EBSD Investigation of the Microtexture of Weld Metal and Base Metal in Laser Welded Al–Li Alloys


Abstract
:1. Introduction
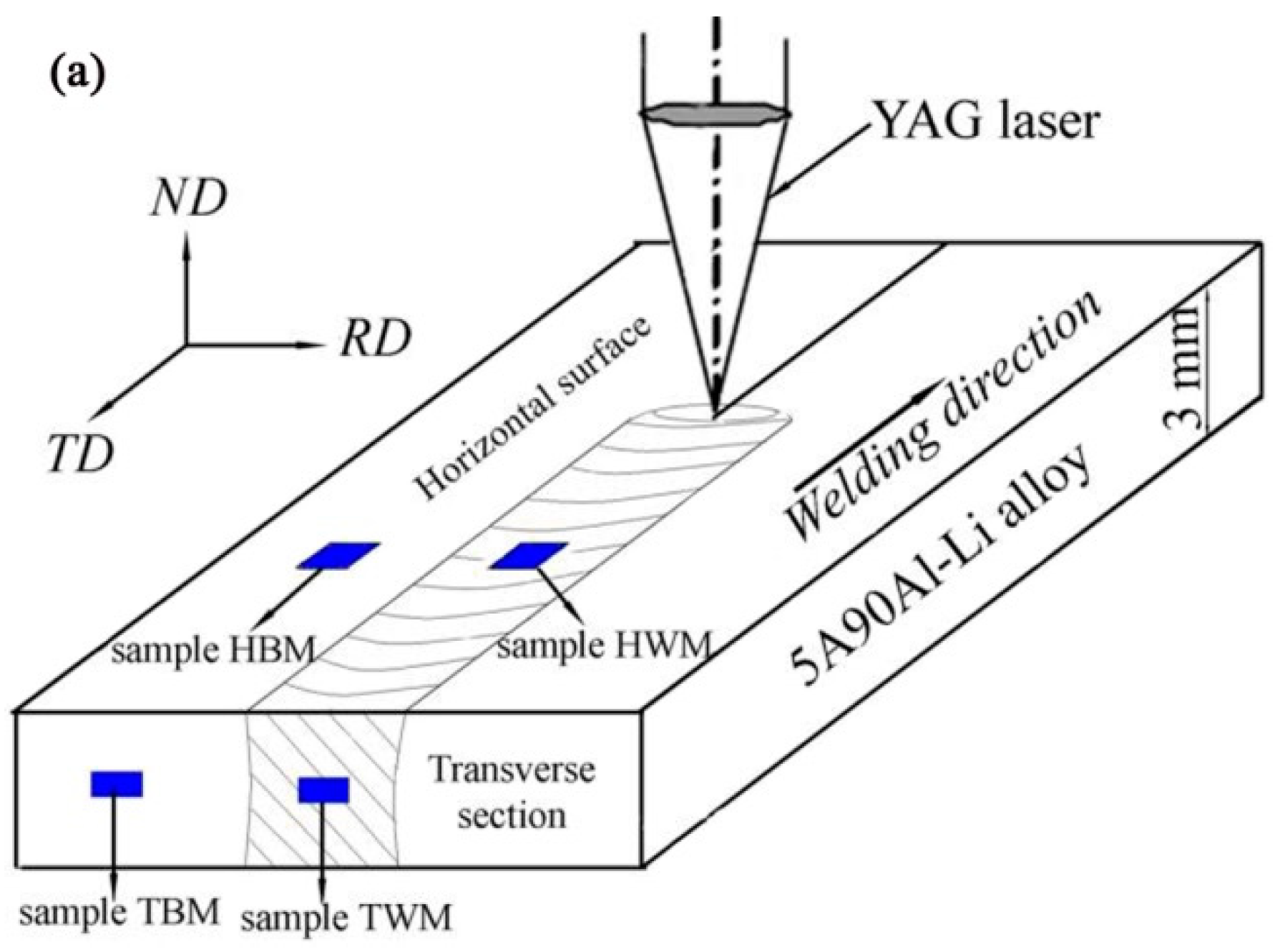
2. Materials and Methods
3. Results
3.1. Grain Orientation, Grain Shape, and Grain Size
3.2. Spatial Distribution of the Textures
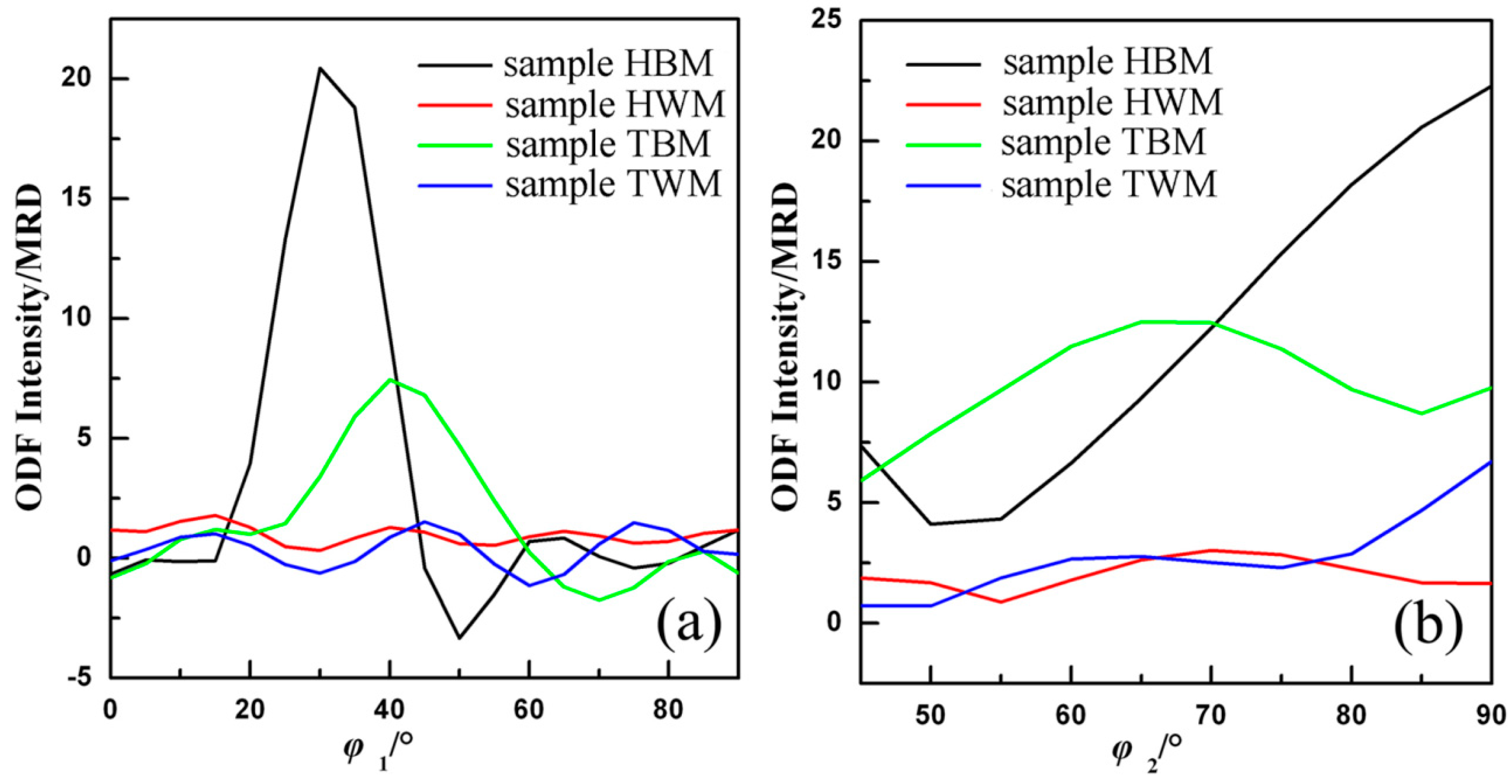
3.3. Texture Fiber Analysis
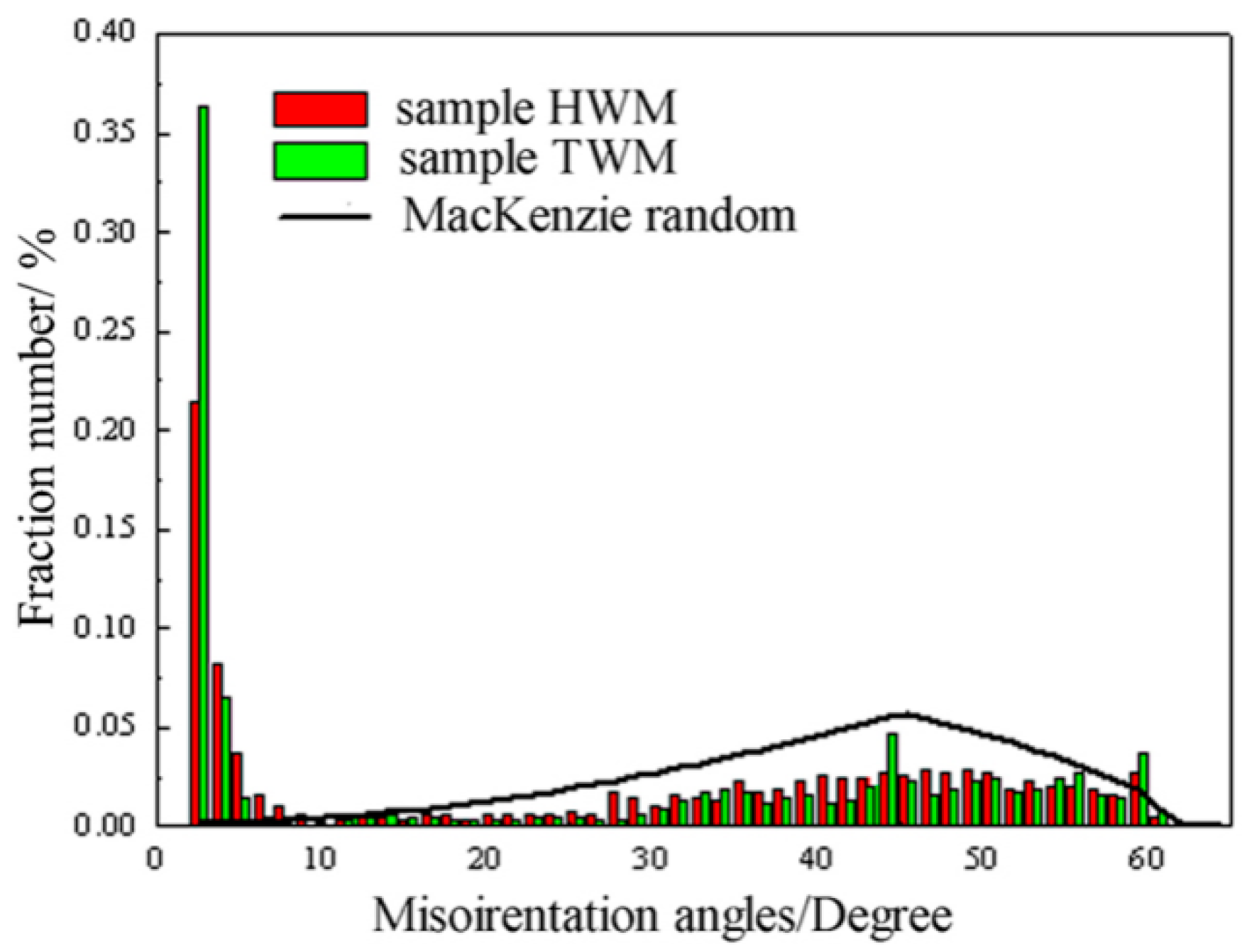
3.4. Orientation Bias of Boundary Planes
4. Conclusions
- (1)
- For the base metal, there is an obvious difference in the grain morphology and orientation in the horizontal surface and the transversal section. However, the weld metal in the horizontal surface and the transverse section exhibits similar structural features regarding the grain shape, grain orientation, and grain size parameters.
- (2)
- For the weld metal, there is an obvious difference in the texture intensity in the horizontal surface and the transversal section, despite the weld metals exhibit the similar grain shapes, grain orientations and grain size. Moreover, the texture intensity are much weaker compared to those of the base metal. Particularly, the brass, copper, S and Goss components observed in the base metal are also presented in the weld metal.
- (3)
- For the boundary plane misorientation, the low-angle boundaries are most predominant in the base metal in the horizontal surface. The large fraction of high-angle boundaries of the weld metal in the horizontal is higher than that of the transversal section of the welded joint. The misorientation distribution of the weld metal is much different from random distribution.
- (4)
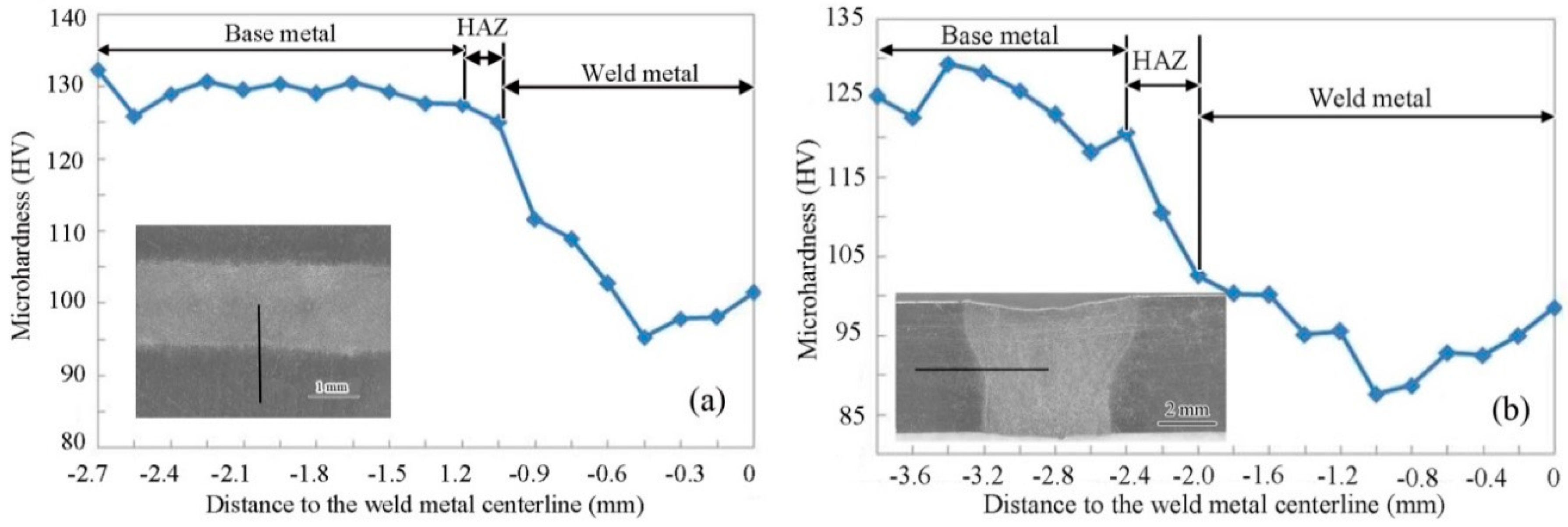
- The overall GBP-ODF of Σ3 boundary is not homogeneous in the base metal, resulting in the diversity of the microhardness in the base metal. In addition, the hardness value of weld metal is evidently lower than that of the base metal, meaning the softening of the weld metal. Although both sample HWM and sample TWM reveal the softening of the weld metal, the degree of the drop in the hardness of the weld metal is highly correlated to the microtexture developed in the base metal.
Author Contributions
Funding
Conflicts of Interest
References
- Shi, Y.W.; Zhong, F.; Li, X.Y.; Gong, S.L.; Chen, L. Effect of laser beam welding on tear toughness of a 1420 aluminum alloy thin sheet. Mater. Sci. Eng. A 2007, 465, 153–159. [Google Scholar] [CrossRef]
- Pickens, J.R. Recent developments in the weldability of lithium-containing aluminium alloys. J. Mater. Sci. 1990, 25, 3035–3407. [Google Scholar] [CrossRef]
- Kostrivas, A.; Lippold, J.C. Weldability of Li-bearing aluminium alloys. Int. Mater. Rev. 1999, 44, 217–237. [Google Scholar] [CrossRef]
- Padmanabham, G.; Pandey, S.; Schaper, M. Pulsed gas metal arc welding of Al–Cu–Li alloy. Sci. Technol. Weld. Join. 2005, 10, 67–75. [Google Scholar] [CrossRef]
- Peng, Y.; Fu, Z.Y.; Wang, W.M.; Zhang, J.Y.; Wang, Y.C.; Wang, H.; Zhang, Q.J. Phase transformation at the interface during joining of an Al–Mg–Li alloy by pulsed current heating. Scr. Mater. 2008, 58, 49–52. [Google Scholar] [CrossRef]
- Kostrivas, A.D.; Lippold, J.C. Simulating weld-fusion boundary microstructures in aluminum alloys. JOM 2004, 56, 65–72. [Google Scholar] [CrossRef]
- Lin, D.C.; Wang, G.X.; Srivastan, T.S. A mechanism for the formation of equiaxed grains in welds of aluminum-lithium alloy. Mater. Sci. Eng. A 2003, 351, 304–309. [Google Scholar] [CrossRef]
- Chaturvedi, M.C.; Chen, D.L. Effect of specimen orientation and welding on the fracture and fatigue properties of 2195 Al–Li alloy. Mater. Sci. Eng. A 2004, 387–389, 465–469. [Google Scholar] [CrossRef]
- Xiao, R.S.; Zhang, X.Y. Problems and issues in laser beam welding of aluminum-lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Zhao, H.; White, D.R.; Debroy, T. Current issues and problems in laser welding of automotive aluminum alloys. Int. Mater. Rev. 1999, 44, 238–265. [Google Scholar] [CrossRef]
- Molian, A.P.; Srivatsan, T.S. Weldability of aluminum lithium alloy 2090 using laser welding. J. Mater.Sci. 1990, 25, 3347–3358. [Google Scholar] [CrossRef]
- Zhang, P.; Ye, L.Y.; Zhang, X.M.; Gu, G.; Jiang, H.C.; Wu, Y.L. Grain structure and microtexture evolution during superplastic deformation of 5A90 Al–Li alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 2088–2095. [Google Scholar] [CrossRef]
- Duan, A.Q.; Chen, L.; Guo, L. Characteristics of vapor/plasmas during YAG laser welding of 5A90 Al–Li alloy. Rare Met. Mater. Eng. 2009, 38, 160–164. [Google Scholar]
- Chen, L.; Xu, W.W.; Gong, S.L. The effect of weld size on joint mechanical properties of 5A90Al–Li alloy. Adv. Mater. Res. 2011, 146–147, 1831–1838. [Google Scholar] [CrossRef]
- Xu, F.; Chen, L.; Gong, S.L.; Li, X.Y.; Yang, J. Microstructure and mechanical properties of Al–Li alloy by laser welding with filler wire. Rare Met. Mater. Eng. 2011, 40, 1775–1779. [Google Scholar]
- Cui, L.; Li, X.Y.; He, D.Y.; Chen, L.; Gong, S.L. Effect of Nd:YAG laser welding on microstructure and hardness of an Al–Li based alloy. Mater. Charact. 2012, 71, 95–102. [Google Scholar] [CrossRef]
- Mishin, O.V.; Gertsman, V.Y.; Gottstein, G. Distributions of orientations and misorientations in hot-rolled copper. Mater. Charact. 1997, 38, 39–48. [Google Scholar] [CrossRef]
- Chen, Z.Y.; Cai, H.N.; Chang, Y.Z.; Zhang, X.M.; Liu, C.M. Texture evolution of polycrystalline aluminum during rolling deformation. Acta Metall. Sin. 2008, 44, 1316–1321. [Google Scholar]
- Hector, J.L.; Chen, Y.L.; Agarwal, S.; Briant, C.L. Texture characterization of autogenous Nd:YAG laser welds in AA5182-O and AA6111-T4 aluminum alloys. Metall. Mater. Trans. A 2004, 35A, 3032–3038. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Microstructural and texture changes in severely deformed aluminum alloys. Mater. Charact. 2011, 62, 228–236. [Google Scholar] [CrossRef]
- Cui, L.; Li, X.Y.; He, D.Y.; Chen, L.; Gong, S.L. Study on microtexture of laser welded 5A90 aluminium-lithium alloys using electron backscattered diffraction. Sci. Technol. Weld. Join. 2013, 18, 204–209. [Google Scholar] [CrossRef]
- Saylor, D.M.; Dasher, B.S.; Adams, B.L.; Rohrer, G.S. Measuring the five-parameter grain-boundary distribution from observations of planar sections. Metall. Mater. Trans. A 2004, 35, 1981–1989. [Google Scholar] [CrossRef] [Green Version]
- Rohrer, G.S.; Randle, V.; Kim, C.S.; Hu, Y. Changes in the five-parameter grain boundary character distribution in alpha-brass brought about by iterative thermomechanical processing. Acta Mater. 2006, 54, 4489–4502. [Google Scholar] [CrossRef]
- Watanabe, T. Grain boundary engineering: Historical perspective and future prospects. J. Mater. Sci. 2011, 46, 4095–4115. [Google Scholar] [CrossRef]
- Randle, V. Applications of electron backscatter diffraction to materials science: Status in 2009. J. Mater. Sci. 2009, 44, 4211–4218. [Google Scholar] [CrossRef]
- Sathiaraj, G.D.; Ahmed, M.Z.; Bhattacharjee, P.P. Microstructure and texture of heavily cold-rolled and annealed fcc equiatomic medium to high entropy alloys. J. Alloy. Compd. 2016, 664, 109–119. [Google Scholar] [CrossRef]
- Yu, L.; Nakata, K.; Yamamoto, N.; Liao, J. Texture and its effect on mechanical properties in fiber laser weld of a fine-grained Mg alloy. Mater. Lett. 2009, 63, 870–872. [Google Scholar] [CrossRef]
- Mackenzie, J.K. The distribution of rotation axes in a random aggregate of cubic crystals. Acta Metall. 1964, 12, 223–225. [Google Scholar] [CrossRef]
- Morawiec, A. Low-Sigma twist and tilt grain boundaries in cubic materials. J. Appl. Crystallogr. 2011, 44, 1152–1156. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Li | Zr | Fe | Si | Cu | Ti | Al |
|---|---|---|---|---|---|---|---|
| 4.9–5.4 | 1.8–2.2 | 0.08–0.13 | ≤0.12 | ≤0.09 | ≤0.05 | ≤0.05 | Bal |
| Sample | Copper | S1 | S2 | S3 | Taylor | Brass | Goss |
|---|---|---|---|---|---|---|---|
| HBM | 0.3 | 12.6 | 4.9 | 22.0 | 2.4 | 27.2 | 0.0 |
| HWM | 1.6 | 2.4 | 2.3 | 2.1 | 2.0 | 1.3 | 0.6 |
| TBM | 1.6 | 13.7 | 2.5 | 13.7 | 0.8 | 6.0 | 0.0 |
| TWM | 0.4 | 1.5 | 3.0 | 0.8 | 3.2 | 0.2 | 0.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, L.; Peng, Z.; Yuan, X.; He, D.; Chen, L. EBSD Investigation of the Microtexture of Weld Metal and Base Metal in Laser Welded Al–Li Alloys. Materials 2018, 11, 2357. https://doi.org/10.3390/ma11122357
Cui L, Peng Z, Yuan X, He D, Chen L. EBSD Investigation of the Microtexture of Weld Metal and Base Metal in Laser Welded Al–Li Alloys. Materials. 2018; 11(12):2357. https://doi.org/10.3390/ma11122357
Chicago/Turabian StyleCui, Li, Zhibo Peng, Xiaokun Yuan, Dingyong He, and Li Chen. 2018. "EBSD Investigation of the Microtexture of Weld Metal and Base Metal in Laser Welded Al–Li Alloys" Materials 11, no. 12: 2357. https://doi.org/10.3390/ma11122357
APA StyleCui, L., Peng, Z., Yuan, X., He, D., & Chen, L. (2018). EBSD Investigation of the Microtexture of Weld Metal and Base Metal in Laser Welded Al–Li Alloys. Materials, 11(12), 2357. https://doi.org/10.3390/ma11122357