Assay of Secondary Anisotropy in Additively Manufactured Alloys for Dental Applications



Abstract
:1. Introduction
2. Materials and Methods
- for Ti–6Al–4V: laser power 340 W, laser spot diameter 0.1 mm, layer thickness 30 µm, scan speed 1250 mm/s, hatch distance 0.12 mm, protective atmosphere (max 0.1% oxygen);
- for Co–Cr–Mo: laser power 200 W, laser spot diameter 0.2 mm, layer thickness 20 µm, scan speed 7000 mm/s, hatch distance 0.3 mm, protective atmosphere (max 1.5% oxygen).
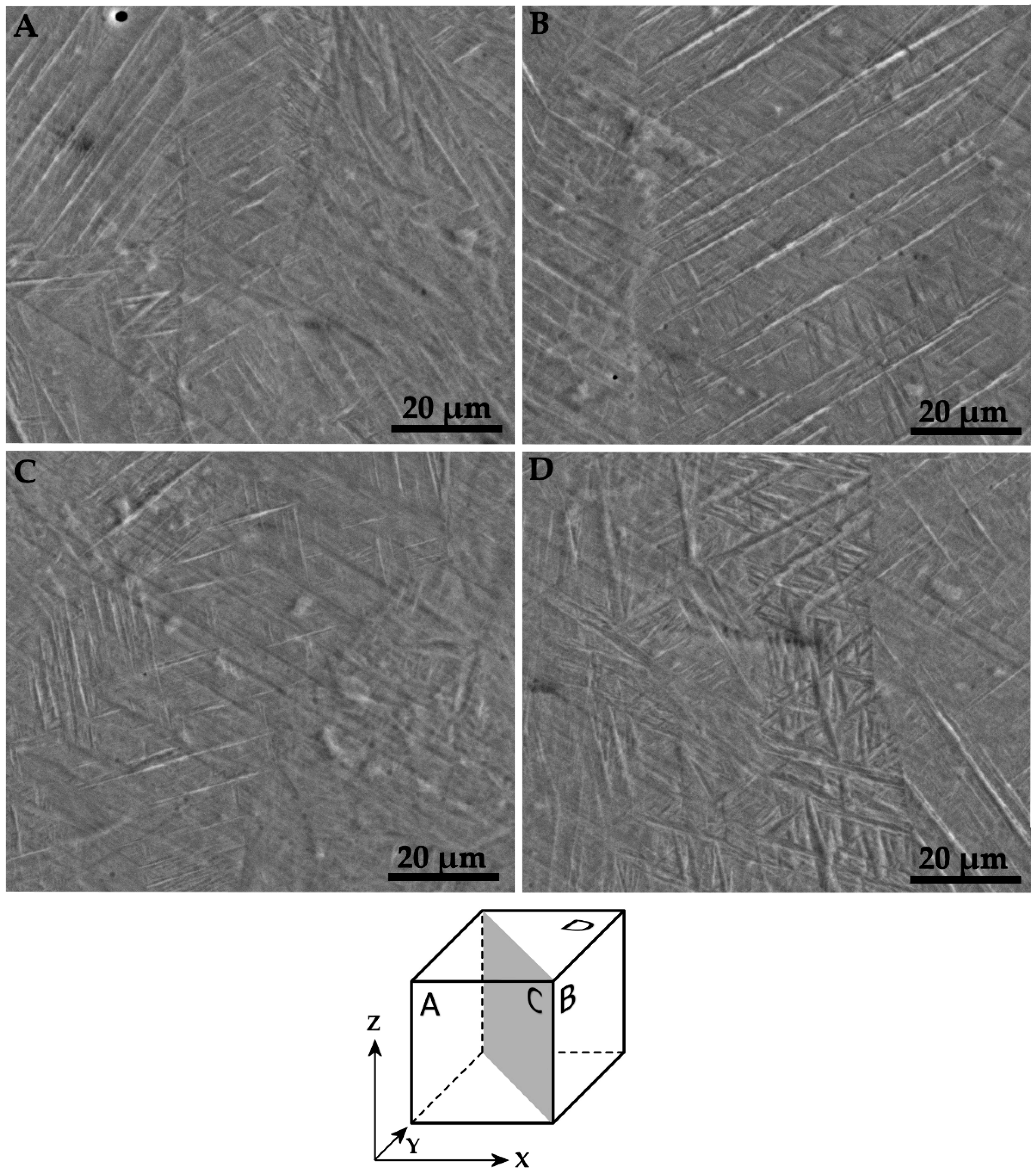
- “X” group: the axis of the specimens aligns to the direction which the recoater blade spreads the powder in the bed along;
- “Y” group: the axis of the specimens aligns to the direction of the inert gas flux on the powder bed;
- “XY” group: the axis of the specimens is angled 45° with respect that of X and Y groups.
- percentage porosity, calculated as the area fraction of pores out of the overall area;
- the average pore area.
3. Results and Discussion
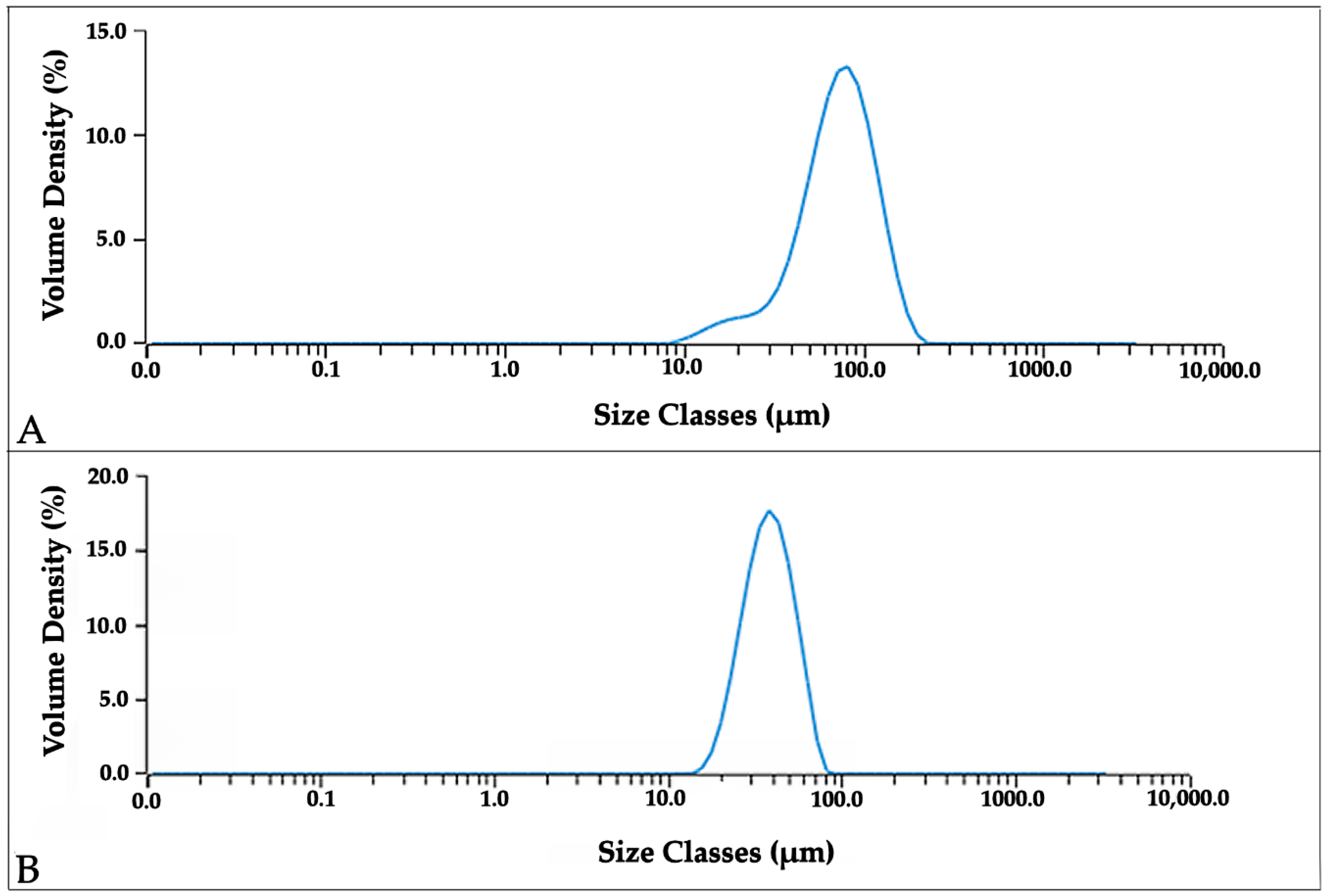
3.1. Powder Particle Size Distribution
3.2. Density and Residual Porosity
3.3. Hardness and Tensile Tests
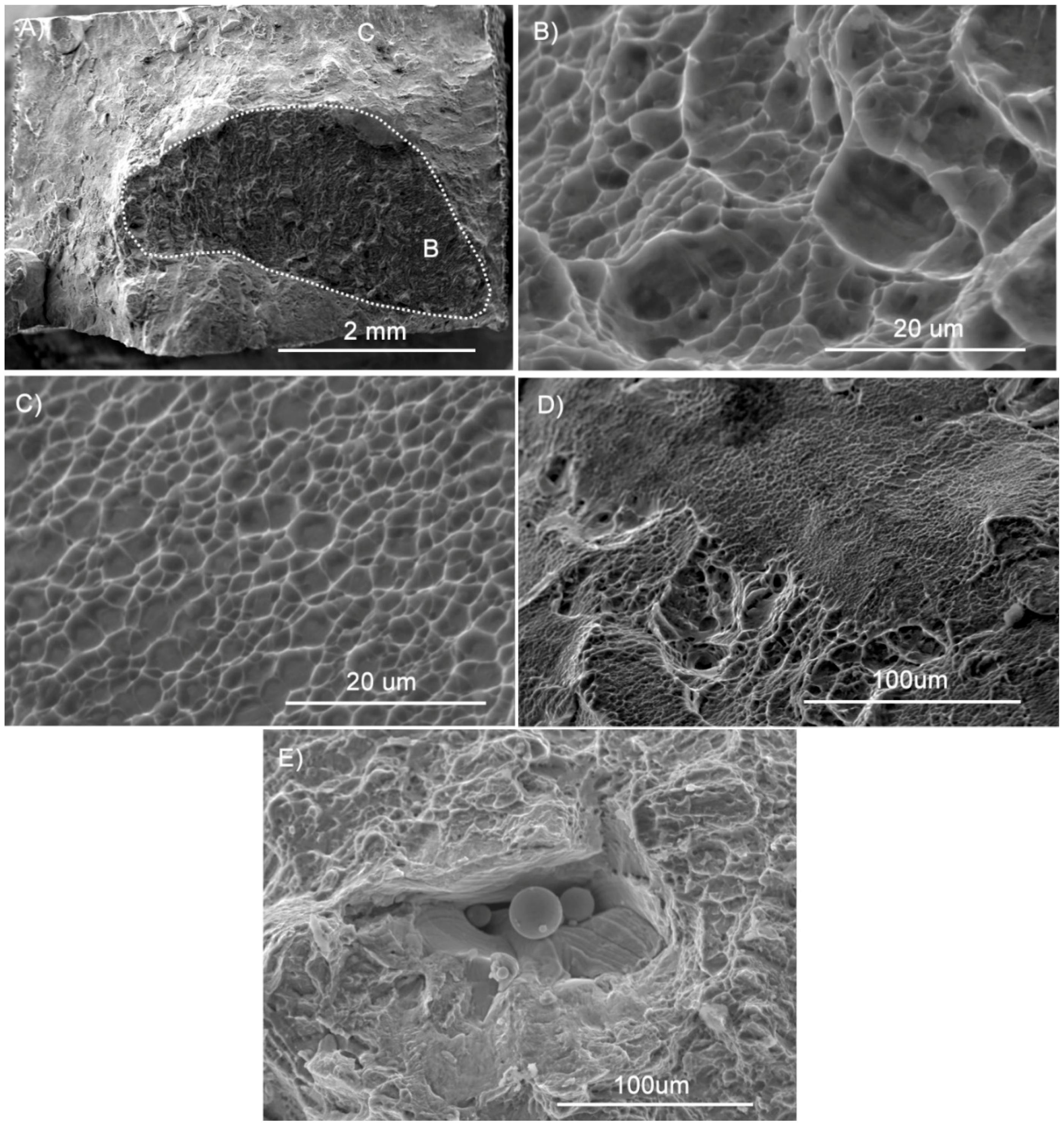
3.4. Fractography
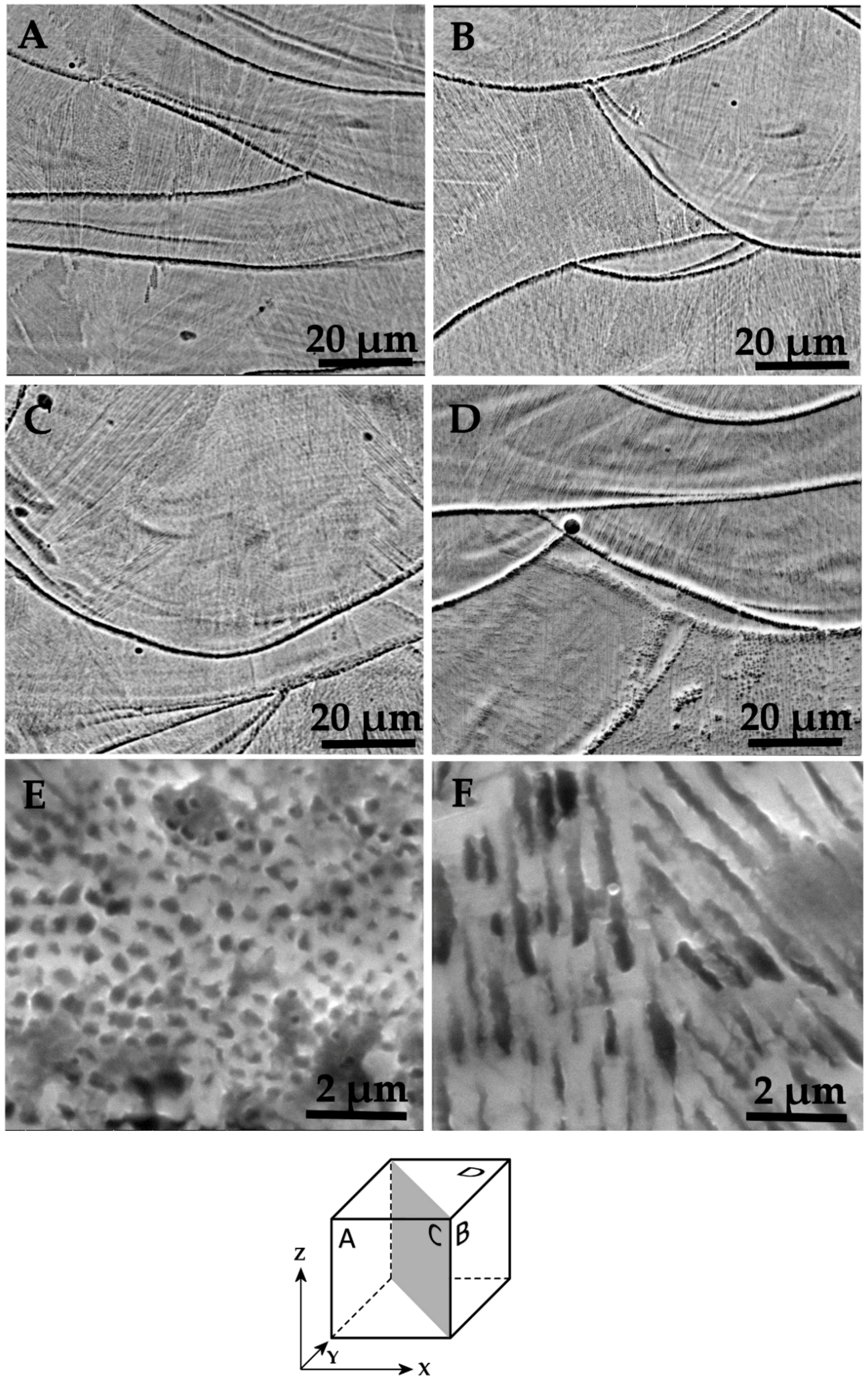
3.5. Microstructure
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lancaster, R.; Davies, G.; Illsley, H.; Jeffs, S.; Baxter, G. Structural integrity of an electron beam melted titanium alloy. Materials 2016, 9, 470. [Google Scholar] [CrossRef] [PubMed]
- Bassoli, E.; Sewell, N.; Denti, L.; Gatto, A. Investigation into the failure of inconel exhaust collector produced by laser consolidation. J. Eng. Fail. Anal. 2013, 35, 397–404. [Google Scholar] [CrossRef]
- Weller, C.; Kleer, R.; Piller, F.T. Economic implications of 3D printing: Market structure models in light of additive manufacturing revisited. Int. J. Prod. Econ. 2015, 164, 43–56. [Google Scholar] [CrossRef]
- Atzeni, E.; Iuliano, L.; Marchiandi, G.; Minetola, P.; Salmi, A.; Bassoli, E.; Denti, L.; Gatto, A. Additive manufacturing as a cost-effective way to produce metal parts. In High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping, Proceedings of the 6th International Conference on Advanced Research and Rapid Prototyping, Leiria, Portugal, 1–5 October 2013; CRC Press: Boca Raton, FL, USA, 2013; pp. 3–8. [Google Scholar]
- Glantz, P.O.; Ryge, G.; Jendresen, M.D.; Nilner, K. Quality of extensive fixed prosthodontics after five years. J. Prosthet. Dent. 1984, 52, 475–479. [Google Scholar] [CrossRef]
- Walton, T.R. An up to 15-year longitudinal study of 515 metal-ceramic FPDs: Part 1. Outcome. Int. J. Prosthodont. 2002, 15, 439–445. [Google Scholar] [PubMed]
- Laurell, L.; Lundgren, D.; Falk, H.; Hugoson, A. Long-term prognosis of extensive polyunit cantilevered fixed partial dentures. J. Prosthet. Dent. 1991, 66, 545–552. [Google Scholar] [CrossRef]
- Eliasson, A.; Arnelund, C.F.; Johansson, A. A clinical evaluation of cobalt-chromium metal-ceramic fixed partial dentures and crowns: A three- to seven-year retrospective study. J. Prosthet. Dent. 2007, 98, 6–16. [Google Scholar] [CrossRef]
- Pjetursson, B.E.; Tan, K.; Lang, N.P.; Brägger, U.; Egger, M.; Zwahlen, M. A systematic review of the survival and complication rates of fixed partial dentures (FPDs) after an observation period of at least 5 years: I. Implant-supported FPDs. J. Clin. Oral Implants Res. 2004, 15, 625–642. [Google Scholar] [CrossRef] [PubMed]
- Schmalz, G.; Garhammer, P. Biological interactions of dental cast alloys with oral tissues. Dent. Mater. 2002, 18, 396–406. [Google Scholar] [CrossRef]
- Al-Hiyasat, A.S.; Bashabsheh, O.M.; Darmani, H. An investigation of the cytotoxic effects of dental casting alloys. Int. J. Prosthodont. 2003, 16, 8–12. [Google Scholar] [PubMed]
- Odén, A.; Andersson, M.; Krystek-Ondracek, I.; Magnusson, D. Five-year clinical evaluation of Procera AllCeram crowns. J. Prosthet. Dent. 1998, 80, 450–456. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Ehtemam-Haghighi, S.; Prashanth, K.G.; Attar, H.; Chaubey, A.K.; Cao, G.H.; Zhang, L.C. Evaluation of mechanical and wear properties of tixnb7fe alloys designed for biomedical applications. Mater. Des. 2016, 111, 592–599. [Google Scholar] [CrossRef]
- Okulov, I.V.; Volegov, A.S.; Attar, H.; Bönisch, M.; Ehtemam-Haghighi, S.; Calin, M.; Eckert, J. Composition optimization of low modulus and high-strength tinb-based alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2017, 65, 866–871. [Google Scholar] [CrossRef] [PubMed]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Bibb, R.; Eggbeer, D.; Williams, R. Rapid manufacture of removable partial denture frameworks. Rapid Prot. J. 2006, 12, 95–99. [Google Scholar] [CrossRef]
- Van Elsen, M.; Al-Bender, F.; Kruth, J. Application of dimensional analysis to selective laser melting. Rapid Prot. J. 2008, 14, 15–22. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Facchini, L.; Magalini, E.; Robotti, P.; Molinari, A.; Höges, S.; Wissenbach, K. Ductility of a Ti–6Al–4V alloy produced by selective laser melting of prealloyed powders. Rapid Prot. J. 2010, 16, 450–459. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prot. J. 2005, 11, 26–36. [Google Scholar] [CrossRef] [Green Version]
- Bassoli, E.; Gatto, A.; Iuliano, L. Joining mechanisms and mechanical properties of pa composites obtained by selective laser sintering. Rapid Prot. J. 2012, 18, 100–108. [Google Scholar] [CrossRef]
- Denti, L. Additive manufactured A357.0 samples using the laser powder bed fusion technique: Shear and tensile performance. Metals 2018, 8, 670. [Google Scholar] [CrossRef]
- ASTM International. ASTM E8/E8M-09 Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ISO International Organization for Standardization. ISO 13320:2009 Particle Size Analysis—Laser Diffraction Methods; International Organization for Standardization: Geneva, Switzerland, 2009. [Google Scholar]
- EOS GmbH. Material Data Sheet EOS Titanium Ti64. Available online: http://www.harbec.com/wp-content/uploads/2014/08/ti-ti64_m270_material_data_sheet_12-08_en.pdf (accessed on 8 September 2018).
- EOS GmbH. Material Data Sheet EOS CobaltChrome MP1. Available online: http://ip-saas-eos-cms.s3.amazonaws.com/public/4b839242298b3d77/721463526ca053889c9784ec989f3c88/EOS_CobaltChrome_MP1_en.pdf (accessed on 8 September 2018).
- International Organization for Standardization. Sintered Metal Materials, Excluding Hardmetals—Determination of Apparent Hardness and Microhardness; ISO 4498; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- International Organization for Standardization. Metallic Materials—Rockwell Hardness Test—Part 1: Test. Method; ISO 6508-1:2015; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prot. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- SAE International. AMS 4999 Titanium Alloy Laser Deposited Products 6Al-4V Annealed; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- Koutsoukis, T.; Zinelis, S.; Eliades, G.; Al-Wazzan, K.; Rifaiy, M.A.; Al Jabbari, Y.S. Selective laser melting technique of Co-Cr dental alloys: A review of structure and properties and comparative analysis with other available techniques. J. Prosthodont. 2015, 24, 303–312. [Google Scholar] [CrossRef] [PubMed]
- Rengers, S. Electron beam melting [EBM] vs. Direct metal laser sintering [DMLS]. In Proceedings of the SAMPE Midwest Chapter, Direct Part Manufacturing Workshop, Fairborn, OH, USA, 13–14 November 2012. [Google Scholar]
- Averyanova, M.; Bertrand, P.; Verquin, B. Manufacture of Co-Cr dental crowns and bridges by selective laser melting technology. Virtual Phys. Prot. 2011, 6, 179–185. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Bassoli, E.; Denti, L.; Comin, A.; Sola, A.; Tognoli, E. Fatigue behavior of as-built L-PBF A357.0 parts. Metals 2018, 8, 634. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Özel, T. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Matsumoto, H.; Yoneda, H.; Sato, K.; Kurosu, S.; Maire, E.; Fabregue, D.; Konno, T.J.; Chiba, A. Room-temperature ductility of Ti–6Al–4V alloy with α’ martensite microstructure. Mater. Sci. Eng. A 2011, 528, 1512–1520. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Ti–6Al–4V [26] | Co–Cr–Mo [27] |
|---|---|---|
| Melting point (°C) | 1634–1664 | 1350–1430 |
| Density (kg/dm3) | 4.43 | 8.3 |
| Tensile strength (MPa) * | 1150 | 1350 |
| Total extension at fracture (%) * | 11 | 11 |
| Alloy | Weight Percentage | ||||||
|---|---|---|---|---|---|---|---|
| Ti–6Al–4V [26] | Ti | Al | V | C | Fe | N | O |
| - | 88–90.2 | 5.5–6.8 | 3.5–4–5 | <0.08 | <0.30 | <0.05 | <0.2 |
| Co–Cr–Mo [27] | Co | Cr | Mo | Si | Mn | other | |
| - | 59.5 | 31.5 | 5.0 | 2.0 | 1.0 | 1.0 | |
| Density and Porosity | Ti–6Al–4V | Co–Cr–Mo | ||
|---|---|---|---|---|
| Archimedes | density (kg/dm3) mean (SD) | residual porosity (%) mean | density (kg/dm3) mean (SD) | residual porosity (%) mean |
| X | 4.43 (0.00) | 0 | 8.24 (0.01) | 0.72 |
| XY | 4.41 (0.02) | 0.45 | 8.26 (0.01) | 0.48 |
| Y | 4.40 (0.02) | 0.68 | 8.25 (0.06) | 0.60 |
| Analysis of OM images | average pore area (µm2) | residual porosity (%) | average pore area (µm2) | residual porosity (%) |
| median–mean | median–mean | median–mean | median–mean | |
| X | 1.73–4.58 | 0.00–0.04 | 5.45–15.87 | 0.31–0.55 |
| XY | 1.82–2.04 | 0.19–0.21 | 5.03–10.09 | 0.17–0.30 |
| Y | 13.67–17.60 | 0.21–0.28 | 7.76–18.78 | 0.25–0.43 |
| Hardness and Tensile Tests Results | Ti–6Al–4V | Co–Cr–Mo | ||||
|---|---|---|---|---|---|---|
| - | HRC | UTS (MPa) | εb (%) | HRC | UTS (MPa) | εb (%) |
| X | 39.8 (2.58) | 1110 (1) | 12.1 (1.5)) | 46.9 (1.13) | 1282 (11) | 12.8 (0.4) |
| XY | 38.7 (3.85) | 1098 (25) | 12.7 (0.6) | 46.9 (0.93) | 1290 (6) | 14.1 (0.2) |
| Y | 38.9 (2.53) | 1080 (5) | 11.4 (0.9) | 47.0 (0.76) | 1300 (7) | 12.9 (0.6) |
| Ti–6Al–4V | Co–Cr–Mo | ||||
|---|---|---|---|---|---|
| AM Process | UTS (MPa) | εb (%) | AM Process | UTS (MPa) | εb (%) |
| Minimum [31] | 896 | 4 | L-PBF [32] | 912 | 10.7 |
| EBM [33] | 946 | 13.2 | L-PBF [34] | 817 | 10.5 |
| L-PBF [35] | 1250 | 7 | - | - | - |
| L-PBF + HIP [33] | 997 | 11.4 | - | - | - |
| p-Values | Ti–6Al–4V | Co–Cr–Mo | ||||
|---|---|---|---|---|---|---|
| - | HRC | UTS (MPa) | εb (%) | HRC | UTS (MPa) | εb (%) |
| X vs. XY | 0.29 | 0.31 | 0.39 | 0.76 | 0.18 | 0.37 |
| X vs. Y | 0.26 | 0.00 | 0.66 | 0.91 | 0.01 | 0.38 |
| XY vs. Y | 0.86 | 0.16 | 0.75 | 0.62 | 0.05 | 0.46 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bassoli, E.; Denti, L. Assay of Secondary Anisotropy in Additively Manufactured Alloys for Dental Applications. Materials 2018, 11, 1831. https://doi.org/10.3390/ma11101831
Bassoli E, Denti L. Assay of Secondary Anisotropy in Additively Manufactured Alloys for Dental Applications. Materials. 2018; 11(10):1831. https://doi.org/10.3390/ma11101831
Chicago/Turabian StyleBassoli, Elena, and Lucia Denti. 2018. "Assay of Secondary Anisotropy in Additively Manufactured Alloys for Dental Applications" Materials 11, no. 10: 1831. https://doi.org/10.3390/ma11101831
APA StyleBassoli, E., & Denti, L. (2018). Assay of Secondary Anisotropy in Additively Manufactured Alloys for Dental Applications. Materials, 11(10), 1831. https://doi.org/10.3390/ma11101831