Reactive Fabrication and Effect of NbC on Microstructure and Tribological Properties of CrS Co-Based Self-Lubricating Coatings by Laser Cladding


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
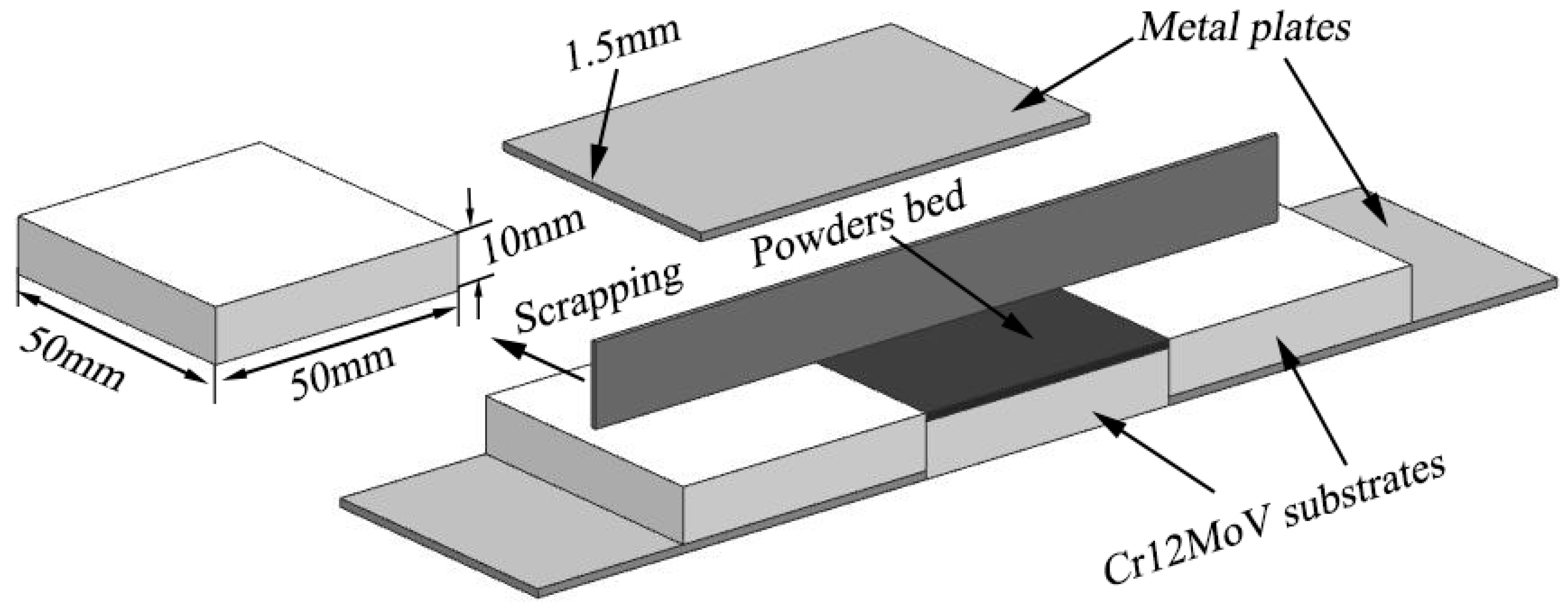
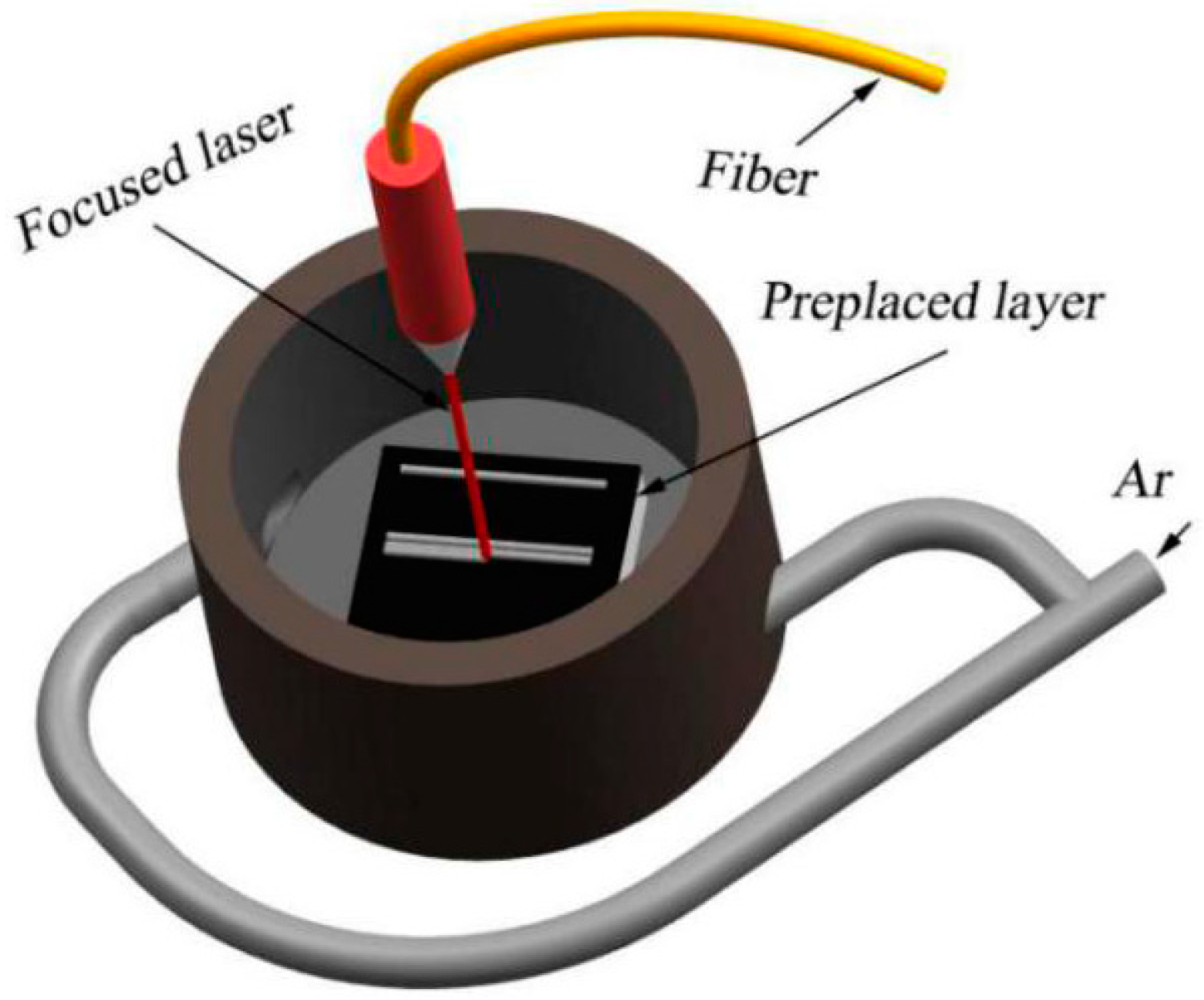
2.2. Laser Cladding
2.3. Microstructure Characterization
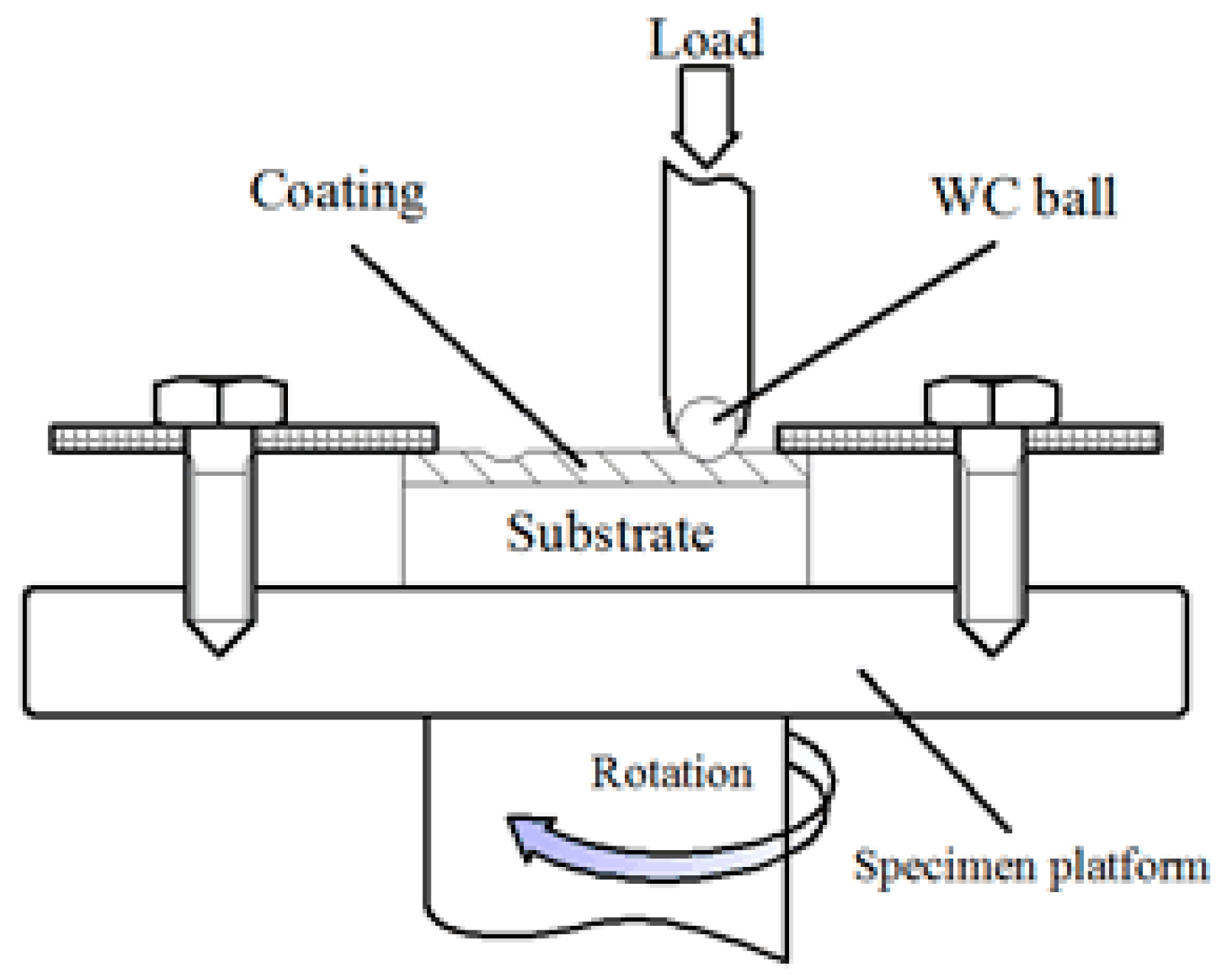
2.4. Microhardness and Wear Test
3. Results and Discussions
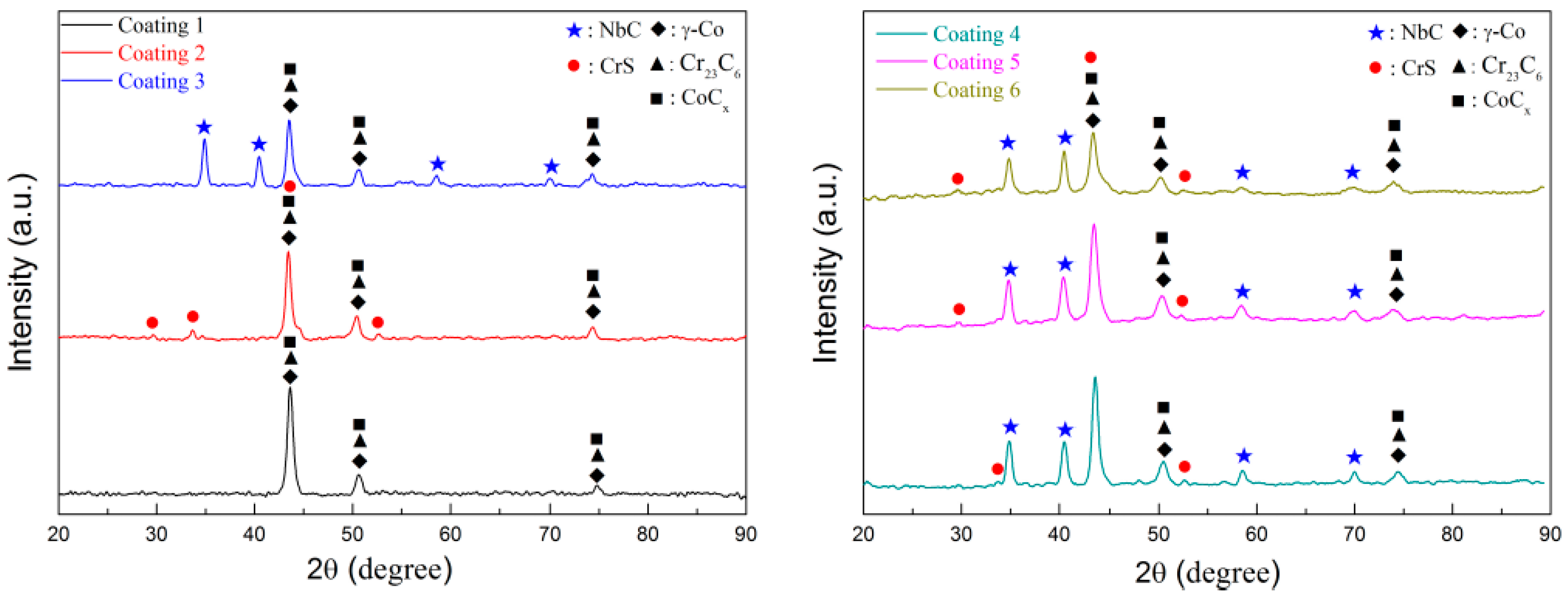
3.1. XRD Results
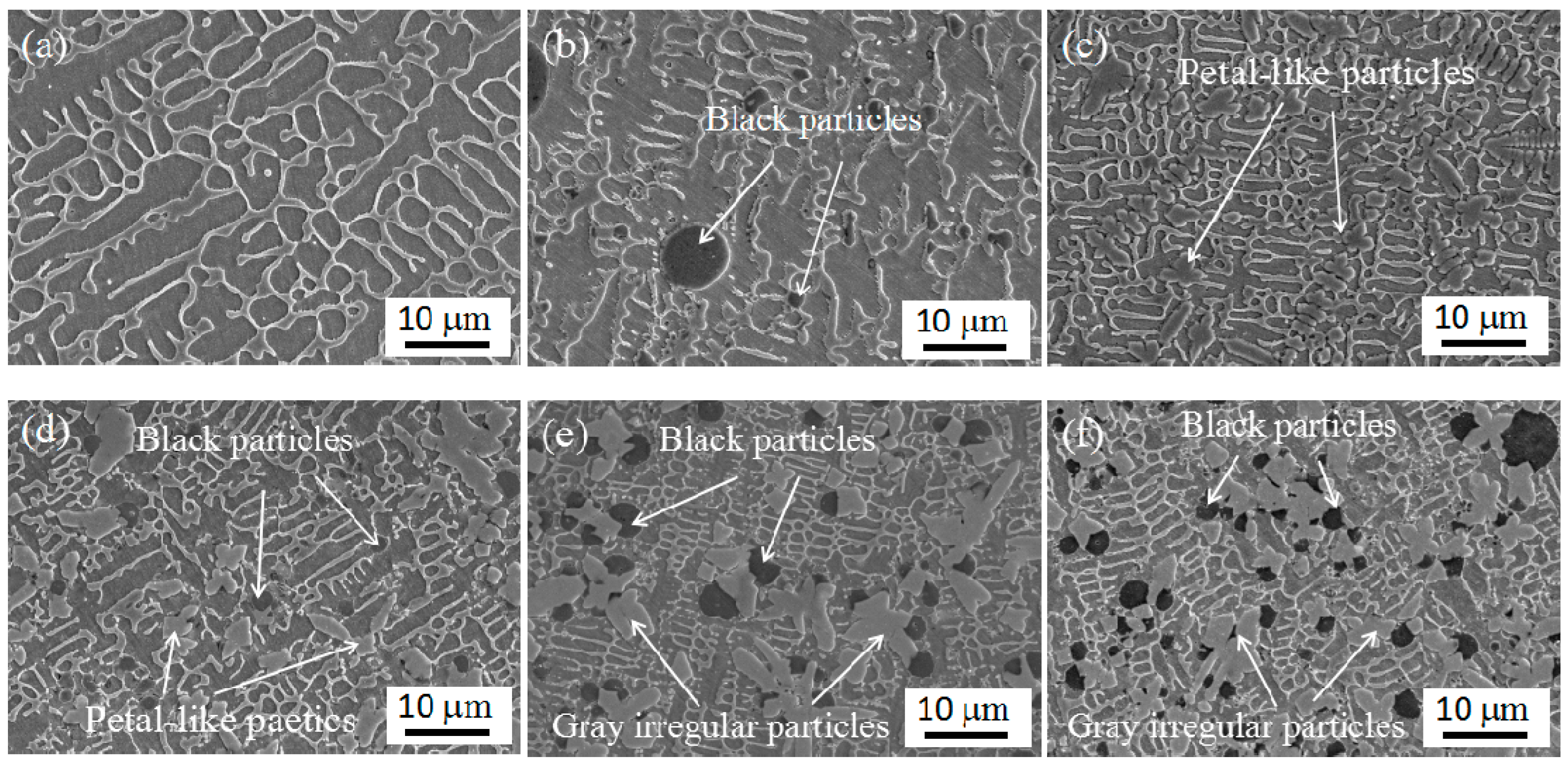
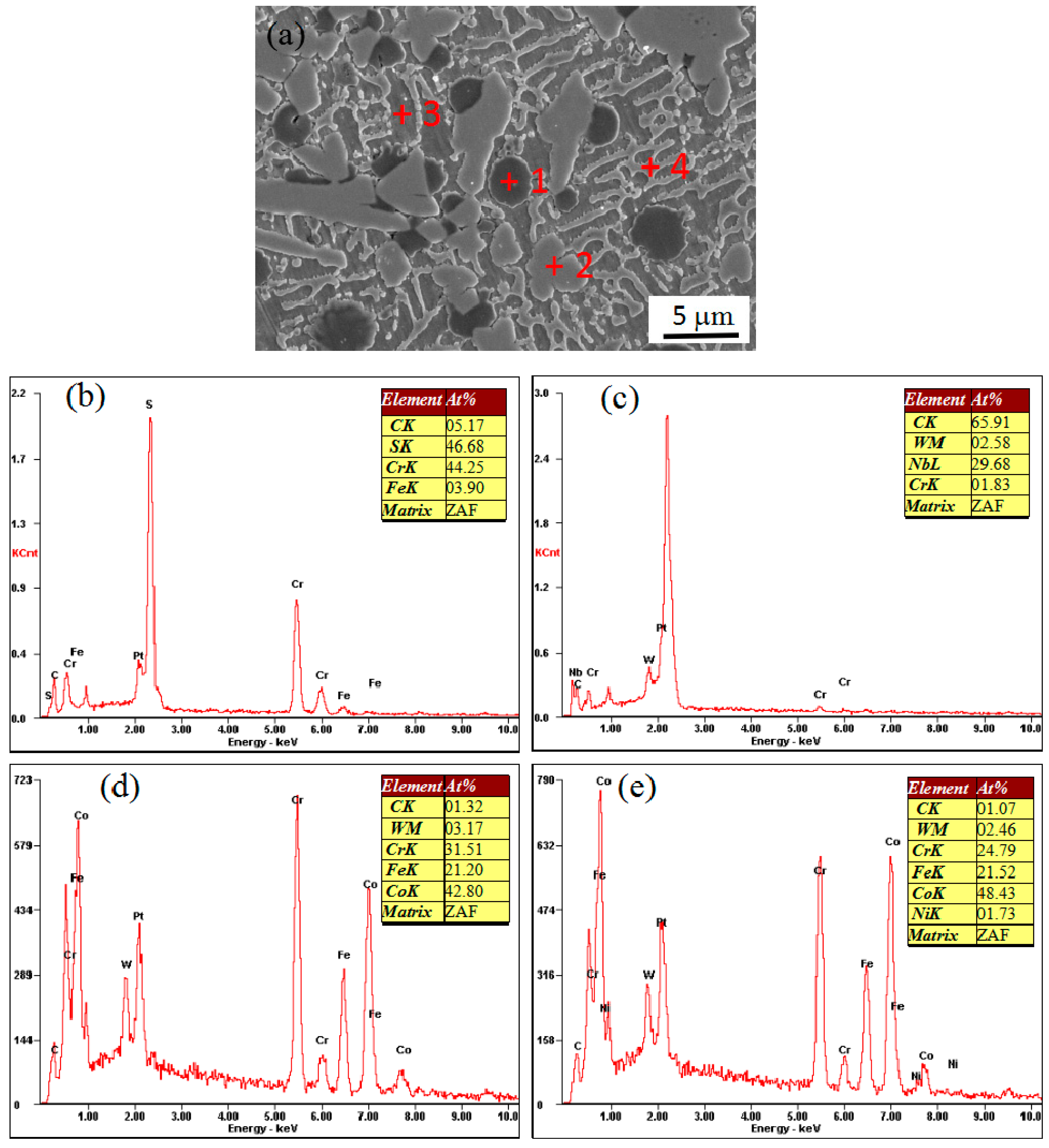
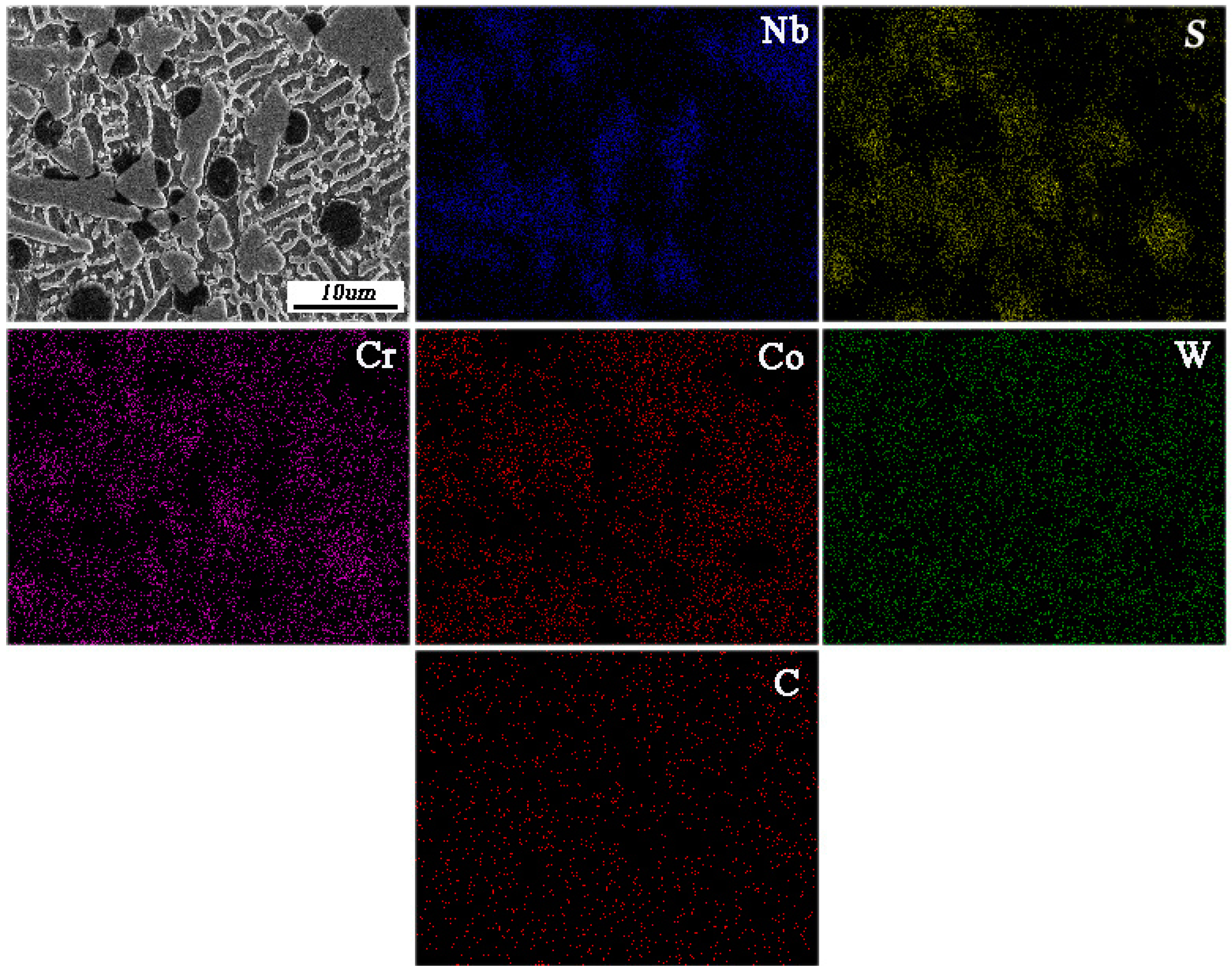
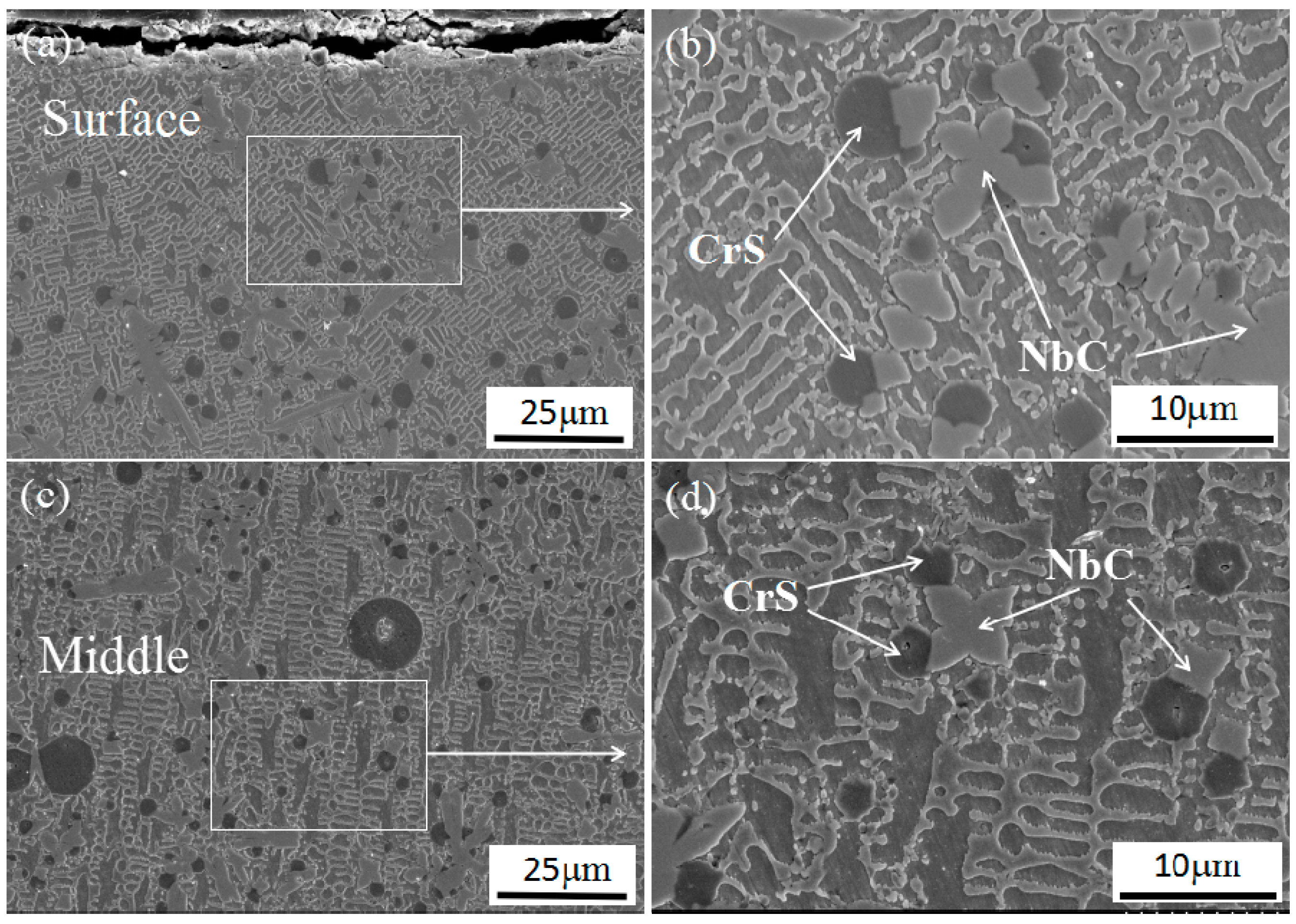
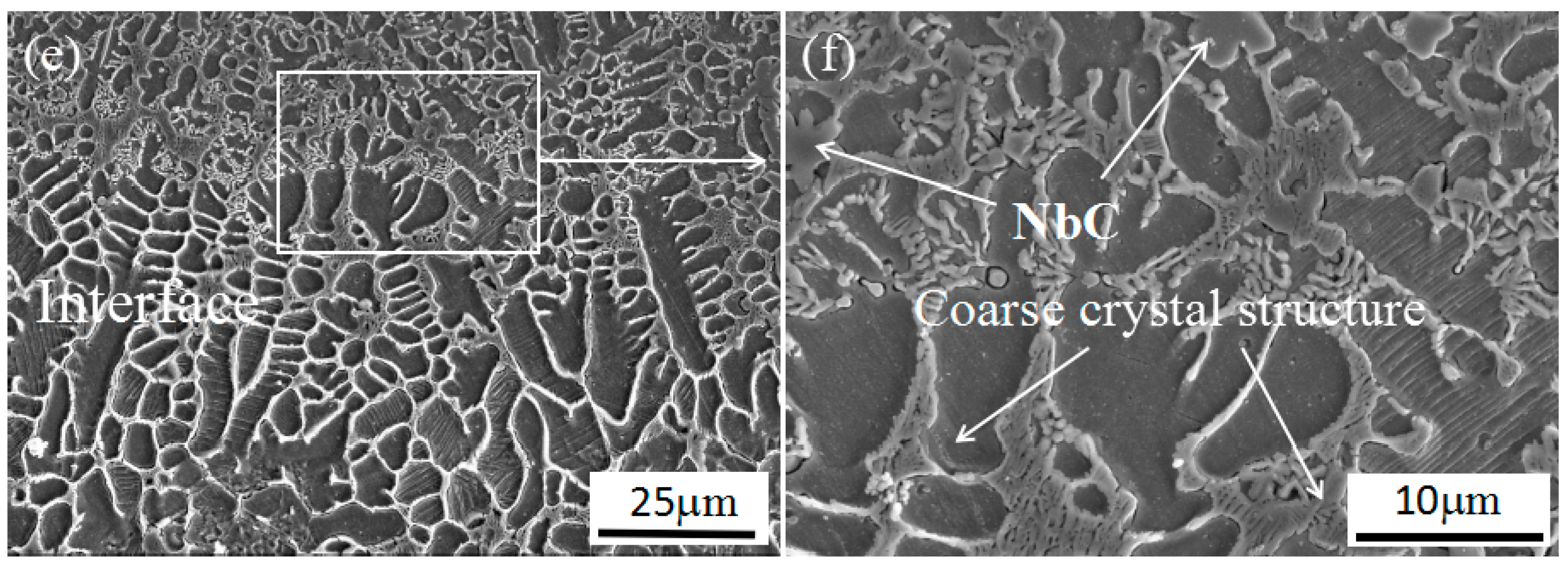
3.2. Microstructure of the Coatings
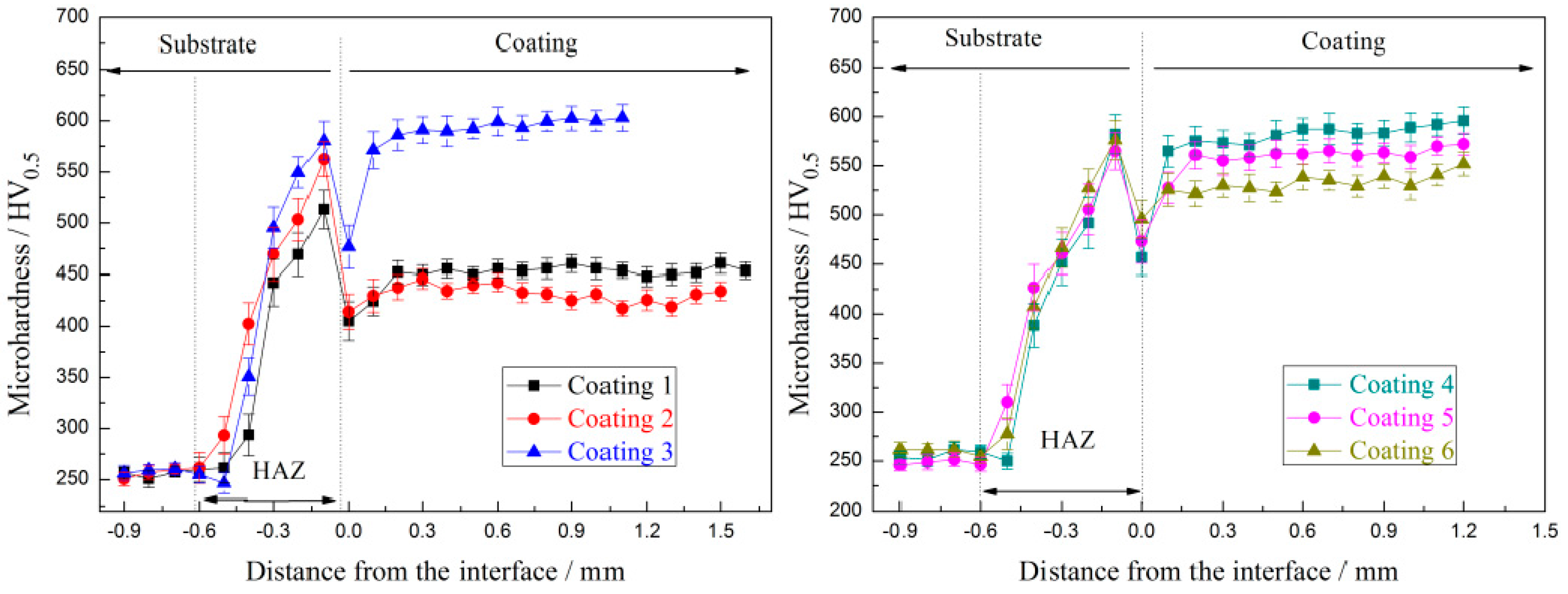
3.3. Microhardness
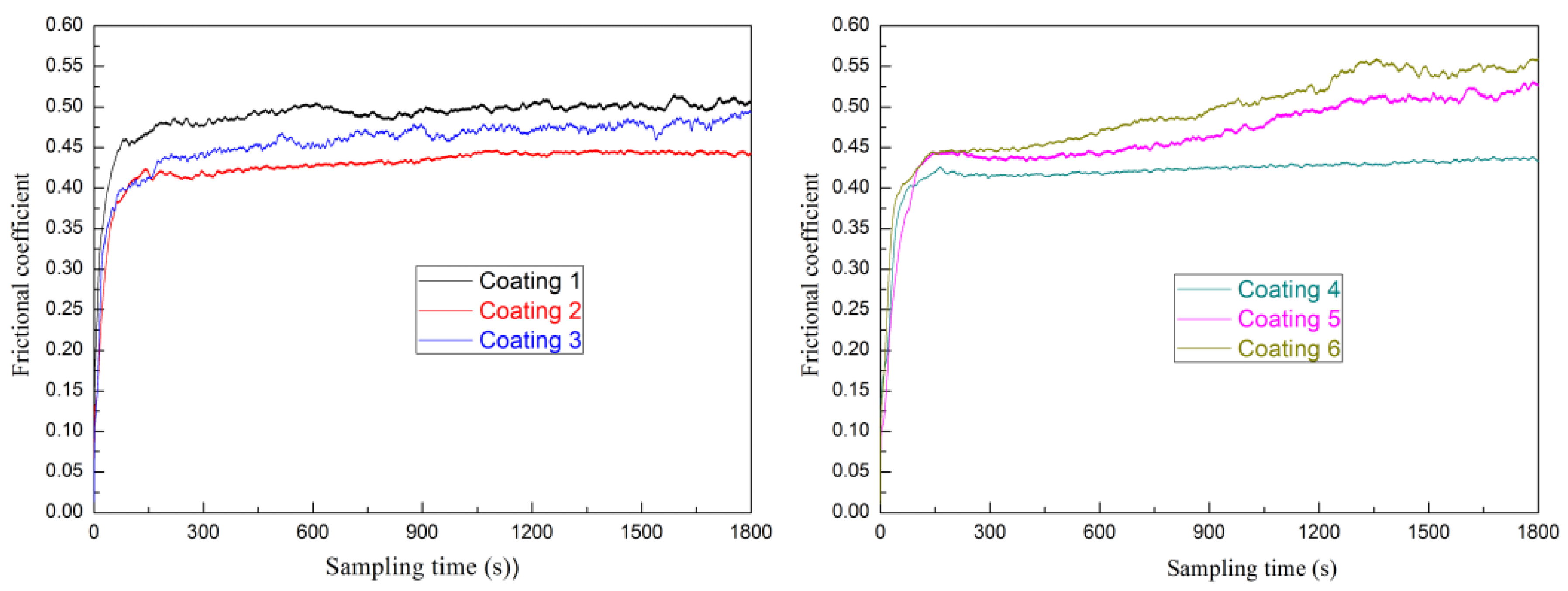
3.4. Tribological Behavior
4. Conclusions
- (1)
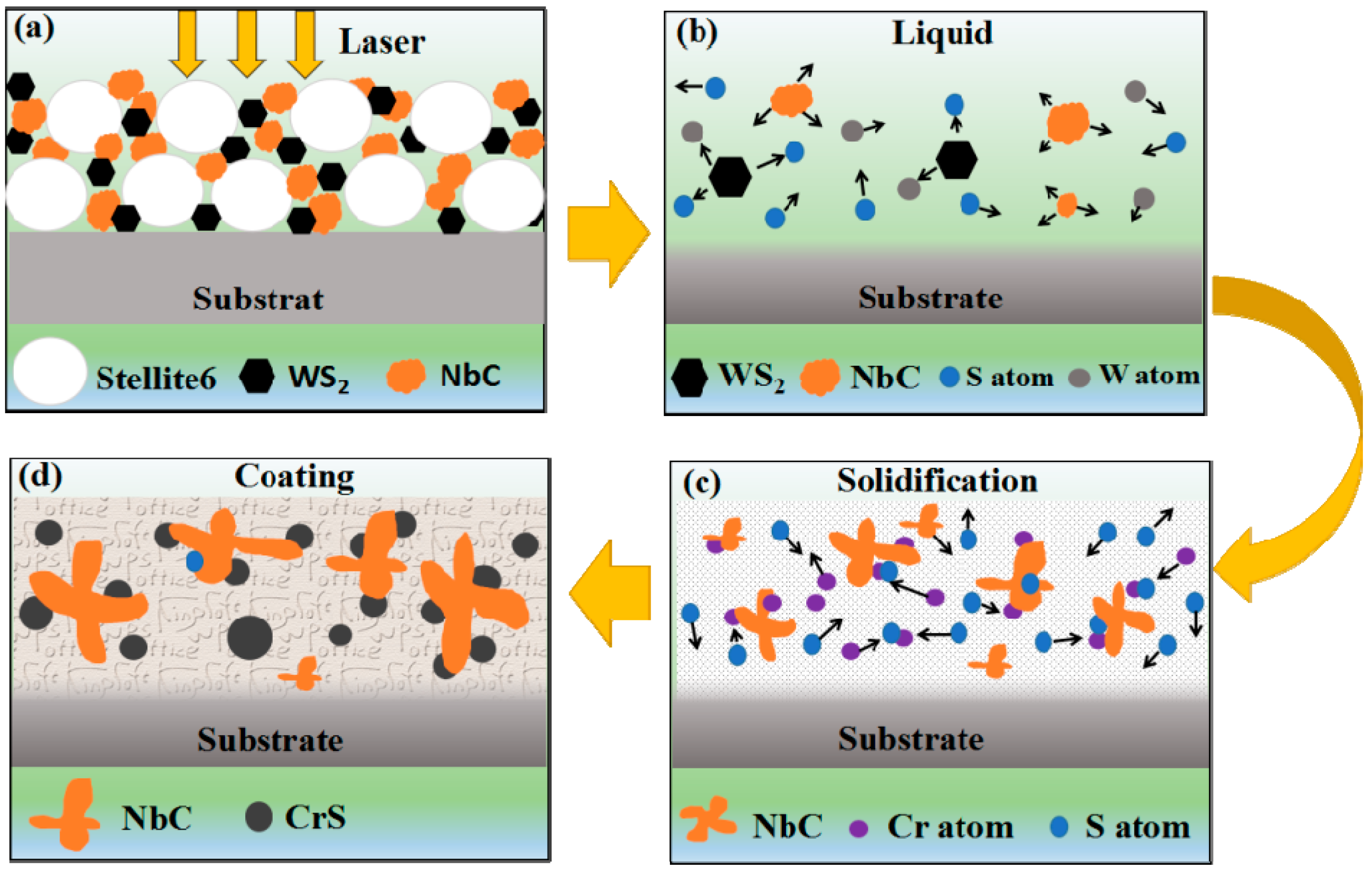
- Co-based metal matrix self-lubricating coatings containing solid-lubricant phase CrS and ceramic reinforced phase NbC were successfully fabricated on Cr12MoV steel surface by laser cladding Stellite 6, WS2, and NbC matrix powder.
- (2)
- Reactions between WS2 and Stellite 6 occurred, which generated solid-lubricant particles CrS and NbC that play a key role in improving the CrS nuclear and refining microstructure of the Co-based composite coating during laser cladding processing.
- (3)
- The average microhardnesses of coating 4, coating 5, and coating 6 are 587.3 HV0.5, 546.6 HV0.5, and 534.6 HV0.5, respectively. NbC reinforcements and fine microstructure contribute a higher level of microhardness. The formation of soft CrS and the coarse NbC particles result in a slight decrease in microhardness.
- (4)
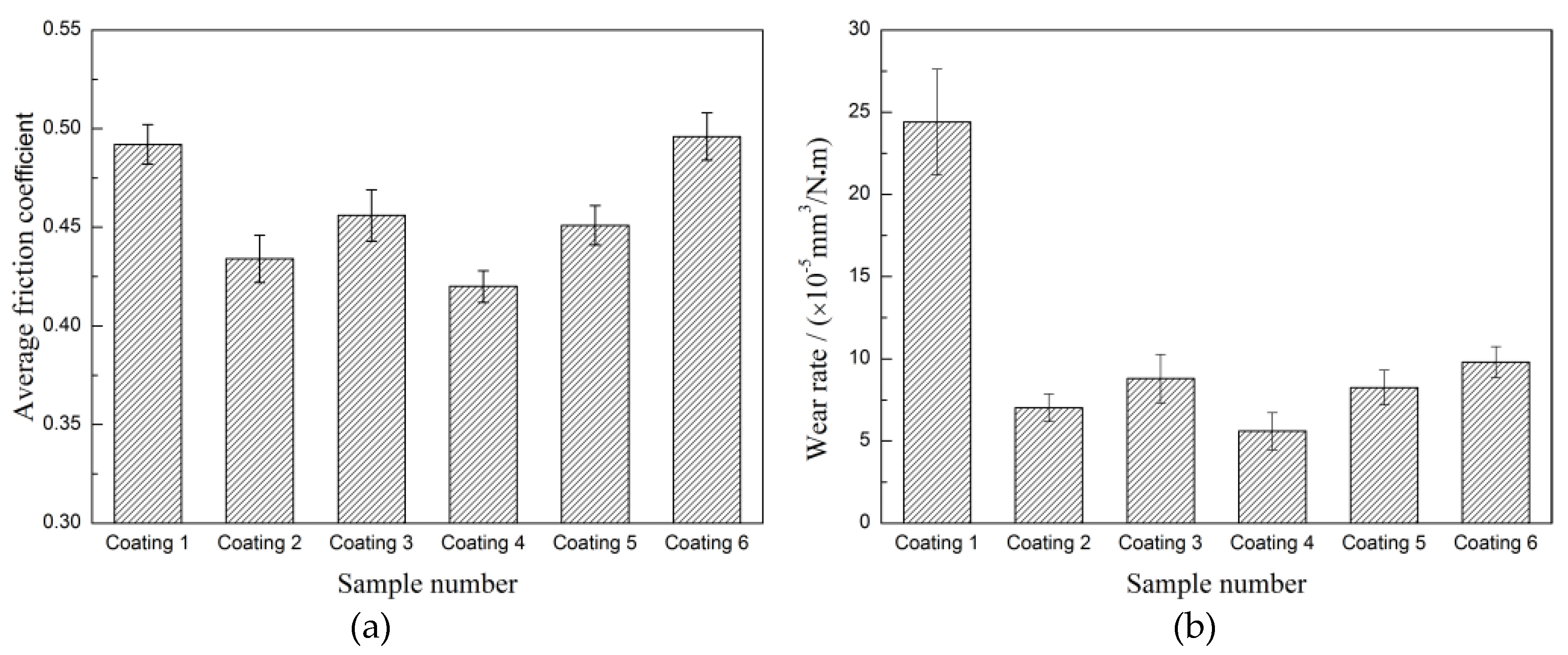
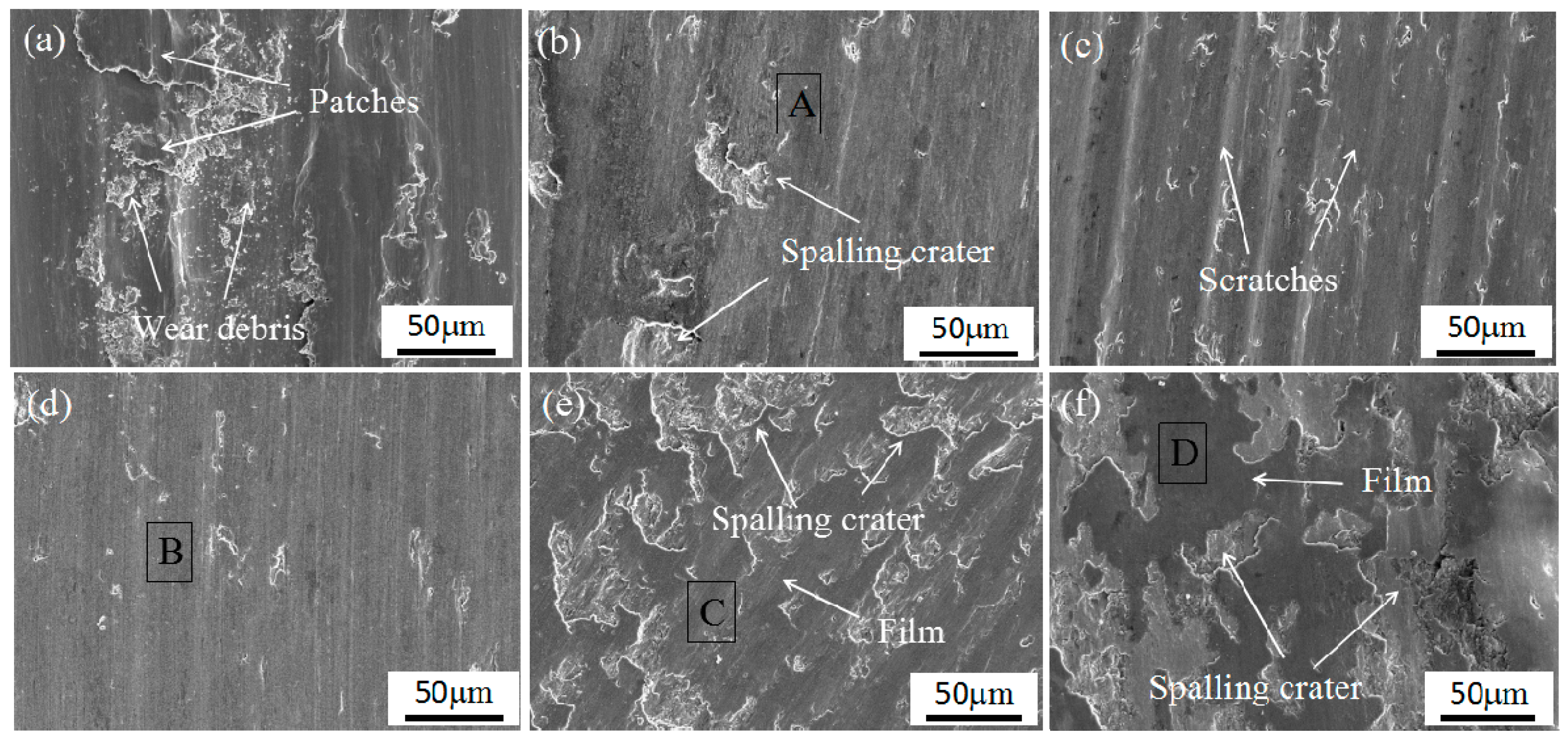
- Both CrS and NbC contribute to improving the tribological properties of the coating, and the suitable balance of CrS and NbC favorable to decreasing the friction and improving the stability of the contact surfaces between the frictional pair and the coatings. In this research, coating 4 shows the best tribological properties.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Voevodin, A.A.; Muratore, C.; Aouadi, S.M. Hard coatings with high temperature adaptive lubrication and contact thermal management: Review. Surf. Coat. Technol. 2014, 257, 247–265. [Google Scholar] [CrossRef]
- Zhang, A.; Han, J.; Su, B.; Li, P.; Meng, J. Microstructure, mechanical properties and tribological performance of CoCrFeNi high entropy alloy matrix self-lubricating composite. Mater. Des. 2017, 114, 253–263. [Google Scholar] [CrossRef]
- Su, Y.; Zhang, Y.; Song, J.; Hu, L. Tribological behavior and lubrication mechanism of self-lubricating ceramic/metal composites: The effect of matrix type on the friction and wear properties. Wear 2017, 372–373, 130–138. [Google Scholar] [CrossRef]
- Duan, W.; Sun, Y.; Liu, C.; Liu, S.; Li, Y.; Ding, C.; Yu, L. Study on the formation mechanism of the glaze film formed on Ni/Ag composites. Tribol. Int. 2016, 95, 324–332. [Google Scholar] [CrossRef]
- Villavicencio, M.D.; Renouf, M.; Saulot, A.; Michel, Y.; Mahéo, Y.; Colas, G.; Filleter, T.; Berthier, Y. Self-lubricating composite bearings: Effect of fibre length on its tribological properties by DEM modeling. Tribol. Int. 2017, 113, 362–369. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, P.; Yu, Z.; Lu, Q.; Yang, S.; Li, C. Microstructure and tribological properties of laser-clad Ni-Cr/TiB2 composite coatings on copper with the addition of CaF2. Microstructure and tribological properties of laser-clad Ni-Cr/TiB2 composite coatings on copper with the addition of CaF2. Surf. Coat. Technol. 2012, 206, 4046–4053. [Google Scholar] [CrossRef]
- Zhang, A.; Han, J.; Su, B.; Meng, J. A novel CoCrFeNi high entropy alloy matrix self-lubricating composite. J. Alloys Compd. 2017, 725, 700–710. [Google Scholar] [CrossRef]
- Lei, Y.; Sun, R.; Tang, Y.; Niu, W. Microstructure and phase transformations in laser clad CrxSy/Ni coating on H13 steel. Opt. Laser Eng. 2015, 66, 181–186. [Google Scholar] [CrossRef]
- Tekmen, C.; Ozdemir, I.; Fritsche, G.; Tsunekawa, Y. Structural evolution of mechanically alloyed Al-12Si/TiB2/h-BN composite powder coating by atmospheric plasma spraying. Surf. Coat. Technol. 2009, 203, 2046–2051. [Google Scholar] [CrossRef]
- Liu, Y.; Mu, J.; Xu, X.; Yang, S. Microstructure and dry-sliding wear properties of TiC reinforced composite coating prepared by plasma-transferred arc weld surfacing process. Mater. Sci. Eng. A 2007, 458, 366–370. [Google Scholar] [CrossRef]
- He, Y.; Sun, W.; Wang, S.; Reed, P.A.S.; Walsh, F. An electrodeposited Ni-P-WS2 coating with combined super-hydrophobicity and self-lubricating properties. Electrochim. Acta 2017, 245, 872–882. [Google Scholar] [CrossRef]
- Leon, O.A.; Staia, M.H.; Hintermann, H. Wear mechanism of Ni–P–BN(h) composite autocatalytic coatings. Surf. Coat. Technol. 2005, 200, 1825–1829. [Google Scholar] [CrossRef]
- Nolan, D.; Huang, S.W.; Leskovsek, V.; Braun, S. Sliding wear of titanium nitride thin films deposited on Ti-6Al-4V alloy by PVD and plasma nitriding processes. Surf. Coat. Technol. 2006, 200, 698–705. [Google Scholar] [CrossRef]
- Yang, M.; Liu, X.; Fan, J.; He, X.; Shi, S.; Fu, G.; Wang, M.; Chen, S. Microstructure and wear behaviors of laser clad NiCr/Cr3C2-WS2 high temperatnologyure self-lubricating wear-resistant composite coating. Appl. Surf. Sci. 2012, 258, 3757–3762. [Google Scholar] [CrossRef]
- Weng, F.; Yu, H.; Chen, C.; Dai, J. Microstructures and wear properties of laser cladding Co-based composite coatings on Ti-6Al-4V. Mater. Des. 2015, 80, 174–181. [Google Scholar] [CrossRef]
- Wang, A.; Zhang, X.; Zhang, X.; Qiao, X.; Xu, H.; Xie, C. Ni-based alloy/submicron WS2 self-lubricating composite coating synthesized by Nd:YAG laser cladding. Mater. Sci. Eng. A 2008, 475, 312–318. [Google Scholar] [CrossRef]
- Liu, X.; Zheng, C.; Liu, Y.; Fan, J.; Yang, M.; He, X.; Wang, M.; Yang, H.; Qi, L. A comparative study of laser cladding high temperature wear-resistant composite coating with the addition of self-lubricating WS2 and WS2(Ni–P) encapsulation. J. Mater. Process. Technol. 2013, 213, 51–58. [Google Scholar] [CrossRef]
- Skarvelis, P.; Rokanopoulou, A.; Papadimitriou, G.D. Formation of TiS and Ti4C2S2 in steel matrix composite sprepared by the plasma transferred arc (PTA) technique using TiS2 and TiC powders. Tribol. Int. 2013, 66, 44–48. [Google Scholar] [CrossRef]
- Lu, X.; Liu, X.; Yu, P.; Fu, G.; Zhu, G.; Wang, Y.; Chen, Y. Effects of annealing on laser clad Ti2SC/CrS self-lubricating anti-wear composite coating on Ti6Al4V alloy: Microstructure and tribology. Tribol. Int. 2016, 101, 356–363. [Google Scholar] [CrossRef]
- Skarvelis, P.; Papadimitriou, G.D. Plasma transferred arc composite coatings with self-lubricating properties, based on Fe and Ti sulfides: Microstructure and tribological behavior. Surf. Coat. Technol. 2009, 203, 1384–1394. [Google Scholar] [CrossRef]
- Wei, B.; Wang, Y.; Zhao, Y.; Wang, D.; Song, G.; Fu, Y.; Zhou, Y. Effect of NbC content on microstructure and mechanical properties of W-NbC composites. Int. J. Refract. Met. Hard Mater. 2017, 70, 66–67. [Google Scholar] [CrossRef]
- Lv, Y.; Li, J.; Tao, Y.; Hu, L. High-temperature wear and oxidation behaviors of TiNi/Ti2Ni matrix composite coatings with TaC addition prepared on Ti6Al4V by laser cladding. Appl. Surf. Sci. 2017, 402, 478–494. [Google Scholar] [CrossRef]
- Li, Q.; Lei, Y.; Fu, H. Laser cladding in-situ NbC particle reinforced Fe-based composite coatings with rare earth oxide addition. Surf. Coat. Technol. 2014, 239, 102–107. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.-M. In-situ formation of novel TiC-particle-reinforced 316L stainless steel bulk-form composites by selective laser melting. J. Alloys Compd. 2017, 706, 409–418. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, J.; Zhang, P.; Yu, Z.; Li, C.; Xv, P.; Lu, Y. Laser cladding of Co-based alloy/TiC/CaF2 self-lubricating composite coatings on copper for continuous casting mold. Surf. Coat. Technol. 2013, 232, 362–369. [Google Scholar] [CrossRef]
- Ya, W.; Pathiraj, B.; Liu, S. 2D modeling of cladgeometry and resulting thermal cycles during laser cladding. J. Mater. Process. Technol. 2016, 230, 217–232. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. Rapid fabrication of bulk-form TiB2/316L stainless steel nanocomposites with novel reinforcement architecture and improved performance by selective laser melting. J. Alloys Compd. 2016, 680, 480–493. [Google Scholar] [CrossRef]
- Liu, X.; Meng, X.; Liu, H.; Shi, G.; Wu, S.; Sun, C.; Wang, M.; Qi, L. Development and characterization of laser clad high temperature self-lubricating wear resistant composite coatings on Ti-6Al-4V alloy. Mater. Des. 2014, 55, 404–409. [Google Scholar] [CrossRef]
- Liu, X.; Meng, X.; Liu, H.; Shi, G.; Wu, S.; Sun, C.; Wang, M.; Qi, L. Investigation of laser cladding high temperature anti-wear composite coatings on Ti6Al4V alloy with the addition of self-lubricant CaF2. Appl. Surf. Sci. 2014, 313, 243–250. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. Selective laser melting of TiC reinforced 316L stainless steel matrix nanocomposites: Influence of starting TiC particle size and volume content. Mater. Des. 2016, 104, 141–151. [Google Scholar] [CrossRef]
- Ozsarac, U.; Findik, F.; Durman, M. The wear behaviour investigation of sliding bearings with a designed testing machine. Mater. Des. 2007, 28, 345–350. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Element (wt %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Cr | Si | W | Mo | Ni | Mn | V | Co | Fe | |
| Substrate | 1.61 | 12.02 | 0.23 | - | 0.52 | 0.09 | 0.14 | 0.22 | - | Bal. |
| Stellite 6 | 1.15 | 29.00 | 1.10 | 4.00 | 1.00 | 3.00 | 0.05 | - | Bal. | 3.00 |
| Number | Mixtures Composition (wt %) | ||
|---|---|---|---|
| Stellite 6 | WS2 | NbC | |
| Coating 1 | 100 | - | - |
| Coating 2 | 85 | 15 | - |
| Coating 3 | 70 | - | 30 |
| Coating 4 | 60 | 10 | 30 |
| Coating 5 | 55 | 15 | 30 |
| Coating 6 | 50 | 20 | 30 |
| Point No. | Element (at. %) | ||||||
|---|---|---|---|---|---|---|---|
| S | Cr | Nb | C | Fe | W | Co | |
| A | 9.37 | 27.01 | - | 1.40 | 22.76 | 2.93 | 36.53 |
| B | 7.39 | 16.40 | 19.77 | 5.95 | 15.74 | 3.22 | 31.73 |
| C | 10.05 | 21.73 | 15.93 | 3.09 | 17.32 | 3.04 | 28.82 |
| D | 13.68 | 25.59 | 9.23 | 2.57 | 18.74 | 3.39 | 26.53 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, L.; Yan, H.; Yao, Y.; Zhang, P.; Gao, Q.; Qin, Y. Reactive Fabrication and Effect of NbC on Microstructure and Tribological Properties of CrS Co-Based Self-Lubricating Coatings by Laser Cladding. Materials 2018, 11, 44. https://doi.org/10.3390/ma11010044
Fang L, Yan H, Yao Y, Zhang P, Gao Q, Qin Y. Reactive Fabrication and Effect of NbC on Microstructure and Tribological Properties of CrS Co-Based Self-Lubricating Coatings by Laser Cladding. Materials. 2018; 11(1):44. https://doi.org/10.3390/ma11010044
Chicago/Turabian StyleFang, Liuyang, Hua Yan, Yansong Yao, Peilei Zhang, Qiushi Gao, and Yang Qin. 2018. "Reactive Fabrication and Effect of NbC on Microstructure and Tribological Properties of CrS Co-Based Self-Lubricating Coatings by Laser Cladding" Materials 11, no. 1: 44. https://doi.org/10.3390/ma11010044
APA StyleFang, L., Yan, H., Yao, Y., Zhang, P., Gao, Q., & Qin, Y. (2018). Reactive Fabrication and Effect of NbC on Microstructure and Tribological Properties of CrS Co-Based Self-Lubricating Coatings by Laser Cladding. Materials, 11(1), 44. https://doi.org/10.3390/ma11010044