Low-Cycle Fatigue Behavior of 10CrNi3MoV High Strength Steel and Its Undermatched Welds




Abstract
:1. Introduction
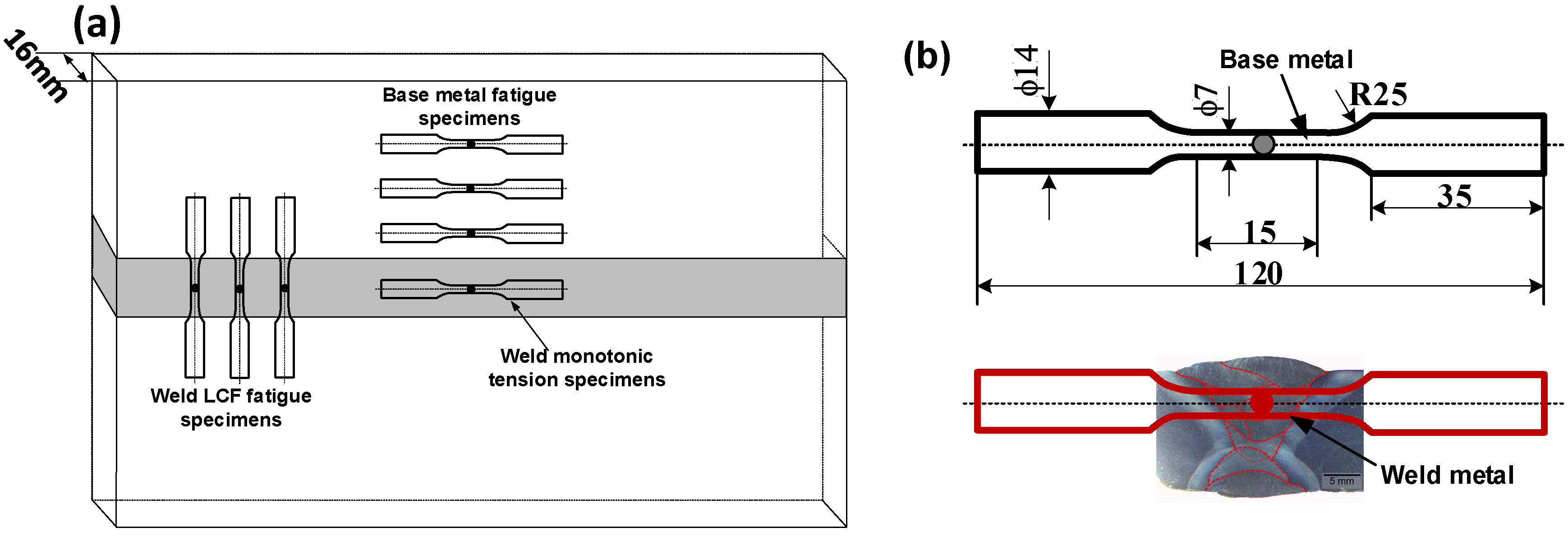
2. Experimental Procedure
3. Results
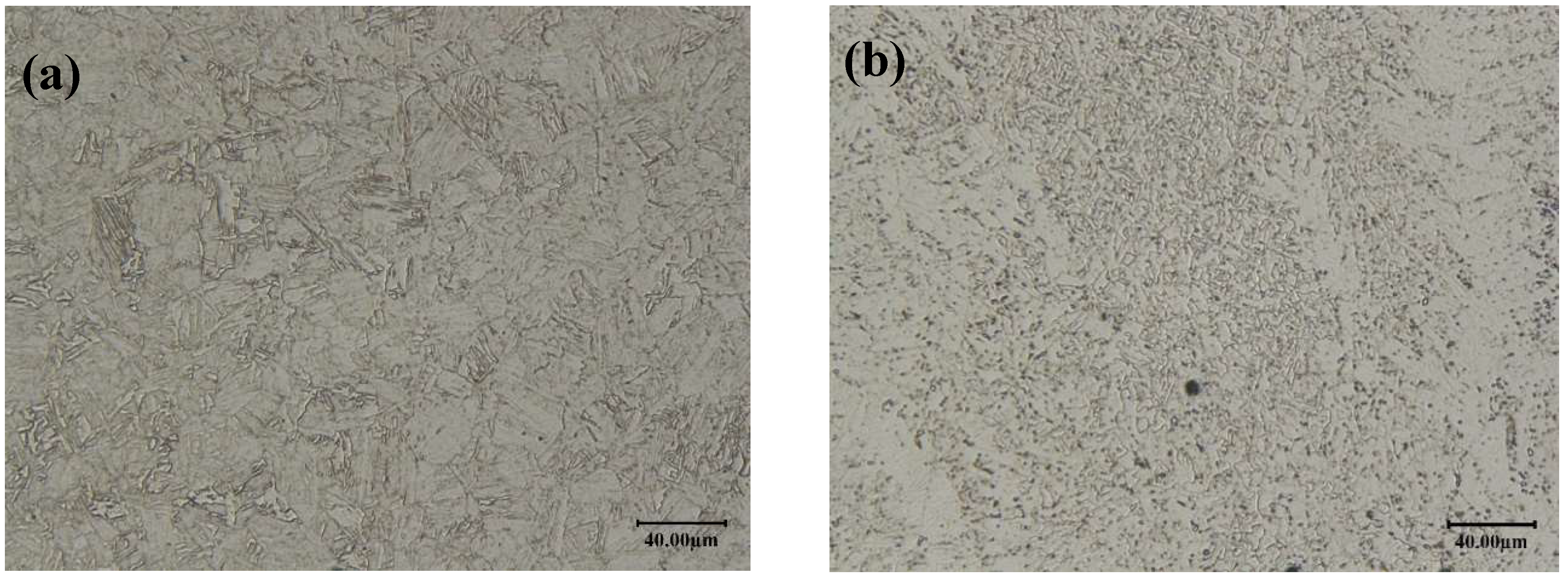
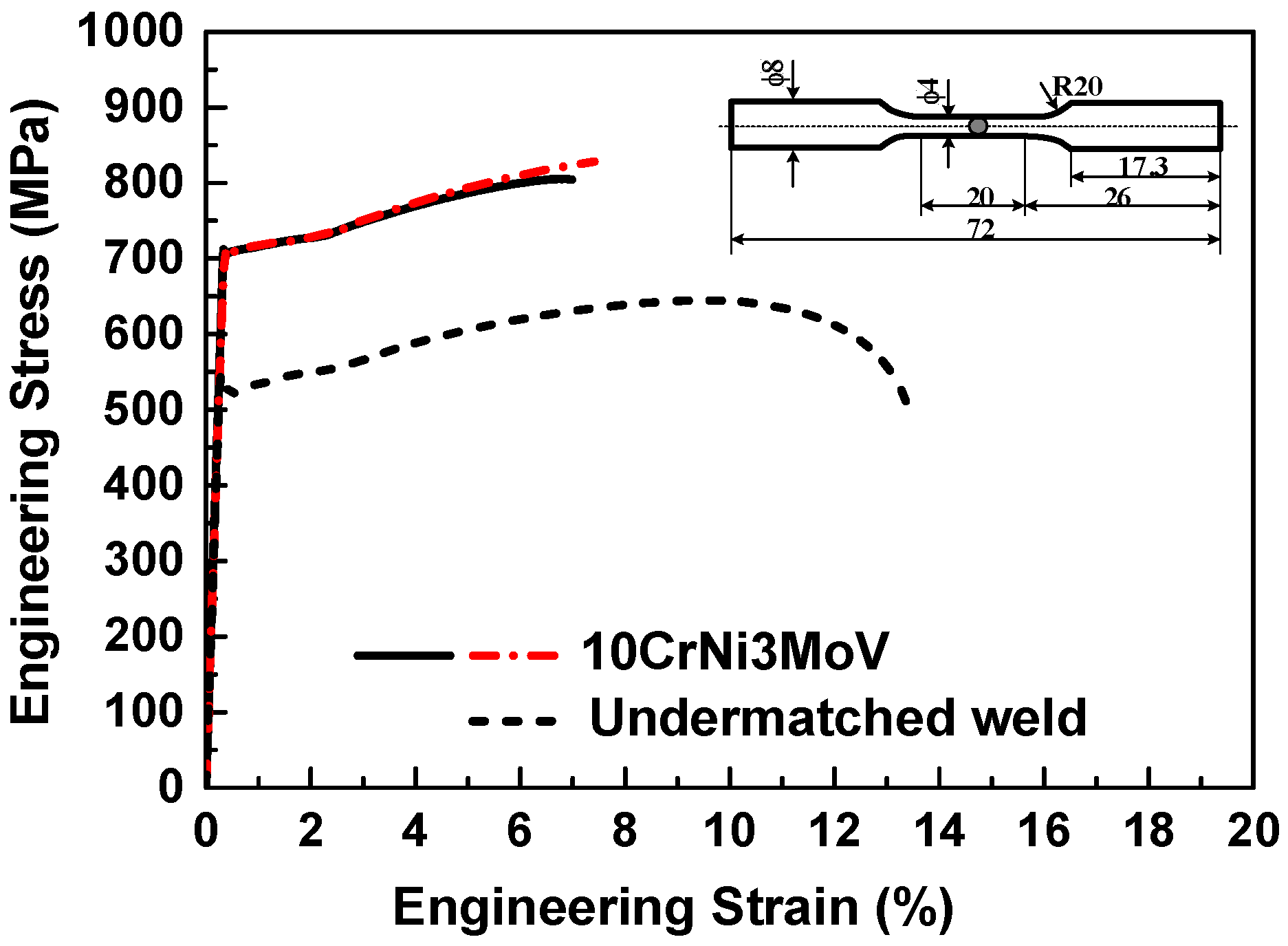
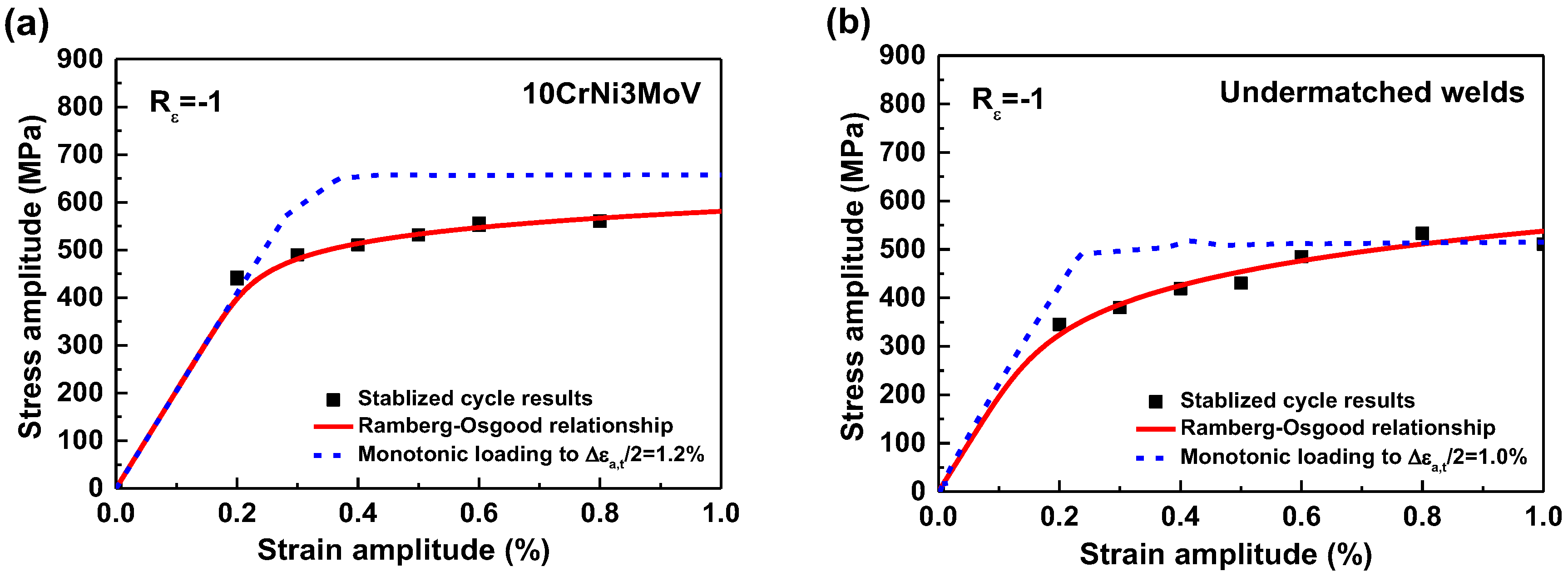
3.1. Monotonic Tensile Results and Micro-Hardness Analysis
3.2. Fatigue Tests Results
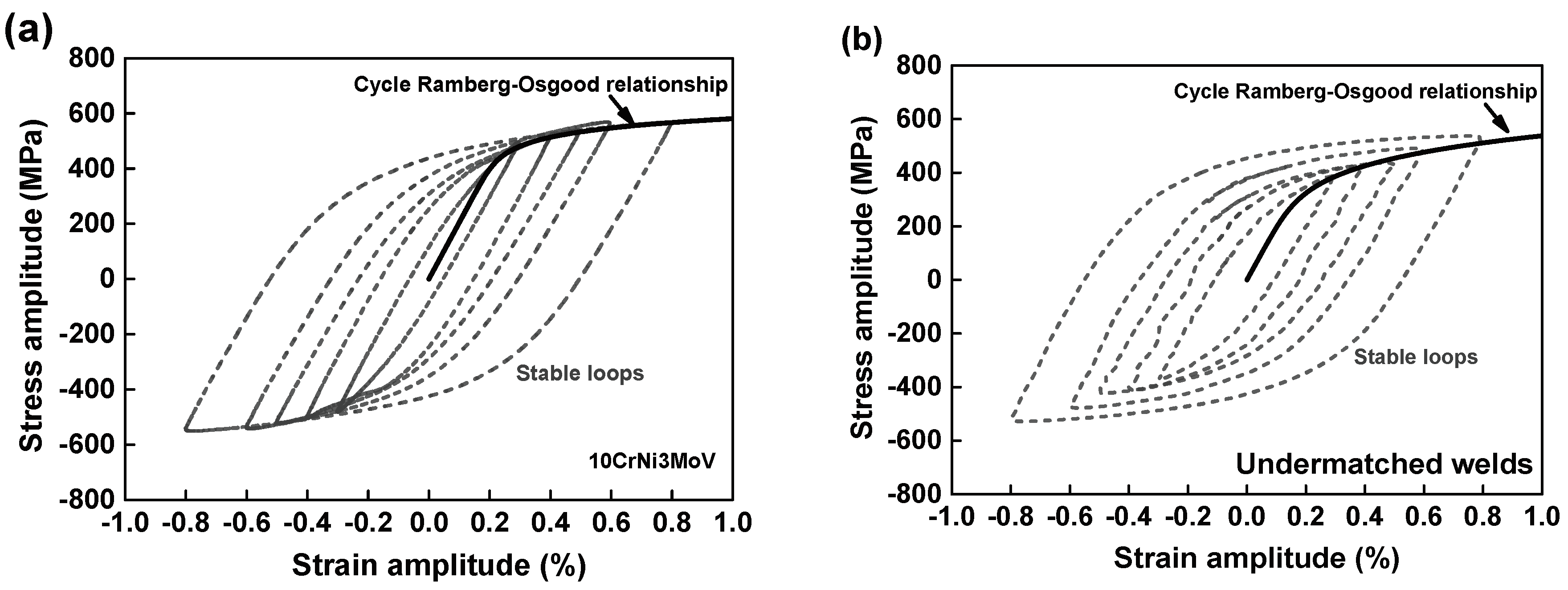
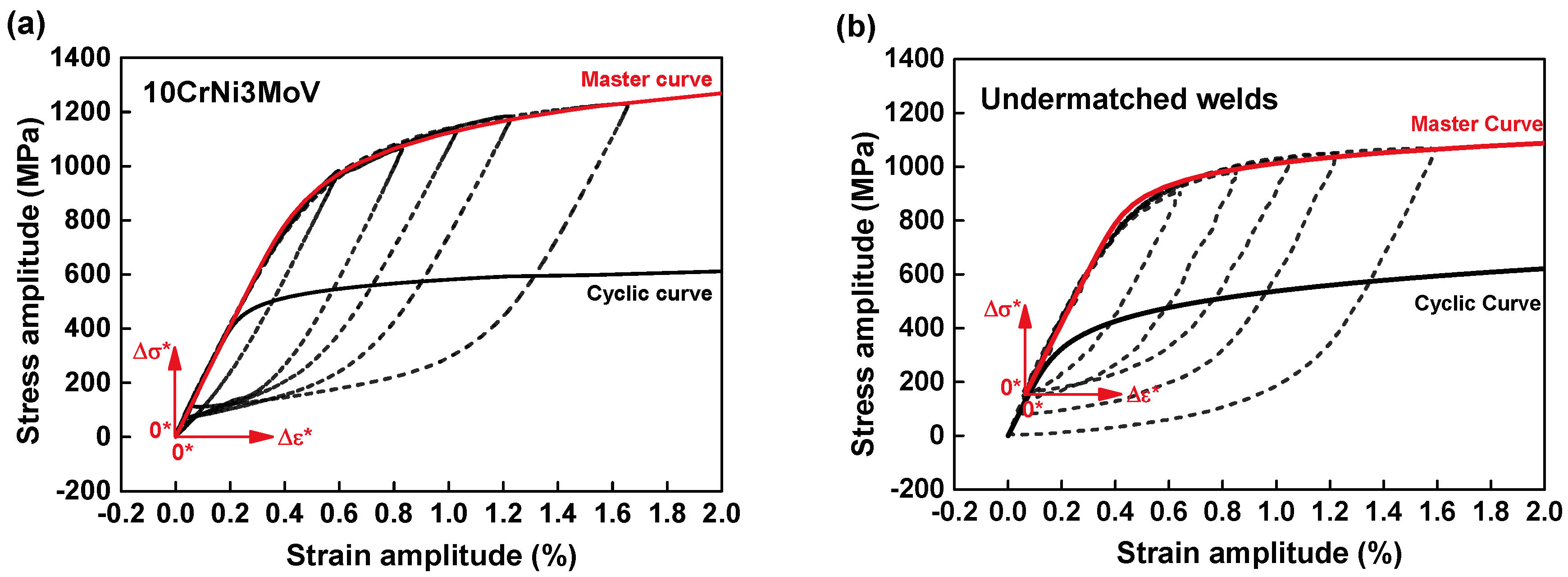
3.3. The Analysis of Hysteresis Loops
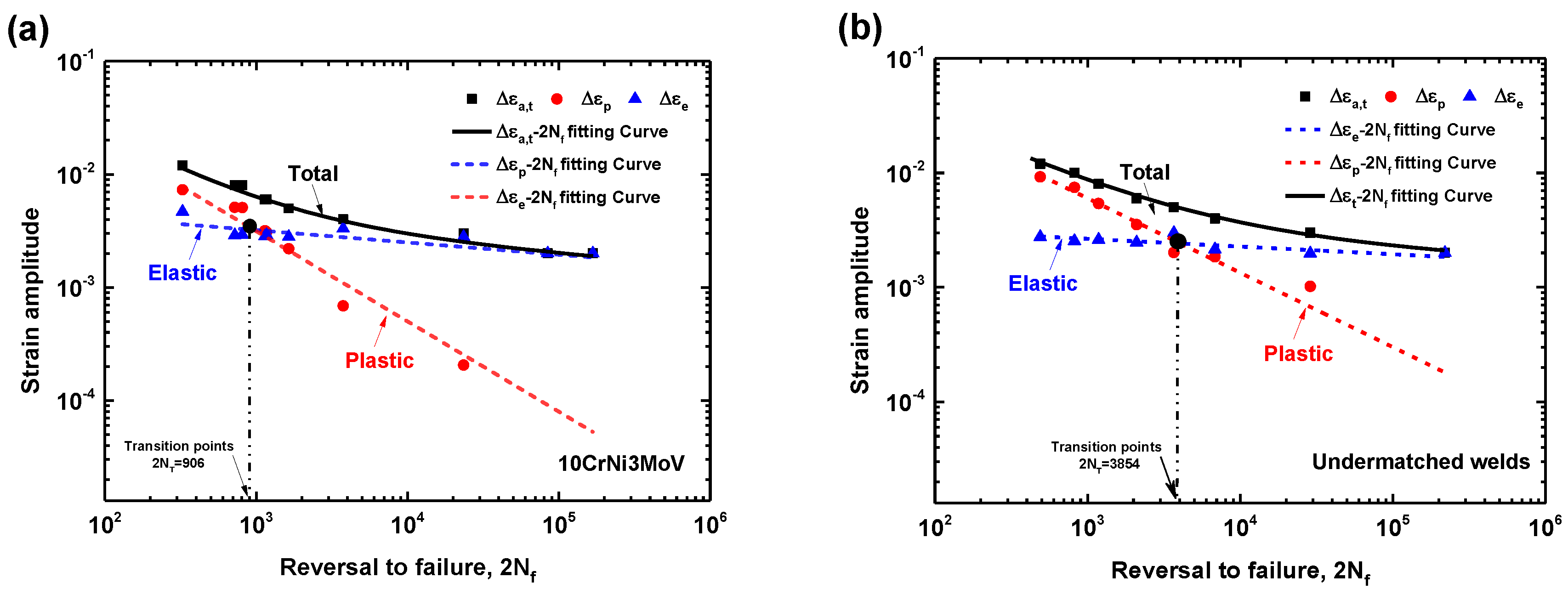
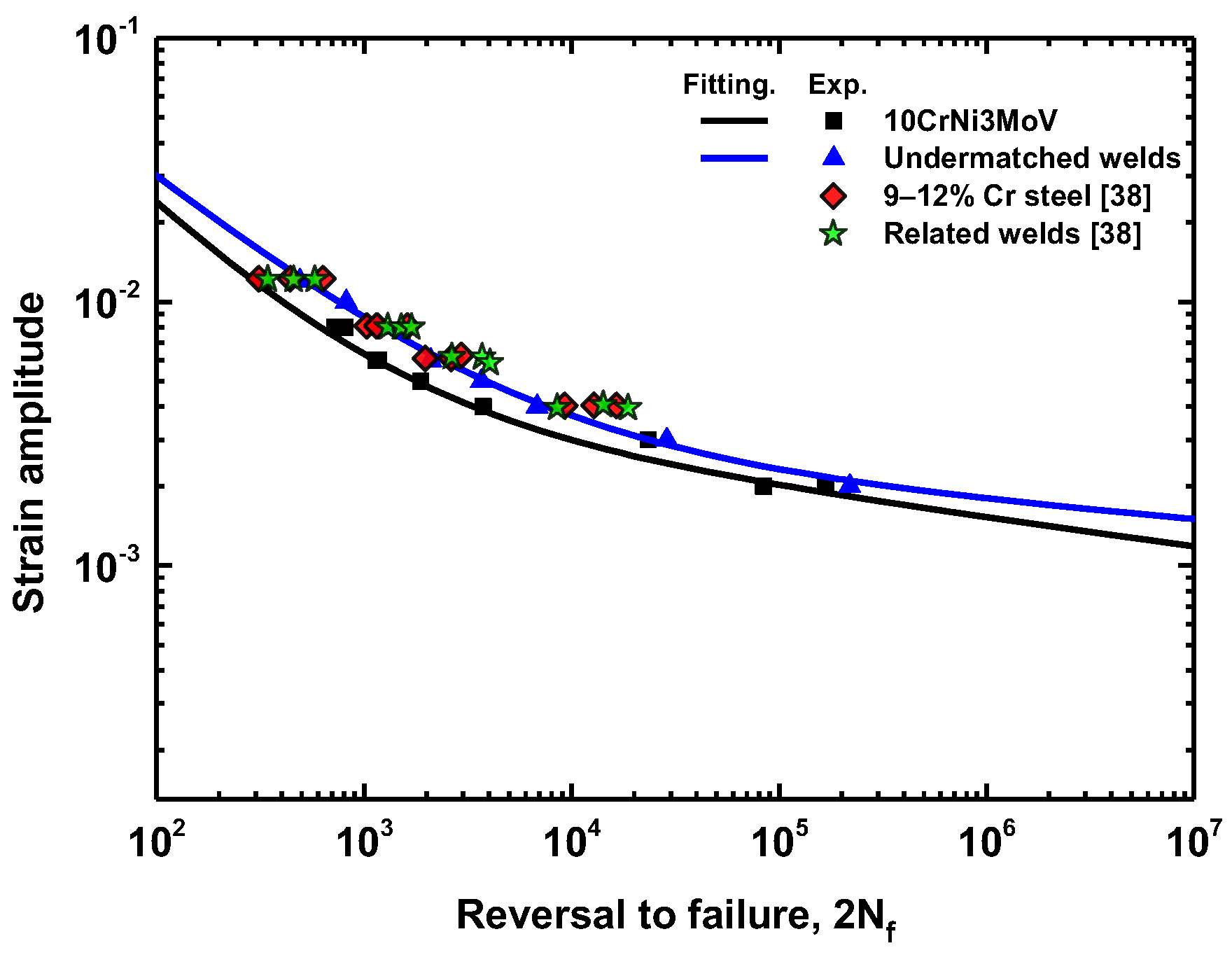
3.4. Low Cycle Fatigue Life
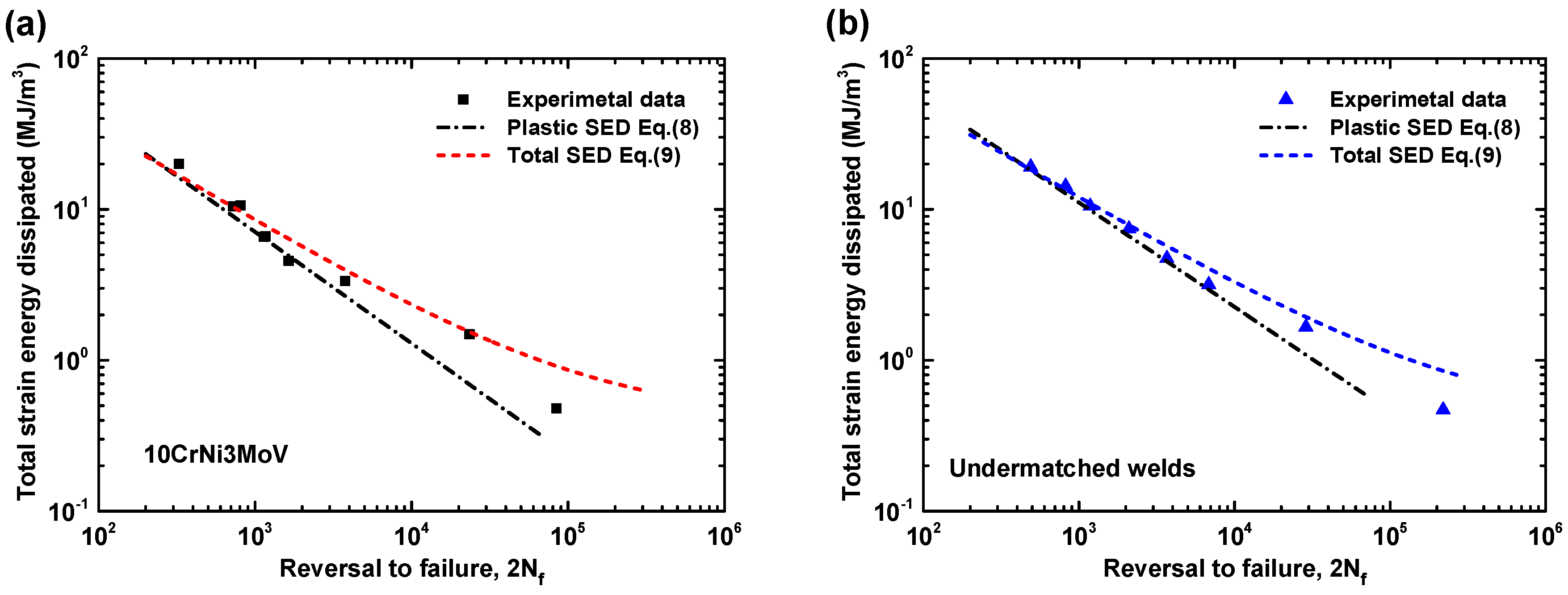
3.5. Energy-Life Relationships
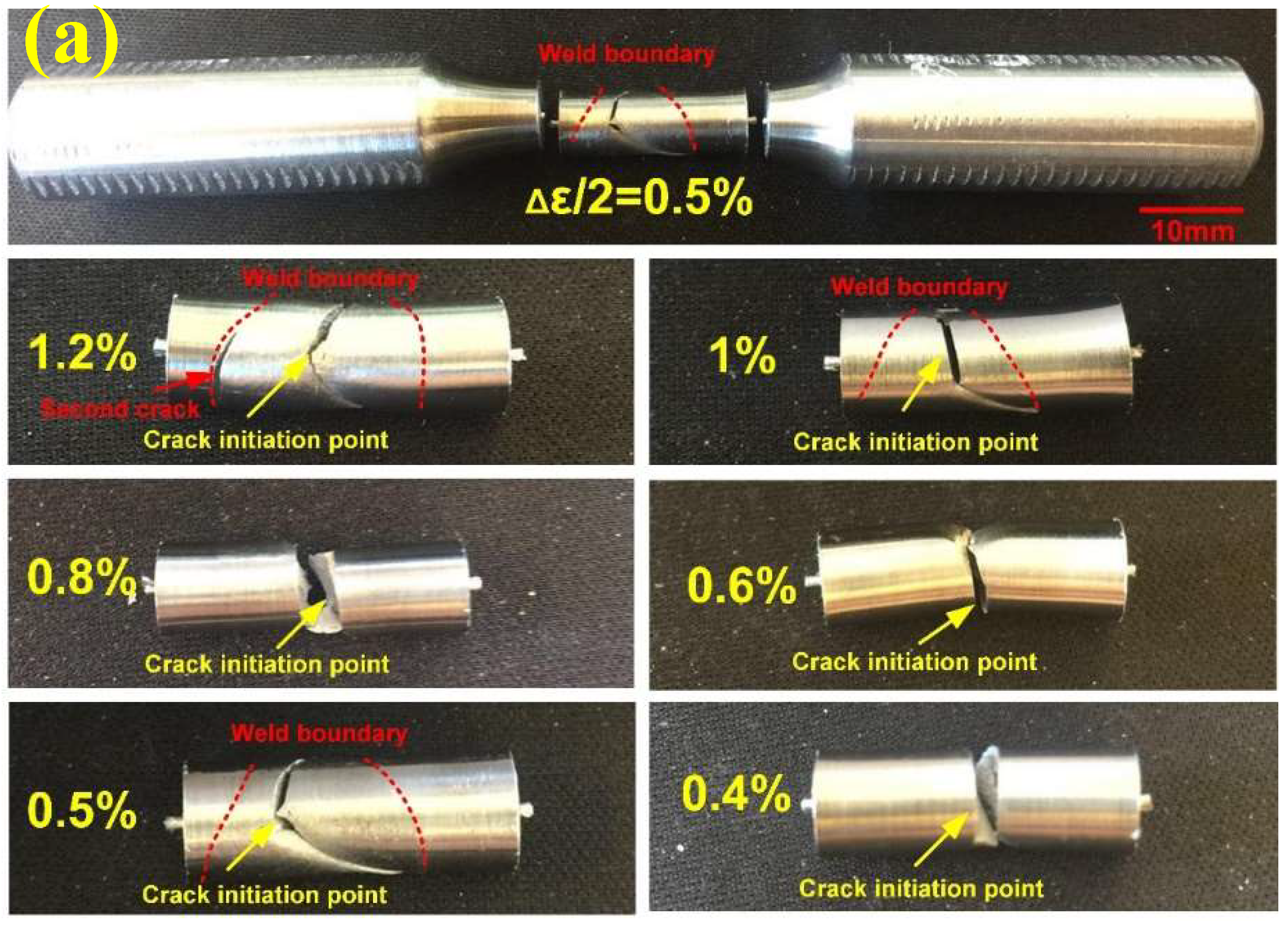
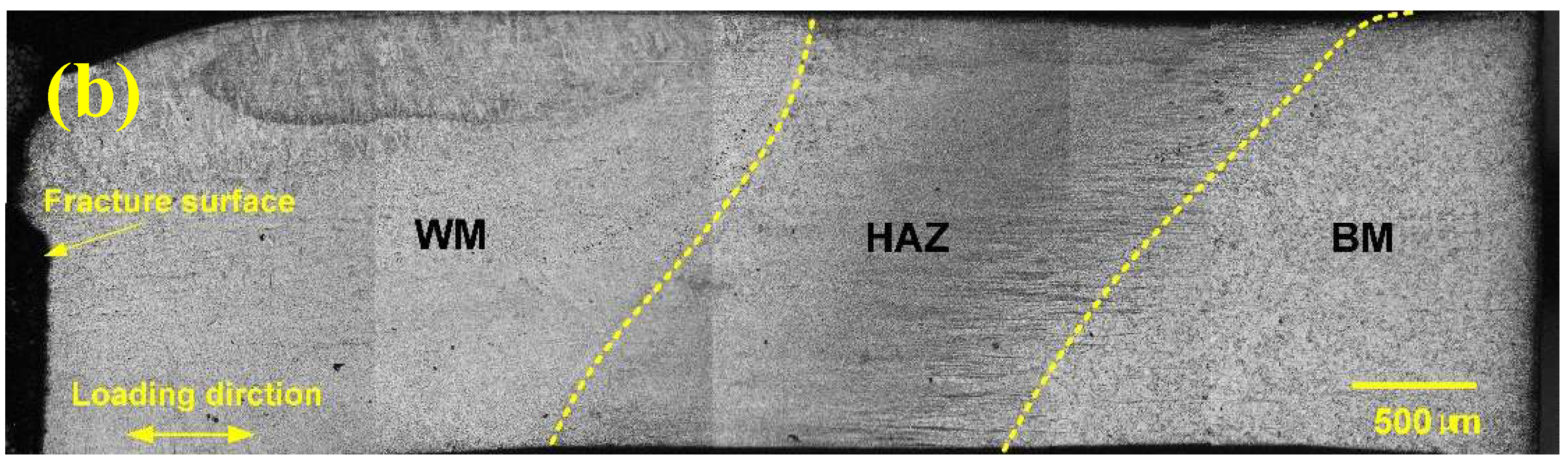
3.6. The Failure Location of Welded Joints
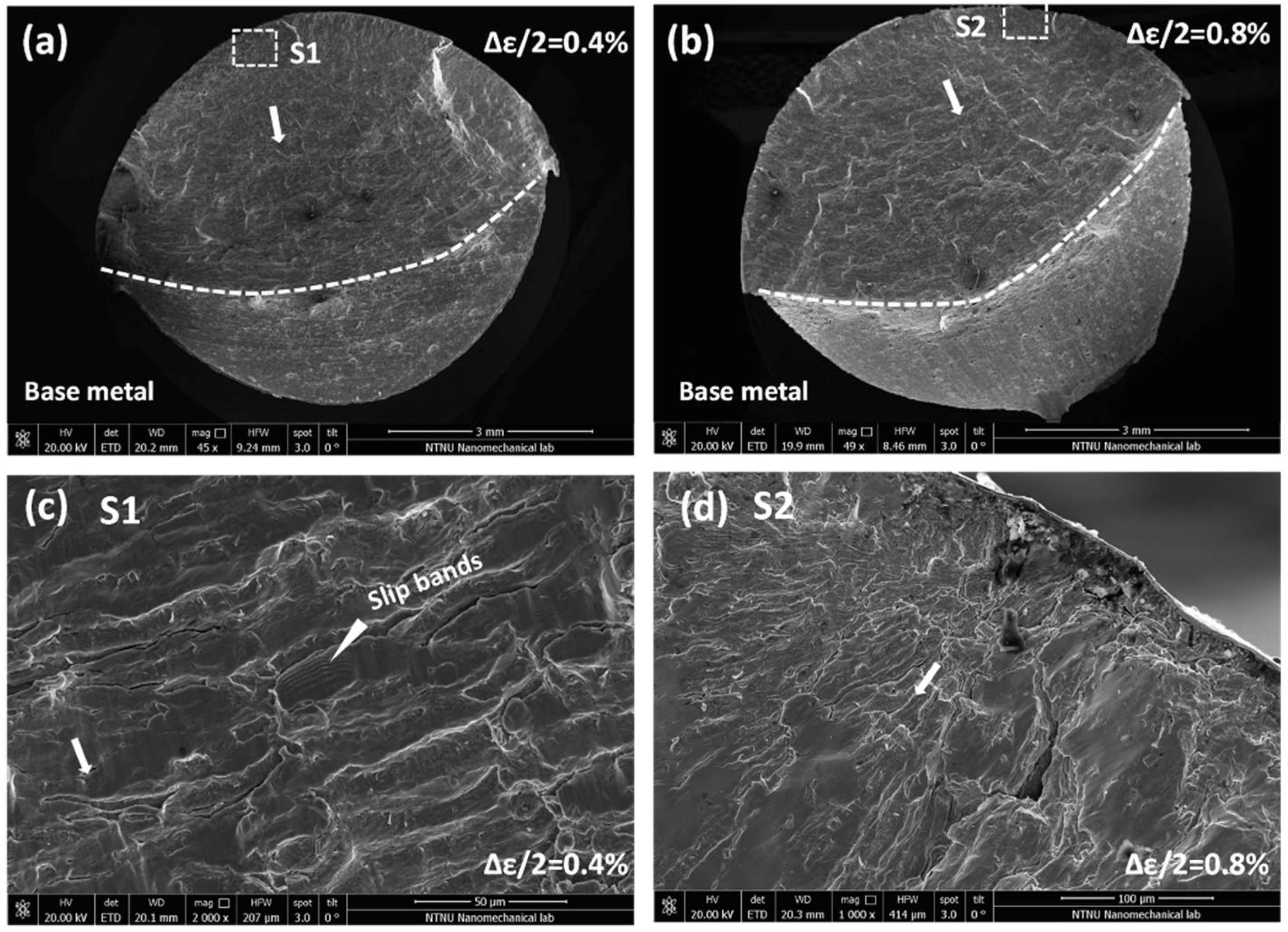
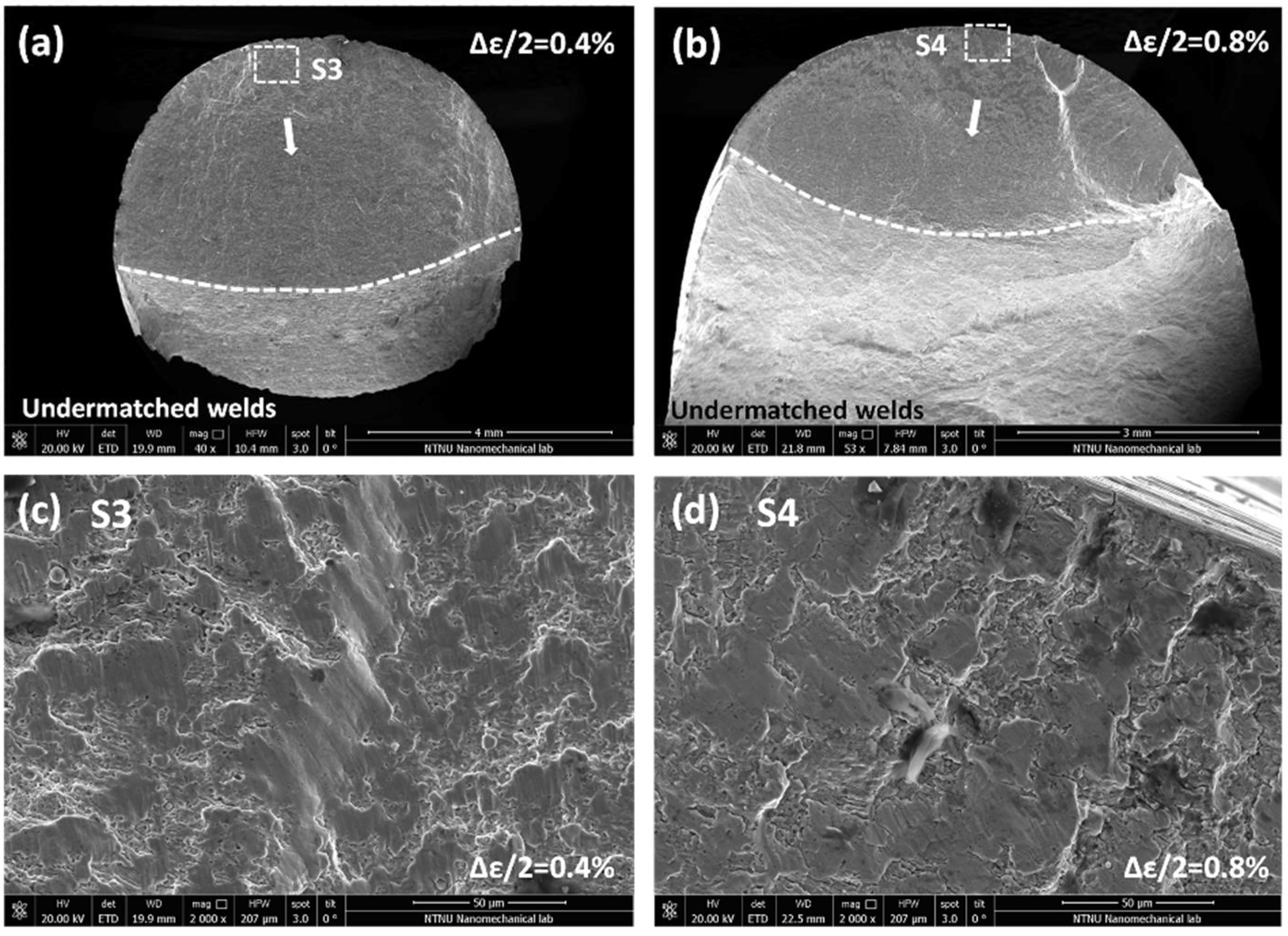
3.7. The Fatigue Fracture Morphology
4. Conclusions
- (1)
- The cyclic strength mismatch ratio showed some discrepancy with the mismatch ratio under monotonic loading for these materials.
- (2)
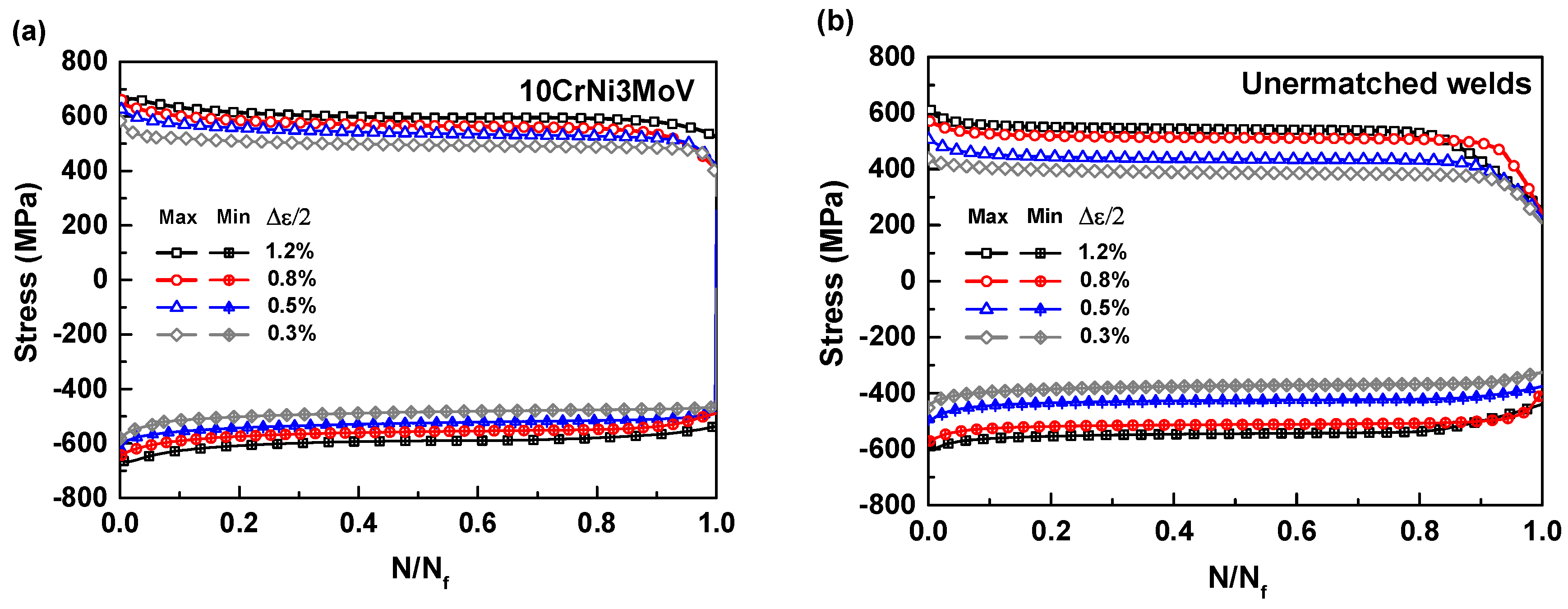
- A gradual cyclic softening behavior under different strain amplitudes was observed for the two materials. Moreover, the soften behavior mainly appeared in the beginning cyclic stage, which took nearly 5–15% of fatigue life ratio.
- (3)
- The fatigue results show low strength weld metal exhibit a higher fatigue resistance than 10CrNi3MoV steel for all the range of total strain amplitudes, it illustrates that the enhancement of material strength cannot guarantee the proper improvement of fatigue properties.
- (4)
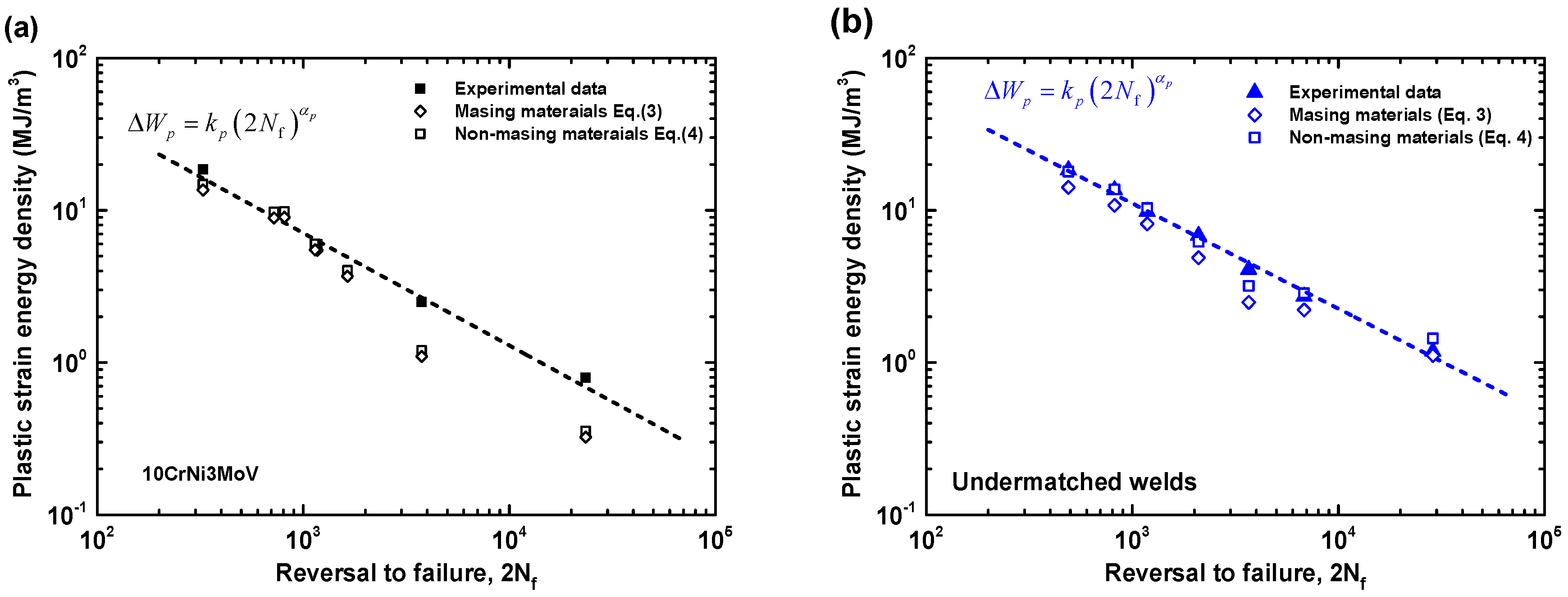
- According to the hysteresis loops under different strain amplitudes, 10CrNi3MoV high strength steel demonstrated almost ideal Masing-type behavior, whereas the undermatched weld metal exhibited non-Masing-type behavior.
- (5)
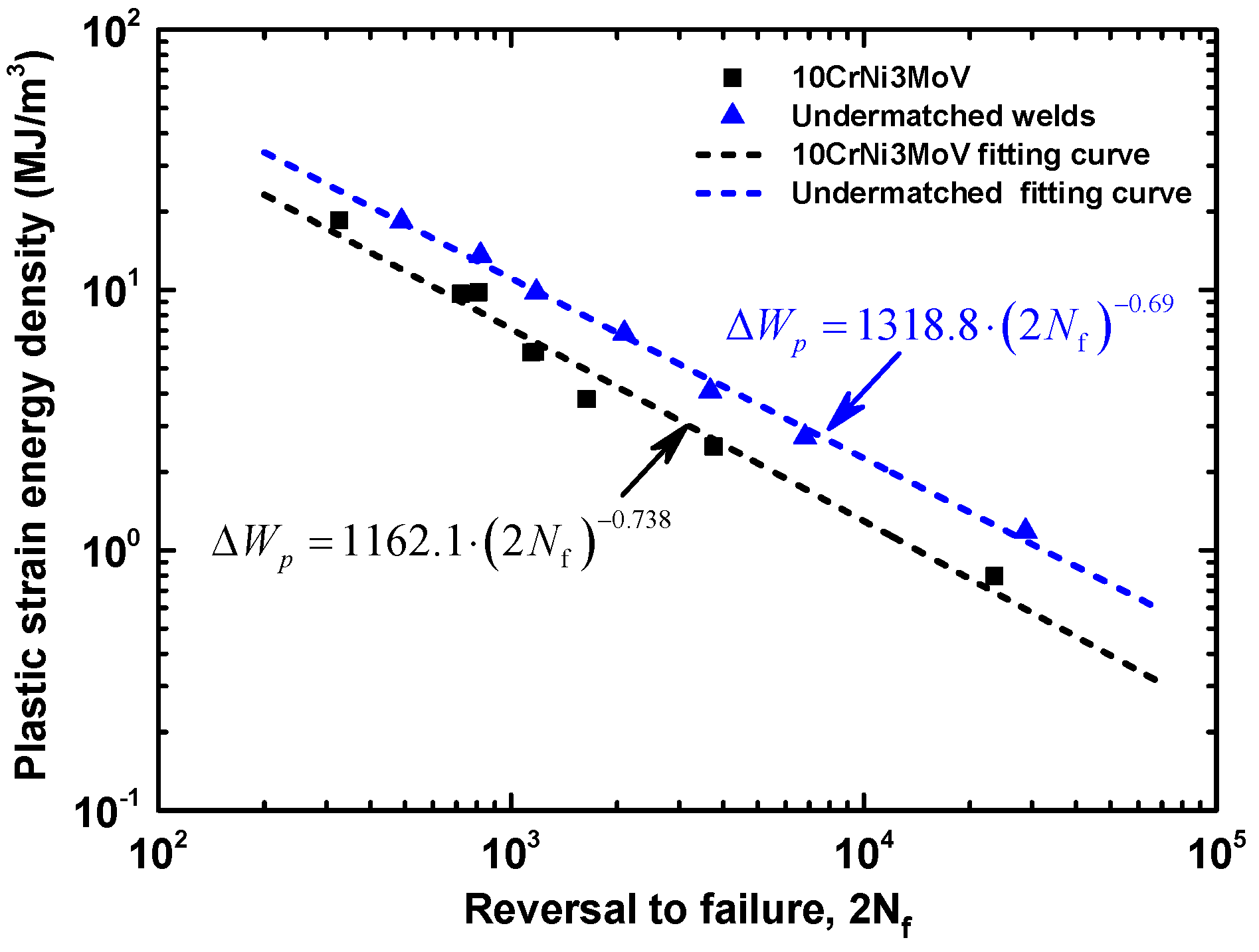
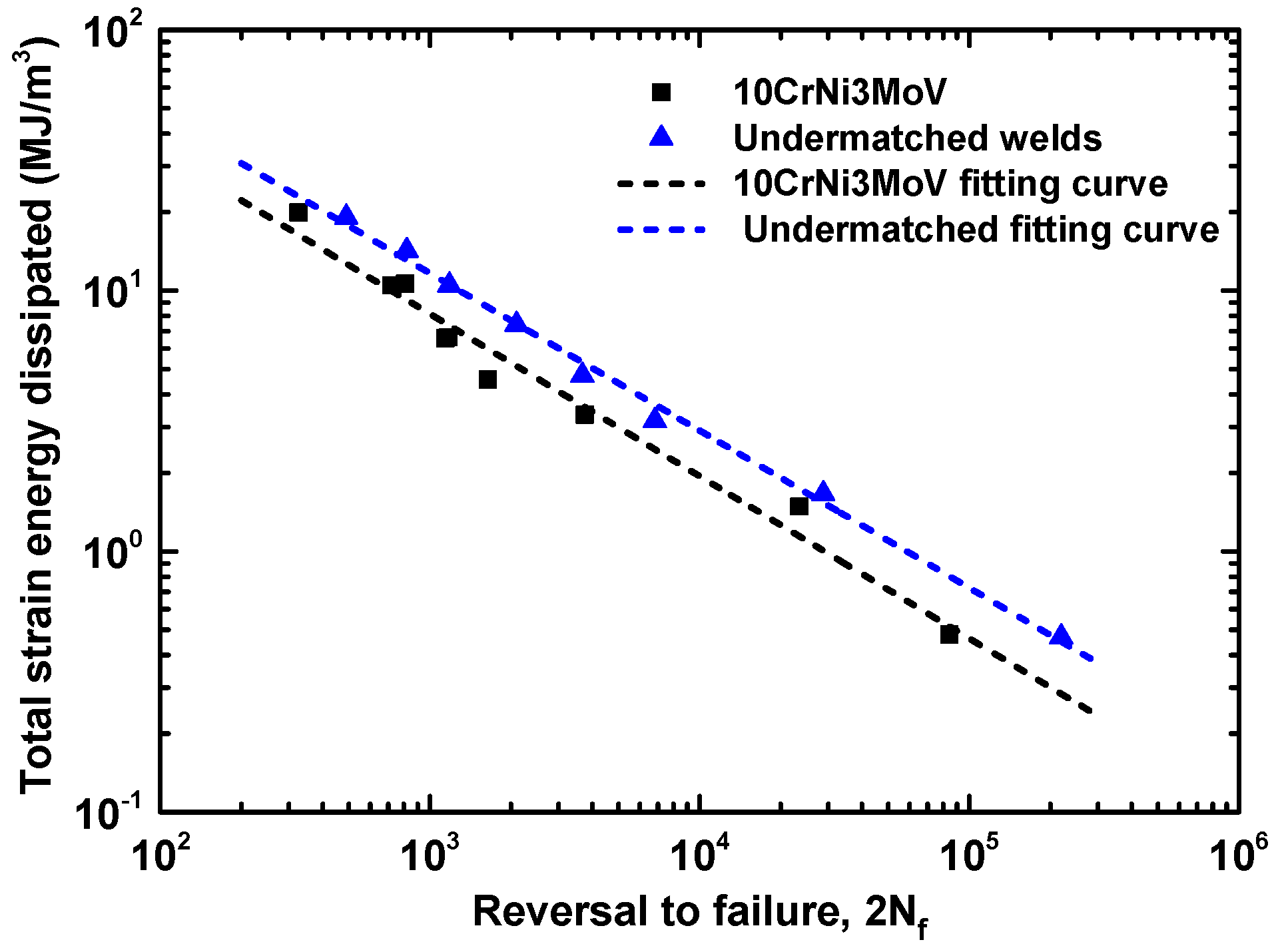
- The relationship between plastic strain energy density at half-life cycle against the number of reversals to failure is fitted satisfactorily by the power-low equation. The total strain energy density is an adequate parameter for both high- and low-cycle fatigue regimes.
- (6)
- The fatigue assessment for these two materials based on the plastic and total strain energy density all shows that the undermatched weld metal has better fatigue resistance than base metal.
Author Contributions
Conflicts of Interest
References
- Krolczyk, G.M.; Krolczyk, J.B.; Maruda, R.W.; Legutko, S.; Tomaszewski, M. Metrological changes in surface morphology of high-strength steels in manufacturing processes. Measurements 2016, 88, 176–185. [Google Scholar] [CrossRef]
- Akyel, A.; Kolstein, M.H.; Bijlaard, F.S.K. Fatigue strength of repaired cracks in base material of high strength steels. J. Constr. Steel Res. 2017, 139, 374–384. [Google Scholar] [CrossRef]
- Zhao, Z.; Yang, J.; Liu, X.; Fang, H. Mechanical and fatigue properties of undermatching butt joints of 10CrNi3MoV steel. Hanjie Xuebao/Trans. China Weld. Inst. 2010, 31, 89–92. [Google Scholar]
- Peng, K.; Yang, C.; Fan, C.; Lin, S. Thermal processes, microstructure, and mechanical properties near weld toe in double-sided double gas tungsten arc backing welding joint of 10CrNi3MoV steel. Int. J. Adv. Manuf. Technol. 2018, 96, 677–684. [Google Scholar] [CrossRef]
- Peng, K.; Yang, C.; Fan, C.; Lin, S. Microstructure and mechanical properties of simulated unaltered coarse grained heat affected zones of 10CrNi3MoV steel by double-sided double arc welding. J. Mater. Process. Technol. 2018, 251, 225–231. [Google Scholar] [CrossRef]
- Peng, K.; Yang, C.; Lin, S.; Fan, C.; Han, Y.; Wu, M. Thermal cycles and its effect on HAZ microstructure and mechanical properties of 10CrNi3MoV steel in double-sided double arc welding. Int. J. Adv. Manuf. Technol. 2017, 93, 967–974. [Google Scholar] [CrossRef]
- Xie, X.; Yi, H.; Xu, J.; Xie, K. The research of axial corrosion fatigue on 10CrNi3MoV steel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 213, 012183. [Google Scholar] [CrossRef]
- Dong, F.; Hu, Y.; Zhao, X.; Wang, Z. Effect of hydrostatic pressure on corrosion behavior of 10CrNi3MoV steel. J. Chin. Soc. Corros. Prot. 2017, 37, 183–188. [Google Scholar]
- Beretta, S.; Bernasconi, A.; Carboni, M. Fatigue assessment of root failures in HSLA steel welded joints: A comparison among local approaches. Int. J. Fatigue 2009, 31, 102–110. [Google Scholar] [CrossRef]
- Karakas, O.; Tuzun, N. Evaluation of fatigue behaviour of magnesium welded joints using energy methods according to neuber’s method. J. Achiev. Mater. Manuf. Eng. 2015, 73, 100–105. [Google Scholar]
- Karakaş, Ö.; Zhang, G.; Sonsino, C.M. Critical distance approach for the fatigue strength assessment of magnesium welded joints in contrast to neuber’s effective stress method. Int. J. Fatigue 2018, 112, 21–35. [Google Scholar] [CrossRef]
- Karakaş, Ö. Application of neuber’s effective stress method for the evaluation of the fatigue behaviour of magnesium welds. Int. J. Fatigue 2017, 101, 115–126. [Google Scholar] [CrossRef]
- Song, W.; Liu, X.; Berto, F.; Wang, P.; Xu, J.; Fang, H. Strain energy density-based fatigue cracking assessment of load-carrying cruciform welded joints. Theor. Appl. Fract. Mech. 2017, 90, 142–153. [Google Scholar] [CrossRef]
- Song, W.; Liu, X.; Berto, F.; Wang, P.; Fang, H. Fatigue failure transition analysis in load-carrying cruciform welded joints based on strain energy density approach. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1164–1177. [Google Scholar] [CrossRef]
- Miki, C.; Homma, K.; Tominaga, T. High strength and high performances steels and their use in bridge structures. J. Constr. Steel Res. 2002, 58, 3–20. [Google Scholar] [CrossRef]
- Kannan, R.; Srinivasan, V.S.; Valsan, M.; Bhanu Sankara Rao, K. High temperature low cycle fatigue behaviour of P92 tungsten added 9Cr steel. Trans. Indian Inst. Met. 2010, 63, 571–574. [Google Scholar] [CrossRef]
- Giroux, P.F.; Dalle, F.; Sauzay, M.; Caës, C.; Fournier, B.; Morgeneyer, T.; Gourgues-Lorenzon, A.F. Influence of strain rate on P92 microstructural stability during fatigue tests at high temperature. Procedia Eng. 2010, 2, 2141–2150. [Google Scholar] [CrossRef]
- Park, J.S.; Kim, S.J.; Lee, C.S. Effect of W addition on the low cycle fatigue behavior of high Cr ferritic steels. Mater. Sci. Eng. A 2001, 298, 127–136. [Google Scholar] [CrossRef]
- Veerababu, J.; Goyal, S.; Sandhya, R.; Laha, K. Low cycle fatigue behaviour of Grade 92 steel weld joints. Int. J. Fatigue 2017, 105, 60–70. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.M.; Antunes, F.V.; Perdigão, S. Monotonic and cyclic behavior of din 34CrNiMo6 tempered alloy steel. Metals 2016, 6, 98. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.; Antunes, F.V. Low-cycle fatigue behaviour of 34CrNiMo6 high strength steel. Theor. Appl. Fract. Mech. 2012, 58, 28–34. [Google Scholar] [CrossRef]
- De Jesus, A.M.P.; Matos, R.; Fontoura, B.F.C.; Rebelo, C.; Simões Da Silva, L.; Veljkovic, M. A comparison of the fatigue behavior between S355 and S690 steel grades. J. Constr. Steel Res. 2012, 79, 140–150. [Google Scholar] [CrossRef]
- Westerbaan, D.; Parkes, D.; Nayak, S.S.; Chen, D.L.; Biro, E.; Goodwin, F.; Zhou, Y. Effects of concavity on tensile and fatigue properties in fibre laser welding of automotive steels. Sci. Technol. Weld. Join. 2014, 19, 60–68. [Google Scholar] [CrossRef]
- Xu, W.; Westerbaan, D.; Nayak, S.S.; Chen, D.L.; Goodwin, F.; Zhou, Y. Tensile and fatigue properties of fiber laser welded high strength low alloy and DP980 dual-phase steel joints. Mater. Des. 2013, 43, 373–383. [Google Scholar] [CrossRef]
- Sowards, J.W.; Pfeif, E.A.; Connolly, M.J.; McColskey, J.D.; Miller, S.L.; Simonds, B.J.; Fekete, J.R. Low-cycle fatigue behavior of fiber-laser welded, corrosion-resistant, high-strength low alloy sheet steel. Mater. Des. 2017, 121, 393–405. [Google Scholar] [CrossRef]
- Tateishi, K.; Hanji, T.; Minami, K. A prediction model for extremely low cycle fatigue strength of structural steel. Int. J. Fatigue 2007, 29, 887–896. [Google Scholar] [CrossRef]
- Benham, P.P.; Ford, H. Low endurance fatigue of a mild steel and an aluminum alloy. J. Mech. Eng. Sci. 1961, 3, 119–132. [Google Scholar] [CrossRef]
- Moyer, E.T., Jr.; Sih, G.C. Fatigue analysis of an edge crack specimen: Hysteresis strain energy density. Eng. Fract. Mech. 1984, 19, 643–652. [Google Scholar] [CrossRef]
- Skibicki, D.; Pejkowski, Ł. Low-cycle multiaxial fatigue behaviour and fatigue life prediction for CuZn37 brass using the stress-strain models. Int. J. Fatigue 2017, 102, 18–36. [Google Scholar] [CrossRef]
- Sarkar, P.P.; De, P.S.; Dhua, S.K.; Chakraborti, P.C. Strain energy-based low cycle fatigue damage analysis in a plain C-Mn rail steel. Mater. Sci. Eng. A 2017, 707, 125–135. [Google Scholar] [CrossRef]
- ASTM International. E606-92: Standard recommended practice for constant-amplitude low-cycle fatigue testing. In Annual Book of ASTM Standards; ASTM International: Philadelphia, PA, USA, 1994; pp. 522–536. [Google Scholar]
- Smith, R.W.; Hirschberg, M.H.; Manson, S.S. Fatigue Behavior of Materials under Strain Cycling in Low and Intermediate Life Range; Technical Note D-1574; National Aeronautics and Space Administration (NASA): Washington, DC, USA, 1963.
- Lefebvre, D.; Ellyin, F. Cyclic response and inelastic strain energy in low cycle fatigue. Int. J. Fatigue 1984, 6, 9–15. [Google Scholar] [CrossRef]
- Morrow, J.D. Cyclic plastic strain energy and fatigue of metals. In Internal Friction, Damping, and Cyclic Plasticity; ASTM International: Philadelphia, PA, USA, 1965; Volume 378, pp. 45–87. [Google Scholar]
- Basquin, O.H. The exponential law of endurance tests. Proc. ASTM 1910, 10, 625–630. [Google Scholar]
- Manson, S.S. Behavior of Materials under Conditions of Thermal Stress; National Aeronautics and Space Administration (NASA): Washington, DC, USA, 1954.
- Coffin, L.F. A study of the effects of cyclic thermal stresses on a ductile metal. Trans. ASME 1954, 76, 931–950. [Google Scholar]
- Zhang, Q.; Zhang, J.; Zhao, P.; Huang, Y.; Yu, Z.; Fang, X. Low-cycle fatigue behaviors of a new type of 10% cr martensitic steel and welded joint with ni-based weld metal. Int. J. Fatigue 2016, 88, 78–87. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C (%) | Si (%) | Mn (%) | Cr (%) | Mo (%) | Ni (%) | Cu (%) | V (%) | S (%) | P (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| 10CrNi3MoV | 0.09 | 0.29 | 0.48 | 0.94 | 0.4 | 2.88 | - | 0.06 | 0.005 | 0.011 |
| U-Welds | 0.027 | 0.243 | 1.3 | 0.051 | - | 1.09 | 0.05 | - | 0.0073 | 0.011 |
| Current | Voltage | Welding Speed | Electrode Diameter | Shielding Gas 80%Ar-20%CO2 | Heat Input | Interpass Temperature |
|---|---|---|---|---|---|---|
| (A) | (V) | (mm/s) | (mm) | (L/min) | (KJ/mm) | (°C) |
| 140–190 | 24–28 | 4.5–5.3 | 1.2 | 20 | 0.7–0.85 | <80 |
| Steel | Yield Strength (MPa) | Tensile Strength (MPa) | Young’s Modulus (GPa) | Poisson’s Ratio | Kv (J) −20 °C |
|---|---|---|---|---|---|
| 10CrNi3MoV | 693 | 741 | 205 | 0.3 | 280 |
| U-Welds | 498 | 559 | 195 | 0.3 | 260 |
| Specimens Reference | Total Strain Amplitude, Δε/2 (%) | Elastic Strain Amplitude, Δεe/2 (%) | Plastic Strain Amplitude, Δεp/2 (%) | Stress Amplitude, Δσ/2 (MPa) | Plastic Strain Energy Density ΔWp (MJ/m3) | Total Strain Energy Density ΔWT (MJ/m3) | Number of Cycle to Failure, Nf |
|---|---|---|---|---|---|---|---|
| BM1 | 1.2 | 0.469 | 0.731 | 595 | 18.546 | 19.940 | 163 |
| BM2 | 0.8 | 0.296 | 0.504 | 566 | 9.667 | 10.487 | 361 |
| BM3 | 0.8 | 0.290 | 0.510 | 565 | 9.799 | 10.618 | 405 |
| BM4 | 0.6 | 0.291 | 0.309 | 567 | 5.787 | 6.613 | 585 |
| BM5 | 0.6 | 0.286 | 0.314 | 561 | 5.759 | 6.561 | 571 |
| BM6 | 0.5 | 0.280 | 0.220 | 537 | 3.812 | 4.564 | 820 |
| BM7 | 0.4 | 0.331 | 0.069 | 510 | 2.500 | 3.345 | 1878 |
| BM8 | 0.3 | 0.280 | 0.021 | 495 | 0.795 | 1.487 | 11,737 |
| BM9 | 0.2 | 0.200 | - | 480 | 0 | 0.480 | 42,146 |
| WM1 | 1.2 | 0.276 | 0.924 | 542 | 18.377 | 19.125 | 245 |
| WM2 | 1 | 0.254 | 0.746 | 511 | 13.593 | 14.242 | 410 |
| WM3 | 0.8 | 0.261 | 0.539 | 535 | 9.801 | 10.499 | 590 |
| WM4 | 0.6 | 0.247 | 0.353 | 489 | 6.807 | 7.410 | 1048 |
| WM5 | 0.5 | 0.298 | 0.202 | 435 | 4.084 | 4.733 | 1838 |
| WM6 | 0.4 | 0.215 | 0.185 | 424 | 2.719 | 3.175 | 3412 |
| WM7 | 0.3 | 0.198 | 0.102 | 386 | 1.181 | 1.662 | 14,389 |
| WM8 | 0.21 | 0.2 | - | 370 | 0 | 0.470 | 109,640 |
| Mechanical Properties | 10CrNi3MoV | Undermatched Welds |
|---|---|---|
| Young’s modulus (GPa) | 205 | 195 |
| Cyclic hardening coefficient, K′ (MPa) | 857.16 | 1251.8 |
| Cyclic hardening exponent, n′ | 0.079 | 0.172 |
| Master curve hardening coefficient, K* (MPa) | 1113 | 685.99 |
| Master curve hardening exponent, n* | 0.112 | 0.079 |
| Mechanical Properties | 10CrNi3MoV | Undermatched Welds |
|---|---|---|
| Fatigue strength coefficient, | 1386.4 | 896.9 |
| Fatigue strength exponent, b | −0.108 | −0.067 |
| Fatigue ductility coefficient, | 0.779 | 0.5351 |
| Fatigue ductility exponent, c | −0.798 | −0.65 |
| Specimens Reference | Total Strain Amplitude, Δε/2 (%) | Plastic Strain Energy Density ΔWp (MJ/m3) from Experiments | Plastic Strain Energy Density ΔWp (MJ/m3) from Equation (3) | Plastic Strain Energy Density ΔWp (MJ/m3) from Equation (4) |
|---|---|---|---|---|
| BM1 | 1.2 | 18.546 | 14.850 | 13.599 |
| BM2 | 0.8 | 9.667 | 9.740 | 8.909 |
| BM3 | 0.8 | 9.799 | 9.838 | 8.999 |
| BM4 | 0.6 | 5.787 | 5.982 | 5.472 |
| BM5 | 0.6 | 5.759 | 6.014 | 5.500 |
| BM6 | 0.5 | 3.812 | 4.034 | 3.685 |
| BM7 | 0.4 | 2.500 | 1.201 | 1.096 |
| BM8 | 0.3 | 0.795 | 0.355 | 0.324 |
| BM9 | 0.2 | 0 | 0 | 0 |
| WM1 | 1.2 | 18.377 | 14.153 | 17.943 |
| WM2 | 1 | 13.593 | 10.773 | 13.697 |
| WM3 | 0.8 | 9.801 | 8.149 | 10.338 |
| WM4 | 0.6 | 6.807 | 4.878 | 6.216 |
| WM5 | 0.5 | 4.084 | 2.483 | 3.185 |
| WM6 | 0.4 | 2.719 | 2.217 | 2.847 |
| WM7 | 0.3 | 1.181 | 1.113 | 1.437 |
| WM8 | 0.21 | 0 | 0 | 0 |
| Mechanical Properties | 10CrNi3MoV | Undermatched Welds |
|---|---|---|
| (MJ/m3) | 1162.1 | 1318.8 |
| −0.738 | −0.69 | |
| (MJ/m3) | 599.6 | 751.8 |
| −0.622 | −0.603 | |
| 0.213 | 0.382 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, W.; Liu, X.; Berto, F.; Razavi, N. Low-Cycle Fatigue Behavior of 10CrNi3MoV High Strength Steel and Its Undermatched Welds. Materials 2018, 11, 661. https://doi.org/10.3390/ma11050661
Song W, Liu X, Berto F, Razavi N. Low-Cycle Fatigue Behavior of 10CrNi3MoV High Strength Steel and Its Undermatched Welds. Materials. 2018; 11(5):661. https://doi.org/10.3390/ma11050661
Chicago/Turabian StyleSong, Wei, Xuesong Liu, Filippo Berto, and Nima Razavi. 2018. "Low-Cycle Fatigue Behavior of 10CrNi3MoV High Strength Steel and Its Undermatched Welds" Materials 11, no. 5: 661. https://doi.org/10.3390/ma11050661
APA StyleSong, W., Liu, X., Berto, F., & Razavi, N. (2018). Low-Cycle Fatigue Behavior of 10CrNi3MoV High Strength Steel and Its Undermatched Welds. Materials, 11(5), 661. https://doi.org/10.3390/ma11050661