Effects of Hot Stamping and Tempering on Hydrogen Embrittlement of a Low-Carbon Boron-Alloyed Steel


Abstract
:1. Introduction
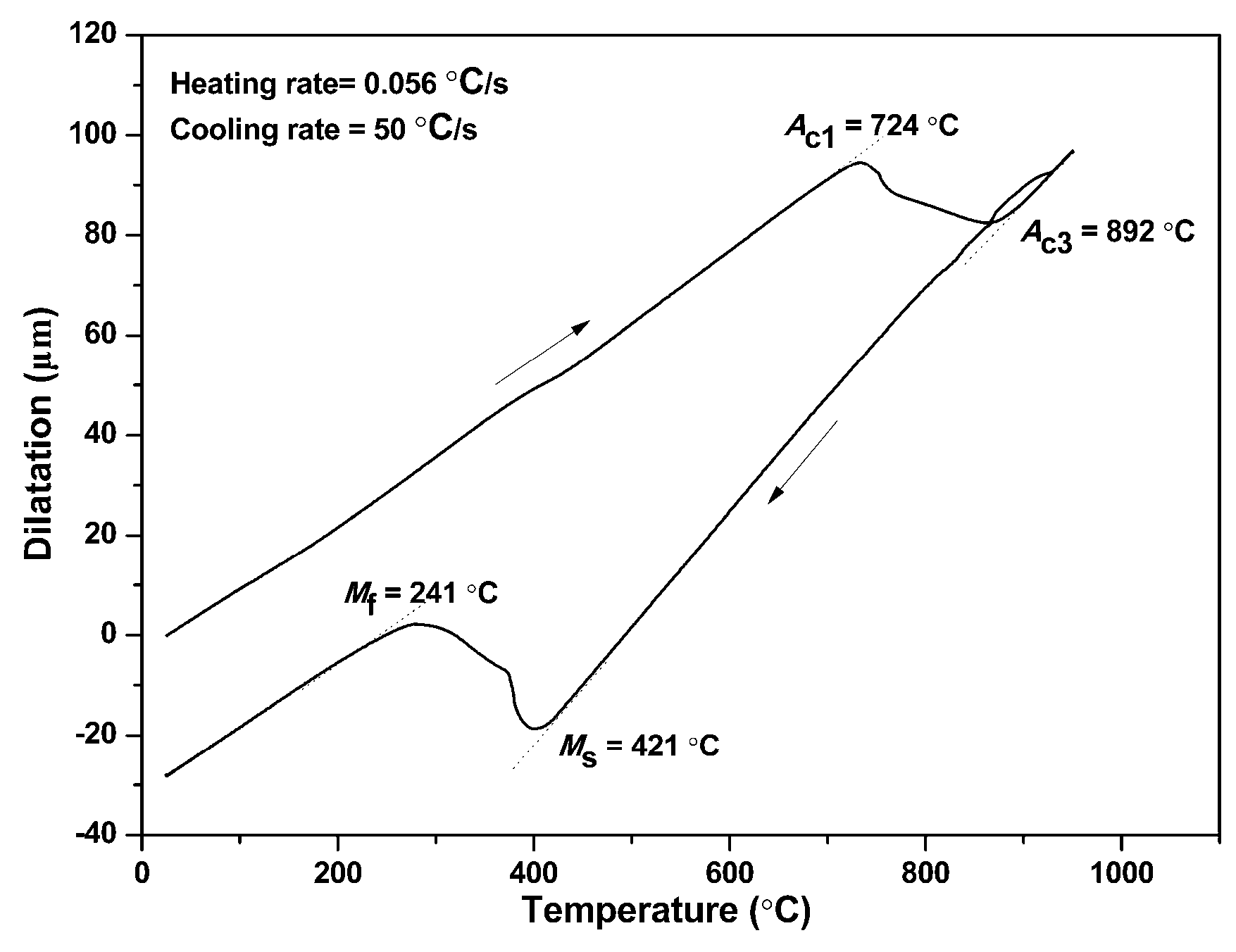
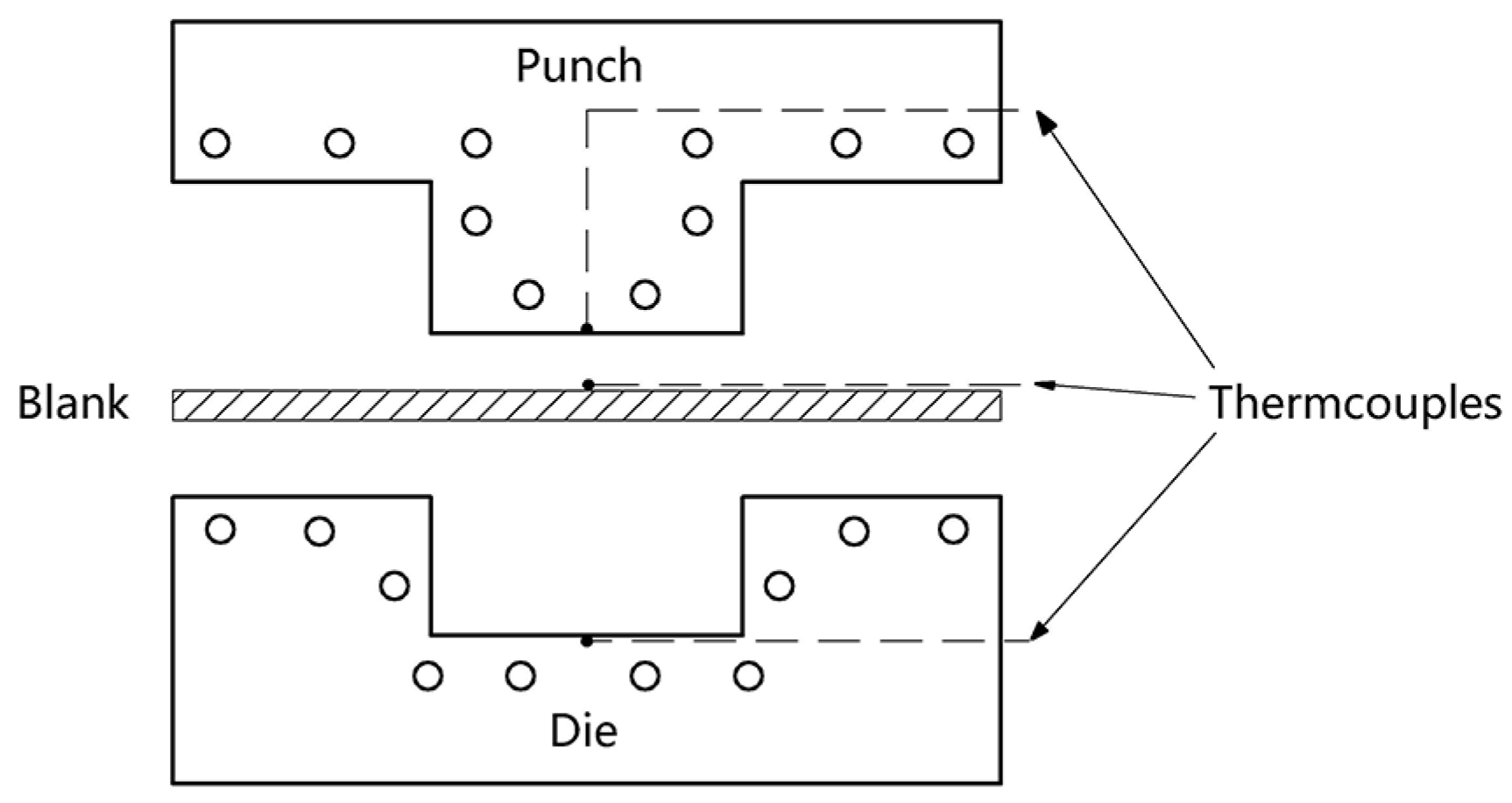
2. Material and Experimental Procedures
3. Results
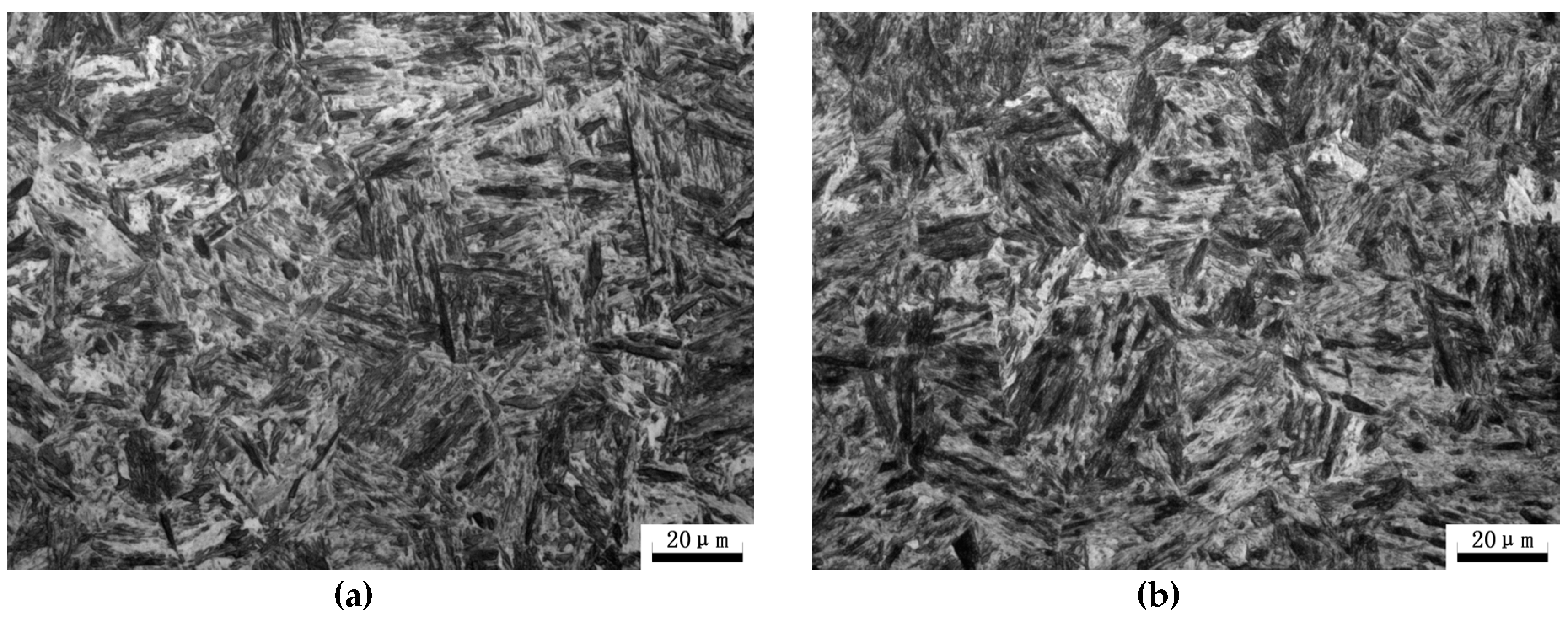
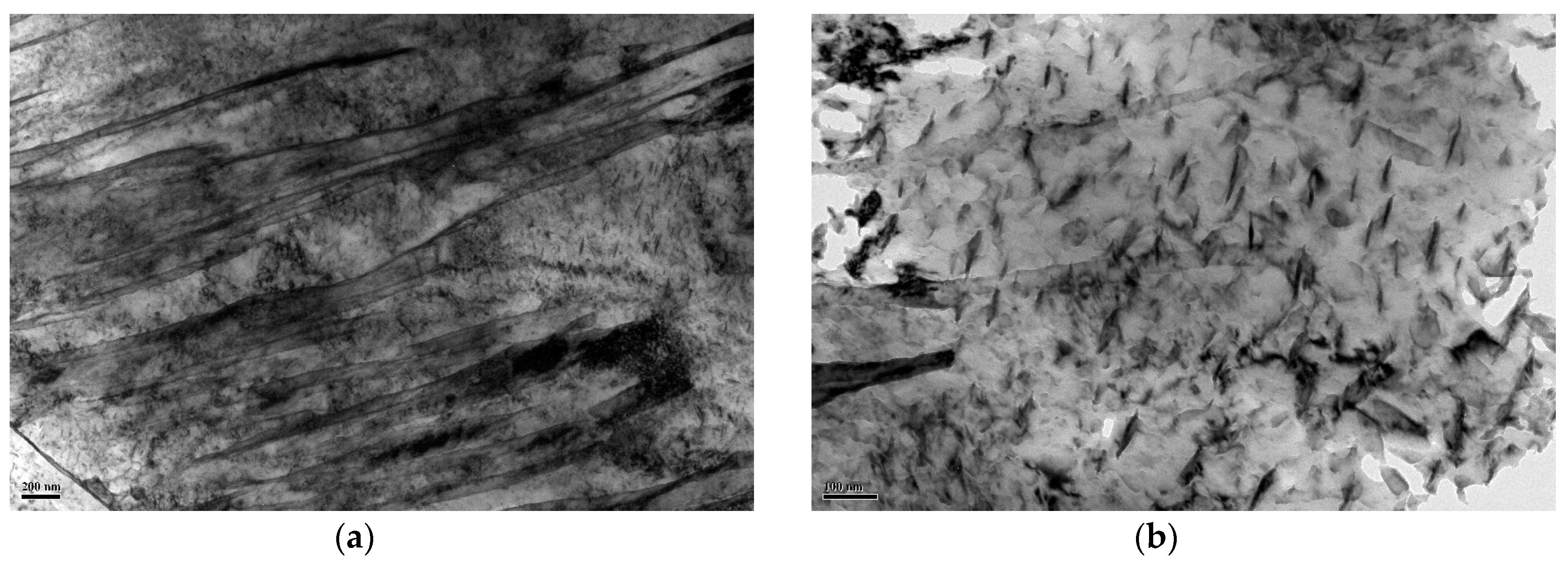
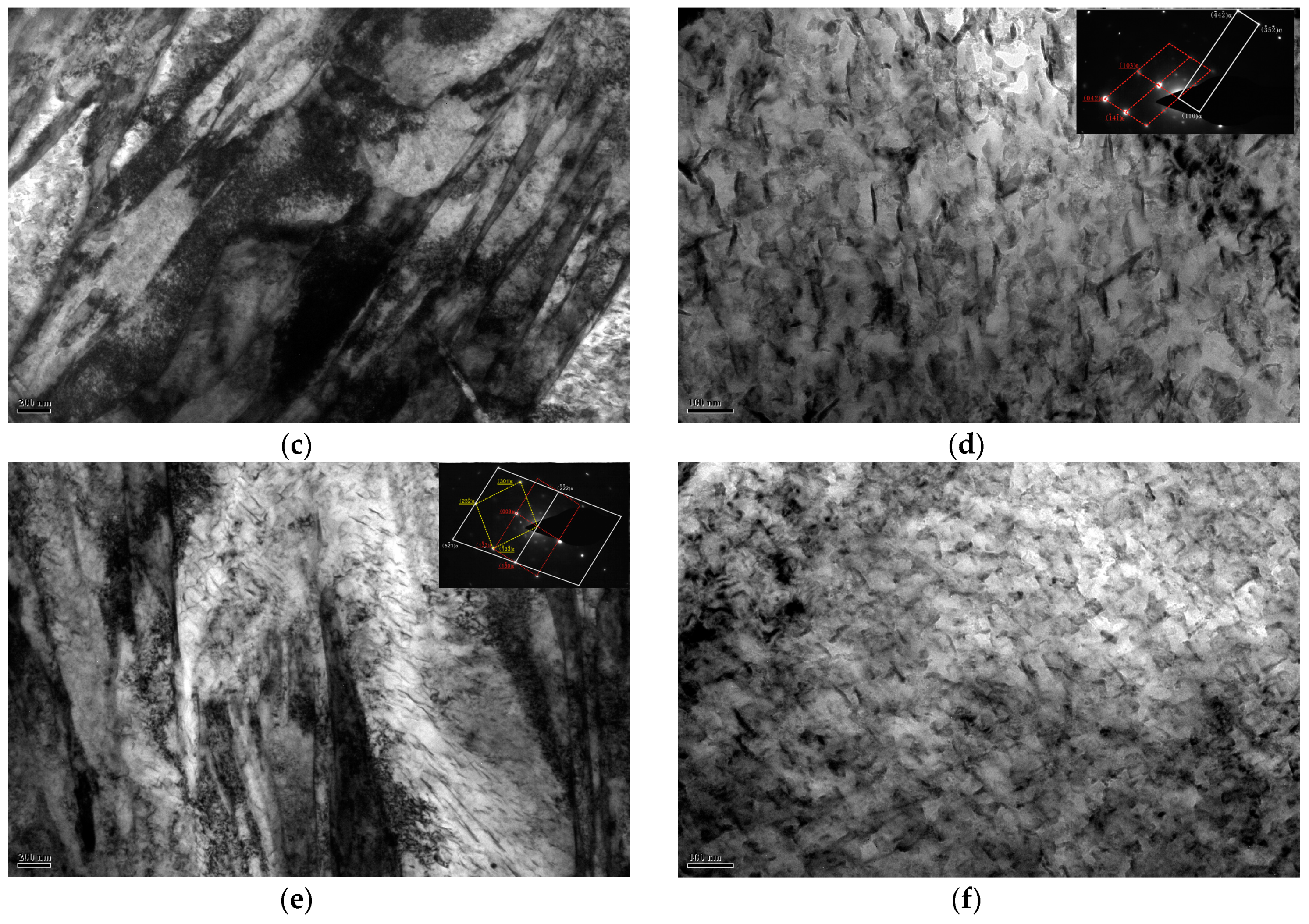
3.1. Microstructure Characteristics
3.2. Mechanical Properties
3.3. Hydrogen Absorption and Desorption Behavior
3.4. HE Behavior
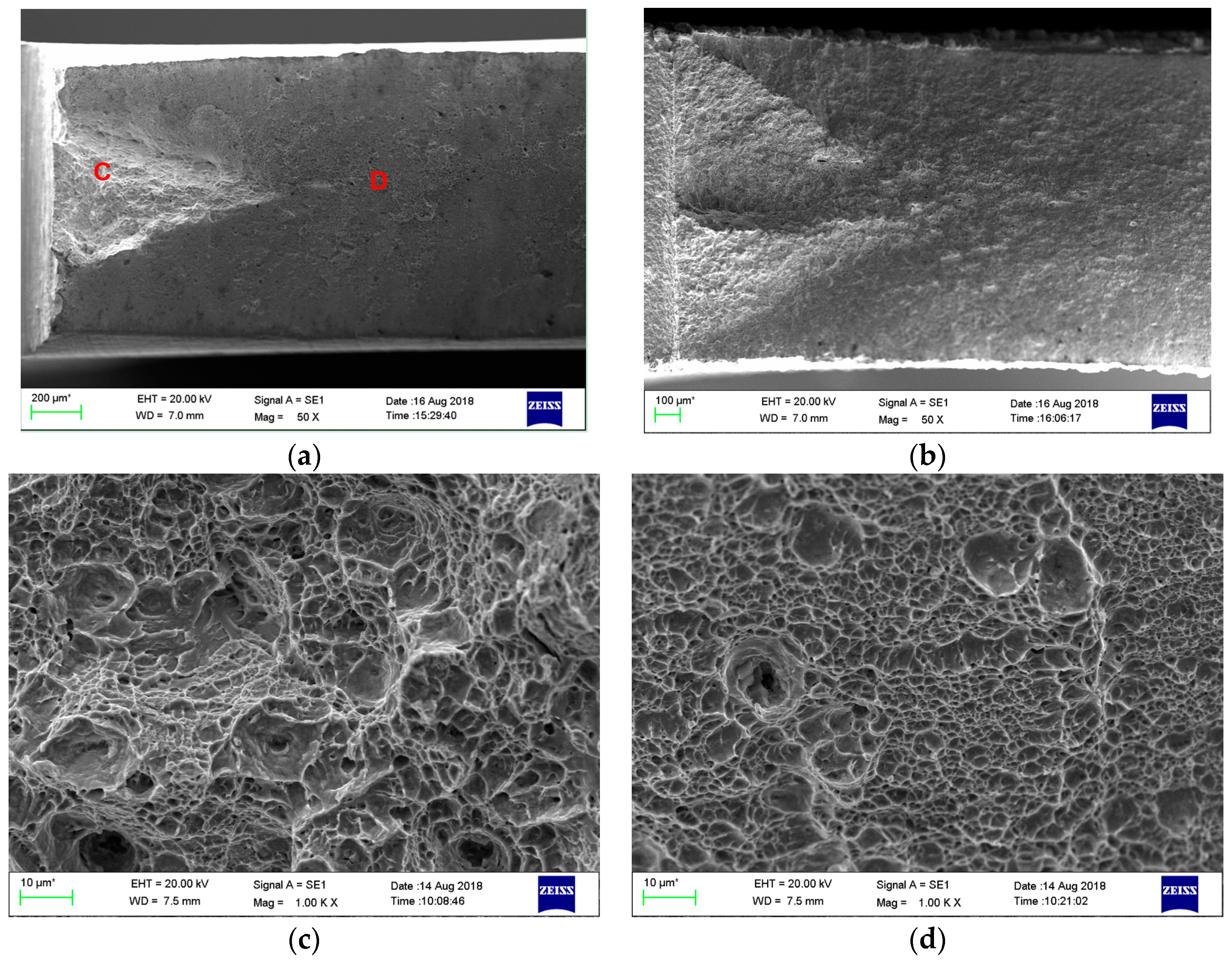
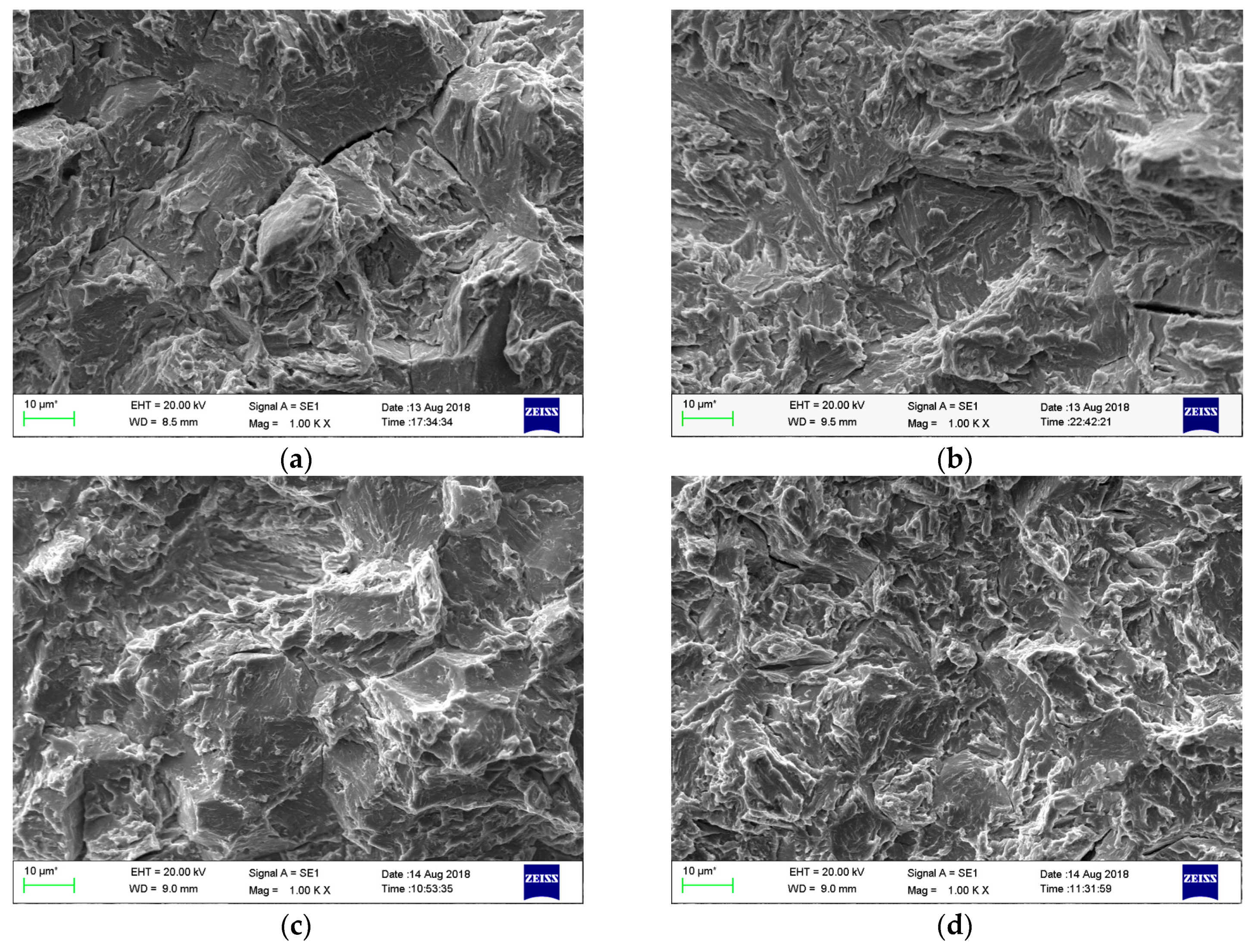
3.5. SSRT Fracture Surface Characteristics
4. Discussion
4.1. Influence of Tempering Treatment
4.2. Influence of Hot Stamping
5. Conclusions
- The designed HS schedule could obtain a fully fine martensitic microstructure with many fine dispersed carbides, which exhibited comparable mechanical properties to the DQ specimen. Low-temperature tempering treatment of the DQ and HS specimens gave rise to an increase of YS and TEL while a slight decrease of UTS occurred.
- TDS analysis revealed that hydrogen-charging caused an additional remarkable hydrogen desorption peak at round 65–80 °C for both the DQ and HS specimens. The diffusible hydrogen concentration (CHr) of the HS specimen is higher than that of the DQ specimen, and CHr was lowered after low-temperature tempering.
- The DQ specimen exhibited a comparatively high HE susceptibility with HEI value of ~36%, while tempering treatment at 100 °C could notably alleviate it by a relative decrease of ~24% at no expanse of strength and ductility.
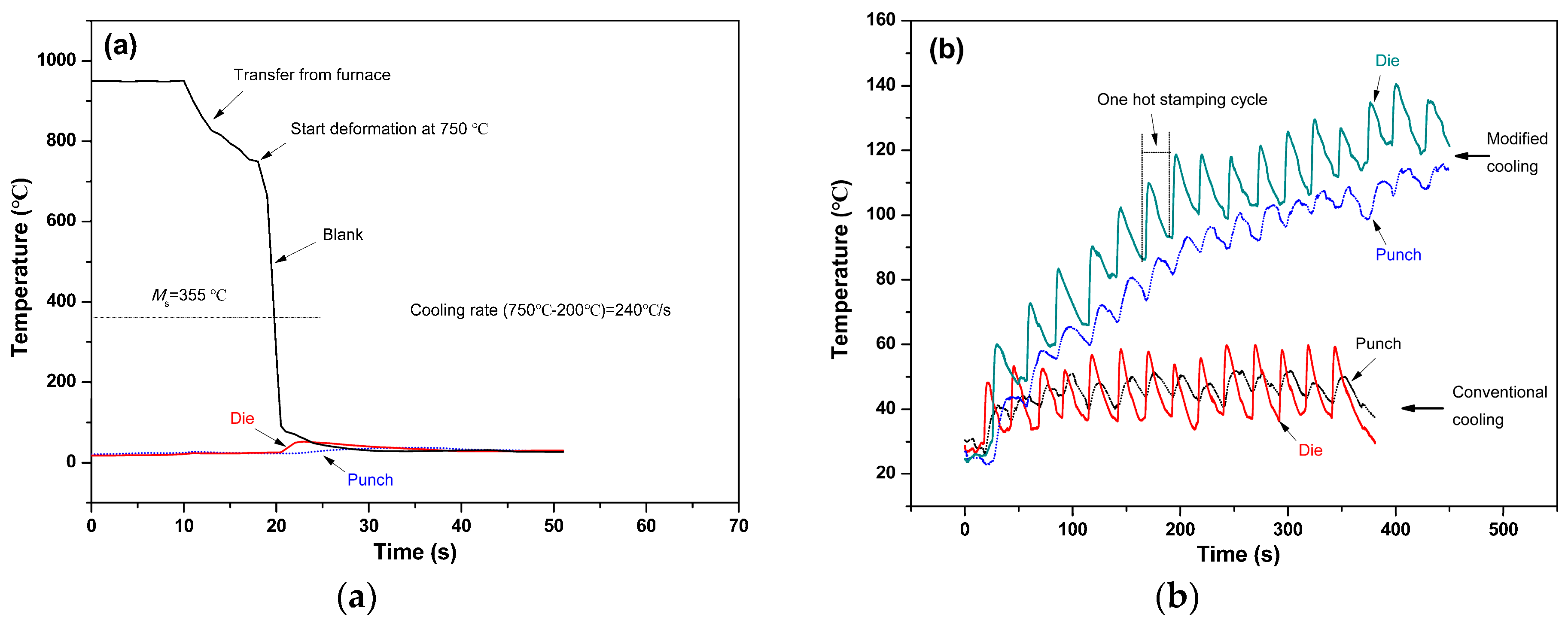
- The HE susceptibility was significantly lowered for the HS specimen compared with that of the DQ specimen, and it is almost identical to that of the DQ-T100 specimen, which is mainly ascribed to the low-temperature tempering treatment around 120 °C during continuous HS process using the modified HS cooling schedule. Tempering at 200 °C could further alleviate the HE susceptibility of the HS specimen.
- The DQ specimen showed a mixed transgranular-intergranular fracture, while all the other three specimens exhibited a predominant quasi-cleavage transgranular fracture accompanied by few secondary cracks.
Author Contributions
Funding
Conflicts of Interest
References
- Takahashi, M. Sheet steel technology for the last 100 years: Progress in sheet steels in hand with the automobile industry. ISIJ Int. 2015, 55, 79–88. [Google Scholar] [CrossRef]
- Merklein, M.; Lechler, J. Investigation of the thermo-mechanical properties of hot stamping steels. J. Mater. Process. Technol. 2006, 177, 452–455. [Google Scholar] [CrossRef]
- Naderi, N.; Ketabchi, M.; Abbasi, M.; Bleck, W. Analysis of microstructure and mechanical properties of different high strength carbon steels after hot stamping. J. Mater. Process. Technol. 2011, 211, 1117–1125. [Google Scholar] [CrossRef]
- Taylor, T.; Clough, A. Critical review of automotive hot-stamped sheet steel from an industrial perspective. Mater. Sci. Technol. 2018, 34, 809–861. [Google Scholar] [CrossRef]
- Suehiro, M.; Kusumi, K.; Miyakoshi, T.; Maki, J.; Ohgami, M. Properties of Aluminum-Coated Steels for Hot-Forming; Nippon Steel Technical Report No. 88; Nippon Steel: Chiba, Japan, 2003; pp. 16–21. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A review of hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Zhu, L.J.; Gu, Z.W.; Xu, H.; Lv, Y.; Chao, J. Modeling of microstructure evolution in 22MnB5 steel during hot stamping. J. Iron Steel Res. Int. 2014, 21, 197–201. [Google Scholar] [CrossRef]
- Namklang, P.; Uthaisangsuk, V. Description of microstructures and mechanical properties of boron alloy steel in hot stamping process. J. Manuf. Process. 2016, 21, 87–100. [Google Scholar] [CrossRef]
- Li, X.D.; Chang, Y.; Wang, C.Y.; Hu, P.; Dong, H. Comparison of the hot-stamped boron-alloyed steel and the warm-stamped medium-Mn steel on microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 679, 240–248. [Google Scholar] [CrossRef]
- Mori, K.; Bariani, P.F.; Behrens, B.A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultra-high strength steel parts. CIRP Ann.-Manuf. Technol. 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Nanninga, N.; Grochowsi, J.; Heldt, L.; Rundman, K. Role of microstructure, composition and hardness in resisting hydrogen embrittlement of fastener grade steels. Corros. Sci. 2010, 52, 1237–1246. [Google Scholar] [CrossRef]
- Hui, W.J.; Zhang, H.X.; Zhang, Y.J.; Zhao, X.L.; Shao, C.W. Effect of nickel on hydrogen embrittlement behavior of medium-carbon high strength steels. Mater. Sci. Eng. A 2016, 674, 615–625. [Google Scholar] [CrossRef]
- Shiraga, T. Hydrogen embrittlement of steel. Corros. Eng. 2011, 60, 188–194. [Google Scholar] [CrossRef]
- Lovicu, G.; Bottazzi, M.; D’aiuto, F.; de Sanctis, M.; Dimatteo, A.; Santus, C.; Valentini, R. Hydrogen embrittlement of advanced high-strength steels. Metall. Mater. Trans. A 2012, 43, 4075–4087. [Google Scholar] [CrossRef]
- Takagi, S.; Toji, Y.; Yoshino, M.; Hasegawa, K. Hydrogen embrittlement resistance evaluation of ultra high strength steel sheets for automobiles. ISIJ Int. 2012, 52, 316–322. [Google Scholar] [CrossRef]
- Depover, T.; Escobar, D.P.; Wallaert, E.; Zermout, Z.; Verbeken, K. Effect of hydrogen charging on the mechanical properties of advanced high strength steels. Int. J. Hydrogen Energy 2014, 39, 4647–4656. [Google Scholar] [CrossRef]
- Zhou, M.B.; Tang, J.L.; Yang, J.; Wang, C.Y. Tailored properties of a novelly-designed press-hardened 22MnMoB steel. J. Iron Steel Res. Int. 2017, 24, 508–512. [Google Scholar] [CrossRef]
- Chang, Y.; Wang, C.Y.; Zhao, K.M.; Dong, H.; Yan, J.W. An introduction to medium-Mn steel: Metallurgy, mechanical properties and warm stamping process. Mater. Des. 2016, 94, 424–432. [Google Scholar] [CrossRef]
- Merklein, M.; Wieland, M.; Lechner, M.; Bruschi, S. Hot stamping of boron steel sheets with tailored properties: A review. J. Mater. Process. Technol. 2016, 228, 11–24. [Google Scholar] [CrossRef]
- Zhang, S.Q.; Huang, Y.H.; Sun, B.T.; Liao, Q.L.; Lu, H.Z.; Jian, B.; Mohrbacher, H.; Zhang, W.; Guo, A.M.; Zhang, Y. Effect of Nb on hydrogen-induced delayed fracture in high strength hot stamping steels. Mater. Sci. Eng. A 2015, 626, 136–143. [Google Scholar] [CrossRef]
- Lin, L.; Li, B.S.; Zhu, G.M.; Kang, Y.L.; Liu, R.D. Effect of niobium precipitation on microstructure and hydrogen induced cracking of press hardening steel 22MnB5. Mater. Sci. Eng. A 2018, 721, 38–46. [Google Scholar] [CrossRef]
- Kim, H.J.; Jeon, S.H.; Yang, W.S.; Yoo, B.G.; Chung, Y.D.; Ha, H.Y.; Chung, H.Y. Effects of titanium content on hydrogen embrittlement susceptibility of hot-stamped boron steels. J. Alloys Compd. 2018, 735, 2067–2080. [Google Scholar] [CrossRef]
- Georges, C.; Sturel, T.; Drillet, P.; Mataigne, J.M. Absorption/desorption of diffusible hydrogen in aluminized boron steel. ISIJ Int. 2013, 53, 1295–1304. [Google Scholar] [CrossRef]
- Lee, S.J.; Ronevich, J.A.; Krauss, G.; Matlock, D.K. Hydrogen embrittlement of hardened low-carbon sheet steel. ISIJ Int. 2010, 50, 294–301. [Google Scholar] [CrossRef]
- ISO 16573:2015. Steel—Measurement Method for the Evaluation of Hydrogen Embrittlement Resistance of High Strength Steels; BSI Standards Limited: London, UK, 2015. [Google Scholar]
- Wang, M.Q.; Akiyama, E.; Tsuzaki, K. Effect of hydrogen and stress concentration on the notch tensile strength of AISI 4135 steel. Mater. Sci. Eng. A 2005, 398, 37–46. [Google Scholar] [CrossRef]
- Hui, W.J.; Zhang, Y.J.; Zhao, X.L.; Zhou, C.; Wang, K.Z.; Sun, W. Very high cycle fatigue properties of Cr-Mo low alloy steel containing V-rich MC type carbides. Mater. Sci. Eng. A 2016, 651, 311–320. [Google Scholar] [CrossRef]
- Dini, G.; Ueji, R.; Najafizadeh, A.; Monir-Vaghefi, S.M. Flow stress analysis of TWIP steel via the XRD measurement of dislocation density. Mater. Sci. Eng. A 2010, 527, 2759–2763. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Schwedt, A.; Goravanchi, P.; Prahl, U.; Bleck, W. Qualification of the effect of transformation-induced geometrically necessary dislocations on the flow-curve modelling of dual-phase steels. Int. J. Plast. 2013, 43, 128–152. [Google Scholar] [CrossRef]
- Kimura, Y.; Sakai, Y.; Hara, T.; Belyakov, A.; Tsuzaki, K. Hydrogen induced delayed fracture of ultrafine grained 0.6% O steel with dispersed oxide particles. Scr. Mater. 2003, 49, 1111–1116. [Google Scholar] [CrossRef]
- Takai, K.; Watanuki, R. Hydrogen in trapping states innocuous to environmental degradation of high-strength steels. ISIJ Int. 2003, 43, 520–526. [Google Scholar] [CrossRef]
- Hui, W.J.; Xu, Z.B.; Zhang, Y.J.; Zhao, X.L.; Shao, C.W.; Weng, Y.Q. Hydrogen embrittlement behavior of high strength rail steels: A comparison between pearlitic and bainitic microstructures. Mater. Sci. Eng. A 2017, 704, 199–206. [Google Scholar] [CrossRef]
- Nakatani, Y.; Higashi, T.; Yamada, K. Effect of tempering treatment on hydrogen-induced cracking in high-strength steel. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 393–398. [Google Scholar] [CrossRef]
- Zhang, Y.J.; Zhou, C.; Hui, W.J.; Dong, H. Effect of C content on hydrogen induced delayed fracture behavior of Mn-B type steels. J. Iron Steel Res. 2014, 26, 49–55. [Google Scholar]
- Brandolt, C.S.; Goncalves, F.V.; Savaris, I.D.; Schroeder, R.M.; Malfatti, C.F. The influence of the tempering temperature on hydrogen embrittlement in carbonitrided modified SAE 10B22 steel. Mater. Corros. 2016, 67, 449–462. [Google Scholar] [CrossRef]
- Li, X.F.; Zhang, J.; Shen, S.C.; Wang, Y.F.; Song, X.L. Effect of tempering temperature and inclusions on hydrogen-assisted fracture behaviors of a low alloy steel. Mater. Sci. Eng. A 2017, 682, 359–369. [Google Scholar] [CrossRef]
- Villalobos, J.C.; Serna, S.A.; Campillo, B.; López-Martínez, E. Evaluation of mechanical properties of an experimental microalloyed steel subjected to tempering heat treatment and its effect on hydrogen embrittlement. Int. J. Hydrogen Energy 2017, 42, 689–698. [Google Scholar] [CrossRef]
- Han, S.Z.; Hui, W.J.; Liu, R.P.; Shao, C.W. Effect of tempering temperature on hydrogen-induced delayed fracture behavior of 30CrMnSiA steel. Trans. Mater. Heat Treat. 2014, 35, 114–119. [Google Scholar]
- Li, G.F.; Wu, R.G.; Lei, T.C. Carbide-matrix interface mechanism of stress corrosion cracking behavior of high-strength CrMo steels. Metall. Trans. A 1992, 23, 2879–2885. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Prevention of hydrogen embrittlement in steels. ISIJ Int. 2016, 56, 24–36. [Google Scholar] [CrossRef]
- Zhao, J.W.; Jiang, Z.Y.; Lee, C.S. Effects of tungsten on the hydrogen embrittlement behaviour of microalloyed steels. Corro. Sci. 2014, 82, 380–391. [Google Scholar] [CrossRef]
- Toji, Y.; Takagi, S.; Hasegawa, K.; Seto, K. Influence of low-temperature heat treatment after deformation on hydrogen entry into steel sheets. ISIJ Int. 2012, 52, 274–280. [Google Scholar] [CrossRef]
- Nagao, A.; Hayashi, K.; Oi, K.; Mitao, S. Effect of uniform distribution of fine cementite on hydrogen embrittlement of low carbon martensitic steel plates. ISIJ Int. 2012, 52, 213–221. [Google Scholar] [CrossRef]
- Zhao, X.L.; Zhang, Y.J.; Shao, C.W.; Hui, W.J.; Dong, H. Thermal stability of retained austenite and mechanical properties of medium-Mn steel during tempering treatment. J. Iron Steel Res. Int. 2017, 24, 830–837. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Condition | UTS (MPa) | YS (MPa) | TEL (%) | Mass Fraction of Carbide (%) | Dislocation Density (cm−2) |
|---|---|---|---|---|---|---|
| DQ | Quenched | 1475 | 1120 | 12.0 | 0.075 | 7.90 × 1011 |
| DQ-T100 | Quenched + 100 °C × 2 h | 1460 | 1165 | 12.5 | 0.082 | - |
| HS | Hot stamped | 1485 | 1170 | 12.0 | 0.103 | 1.13 × 1012 |
| HS-T200 | Hot stamped + 200 °C × 2 h | 1455 | 1205 | 12.5 | - | 9.87 × 1011 |
| Sample | UTS (MPa) | σN0 (MPa) | σNH (MPa) | HEI (%) |
|---|---|---|---|---|
| DQ | 1475 | 1817 | 1162 | 36.0 |
| DQ-T100 | 1460 | 1817 | 1237 | 31.9 |
| HS | 1485 | 1819 | 1343 | 26.2 |
| HS-T200 | 1455 | 1825 | 1383 | 24.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Hui, W.; Zhao, X.; Wang, C.; Dong, H. Effects of Hot Stamping and Tempering on Hydrogen Embrittlement of a Low-Carbon Boron-Alloyed Steel. Materials 2018, 11, 2507. https://doi.org/10.3390/ma11122507
Zhang Y, Hui W, Zhao X, Wang C, Dong H. Effects of Hot Stamping and Tempering on Hydrogen Embrittlement of a Low-Carbon Boron-Alloyed Steel. Materials. 2018; 11(12):2507. https://doi.org/10.3390/ma11122507
Chicago/Turabian StyleZhang, Yongjian, Weijun Hui, Xiaoli Zhao, Cunyu Wang, and Han Dong. 2018. "Effects of Hot Stamping and Tempering on Hydrogen Embrittlement of a Low-Carbon Boron-Alloyed Steel" Materials 11, no. 12: 2507. https://doi.org/10.3390/ma11122507
APA StyleZhang, Y., Hui, W., Zhao, X., Wang, C., & Dong, H. (2018). Effects of Hot Stamping and Tempering on Hydrogen Embrittlement of a Low-Carbon Boron-Alloyed Steel. Materials, 11(12), 2507. https://doi.org/10.3390/ma11122507