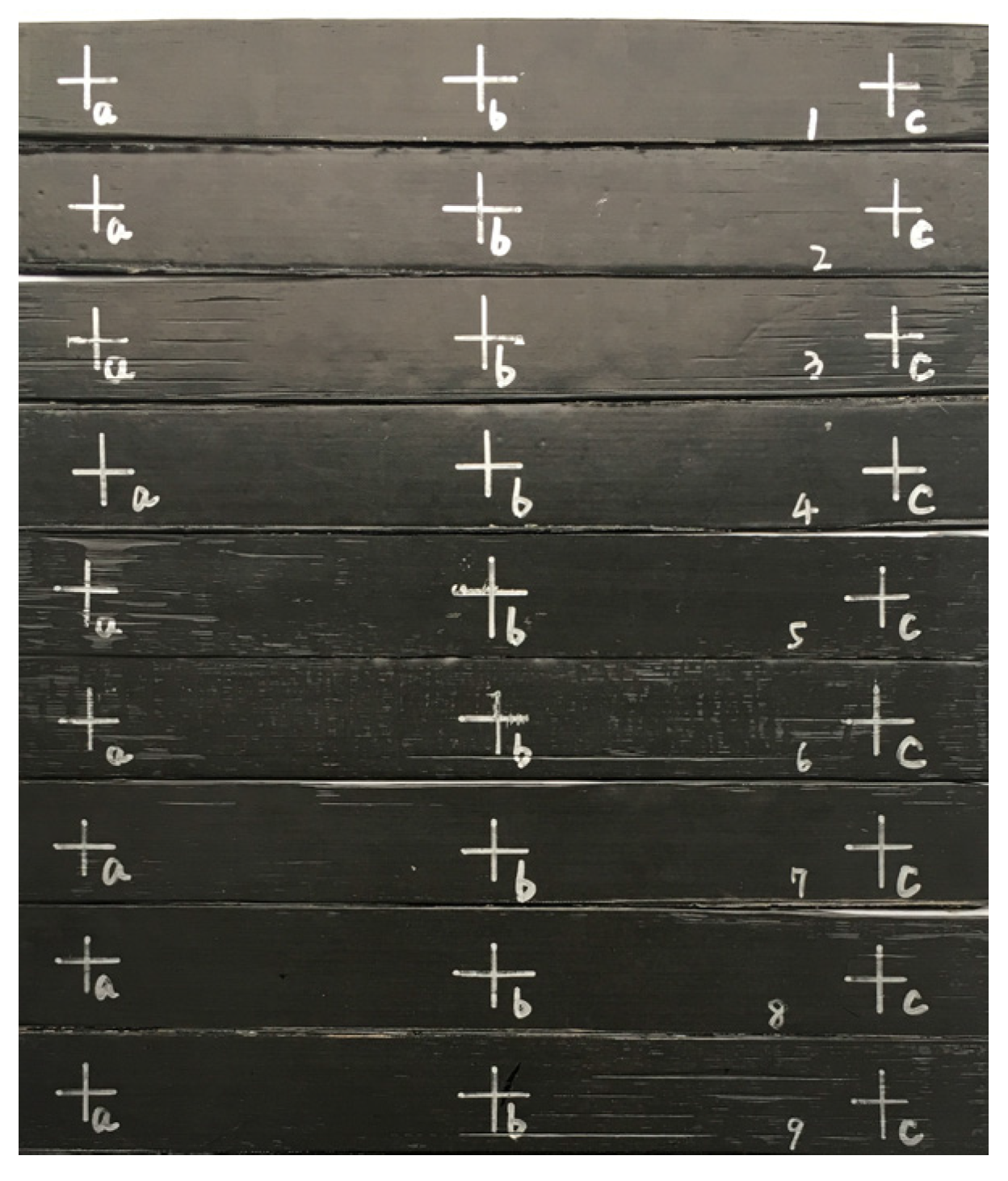
- (3)
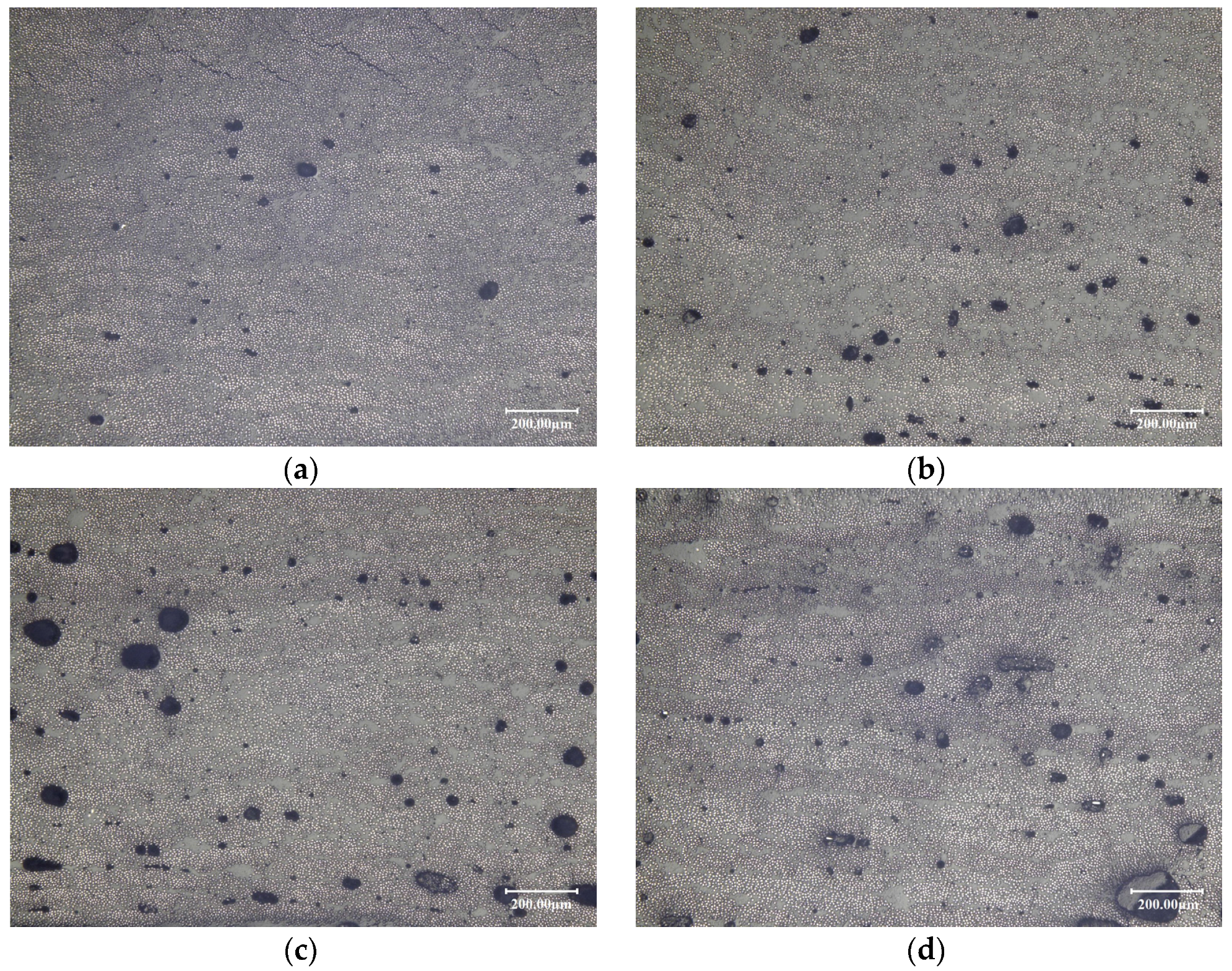
- To avoid the effect of the curing process on the voids, the same curing processing parameters are used for curing, involving the curing pressure of 0.1 MPa, the curing temperature of 120 °C and curing time of 150 min. The voids are measured off-line using photographic method by optical microscope.
5.2. Results and Discussion
6. Conclusions
- (1)
- The peak of enthalpy curves raise from low to high with the rise of pre-heating temperature at higher laying speed. In addition, most enthalpy curves have two inflection points with the rise of pre-heating temperature at the laying speed of 33 m/min, 30 m/min and 27 m/min. The effect of pre-heating temperature and compaction force on the enthalpy is irregular because of strong coupling interrelation among different processing parameters.
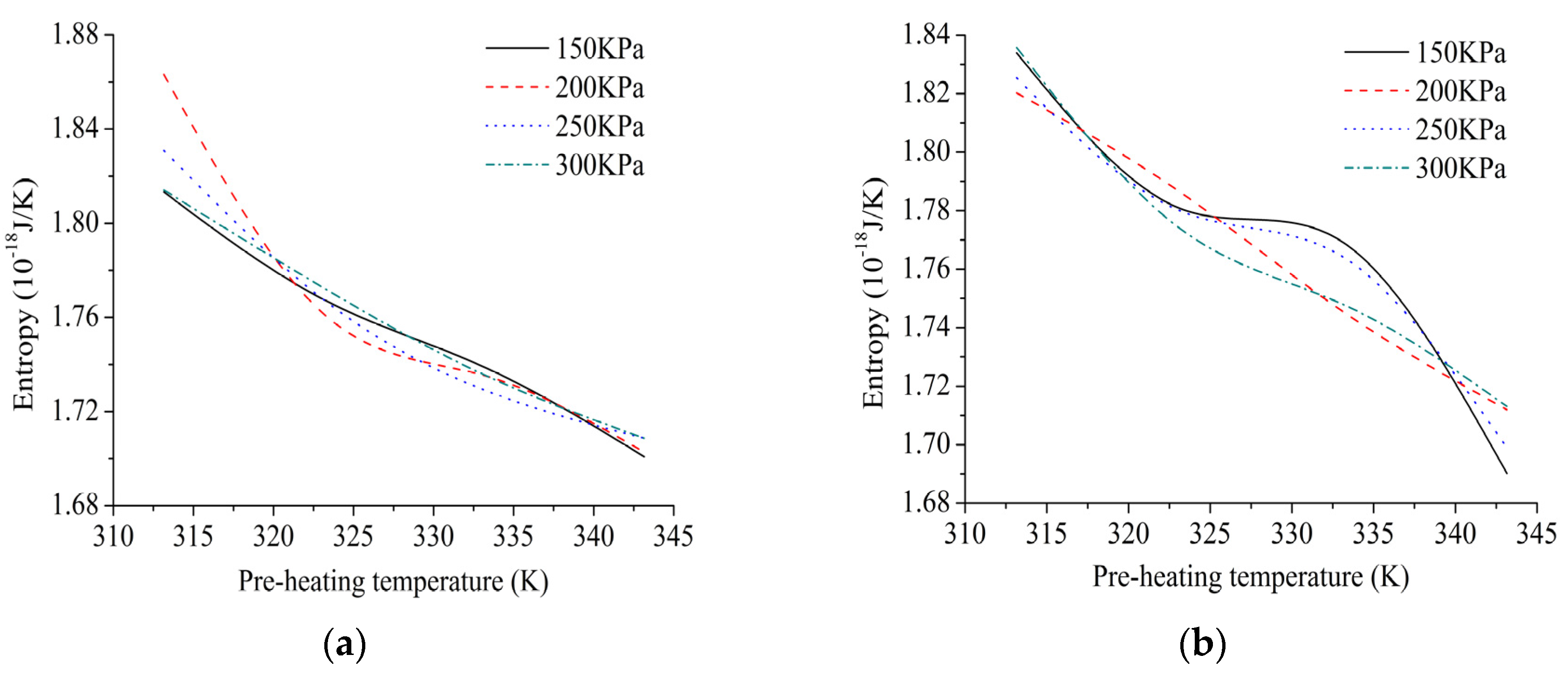
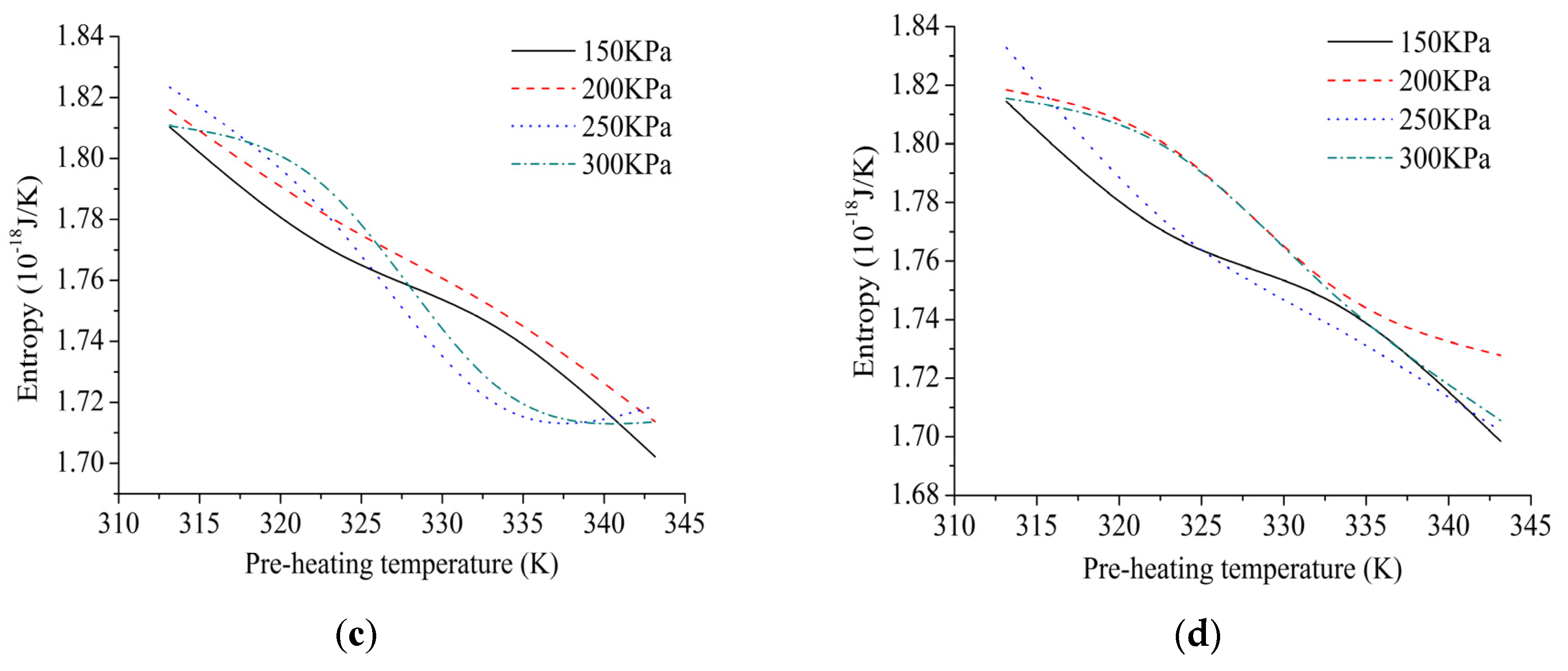
- (2)
- According to the fitting curves of trend of entropy under different processing parameters, effect of pre-heating temperature on the entropy of micro-system is more significant compared with laying speed and compaction force. Due to reversible power by external heat source or exothermic process during movement process, relationship between pre-heating temperature and the entropy could exhibit negative correlation. The other processing parameters have little effect on the entropy of micro-system.
- (3)
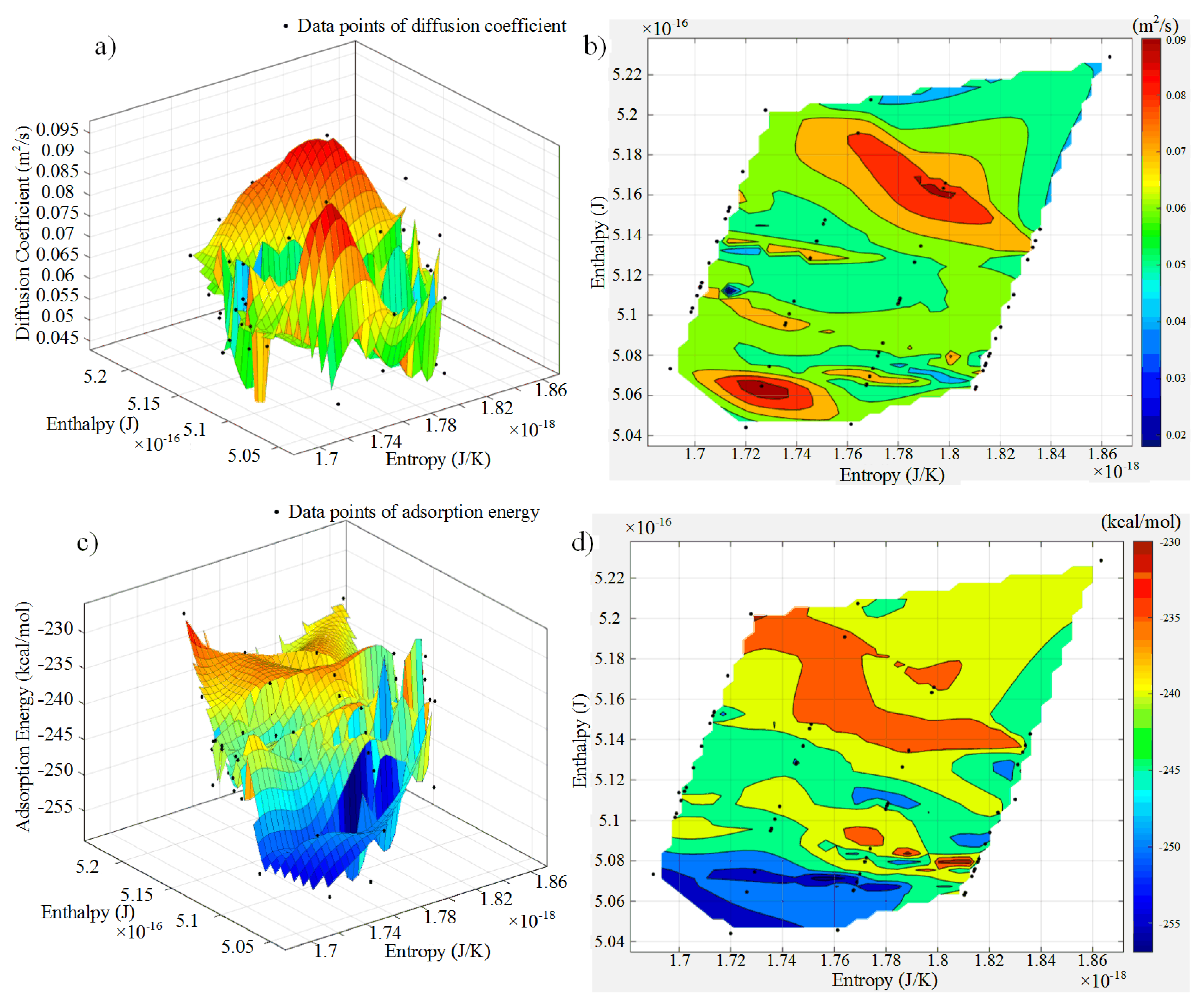
- Low-entropy region is found, namely the enthalpy from 5.07 × 10−16 J to 5.08 × 10−16 J and the entropy from 1.72 × 10−18 J/K to 1.76 × 10−18 J/K, which are chosen to guarantee better fluidity, stronger adsorption and higher energy quality simultaneously.
- (4)
- Experimental results show that the void content of the laminate made by processing parameters within the low-entropy region is lower. In addition, if the enthalpy is in the range from 5.07 ×10−16 J to 5.08 ×10−16 J, most of the void content of laminates can be guaranteed within 2%.
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| E1, E2, E3 | Modulus of elasticity in the x, y, z directions respectively (x is the length direction of tow, y is the width direction of tow, z is the vertical direction), MPa or GPa. |
| v12, v13, v23 | Poisson’s ratio in different planes (xy, xz, and yz planes, respectively). |
| G12, G13, G13 | Shear modulus in different planes (xy, xz, and yz planes, respectively), MPa or GPa |
| εi | Strain component, i = 1, 2, 6 |
| Cijkl | Stiffness coefficient, i, j, k, l = 1, 2, 6 |
| σi | Stress component, i = 1, 2, 6, Pa |
| Cij,Cijk,Cijkl | Stiffness tensors, i, j, k, l = 1, 2, 6 |
| dU | Internal energy increment, J |
| uo | Strain energy density, J/m2 |
| V | Volume of meso-unit, μm3 |
| Q(U) | Total strain energy, J |
| Um | The internal energy of a certain meso-unit, J |
| Vm | The volume of a certain meso-unit, μm3 |
| κ1 | The energy scaling of macro–meso |
| κ2 | The energy scaling of meso–micro |
| Uc | The accumulated internal energy in No.C meso-unit, J |
| Uʹc | The energy of a certain micro-system within No.C meso-unit, J |
| Vc | The volume of No.C meso-unit, μm3 |
| Vʹc | The volume of a certain micro-system within No.C meso-unit, nm3 |
| S0 | The entropy value of the initial state within micro-system, J/K |
| St | The entropy value of the equilibrium state at time of t, J/K |
| T | The temperature of the external heat source, K |
| dQ | The heat energy absorbed by the system when it comes into contact with a heat source with a temperature of T, J |
| Ω | The number of micro-states |
| q | The sum of effective quantum states |
| ξ | h/2π |
| h | Planck’s constant |
| k | Boltzmann’s constant |
| w | The vibration frequency of particle swarm, Hz |
| ωL | The vibration frequency of particle in the space of L, Hz |
| g(ω) | The distributionfunction of ω |
| p | The pressureofthe micro-system, MPa |
| N | The number of particles in the micro-system |
| D | Diffusion coefficient |
| r(t) | The atomic position in the moment of t |
| r(0) | The original position of atom, m2/s |
| Einteraction | Adsorption energy, J |
| Etotal | Total energy of micro-system, J |
| Esurface | Energy of fiber layer, J |
| Epolymer | Energy of matrix layer, J |
References
- Altenbach, H. Mechanics of advanced materials for lightweight structures. J. Mech. Eng. Sci. 2011, 225, 2481–2496. [Google Scholar] [CrossRef]
- Sartorato, M.; de Medeiros, R.; Tita, V. A finite element formulation for smart piezoelectric composite shells: Mathematical formulation, computational analysis and experimental evaluation. Compos. Struct. 2015, 127, 185–198. [Google Scholar] [CrossRef]
- Wu, C.P.; Liu, Y.C. A review of semi-analytical numerical methods for laminated composite and multilayered functionally graded elastic/piezoelectric plates and shells. Compos. Struct. 2016, 147, 1–15. [Google Scholar] [CrossRef]
- Ribeiro, P.; Akhavan, H.; Teter, A.; Warminski, J. A review on the mechanical behaviour of curvilinear fibre composite laminated panels. J. Compos. Mater. 2014, 48, 2761–2777. [Google Scholar] [CrossRef]
- Chowdhury, N.M.; Wang, J.; Chiu, W.K.; Chang, P. Static and fatigue testing bolted, bonded and hybrid step lap joints of thick carbon fibre/epoxy laminates used on aircraft structures. Compos. Struct. 2016, 142, 96–106. [Google Scholar] [CrossRef]
- Croft, K.; Lessard, L.; Pasini, D.; Hojjati, M.; Chen, J.H.; Yousefpour, A. Experimental study of the effect of automated fiber placement induced defects on performance of composite laminates. Compos. Part A Appl. Sci. Manuf. 2011, 42, 484–491. [Google Scholar] [CrossRef]
- Bai, Y.L.; Wang, H.Y.; Xia, M.F.; Ke, F.J. Statisticalmesomechanics of solid, linking coupled multiple space andtime scales. Appl. Mech. Rev. 2005, 58, 372–388. [Google Scholar] [CrossRef]
- Marder, M.; Fineberg, J. How things break. Phys. Today 1996, 49, 24–29. [Google Scholar] [CrossRef]
- Berisha, B.; Raemy, C.; Becker, C.; Gorji, M.; Hora, P. Multiscale modeling of failure initiation in a ferritic-pearlitic steel. Acta Mater. 2015, 100, 191–201. [Google Scholar] [CrossRef]
- Liu, H.; Sun, X.Y.; Xu, Y.J.; Chu, X.H. A hierarchical multilevel finite element method for mechanical analyses of periodical composite structures. Compos. Struct. 2015, 131, 115–127. [Google Scholar] [CrossRef]
- Sakata, S.; Torigoe, I. A successive perturbation-based multiscale stochastic analysis method for composite materials. Finite Elem. Anal. Des. 2015, 102–103, 74–84. [Google Scholar] [CrossRef]
- Visrolia, A.; Meo, M. Multiscale damage modelling of 3D weave composite by asymptotic homogenisation. Compos. Struct. 2013, 95, 105–113. [Google Scholar] [CrossRef]
- Jaramillo-Botero, A.; Nielsen, R.; Abrol, R.; Su, J.; Pascal, T.; Mueller, J.; Goddard, W.A. First-Principles-Based Multiscale, Multiparadigm Molecular Mechanics and Dynamics Methods for Describing Complex Chemical Processes. Multiscale Mol. Methods Appl. Chem. 2012, 307, 1–42. [Google Scholar]
- Puck, A.; Schurmann, H. Failure analysis of FRP laminates by means of physically based phenomenological models. Compos. Sci. Technol. 2002, 62, 1633–1662. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature. Part III: Effects of thermal residual stresses. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1581–1596. [Google Scholar] [CrossRef]
- Han, G.; Guan, Z.D.; Li, X.; Zhang, W.C.; Du, S.Y. Microscopic progressive damage simulation of unidirectional composite based on the elastic-plastic theory. J. Reinf. Plast. Compos. 2015, 34, 232–247. [Google Scholar] [CrossRef]
- Sayyidmousavi, A.; Bougherara, H.; Fawaz, Z. A multiscale approach for fatigue life prediction of polymer matrix composite laminates. J. Reinf. Plast. Compos. 2015, 34, 1099–1109. [Google Scholar] [CrossRef]
- Yahiatene, I.; Hennig, S.; Huser, T. Optical fluctuation microscopy based on calculating local entropy values. Chem. Phys. Lett. 2013, 587, 1–6. [Google Scholar] [CrossRef]
- Torabi, M.; Zhang, K.L.; Karimi, N.; Peterson, G.P. Entropy generation in thermal systems with solid structures—A concise review. Int. J. Heat Mass Transf. 2016, 97, 917–931. [Google Scholar] [CrossRef]
- Liang, C.W.; Juang, C.F. Moving Object Classification Using a Combination of Static Appearance Features and Spatial and Temporal Entropy Values of Optical Flows. IEEE Trans. Intell. Transp. Syst. 2015, 16, 3453–3464. [Google Scholar] [CrossRef]
- Kolenda, Z.S.; Szmyd, J.S.; Huber, J. Entropy generation minimization in steady-state and transient diffusional heat conduction processes Part I—Steady-state boundary value problem. Bull. Pol. Acad. Sci. Tech. Sci. 2014, 62, 875–882. [Google Scholar] [CrossRef]
- Pickering, E.J.; Jones, N.G. High-entropy alloys: A critical assessment of their founding principles and future prospects. Int. Mater. Rev. 2016, 61, 183–202. [Google Scholar] [CrossRef]
- Chakraborty, A. Thermodynamic trends for the adsorption of non polar gases on activated carbons employing a new adsorption isotherm modelling. Appl. Therm. Eng. 2016, 105, 189–197. [Google Scholar] [CrossRef]
- Jafarmadar, S.; Azizinia, N.; Razmara, N.; Mobadersani, F. Thermal analysis and entropy generation of pulsating heat pipes using nanofluids. Appl. Therm. Eng. 2016, 103, 356–364. [Google Scholar] [CrossRef]
- Ahmed, S.; Mesalhy, O.M.; Abdelatief, M.A. Heat transfer characteristics and entropy generation for wing-shaped-tubes with longitudinal external fins in cross-flow. J. Mech. Sci. Technol. 2016, 30, 2849–2863. [Google Scholar] [CrossRef]
- Rudd, R.E.; Broughton, J.Q. Concurrent coupling of length scales in solid state systems. Phys. Status Solidi B Basic Res. 2000, 217, 251–291. [Google Scholar] [CrossRef]
- Wagner, G.J.; Liu, W.K. Coupling of atomistic and continuum simulations using a bridging scale decomposition. J. Comput. Phys. 2003, 190, 249–274. [Google Scholar] [CrossRef]
- Cai, W.; de Koning, M.; Bulatov, V.V.; Yip, S. Minimizing boundary reflections in coupled-domain simulations. Phys. Rev. Lett. 2000, 85, 3213–3216. [Google Scholar] [CrossRef] [PubMed]
- Weinan, E.; Huang, Z.Y. Matching conditions in atomistic-continuum modeling of materials. Phys. Rev. Lett. 2001, 87, 4. [Google Scholar]
- Abraham, F.F.; Broughton, J.Q.; Bernstein, N.; Kaxiras, E. Spanning the continuum to quantum length scales in a dynamic simulation of brittle fracture. Europhys. Lett. 1998, 44, 783–787. [Google Scholar] [CrossRef]
- Park, H.S.; Liu, W.K. An introduction and tutorial on multiple-scale analysis in solids. Comput. Methods Appl. Mech. Eng. 2004, 193, 1733–1772. [Google Scholar] [CrossRef]
- Shilkrot, L.E.; Miller, R.E.; Curtin, W.A. Multiscale plasticity modeling: Coupled atomistics and discrete dislocation mechanics. J. Mech. Phys. Solids 2004, 52, 755–787. [Google Scholar] [CrossRef]
- Miller, R.E.; Tadmor, E.B. The quasicontinuum method: Overview, applications and current directions. J. Comput.-Aided Mater. Des. 2002, 9, 203–239. [Google Scholar] [CrossRef]
- Han, Z.Y.; Sun, S.Z.; Shao, Z.X.; Fu, H.Y. Multiscale Collaborative Optimization of Processing Parameters for Carbon Fiber/Epoxy Laminates Fabricated by High-Speed Automated Fiber Placement. Adv. Mater. Sci. Eng. 2016, 2016. [Google Scholar] [CrossRef]
- Jiang, B.; Zhang, M.H.; Yao, G.S.; Bai, J.X. Trans-scale Design Method on Safety of High Speed Milling Cutter. Jixie Gongcheng Xuebao/J. Mech. Eng. 2016, 52, 202–212. [Google Scholar] [CrossRef]
- Ding, C.; Fan, Y.R. Measurement of Diffusion Coefficients of Air in Silicone Oil and in Hydraulic Oil. Chin. J. Chem. Eng. 2011, 19, 205–211. [Google Scholar] [CrossRef]
- Wong, M.; Paramsothy, M.; Xu, X.J.; Ren, Y.; Li, S.; Liao, K. Physical interactions at carbon nanotube-polymer interface. Polymer 2003, 44, 7757–7764. [Google Scholar] [CrossRef]
- Tang, J.M.; Lee, W.I.; Springer, G.S. Effects of cure pressure on resin flow, voids and mechanical properties. J. Compos. Mater. 1987, 21, 421–440. [Google Scholar] [CrossRef]
- Colton, J.S.; Suh, N.P. Nucleation of microcellular foam: Theory and practice. Polym. Eng. Sci. 1987, 27, 500–503. [Google Scholar] [CrossRef]
- Wang, R.G.; Tian, Q.; Ma, W.Y.; Dai, C.Q.; Tian, F.; Chen, Y.J.; Li, C.S.; Cao, S.M. Modulating void action and residual stress variation of composite materials during curing process. Acta Mater. Compos. Sin. 2002, 19, 95–101. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | E1 | E2, E3 | v12, v13 | v23 | G12, G13 | G23 |
|---|---|---|---|---|---|---|
| 1.49 g/cm3 | 121 GPa | 76 MPa | 0.27 | 0.4 | 4.7 GPa | 49 MPa |
| BoundaryParameters | The Number of Particles | ω | The Area of Meso-Unit |
| Value | 3096 | 4.62 × 1012 | 2.12 |
| unit | - | Hz | mm3 |
| Boundary parameters | The area of micro-system | S0 | κ2 |
| Value | 35.8 | 4.03 × 10−19 | 1.69 × 10−17 |
| unit | nm3 | J/K | - |
| Level | 1 | 2 | 3 |
|---|---|---|---|
| Laying speed | 27 m/min | 30 m/min | 33 m/min |
| Pre-heating temperature | 313.15 K | 323.15 K | 333.15 K |
| Experimental Group | 1-1 | 1-2 | 1-3 | 2-1 | 2-2 | 2-3 | 3-1 | 3-2 | 3-3 |
|---|---|---|---|---|---|---|---|---|---|
| Void content (%) | 1.148 | 2.772 | 3.057 | 1.275 | 1.561 | 0.947 | 3.193 | 4.678 | 2.118 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, Z.; Sun, S.; Fu, H.; Fu, Y. Multi-Scale Low-Entropy Method for Optimizing the Processing Parameters during Automated Fiber Placement. Materials 2017, 10, 1024. https://doi.org/10.3390/ma10091024
Han Z, Sun S, Fu H, Fu Y. Multi-Scale Low-Entropy Method for Optimizing the Processing Parameters during Automated Fiber Placement. Materials. 2017; 10(9):1024. https://doi.org/10.3390/ma10091024
Chicago/Turabian StyleHan, Zhenyu, Shouzheng Sun, Hongya Fu, and Yunzhong Fu. 2017. "Multi-Scale Low-Entropy Method for Optimizing the Processing Parameters during Automated Fiber Placement" Materials 10, no. 9: 1024. https://doi.org/10.3390/ma10091024
APA StyleHan, Z., Sun, S., Fu, H., & Fu, Y. (2017). Multi-Scale Low-Entropy Method for Optimizing the Processing Parameters during Automated Fiber Placement. Materials, 10(9), 1024. https://doi.org/10.3390/ma10091024