Synergistic Effects and Mechanism of Modified Silica Sol Flame Retardant Systems on Silk Fabric


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.3. Sample Characterizations
3. Results and Discussion
3.1. Morphology
3.2. Flame Retardancy
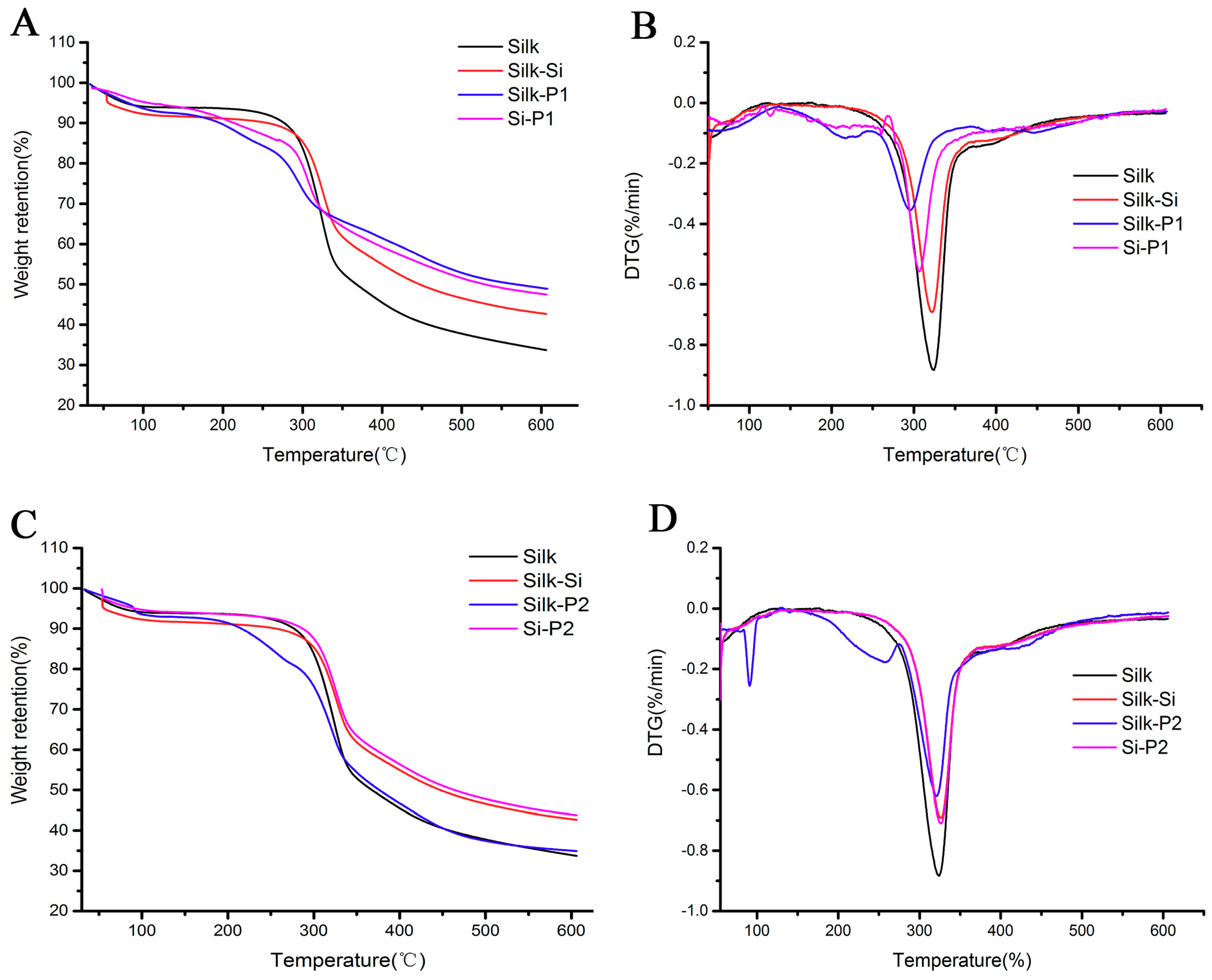
3.3. Thermal Analysis
3.4. Pyrolysis-Gas Chromatography/Mass Spectrometry and FT-IR
3.5. Smoke Suppression
4. Conclusions
- (1)
- It can be confirmed from SEM and EDS tests that the flame retardant was finished onto the silk fiber, and the silica sol system can form a dense film on the surface of the silk fabric.
- (2)
- LOI results indicated the synergistic effect (SE > 1) in the flame retardant system of Si-B, Si-N, and Si-N3, Si-P2, and the synergistic effect of Si-N3 was the most obvious. The Si-N2 and Si-P1 flame retardant systems only showed cumulative effects (0 < SE < 1). The data of the damaged length in vertical combustion proved that Si-B, Si-N1, and Si-N3 (combined with LOI results) still had a synergistic effect, and Si-P1 also showed a weak synergy, indicating that the results obtained from LOI and vertical combustion were basically similar. Si-B not only had a synergistic effect on improving the flame retardancy of silk fabric, but also showed synergy in reducing the heat release rate of fabric combustion. In the results of TGA, there was a synergistic effect between Si-N1, Si-N2, and Si-P2 on the char formation stability, and the others were only additive effects. Silicon and boron flame retardants individually had certain smoke suppression performance. The silicon-boron sol had a good synergistic effect on smoke suppression. The silicon-nitrogen and silicon-phosphorus sols had a certain synergistic effect on smoke suppression. Generally, in terms of flame retardancy (Fr), Si-P > Si-B > Si-N. Since the Fr of flame retardant containing P was very good, the Fr of the flame retardant containing Si, B, and N was relatively poor, and Si-B and Si-N were better than Si-P in synergistic effect.
- (3)
- Combined with the results of all tests, the flame retardancy mechanism of the sol system was summarized as follows. Silicon-boron (Si-B) sol: At the beginning of combustion, the bound water released by boric acid acts to cool and absorb heat. The silicon molecules are cleaved into carbon at high temperature, thereby increasing the oxidation resistance of the carbon layer. The Si-B silica sol melts and forms a molten coating to prevent combustion. It plays a major role in the II and III processes during the silk combustion cycle. Silicon-nitrogen (Si-N) sol: The Si-N sol has endothermic reaction such as phase change and dehydration at high temperature, and melts into molten covering layer. The non-combustible gases decomposed by nitrogen containing flame retardants also plays a role of flame retardancy. The Si-N sol plays a major role in the I, II, and III processes in the silk combustion cycle. Silicon-phosphorus (Si-P) sol: At high temperature, phosphorus can form acid to promote the formation of carbon layer, while silicon will increase the thermal stability of the carbon layer. There is also a molten cover layer formed by the degradation of the Si-P sol. It plays a major role in the I, II, and III processes in the silk combustion cycle.
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Cheng, X.W.; Guan, J.P. Improvement of flame retardancy of silk fabric by bio-based phytic acid, nano-TiO2, and polycarboxylic acid. Prog. Org. Coat. 2017, 112, 18–26. [Google Scholar] [CrossRef]
- Guan, J.P.; Chen, G.Q. Flame resistant modification of silk fabric with vinyl phosphate. Fibers Polym. 2008, 9, 438–443. [Google Scholar] [CrossRef]
- Vladimirtseva, E.L.; Smirnova, S.V.; Odintsova, O.I. Flame-retardant finishing of different textiles. Russ. J. Gen. Chem. 2016, 86, 460–469. [Google Scholar] [CrossRef]
- Cheng, X.W.; Liang, C.X.; Guan, J.P.; Yang, Y.X.; Tang, R.C. Flame retardant and hydrophobic properties of novel sol-gel derived phytic acid/silica hybrid organic-inorganic coatings for silk fabric. Appl. Surf. Sci. 2018, 427, 69–80. [Google Scholar] [CrossRef]
- Weng, P.; Yin, X.; Yang, S. Functionalized magnesium hydroxide fluids/acrylate-coated hybrid cotton fabric with enhanced mechanical, flame retardant and shape-memory properties. Cellulose 2018, 25, 1425–1436. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J. Few durable layers suppress cotton combustion due to the joint combination of layer by layer assembly and UV-curing. R. Soc. Chem. Adv. 2015, 87, 71482–71490. [Google Scholar] [CrossRef]
- Merid, H.; Marcus, L.; Owais, S.; Courtney, M.T.; Robert, H.; Jaime, C.G. Awash-durable polyelectrolyte complex that extinguishes flames on polyester-cotton fabric. R. Soc. Chem. Adv. 2016, 6, 33998–34004. [Google Scholar]
- Textor, T.; Bahners, T.; Schollmeyer, E. Surface modification of textile fabrics by coatings based on the sol-gel progress. Melliand Textilberichte 1999, 80, 847. [Google Scholar]
- Chen, L.; Wang, Y.Z. A review on flame retardant technology in China. Part 1: Development of flame retardants. Polym. Adv. Technol. 2010, 21, 1–26. [Google Scholar] [CrossRef]
- Nodera, A.; Kanai, T. Relationgship between the degradation behavior and flame retardancy on polycarbonatepolydimethylsiloxane block copolymer. J. Appl. Polym. Sci. 2006, 102, 1697–1705. [Google Scholar] [CrossRef]
- Nodera, A.; Kanai, T. Flame retardancy of a polycarbonate-polydimethylsiloxane block copolymer: The effect of the dimethylsiloxane block size. J. Appl. Polym. Sci. 2006, 100, 565–575. [Google Scholar] [CrossRef]
- Kim, S.J.; Jang, J. Synergistic UV-curable flame-retardant finish of cotton using comonomers of vinylphosphonic acid and acrylamide. Fibers Polym. 2017, 12, 2328–2333. [Google Scholar] [CrossRef]
- Alongi, J.; Malucelli, G. Cotton fabrics treated with novel oxidic phases acting as effective smoke suppressants. Carbohydr. Polym. 2012, 90, 251–260. [Google Scholar] [CrossRef] [PubMed]
- Alongi, J.; Ciobanu, M.; Malucelli, G. Sol-gel treatments on cotton fabrics for improving thermal and flame stability: Effect of the structure of the alkoxysilane precursor. Carbohydr. Polym. 2012, 87, 627–635. [Google Scholar] [CrossRef]
- Zhang, Q.H.; Zhang, W.; Huang, J.Y.; Lai, Y.K.; Xing, T.L.; Chen, G.Q. Flame retardance and thermal stability of wool fabric treated by boron containing silica sols. Mater. Des. 2015, 85, 796–799. [Google Scholar] [CrossRef]
- Vasiljevic, J.; Tomsic, B.; Simoncic, B. Novel multifunctional water-and oil-repellent, antibacterial, and flame-retardant cellulose fibres created by the sol-gel process. Cellulose 2014, 21, 2611–2623. [Google Scholar] [CrossRef]
- Lewin, M. Synergism and catalysis in flame retardancy of polymers. Polym. Adv. Technol. 2001, 12, 215–222. [Google Scholar] [CrossRef]
- Leblanc, R.B. The history of flammability and flame resistance of textiles. AATCC Rev. 2001, 1, 27–31. [Google Scholar]
- Galaska, M.L.; Horrock, A.R.; Morgan, A.B. Flammability of natural plant and animal fibers: A heat release survey. Fire Mater. 2017, 41, 275–288. [Google Scholar] [CrossRef]
- Hirschler, M.M. Flame retardants and heat release: Review of traditional studies on products and on groups of polymers. Fire Mater. 2015, 39, 207–231. [Google Scholar] [CrossRef]
- Armitage, P.; Ebdon, J.R.; Hunt, B.J.; Thorpe, F.G. Chemical modification of polymers to improve flame retardance—I. The influence of boron-containing groups. Polym. Degrad. Stab. 1996, 54, 387–393. [Google Scholar] [CrossRef]
- Sabyasachi, G.; Gang, S. Effect of phosphorus and nitrogen on flame retardant cellulose: A study of phosphorus compounds. J. Anal. Appl. Pyrolysis 2007, 78, 371–377. [Google Scholar]
- Horrocks, A.R.; Kandola, B.K.; Davies, P.J.; Zhang, S.; Padbury, S.A. Developments in flame retardant textiles-a review. Polym. Degrad. Stab. 2005, 88, 3–12. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Smart, G.; Nazaré, S.; Kandola, B.; Price, D. Quantification of zinc hydroxystannate and stannate synergies in halogen-containing flame-retardant polymeric formulations. J. Fire Sci. 2010, 28, 217–248. [Google Scholar] [CrossRef]
- Alongi, J.; Malucelli, G. Phosphorus- and nitrogen-doped silica coatings for enhancing the flame retardancy of cotton: Synergisms or additive effects. Polym. Degrad. Stab. 2013, 98, 579–589. [Google Scholar] [CrossRef]
- Standard Test Method for Measuring the Minimum Oxygen Concentration to Support Candle-Like Combustion of Plastics (Oxygen Index) 1; ASTM-D2863-2000; American Society of Testing Materials: West Conshohocken, PA, USA, 2000.
- Sponton, M.; Mercado, L.A.; Ronda, J.C. Preparation, thermal properties and flameretardancy of phosphorus-and silicon-containing epoxy resins. Polym. Degrad. Stab. 2008, 93, 2025–2031. [Google Scholar] [CrossRef]
- Yang, C.Q.; He, Q.L.; Lyon, R.E.; Hu, Y. Investigation of the flammability of different textile fabrics using micro-scale combustion calorimetry. Polym. Degrad. Stab. 2010, 95, 108–115. [Google Scholar] [CrossRef]
- Green, J. A review of phosphorus-containing flame retardant. J. Fire Sci. 1979, 14, 192–201. [Google Scholar]
- Muralidhara, K.S.; Sreenivasan, S. Thermal degradation and burning behaviour of cellulose based and cellulose-silk blended upholstery fabrics. J. Sci. Ind. Res. 2010, 69, 879–885. [Google Scholar]
- Selvakumar, N.; Azhagurajan, A.; Natarajan, T.S. Flame-retardant fabric systems based on electrospun polyamide/boric acid nanocomposite fibers. J. Appl. Polym. Sci. 2012, 126, 614–619. [Google Scholar] [CrossRef]
- Faure, P.; Schlepp, L.; Mansuy-Huault, L.; Elie, M.; Jarde, E.; Pelletier, M. Aromatization of organic matter induced by the presence of clays during flash pyrolysis-gas chromatography-mass spectrometry (PyGC-MS)-A major analytical artifact. J. Anal. Appl. Pyrolysis 2006, 75, 1–10. [Google Scholar] [CrossRef]
- Kiran, E.; Gillham, J.K.; Gipstein, E. Pyrolysismolecular weight chromatography-vapor-phase infrared spectrophotometry: An on-line system for analysis of polymers. III. Thermal decomposition of polysulfones and polystyrene. J. Appl. Polym. Sci. 1977, 21, 1159–1176. [Google Scholar] [CrossRef]
- Eillison, S.T.; Gies, A.P.; Hercules, D.M. Py-GC/MS and MALDI-TOF/TOF CID study of polysulfone fragmentation reactions. Macromolecules 2009, 42, 3005–3013. [Google Scholar] [CrossRef]
- Werf, I.V.; Palmisano, F.; Sabbatini, L. A pyrolysis-GC-MS investigation of poly (vinyl phenyl ketone). J. Anal. Appl. Pyrolysis 2009, 86, 233–238. [Google Scholar] [CrossRef]
- Xu, W.Z.; Wang, S.Q.; Li, A.J.; Wang, X.L. Synthesis of aminopropyltriethoxysilane grafted/tripolyphosphate intercalated ZnAl LDHs and their performance in the flame retardancy and smoke suppression of polyurethane elastomer. Rsc. Adv. 2016, 6, 48189–48198. [Google Scholar] [CrossRef]
- Qian, X.D.; Song, L.; Yuan, B.H.; Yu, B.; Shi, Y.Q. Organic/inorganic flame retardants containing phosphorus, nitrogen and silicon: Preparation and their performance on the flame retardancy of epoxy resins as a novel intumescent flame retardant system. Mater. Chem. Phys. 2014, 143, 1243–1252. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Element Content (wt.%) | |||||
|---|---|---|---|---|---|---|
| C [%] | N [%] | O [%] | Si [%] | B [%] | P [%] | |
| Silk | 63.62 ± 3.68 | 14.15 ± 1.65 | 22.23 ± 2.13 | - | - | - |
| Si-B | 60.86 ± 2.45 | 11.02 ± 1.35 | 19.29 ± 2.42 | 1.04 ± 0.46 | 7.79 ± 1.25 | - |
| Si-N1 | 57.09 ± 3.39 | 14.07 ± 0.95 | 26.67 ± 1.95 | 2.17 ± 0.15 | - | - |
| Si-N2 | 60.87 ± 4.67 | 14.00 ± 1.54 | 23.78 ± 1.78 | 1.35 ± 0.27 | - | - |
| Si-N3 | 58.03 ± 2.59 | 17.37 ± 1.36 | 23.19 ± 2.34 | 1.41 ± 0.31 | - | - |
| Si-P1 | 57.85 ± 3.13 | 10.17 ± 1.47 | 27.04 ± 3.46 | 1.21 ± 0.22 | - | 3.73 ± 0.21 |
| Si-P2 | 66.70 ± 4.10 | 8.84 ± 0.85 | 22.11 ± 2.15 | 1.83 ± 0.20 | - | 0.52 ± 0.07 |
| Sample | LOI (%) | Damaged Length (cm) |
|---|---|---|
| Silk | 24.00 ± 0.31 | 30.00 ± 0.51 |
| Silk-Si | 26.10 ± 0.26 | 25.90 ± 0.32 |
| Silk-B | 28.00 ± 0.15 | 15.80 ± 0.23 |
| Silk-N1 | 25.50 ± 0.33 | 24.60 ± 0.20 |
| Silk-N2 | 25.30 ± 0.22 | 19.00 ± 0.38 |
| Silk-N3 | 25.40 ± 0.35 | 21.00 ± 0.22 |
| Silk-P1 | 40.10 ± 0.39 | 14.90 ± 0.19 |
| Silk-P2 | 31.00 ± 0.20 | 15.50 ± 0.26 |
| Si-B | 31.20 ± 0.18 | 9.80 ± 0.11 |
| Si-N1 | 29.70 ± 0.26 | 19.50 ± 0.34 |
| Si-N2 | 27.00 ± 0.31 | 19.20 ± 0.48 |
| Si-N3 | 29.80 ± 0.28 | 17.00 ± 0.50 |
| Si-P1 | 38.60 ± 0.22 | 9.90 ± 0.19 |
| Si-P2 | 33.50 ± 0.32 | 14.80 ± 0.24 |
| SE a (Si-B) | 1.18 ± 0.06 | 1.10 ± 0.14 |
| SE a (Si-N1) | 1.58 ± 0.12 | 1.11 ± 0.15 |
| SE a (Si-N2) | 0.88 ± 0.18 | 0.72 ± 0.13 |
| SE a (Si-N3) | 1.65 ± 0.09 | 1.00 ± 0.09 |
| SE a (Si-P1) | 0.80 ± 0.13 | 1.05 ± 0.14 |
| SE a (Si-P2) | 1.04 ± 0.15 | 0.82 ± 0.07 |
| Sample | HRC (J/g·k) | pHRR (W/g) | THR (kJ/g) | Tmax (°C) |
|---|---|---|---|---|
| Silk | 147.00 ± 1.10 | 141.30 ± 2.31 | 8.80 ± 0.29 | 320.30 ± 0.59 |
| Silk-Si | 113.00 ± 0.91 | 104.00 ± 1.98 | 8.10 ± 0.51 | 297.50 ± 0.67 |
| Silk-B | 144.00 ± 0.82 | 132.50 ± 1.15 | 14.40 ± 0.64 | 351.00 ± 0.58 |
| Silk-N1 | 148.00 ± 0.56 | 130.30 ± 3.24 | 17.10 ± 0.39 | 327.60 ± 0.38 |
| Silk-N2 | 140.00 ± 0.49 | 127.20 ± 2.58 | 15.40 ± 0.37 | 333.10 ± 0.45 |
| Silk-N3 | 139.00 ± 0.79 | 123.50 ± 2.64 | 10.40 ± 0.24 | 305.20 ± 0.61 |
| Silk-P1 | 60.00 ± 1.39 | 49.00 ± 1.59 | 10.30 ± 0.56 | 303.10 ± 0.57 |
| Silk-P2 | 115.00 ± 0.86 | 105.30 ± 1.87 | 18.70 ± 0.49 | 332.70 ± 0.43 |
| Si-B | 91.00 ± 0.79 | 88.70 ± 1.23 | 6.20 ± 0.48 | 308.50 ± 0.54 |
| Si-N1 | 124.00 ± 0.45 | 113.70 ± 1.84 | 13.70 ± 0.73 | 340.60 ± 0.66 |
| Si-N2 | 123.00 ± 0.61 | 110.40 ± 1.45 | 10.20 ± 0.68 | 290.00 ± 0.71 |
| Si-N3 | 108.00 ± 0.39 | 100.50 ± 1.97 | 9.40 ± 0.18 | 334.20 ± 0.84 |
| Si-P1 | 57.00 ± 0.94 | 45.33 ± 2.58 | 9.80 ± 0.26 | 295.50 ± 0.63 |
| Si-P2 | 90.00 ± 0.67 | 84.40 ± 2.46 | 11.10 ± 0.57 | 334.40 ± 0.75 |
| SE a (Si-B) | 1.51 ± 0.11 | 1.41 ± 0.12 | 0.53 ± 0.12 | - |
| SE a (Si-N1) | 0.70 ± 0.06 | 0.56 ± 0.13 | 0.64 ± 0.09 | - |
| SE a (Si-N2) | 0.24 ± 0.25 | 0.29 ± 0.19 | 0.86 ± 0.20 | - |
| SE a (Si-N3) | 0.22 ± 0.21 | 0.55 ± 0.23 | 0.72 ± 0.18 | - |
| SE a (Si-P1) | 0.74 ± 0.18 | 0.74 ± 0.20 | 1.25 ± 0.21 | - |
| SE a (Si-P2) | 0.79 ± 0.23 | 0.73 ± 0.18 | 0.27 ± 0.14 | - |
| Sample | T10% (°C) | T50% (°C) | Weight Residue at 600 °C (%) |
|---|---|---|---|
| Silk | 277.04 | 367.71 | 33.95 |
| Silk-Si | 248.91 | 412.94 | 41.08 |
| Silk-B | 114.33 | 462.06 | 43.55 |
| Silk-N2 | 257.07 | 373.98 | 32.14 |
| Silk-P2 | 215.84 | 377.10 | 35.18 |
| Si-B | 272.47 | 459.54 | 44.02 |
| Si-N1 | 245.30 | 422.93 | 42.17 |
| Si-N2 | 240.95 | 423.78 | 41.39 |
| Si-N3 | 282.23 | 380.94 | 35.69 |
| Si-P1 | 214.07 | 529.19 | 47.76 |
| Si-P2 | 287.22 | 463.74 | 44.04 |
| SE a (Si-B) | - | - | 0.60 |
| SE a (Si-N1) | - | - | 2.56 |
| SE a (Si-N2) | - | - | 1.40 |
| SE a (Si-N3) | - | - | 0.43 |
| SE a (Si-P1) | - | - | 0.62 |
| SE a (Si-P2) | - | - | 1.22 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Xing, T.; Wei, B.; Chen, G. Synergistic Effects and Mechanism of Modified Silica Sol Flame Retardant Systems on Silk Fabric. Materials 2018, 11, 1842. https://doi.org/10.3390/ma11101842
Liu C, Xing T, Wei B, Chen G. Synergistic Effects and Mechanism of Modified Silica Sol Flame Retardant Systems on Silk Fabric. Materials. 2018; 11(10):1842. https://doi.org/10.3390/ma11101842
Chicago/Turabian StyleLiu, Chun, Tieling Xing, Bingju Wei, and Guoqiang Chen. 2018. "Synergistic Effects and Mechanism of Modified Silica Sol Flame Retardant Systems on Silk Fabric" Materials 11, no. 10: 1842. https://doi.org/10.3390/ma11101842
APA StyleLiu, C., Xing, T., Wei, B., & Chen, G. (2018). Synergistic Effects and Mechanism of Modified Silica Sol Flame Retardant Systems on Silk Fabric. Materials, 11(10), 1842. https://doi.org/10.3390/ma11101842