Experimental Investigation on Form Error for Slow Tool Servo Diamond Turning of Micro Lens Arrays on the Roller Mold




Abstract
:1. Introduction
2. A New Fabrication Approach of MLAs
2.1. Principle of Machining Method
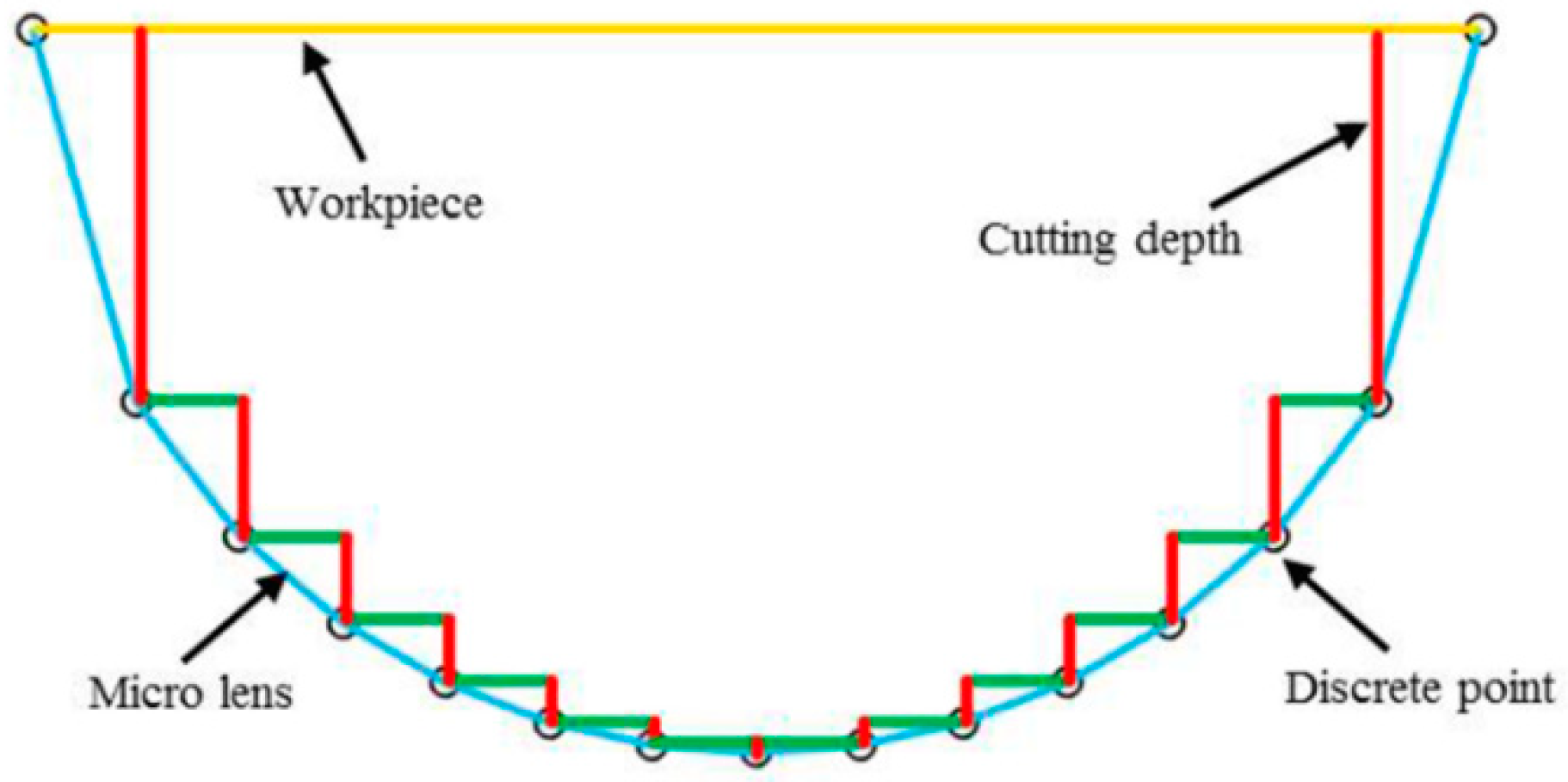
2.2. Tool Path Selection
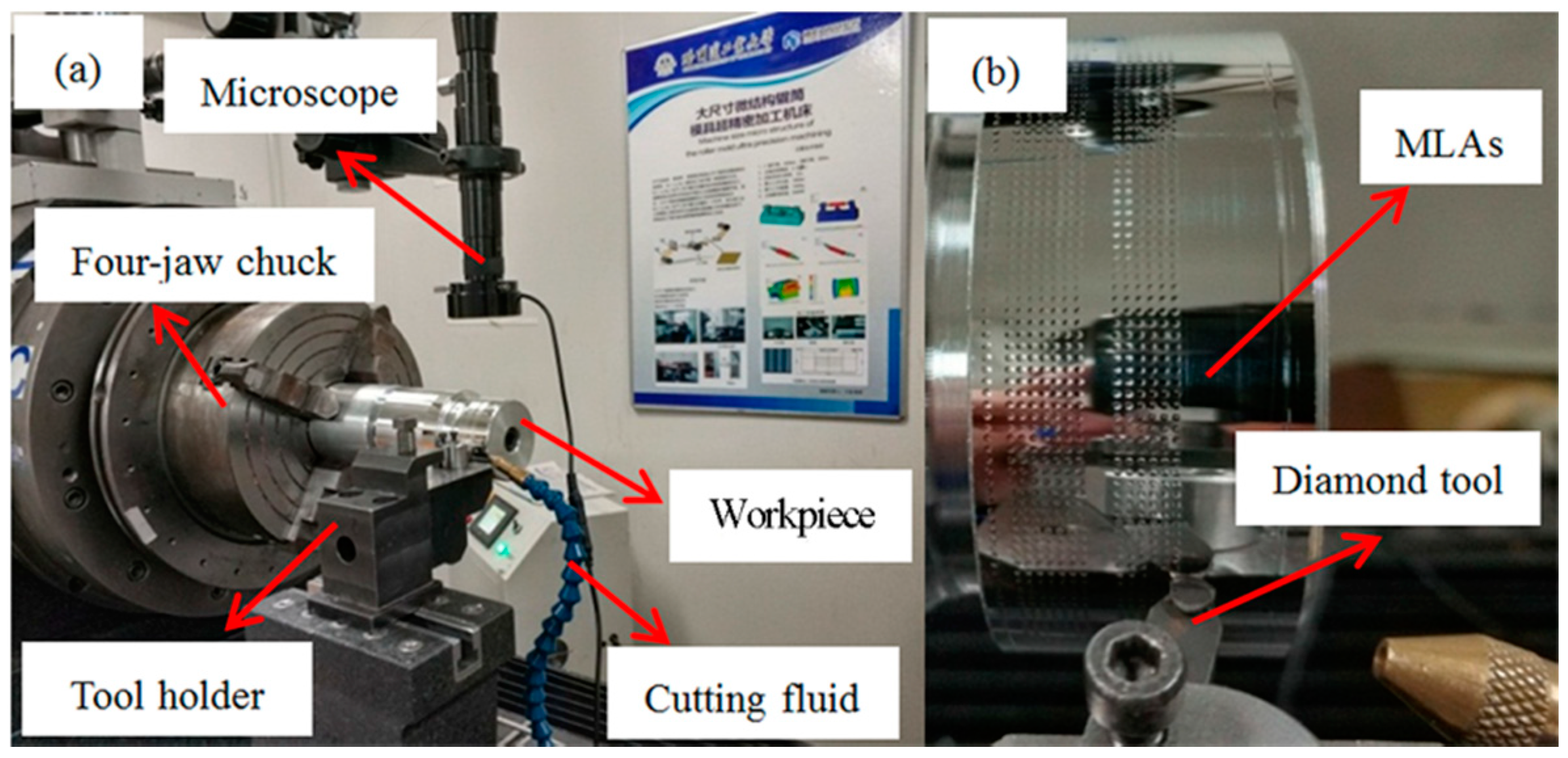
3. Experimental Setup
4. Results and Discussion
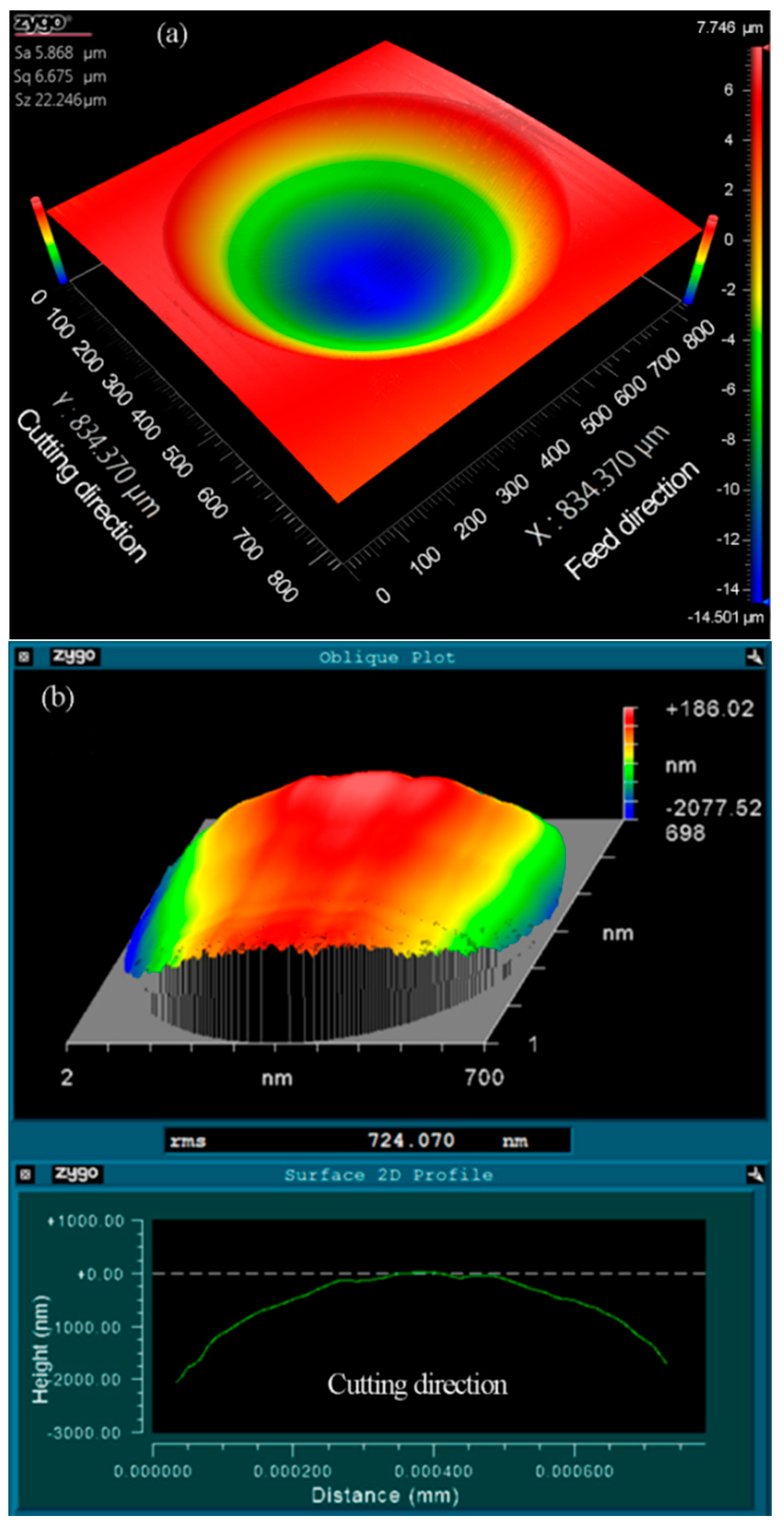
4.1. Form Error of Micro Lens
4.2. Effect of the Number of Discrete Points
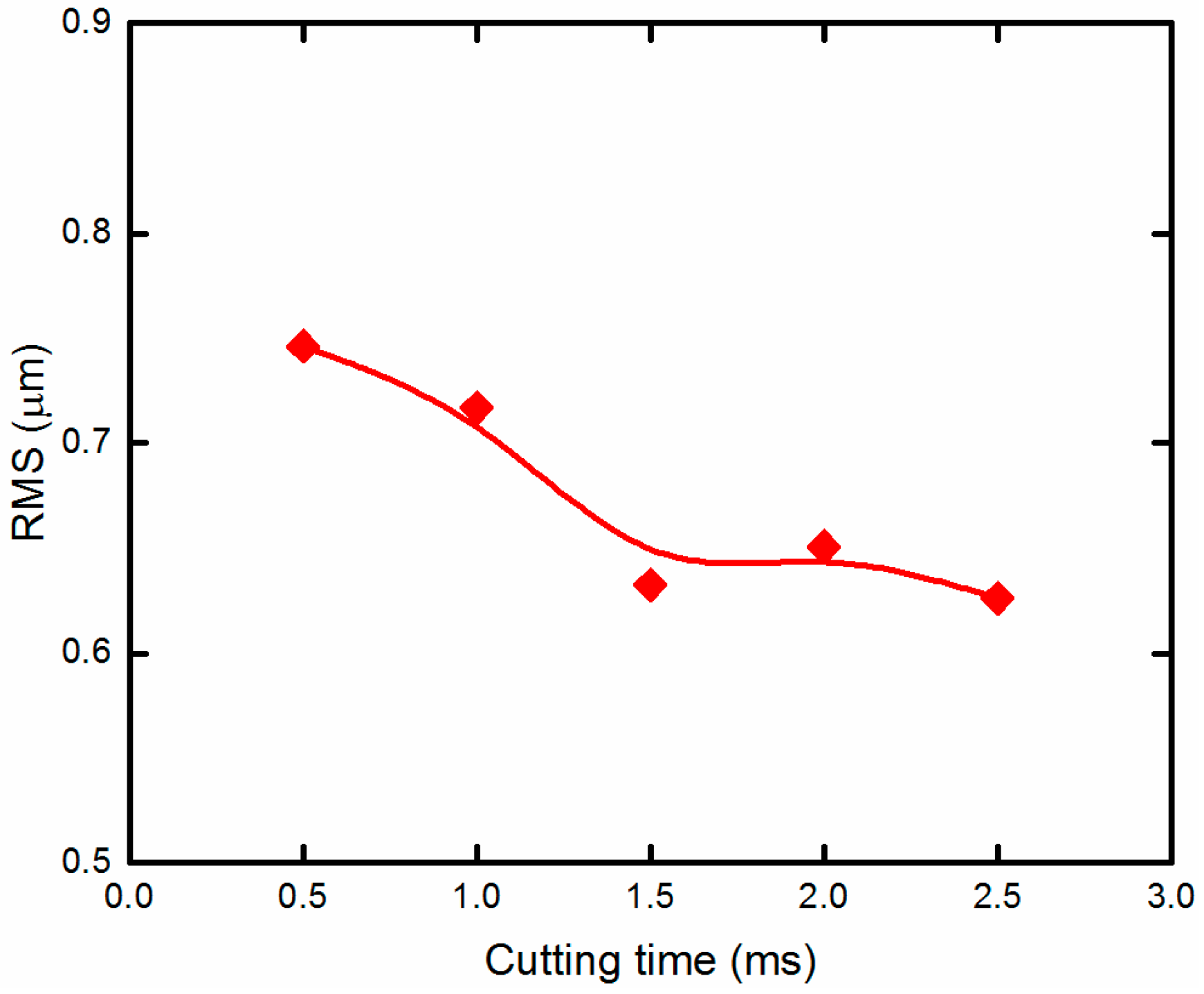
4.3. Effect of Cutting Time of Every Discrete Point
4.4. Effect of Cutting Depth
5. Conclusions
- Taking into account the capacity of the control and motor system, the equal-angle method is recommended during processing. In this tool path, there is no frequent speed changes of the C-axis in the case of the heavy load during processing;
- According to the kinematic analysis of the cutting axis, the chatter mark can be attributed to the overlarge instantaneous acceleration oscillations of the cutting axis of the machine tool during STS diamond turning of MLAs;
- Increasing the number of discrete points of every micro lens will reduce the form error effectively. Furthermore, when the number of discrete points is greater than 400, MLAs have a fine surface quality without the chatter mark. And when the discrete point is 800, the form error of machined micro lens is reduced by about 31.88%, i.e., RMS is 0.686 μm;
- Increasing the cutting time of every discrete point also has a certain impact on improving the surface quality of micro lens. When the cutting time of every discrete point is 2.5 ms, the form error of machined micro lens is reduced by about 37.84%, i.e., RMS is 0.626 μm. But too much cutting time of every discrete point does not decrease form error significantly.
6. Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Evans, C.J.; Bryan, J.B. “Structured”, “textured” or “engineered” surfaces. CIRP Ann. 1999, 48, 541–556. [Google Scholar] [CrossRef]
- Bruzzone, A.A.G.; Costa, H.L.; Lonardo, P.M.; Lucca, D.A. Advances in engineered surfaces for functional performance. CIRP Ann. 2008, 57, 750–769. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Yuan, W.; Li, L.-H.; Lee, W.-B.; Chan, C.-Y. Fabrication of microlens array and its application: A review. Chin. J. Mech. Eng. 2018, 31, 16. [Google Scholar] [CrossRef]
- Lee, X.H.; Moreno, I.; Sun, C.C. High-performance led street lighting using microlens arrays. Opt. Express 2013, 21, 10612–10621. [Google Scholar] [CrossRef] [PubMed]
- Oh, J.S.; Song, C.K.; Hwang, J.; Shim, J.Y.; Park, C.H. An ultra-precision lathe for large-area micro-structured roll molds. J. Korean Soc. Precis. Eng. 2013, 30, 1303–1312. [Google Scholar] [CrossRef]
- Wang, M.W.; Tseng, C.C. Analysis and fabrication of a prism film with roll-to-roll fabrication process. Opt. Express 2009, 17, 4718–4725. [Google Scholar] [CrossRef] [PubMed]
- Nieslony, P.; Krolczyk, G.M.; Wojciechowski, S.; Chudy, R.; Zak, K.; Maruda, R.W. Surface quality and topographic inspection of variable compliance part after precise turning. Appl. Surf. Sci. 2018, 434, 91–101. [Google Scholar] [CrossRef]
- Qu, P.; Chen, F.; Liu, H.; Yang, Q.; Lu, J.; Si, J.; Wang, Y.; Hou, X. A simple route to fabricate artificial compound eye structures. Opt. Express 2012, 20, 5775–5782. [Google Scholar] [CrossRef] [PubMed]
- Radtke, D.; Zeitner, U.D. Laser-lithography on non-planar surfaces. Opt. Express 2007, 15, 1167–1174. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Yi, A.Y. Design and fabrication of a freeform microlens array for a compact large-field-of-view compound-eye camera. Appl. Opt. 2012, 51, 1843–1852. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Z.; To, S.; Zhang, S. Large-scale fabrication of micro-lens array by novel end-fly-cutting-servo diamond machining. Opt. Express 2015, 23, 20593–20604. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Fu, Y.; Liu, X.; Xu, J.; Wang, J.; Mao, S. Measurement-based geometric reconstruction for milling turbine blade using free-form deformation. Measurement 2017, 101, 19–27. [Google Scholar] [CrossRef]
- Scheiding, S.; Yi, A.Y.; Gebhardt, A.; Loose, R.; Li, L.; Eberhardt, R.; Tünnermann, A. Diamond milling or turning for the fabrication of micro lens arrays: Comparing different diamond machining technologies. In Proceedings of the Advanced Fabrication Technologies for Micro/Nano Optics and Photonics IV, San Francisco, CA, USA, 22–27 January 2011; Volume 7927, p. 79270N. [Google Scholar]
- Gao, P.; Liang, Z.; Wang, X.; Zhou, T.; Xie, J.; Li, S.; Shen, W. Fabrication of a micro-lens array mold by micro ball end-milling and its hot embossing. Micromachines 2018, 9, 96. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Wiackiewicz, M.; Krolczyk, G.M. Study on metrological relations between instant tool displacements and surface roughness during precise ball end milling. Measurement 2018, 129, 686–694. [Google Scholar] [CrossRef]
- Fan, Z.; Dai, Y.; Guan, C.; Tie, G.; Zhu, D. Ultra-precision turning processing technique of microstructure array on cylindrical surface. Nanotechnol. Precis. Eng. 2014, 12, 358–364. [Google Scholar]
- Zhu, W.-L.; Duan, F.; Zhang, X.; Zhu, Z.; Ju, B.-F. A new diamond machining approach for extendable fabrication of micro-freeform lens array. Int. J. Mach. Tools Manuf. 2018, 124, 134–148. [Google Scholar] [CrossRef]
- Zhu, L.; Li, Z.; Fang, F.; Huang, S.; Zhang, X. Review on fast tool servo machining of optical freeform surfaces. Int. J. Adv. Manuf. Technol. 2017, 95, 2071–2092. [Google Scholar] [CrossRef]
- Yu, D.P.; Hong, G.S.; Wong, Y.S. Profile error compensation in fast tool servo diamond turning of micro-structured surfaces. Int. J. Mach. Tools Manuf. 2012, 52, 13–23. [Google Scholar] [CrossRef]
- Huang, P.; To, S.; Zhu, Z. Diamond turning of micro-lens array on the roller featuring high aspect ratio. Int. J. Adv. Manuf. Technol. 2018, 96, 2463–2469. [Google Scholar] [CrossRef]
- Gao, W.; Chen, Y.-L.; Lee, K.-W.; Noh, Y.-J.; Shimizu, Y.; Ito, S. Precision tool setting for fabrication of a microstructure array. CIRP Ann. 2013, 62, 523–526. [Google Scholar] [CrossRef]
- Chen, Y.-L.; Gao, W.; Ju, B.-F.; Shimizu, Y.; Ito, S. A measurement method of cutting tool position for relay fabrication of microstructured surface. Meas. Sci. Technol. 2014, 25, 064018. [Google Scholar] [CrossRef]
- Kong, L.B.; Cheung, C.F.; Lee, W.B. A theoretical and experimental investigation of orthogonal slow tool servo machining of wavy microstructured patterns on precision rollers. Precis. Eng. 2016, 43, 315–327. [Google Scholar] [CrossRef]
- Kim, M.; Lee, D.W.; Lee, S.; Kim, Y.; Jung, Y. Effects of hinge design of horizontal-swing fast tool servo (hfts) for micro-patterning on a roll. Int. J. Adv. Manuf. Technol. 2017, 95, 233–241. [Google Scholar] [CrossRef]
- Mukaida, M.; Yan, J. Ductile machining of single-crystal silicon for microlens arrays by ultraprecision diamond turning using a slow tool servo. Int. J. Mach. Tools Manuf. 2017, 115, 2–14. [Google Scholar] [CrossRef]
- Zhang, X.; Fang, F.; Yu, L.; Jiang, L.; Guo, Y. Slow slide servo turning of compound eye lens. Opt. Eng. 2013, 52, 023401. [Google Scholar] [CrossRef]
- Kwok, T.C.; Cheung, C.F.; Kong, L.B.; To, S.; Lee, W.B. Analysis of surface generation in ultra-precision machining with a fast tool servo. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 1351–1367. [Google Scholar] [CrossRef]
- Zong, W.J.; Huang, Y.H.; Zhang, Y.L.; Sun, T. Conservation law of surface roughness in single point diamond turning. Int. J. Mach. Tools Manuf. 2014, 84, 58–63. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Machine Tool | Values |
|---|---|
| Positioning accuracy | C-axis: ±3 arc s (compensated) |
| X-axis: 0.73 μm/200 mm (compensated) | |
| Z-axis: 0.95 μm/1100 mm (compensated) | |
| Repetitive positioning accuracy | C-axis: ±2 arc s (compensated) |
| X-axis: 0.63 μm/200 mm (compensated) | |
| Z-axis: 0.88 μm/1100 mm (compensated) |
| The Cutting Tool | Values |
|---|---|
| Tool material | Single-crystal diamond |
| Tool nose radius rt | 2.995 mm |
| Tool rake angle αt | 0° |
| Tool clearance angle γt | 8° |
| The Cutting Parameters | |
| Number of discrete points n | 100, 200, 400, 600 and 800 |
| Cutting time of every discrete point t | 0.5, 1, 1.5, 2 and 2.5 ms |
| Workpiece material | Aluminum alloy (6061) |
| Lubricant | ISOPAR H |
| The Size of Micro Lens | |
| Height of the micro lens | 20.52 μm |
| Aperture of micro lens | 700 μm |
| The pitch of radial direction | 1 mm |
| The pitch of axial direction | 1 mm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Qiao, Z.; Qu, D.; Wu, Y.; Xue, J.; Li, D.; Wang, B. Experimental Investigation on Form Error for Slow Tool Servo Diamond Turning of Micro Lens Arrays on the Roller Mold. Materials 2018, 11, 1816. https://doi.org/10.3390/ma11101816
Liu Y, Qiao Z, Qu D, Wu Y, Xue J, Li D, Wang B. Experimental Investigation on Form Error for Slow Tool Servo Diamond Turning of Micro Lens Arrays on the Roller Mold. Materials. 2018; 11(10):1816. https://doi.org/10.3390/ma11101816
Chicago/Turabian StyleLiu, Yutao, Zheng Qiao, Da Qu, Yangong Wu, Jiadai Xue, Duo Li, and Bo Wang. 2018. "Experimental Investigation on Form Error for Slow Tool Servo Diamond Turning of Micro Lens Arrays on the Roller Mold" Materials 11, no. 10: 1816. https://doi.org/10.3390/ma11101816
APA StyleLiu, Y., Qiao, Z., Qu, D., Wu, Y., Xue, J., Li, D., & Wang, B. (2018). Experimental Investigation on Form Error for Slow Tool Servo Diamond Turning of Micro Lens Arrays on the Roller Mold. Materials, 11(10), 1816. https://doi.org/10.3390/ma11101816