Lay-Up and Consolidation of a Composite Pipe by In Situ Ultrasonic Welding of a Thermoplastic Matrix Composite Tape




Abstract
:1. Introduction
2. Materials and Methods
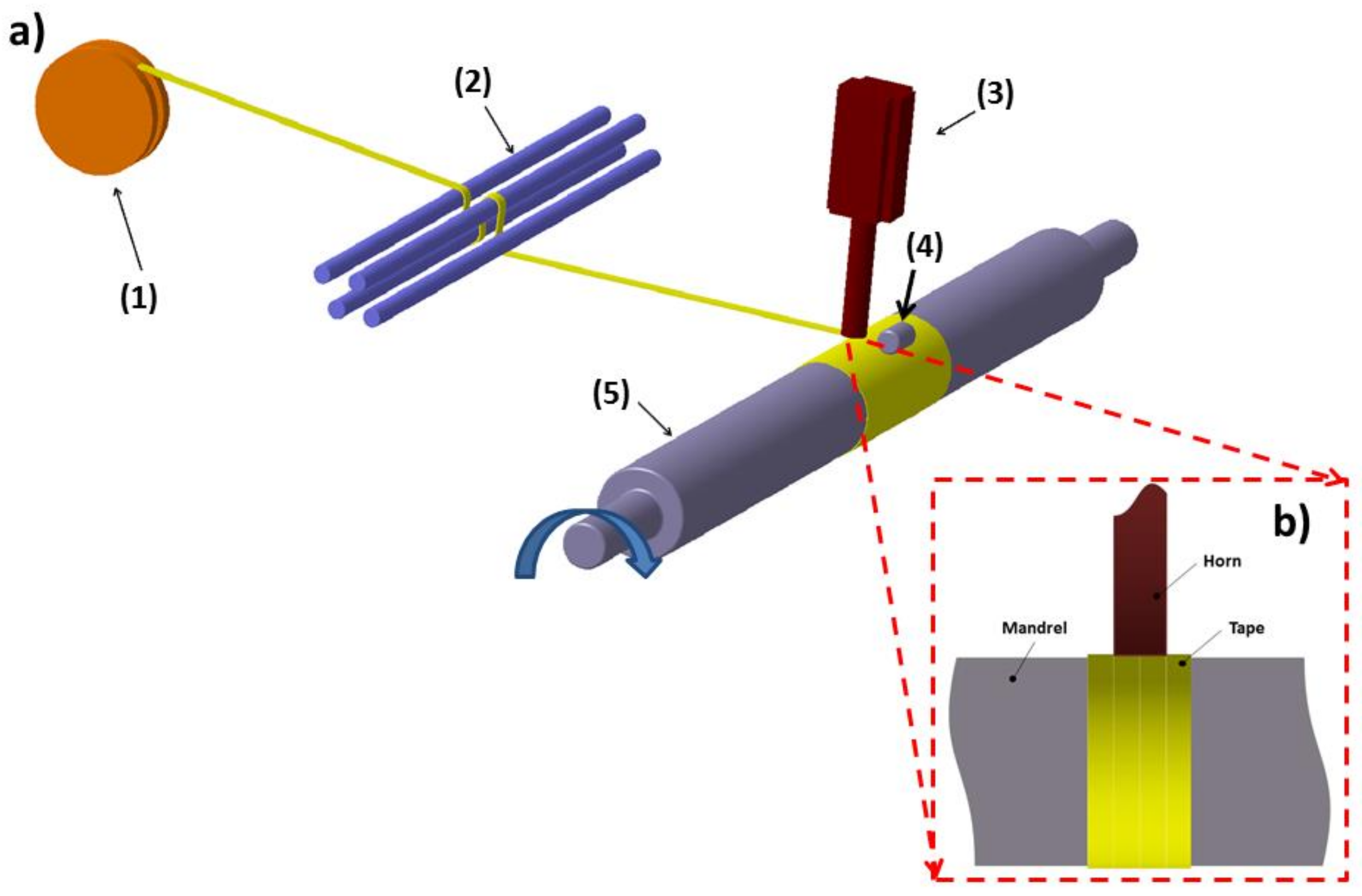
2.1. Equipment for Lay-Up and Ultrasonic Welding
2.2. Materials
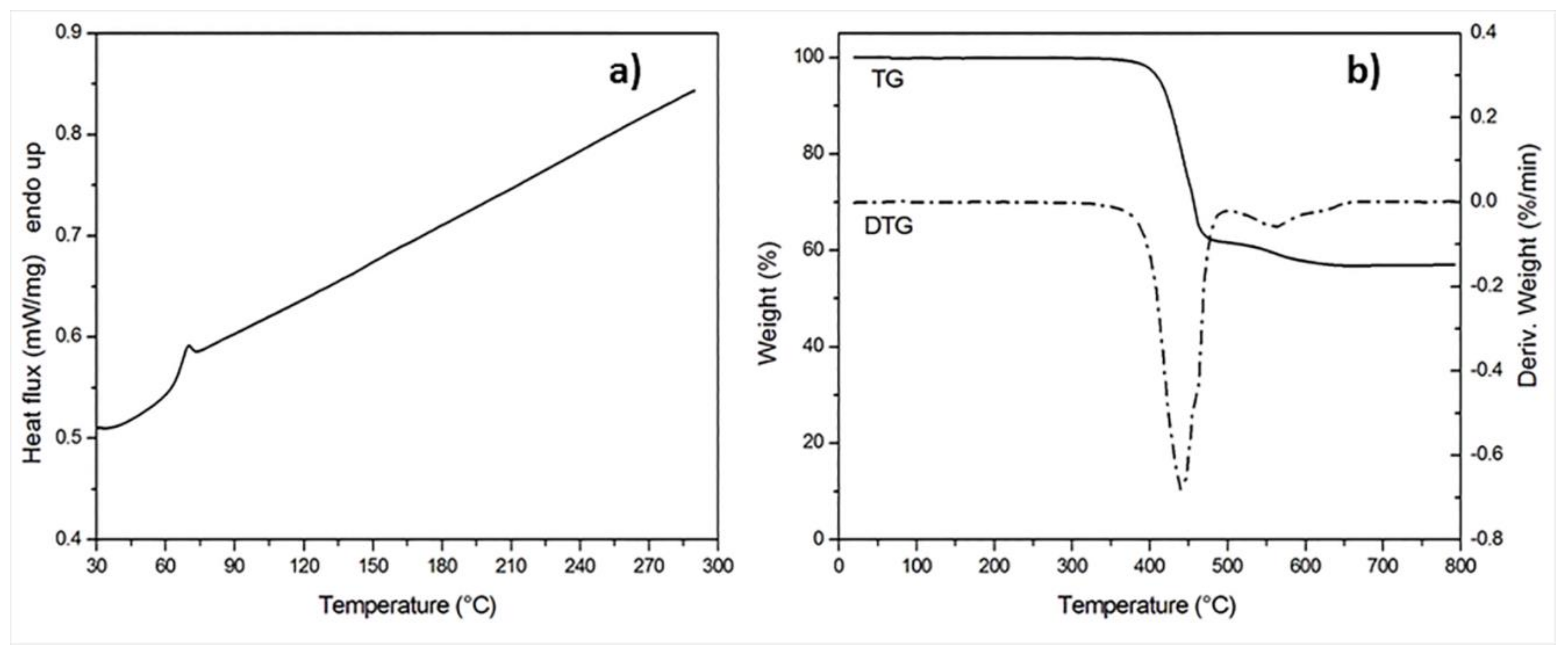
2.3. Characterization
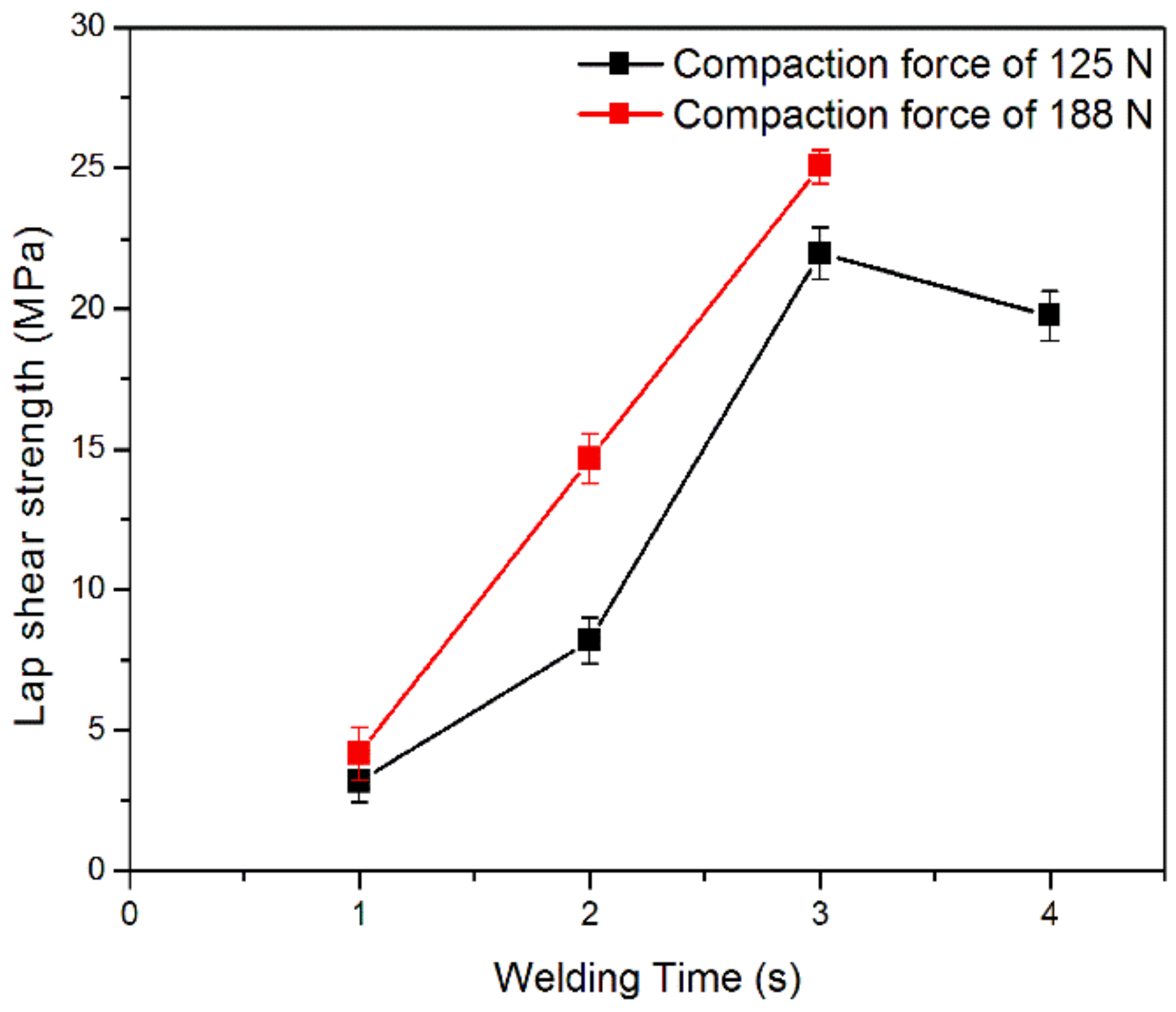
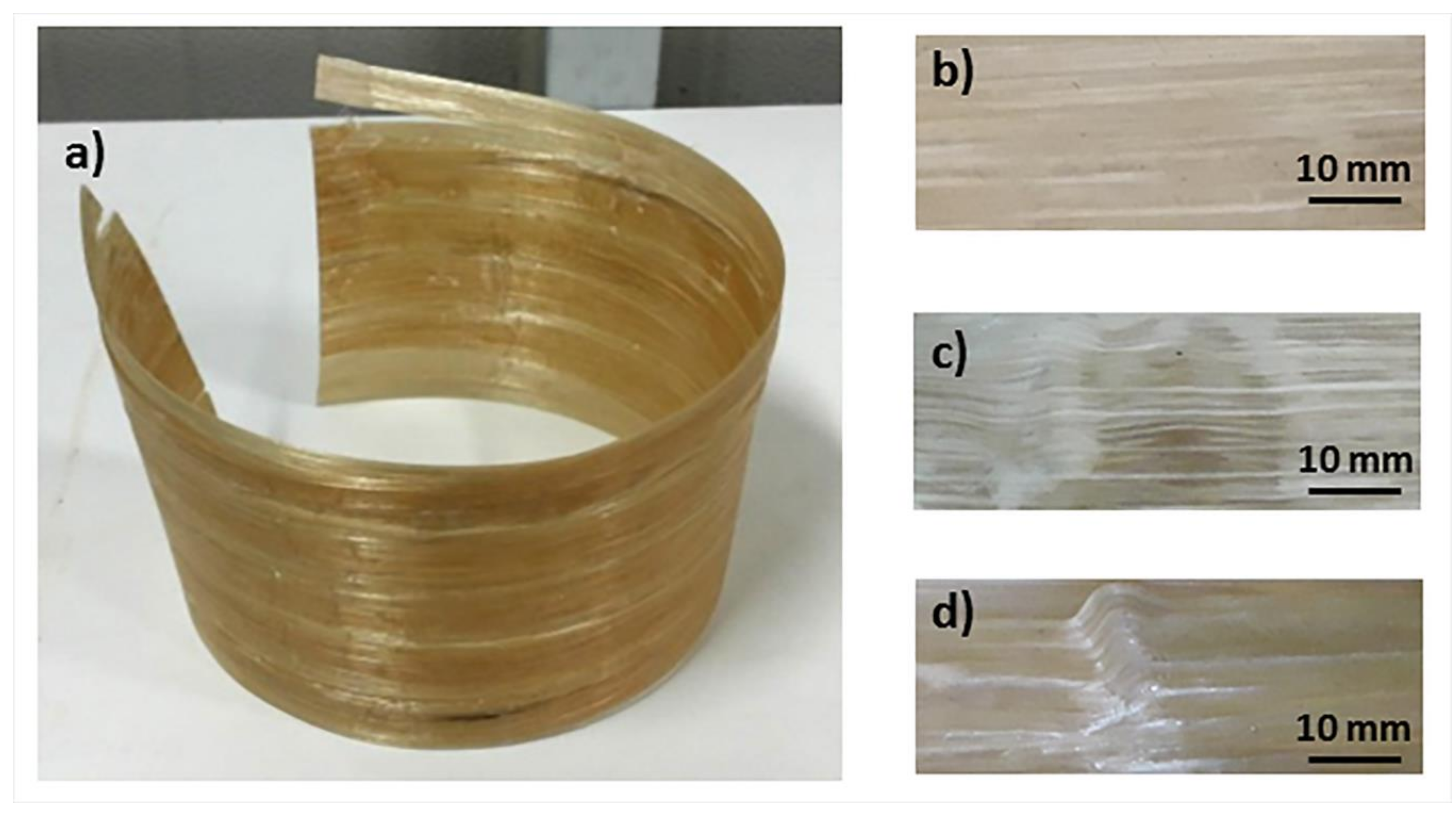
3. Results and Discussion
4. Conclusions
5. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chu, Q.; Li, Y.; Xiao, J.; Huan, D.; Zhang, X.; Chen, X. Processing and characterization of the thermoplastic composites manufactured by ultrasonic vibration–assisted automated fiber placement. J. Thermoplast. Compos. Mater. 2018, 31, 339–358. [Google Scholar] [CrossRef]
- Nguyen-Tran, H.-D.; Hoang, V.-T.; Do, V.-T.; Chun, D.-M.; Yum, Y.-J. Effect of Multiwalled Carbon Nanotubes on the Mechanical Properties of Carbon Fiber-Reinforced Polyamide-6/Polypropylene Composites for Lightweight Automotive Parts. Materials 2018, 11, 429. [Google Scholar] [CrossRef] [PubMed]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Des. 2017, 120, 212–221. [Google Scholar] [CrossRef]
- Baley, C.; Kervoëlen, A.; Lan, M.; Cartié, D.; Le Duigou, A.; Bourmaud, A.; Davies, P. Flax/PP manufacture by automated fibre placement (AFP). Mater. Des. 2016, 94, 207–213. [Google Scholar] [CrossRef]
- Offringa, A.R. Thermoplastic composites—Rapid processing applications. Compos. Part A Appl. Sci. Manuf. 1996, 27, 329–336. [Google Scholar]
- Lionetto, F.; Frigione, M. Effect of novel consolidants on mechanical and absorption properties of deteriorated wood by insect attack. J. Cult. Heritage 2012, 13, 195–203. [Google Scholar]
- Greco, A.; Lionetto, F.; Maffezzoli, A. Processing and characterization of amorphous polyethylene terephthalate fibers for the alignment of carbon nanofillers in thermosetting resins. Polym. Compos. 2015, 36, 1096–1103. [Google Scholar]
- Kim, J.W.; Lee, J.S. The effect of the melt viscosity and impregnation of a film on the mechanical properties of thermoplastic composites. Materials 2016, 9, 448. [Google Scholar]
- Yu, K.; Morozov, E.V.; Ashraf, M.A.; Shankar, K. Numerical analysis of the mechanical behaviour of reinforced thermoplastic pipes under combined external pressure and bending. Compos. Struct. 2015, 131, 453–461. [Google Scholar]
- Echtermeyer, A.T.; Sund, O.E.; Ronold, K.O.; Moslemian, R.; Hassel, P.A.; DNV GL, H. A new recommended practice for thermoplastic composite pipes. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 Agust 2017. [Google Scholar]
- Osborne, J. Thermoplastic pipes–lighter, more flexible solutions for oil and gas extraction. Reinf. Plast. 2013, 57, 33–38. [Google Scholar] [CrossRef]
- Wong, J.C.H.; Blanco, J.M.; Ermanni, P. Filament winding of aramid/PA6 commingled yarns with in situ consolidation. J. Thermoplast. Compos. Mater. 2018, 31, 465–482. [Google Scholar] [CrossRef]
- Tausif, M.; Pliakas, A.; O’Haire, T.; Goswami, P.; Russell, S.J. Mechanical Properties of Nonwoven Reinforced Thermoplastic Polyurethane Composites. Materials 2017, 10, 618. [Google Scholar] [CrossRef] [PubMed]
- Khaled, Y.; Mehdi, H. Processing of thermoplastic matrix composites through automated fiber placement and tape laying methods: A review. J. Thermoplast. Compos. Mater. 2017. [Google Scholar] [CrossRef]
- Stefanovska, M.; Samakoski, B.; Risteska, S.; Maneski, G. Influence of some technological parameters on the content of voids in composite during on-line consolidation with filament winding technology. Int. J. Chem. Nucl. Mater. Metall. Eng. 2014, 8, 347–351. [Google Scholar]
- Naseva, S.; Srebrenkoska, V.; Risteska, S.; Stefanoska, M.; Srebrenkoska, S. Mechanical properties of filament wound pipes: Effects of winding angles. Qual. Life 2015, 6, 10–15. [Google Scholar] [CrossRef]
- Gennaro, R.; Montagna, F.; Maffezzoli, A.; Fracasso, F.; Fracasso, S. On-line Consolidation of Commingled Polypropylene/Glass Roving During Filament Winding. J. Thermoplast. Compos. Mater. 2011, 24, 789–804. [Google Scholar] [CrossRef]
- Lionetto, F.; Mele, C.; Leo, P.; D’Ostuni, S.; Balle, F.; Maffezzoli, A. Ultrasonic spot welding of carbon fiber reinforced epoxy composites to aluminum: Mechanical and electrochemical characterization. Compos. Part B Eng. 2018, 144, 134–142. [Google Scholar] [CrossRef]
- Lionetto, F.; Morillas, M.N.; Pappadà, S.; Buccoliero, G.; Villegas, I.F.; Maffezzoli, A. Hybrid welding of carbon-fiber reinforced epoxy based composites. Compos. Part A Appl. Sci. Manuf. 2018, 104, 32–40. [Google Scholar] [CrossRef]
- Masurtschak, S.; Friel, R.J.; Gillner, A.; Ryll, J.; Harris, R.A. Fiber laser induced surface modification/manipulation of an ultrasonically consolidated metal matrix. J. Mater. Process. Technol. 2013, 213, 1792–1800. [Google Scholar] [CrossRef] [Green Version]
- Lionetto, F.; Balle, F.; Maffezzoli, A. Hybrid ultrasonic spot welding of aluminum to carbon fiber reinforced epoxy composites. J. Mater. Process. Technol. 2017, 247, 289–295. [Google Scholar] [CrossRef]
- Masurtschak, S.; Friel, R.J.; Harris, R.A. New concept to aid efficient fibre integration into metal matrices during ultrasonic consolidation. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 1105–1115. [Google Scholar] [CrossRef]
- Rizzolo, R.H.; Walczyk, D.F. Ultrasonic consolidation of thermoplastic composite prepreg for automated fiber placement. J. Thermoplast. Compos. Mater. 2016, 29, 1480–1497. [Google Scholar] [CrossRef]
- Guo, W.; Shao, C.; Kim, T.H.; Hu, S.J.; Jin, J.J.; Spicer, J.P.; Wang, H. Online process monitoring with near-zero misdetection for ultrasonic welding of lithium-ion batteries: An integration of univariate and multivariate methods. J. Manuf. Syst. 2016, 38, 141–150. [Google Scholar] [CrossRef]
- Casavola, C.; Palano, F.; De Cillis, F.; Tati, A.; Terzi, R.; Luprano, V. Analysis of CFRP Joints by Means of T-Pull Mechanical Test and Ultrasonic Defects Detection. Materials 2018, 11, 620. [Google Scholar] [CrossRef] [PubMed]
- Lionetto, F.; Dell’Anna, R.; Montagna, F.; Maffezzoli, A. Modeling of continuous ultrasonic impregnation and consolidation of thermoplastic matrix composites. Compos. Part A Appl. Sci. Manuf. 2016, 82, 119–129. [Google Scholar] [CrossRef]
- Schneeberger, C.; Wong, J.C.H.; Ermanni, P. Hybrid bicomponent fibres for thermoplastic composite preforms. Compos. Part A Appl. Sci. Manuf. 2017, 103, 69–73. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal); ASTM D 1002-05; ASTM: West Conshohocken, PA, USA, 2005; pp. 1–5. [Google Scholar]
- ASTM International. Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. In Book of Standards, American Society for Testing and Materials (ASTM) International; Active Standard ASTM D792; ASTM: West Conshohocken, PA, USA, 2008; Volume 8, pp. 159–163. [Google Scholar]
- Mallick, P.K. Composites Engineering Handbook; CRC Press: Boca Raton, FL, USA, 1997. [Google Scholar]
- Mark, J.E. Polymer Data Handbook; Oxford University Press: Oxford, UK, 2009. [Google Scholar]
- ASTM International. Standard Test Methods for Void Content of Reinforced Plastics; Astm D 2734-94; ASTM: West Conshohocken, PA, USA, 2003; Volume 8, pp. 3–5. [Google Scholar]
- Warren, K.C.; Lopez-Anido, R.A.; Freund, A.L.; Dagher, H.J. Resistance welding of glass fiber reinforced PET: Effect of weld pressure and heating element geometry. J. Reinf. Plast. Compos. 2016, 35, 974–985. [Google Scholar] [CrossRef]
- Landel, R.F.; Nielsen, L.E. Mechanical Properties of Polymers and Composites; CRC Press: Boca Raton, FL, USA, 1993. [Google Scholar]
- Mascia, L. Polymers in Industry from A to Z: A Concise Encyclopedia; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Winding Speed (rad/s) | Density (g/cm3) | Void Content (%) |
|---|---|---|
| 0.13 | 1.818 ± 7.801 × 10−3 | 2.555 ± 4.190 × 10−3 |
| 0.18 | 1.832 ± 8.876 × 10−3 | 1.756 ± 4.748 × 10−3 |
| 0.26 | 1.824 ± 8.029 × 10−3 | 2.233 ± 4.521 × 10−3 |
| 0.52 | 1.807 ± 4.081 × 10−3 | 3.144 ± 2.190 × 10−3 |
| As received tape | 1.828 ± 5.076 × 10−3 | 2.019 ± 2.312 × 10−3 |
| Theoretical or Experimental Origin | G’12 (GPa) |
|---|---|
| Inverse rule of mixtures | 1.03 |
| Halpin-Tsai equation | 1.42 |
| Exp. measurement at 0.18 rad/s | 1.19 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dell’Anna, R.; Lionetto, F.; Montagna, F.; Maffezzoli, A. Lay-Up and Consolidation of a Composite Pipe by In Situ Ultrasonic Welding of a Thermoplastic Matrix Composite Tape. Materials 2018, 11, 786. https://doi.org/10.3390/ma11050786
Dell’Anna R, Lionetto F, Montagna F, Maffezzoli A. Lay-Up and Consolidation of a Composite Pipe by In Situ Ultrasonic Welding of a Thermoplastic Matrix Composite Tape. Materials. 2018; 11(5):786. https://doi.org/10.3390/ma11050786
Chicago/Turabian StyleDell’Anna, Riccardo, Francesca Lionetto, Francesco Montagna, and Alfonso Maffezzoli. 2018. "Lay-Up and Consolidation of a Composite Pipe by In Situ Ultrasonic Welding of a Thermoplastic Matrix Composite Tape" Materials 11, no. 5: 786. https://doi.org/10.3390/ma11050786
APA StyleDell’Anna, R., Lionetto, F., Montagna, F., & Maffezzoli, A. (2018). Lay-Up and Consolidation of a Composite Pipe by In Situ Ultrasonic Welding of a Thermoplastic Matrix Composite Tape. Materials, 11(5), 786. https://doi.org/10.3390/ma11050786