Microstructure, Tensile, and Creep Behaviors of Ti-22Al-25Nb (at.%) Orthorhombic Alloy with Equiaxed Microstructure


Abstract
:
1. Introduction
2. Materials and Experiments
3. Results and Discussion
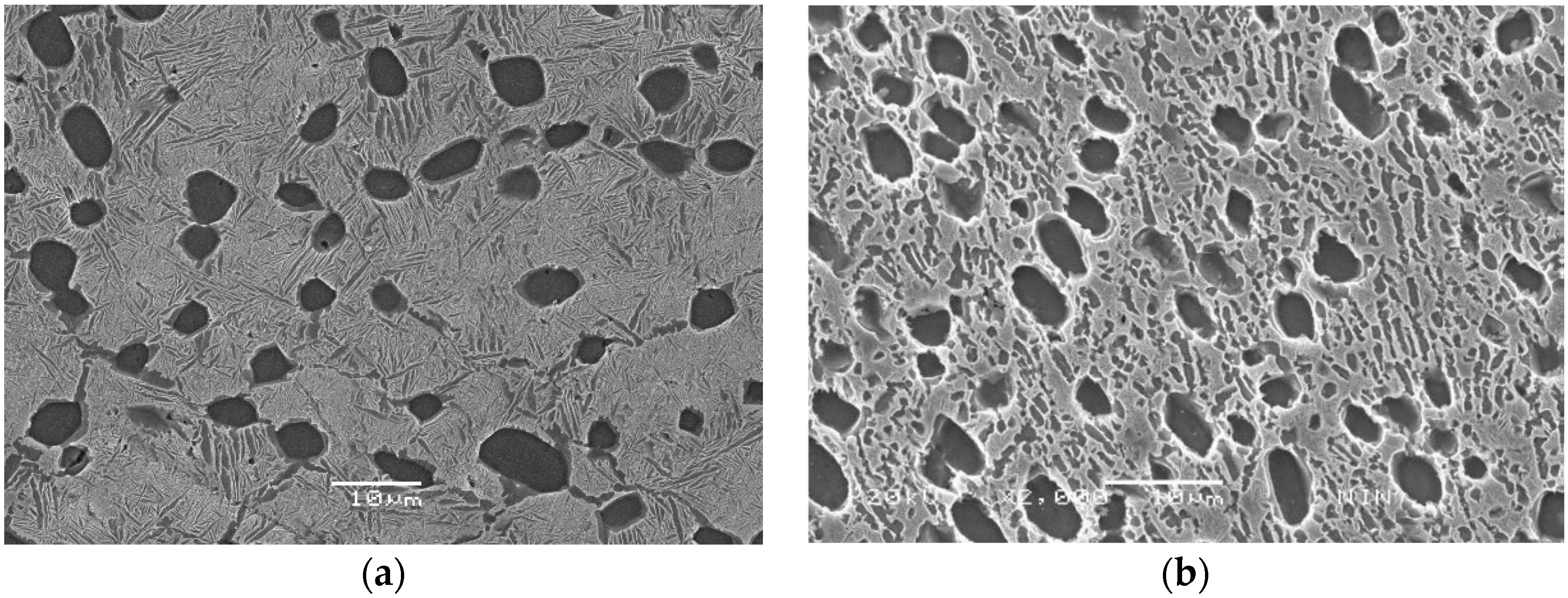
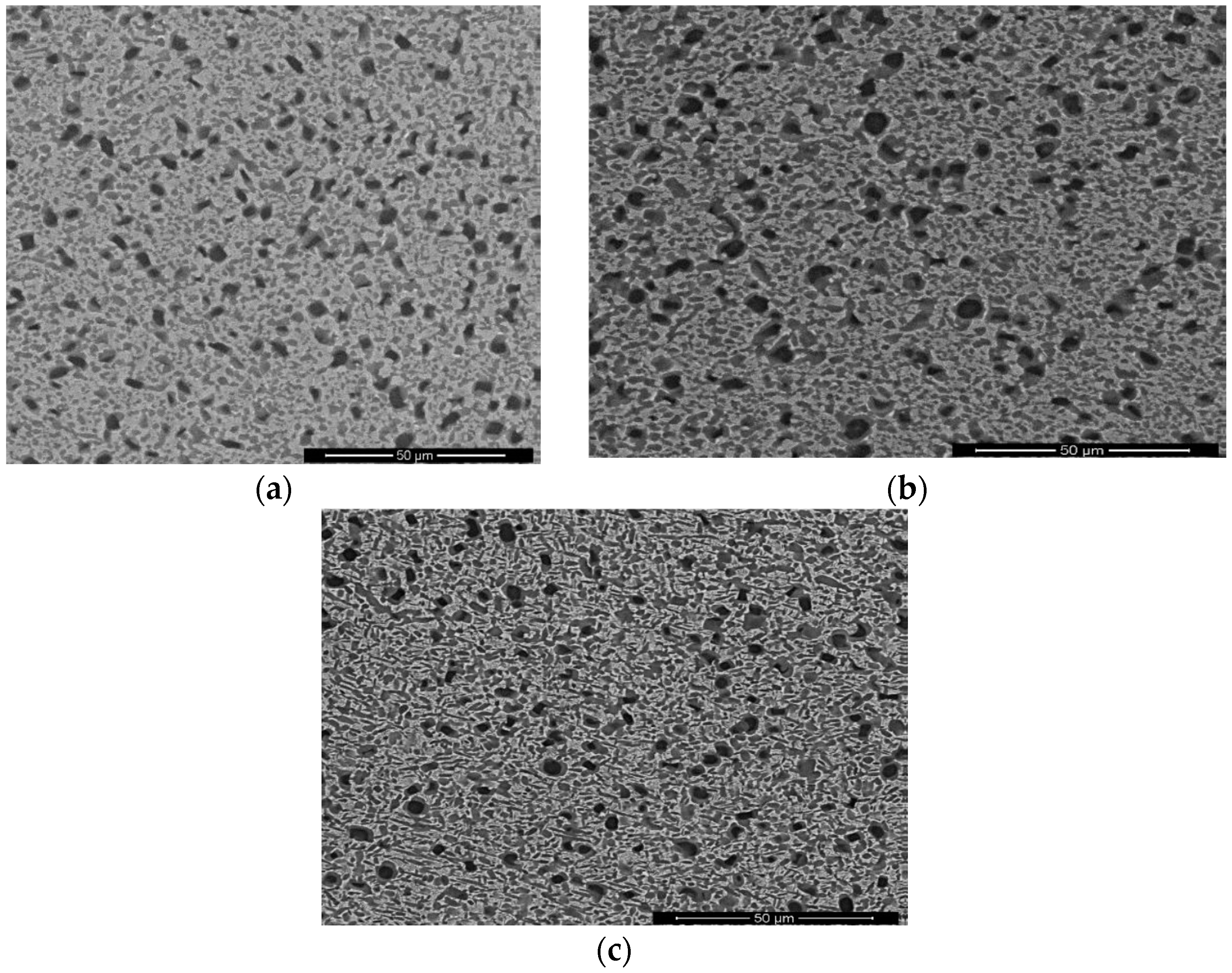
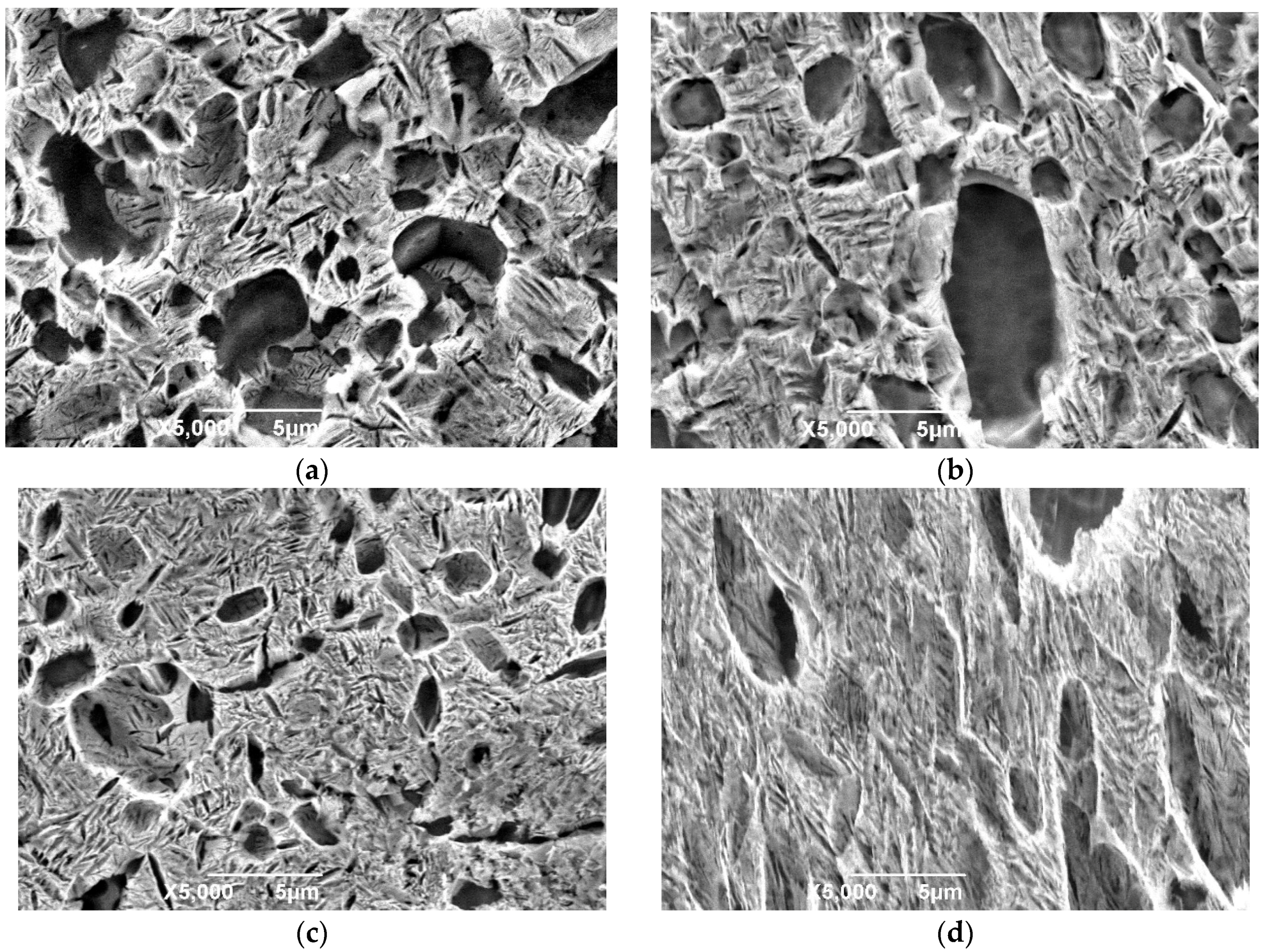
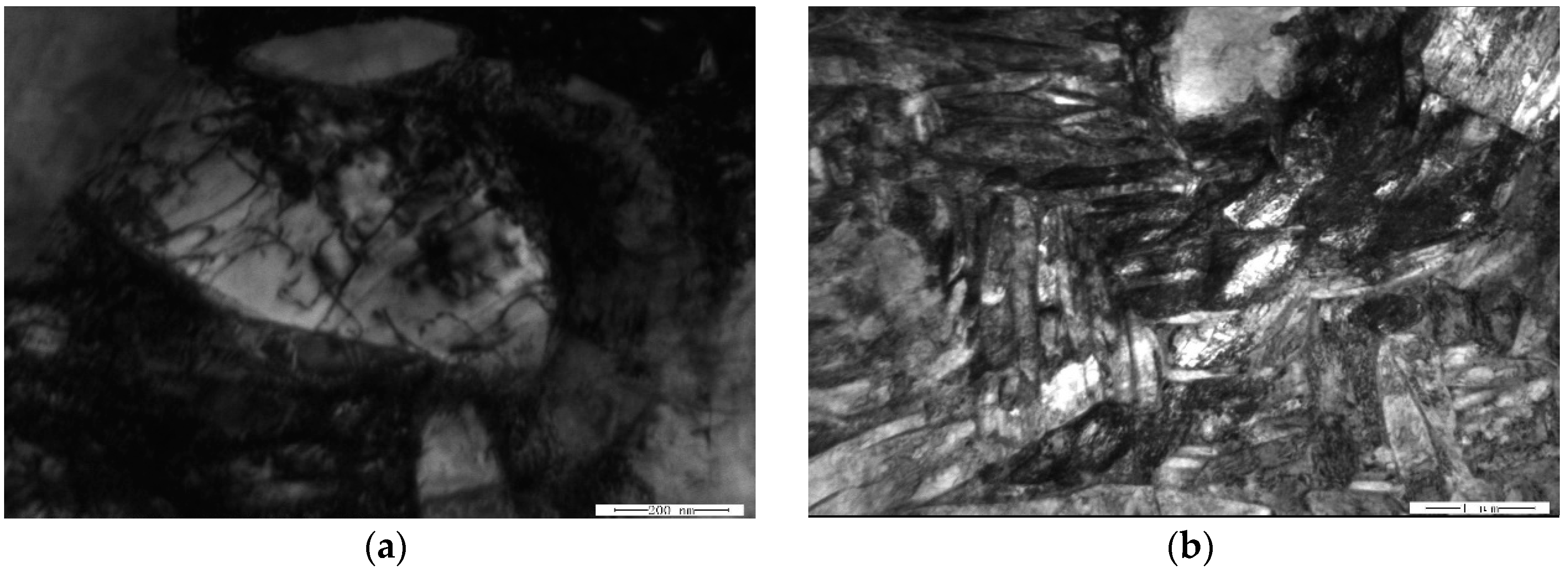
3.1. Microstructures
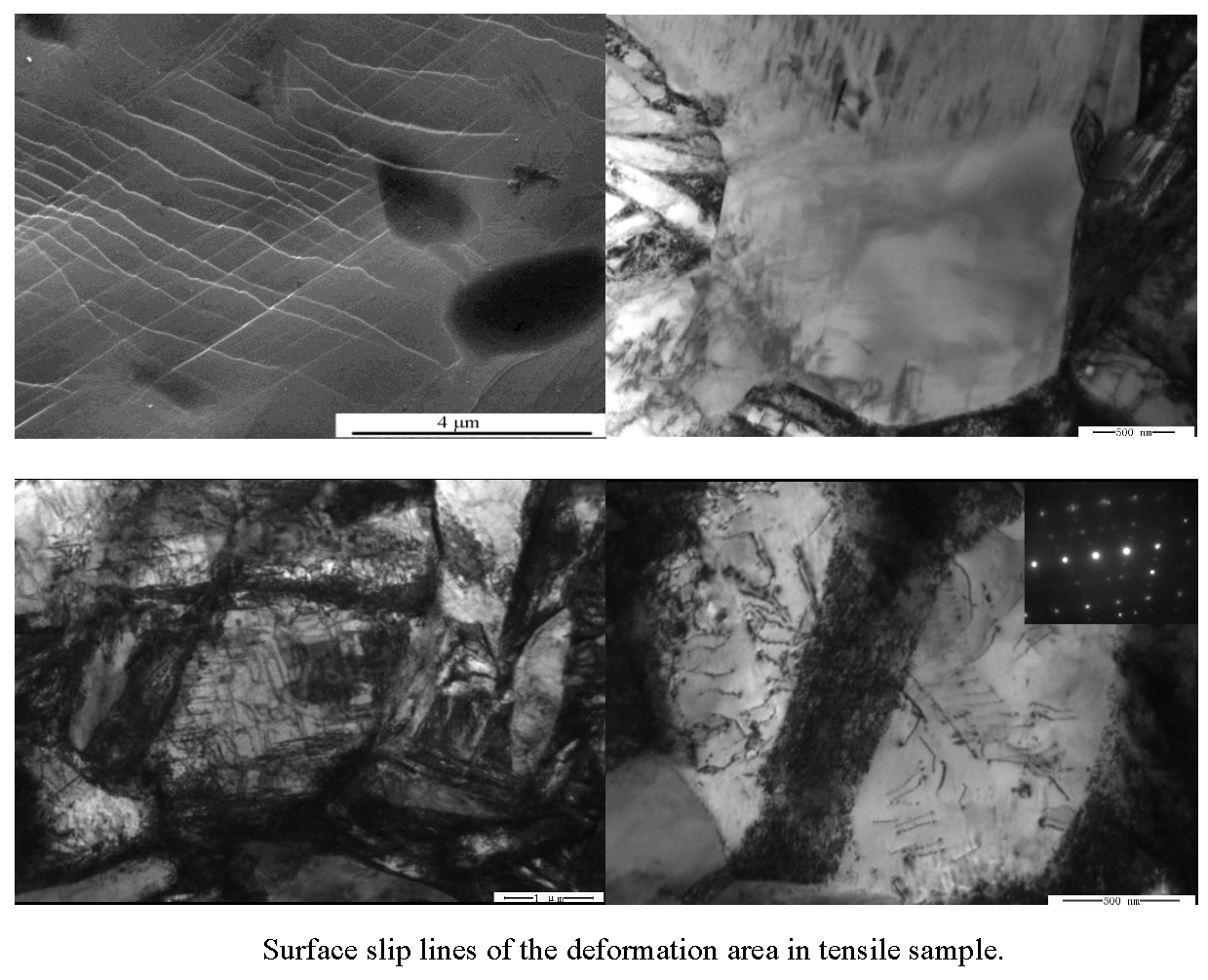
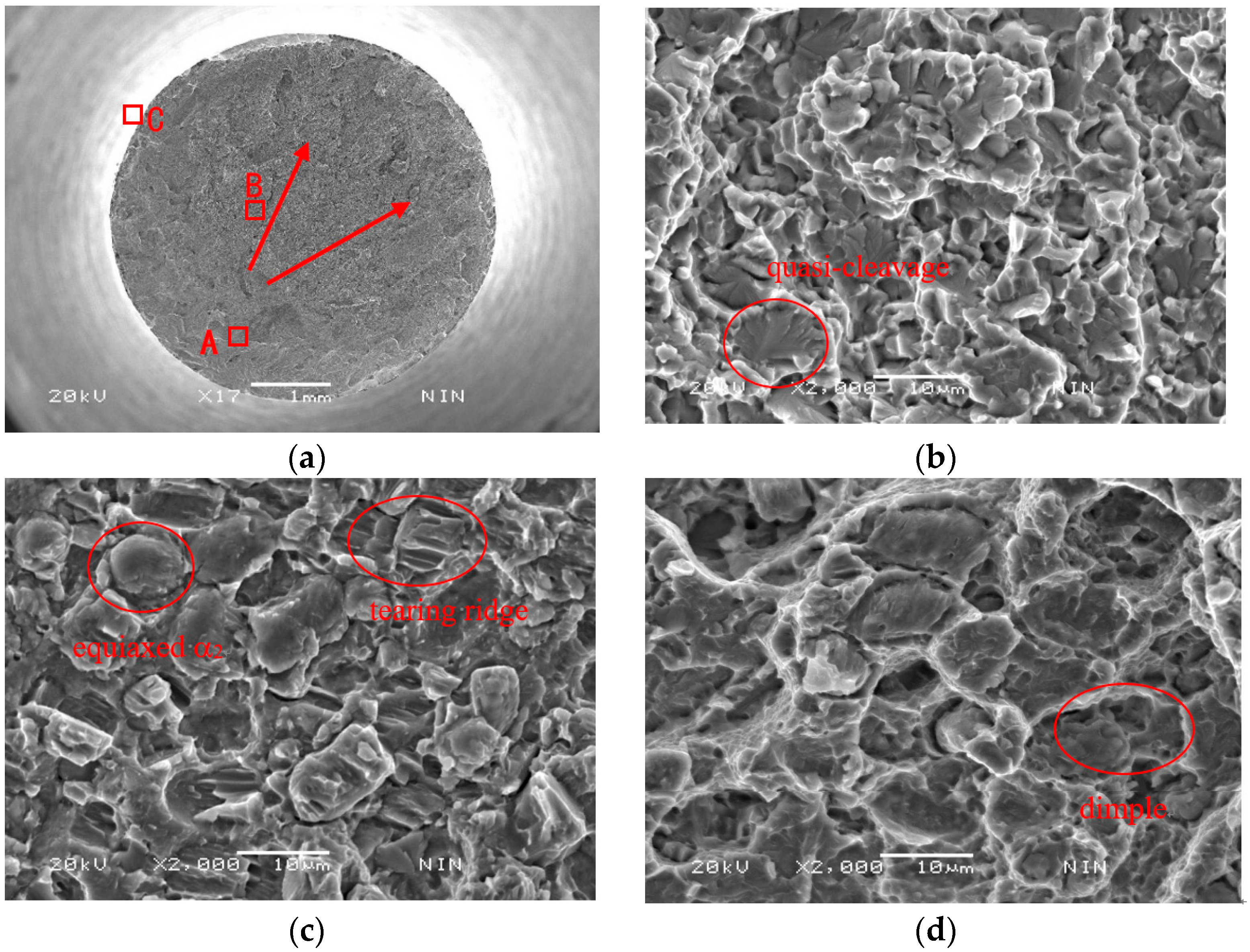
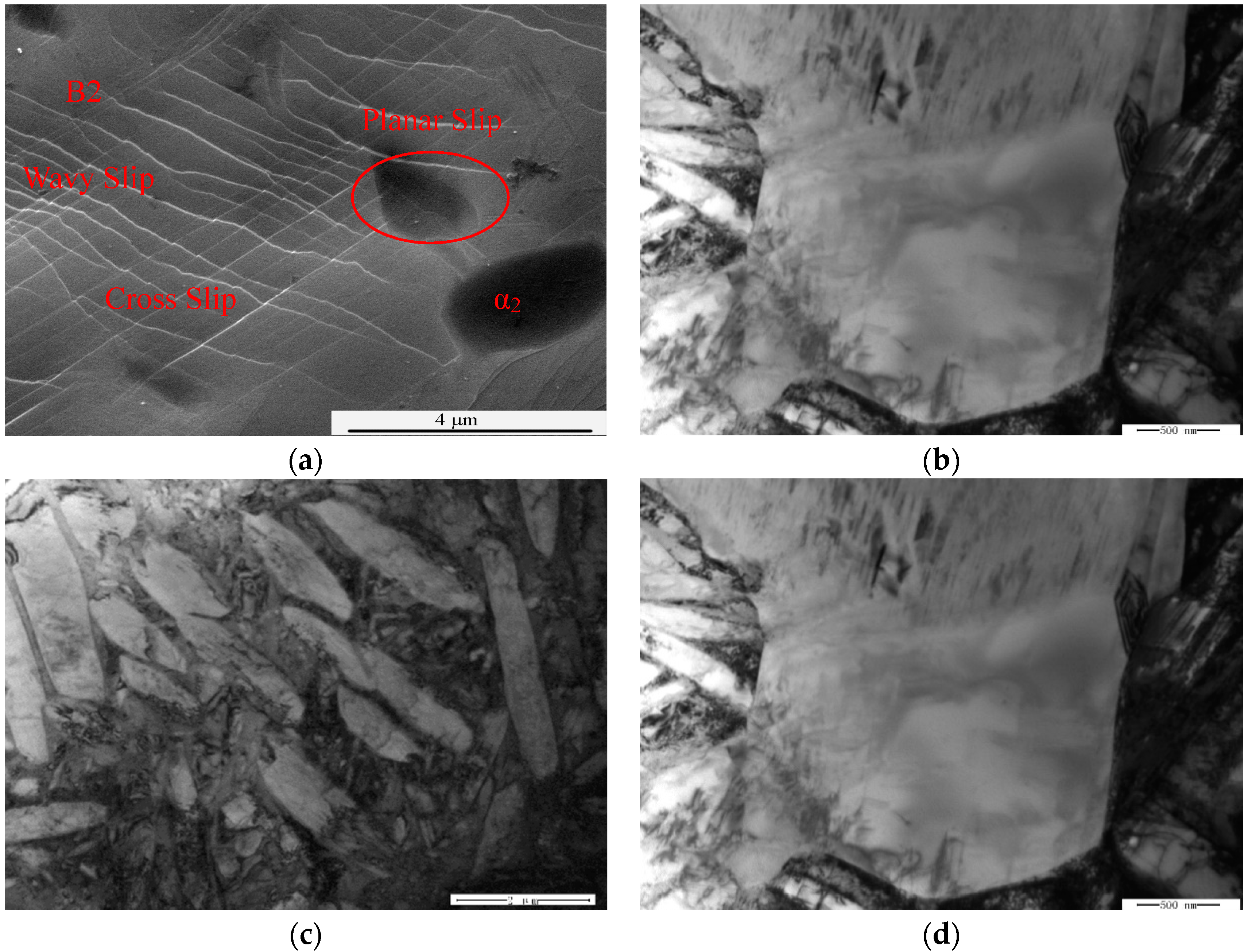
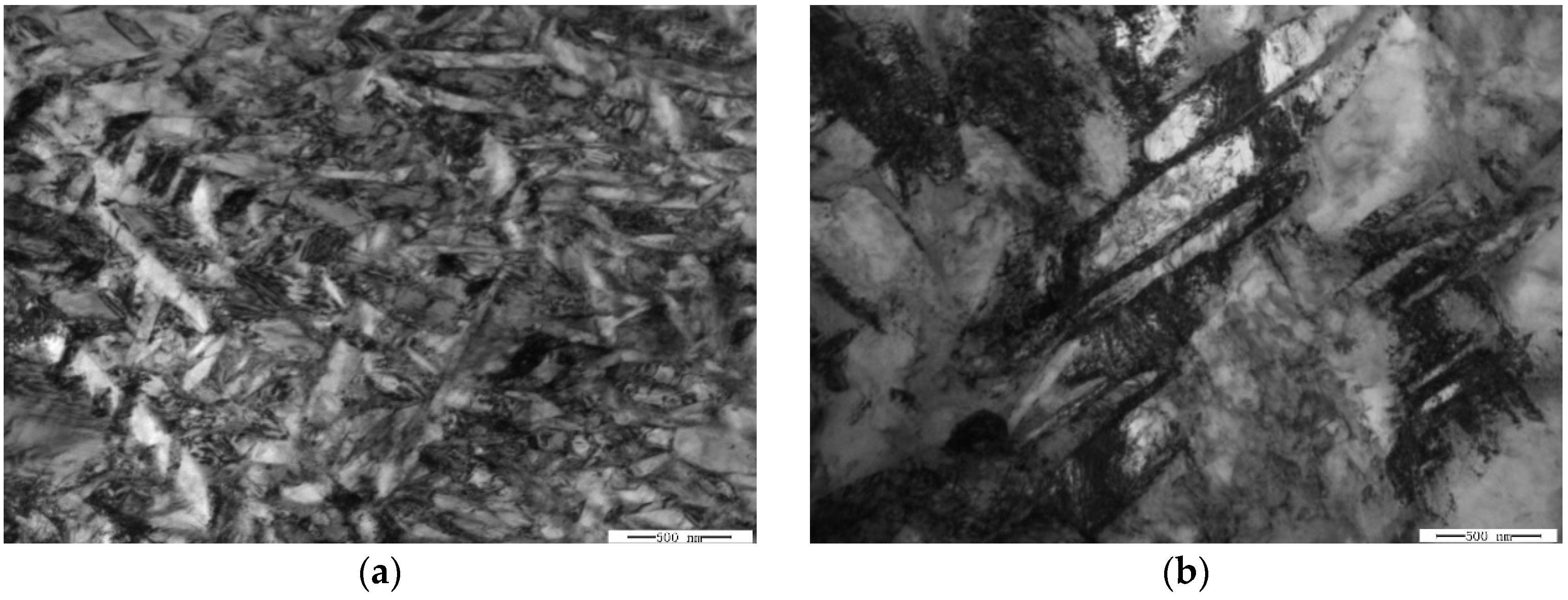
3.2. Room Temperature Tensile Properties and Deformation Mechanism
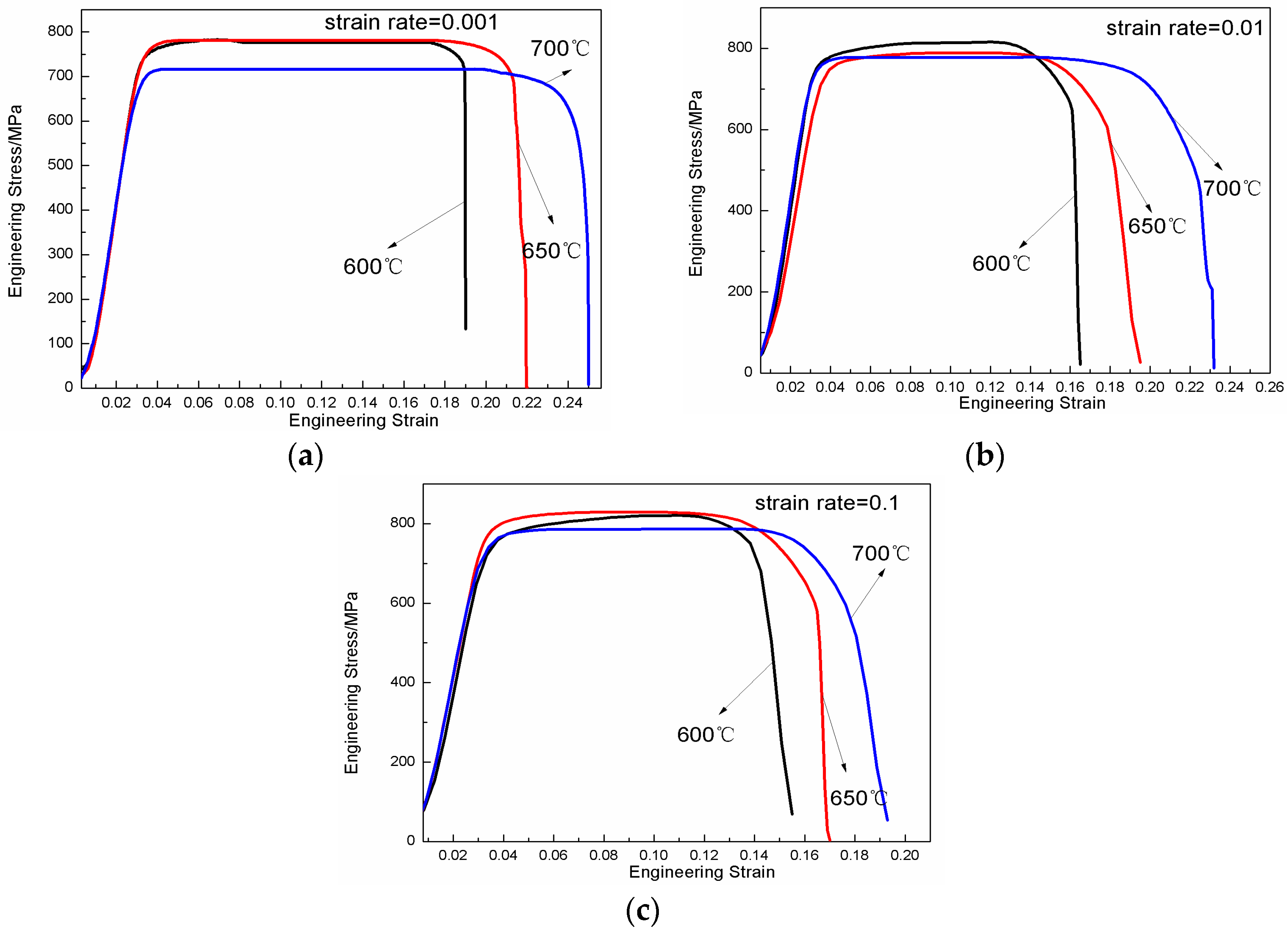
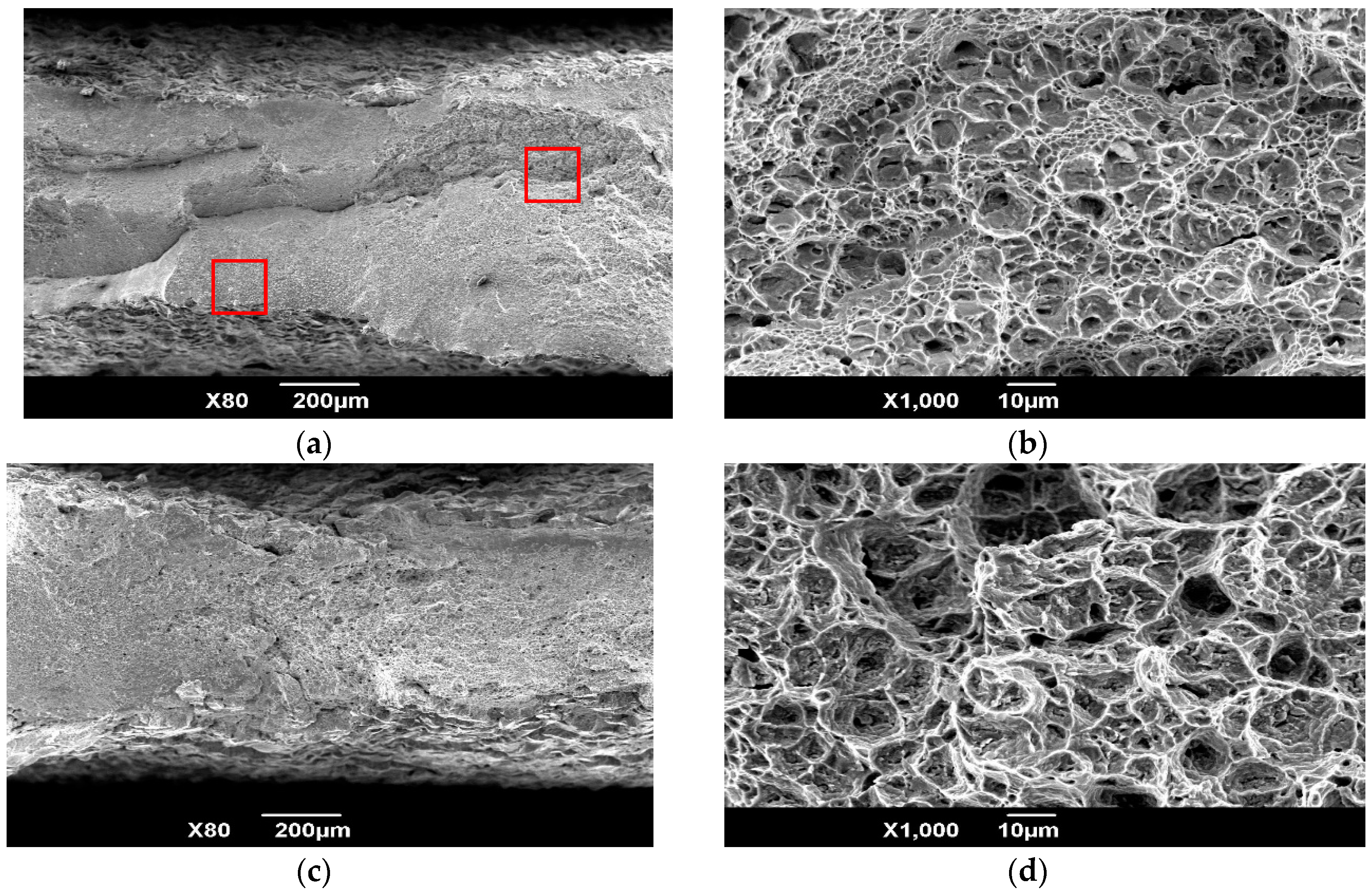
3.3. High Temperature Tensile Deformation
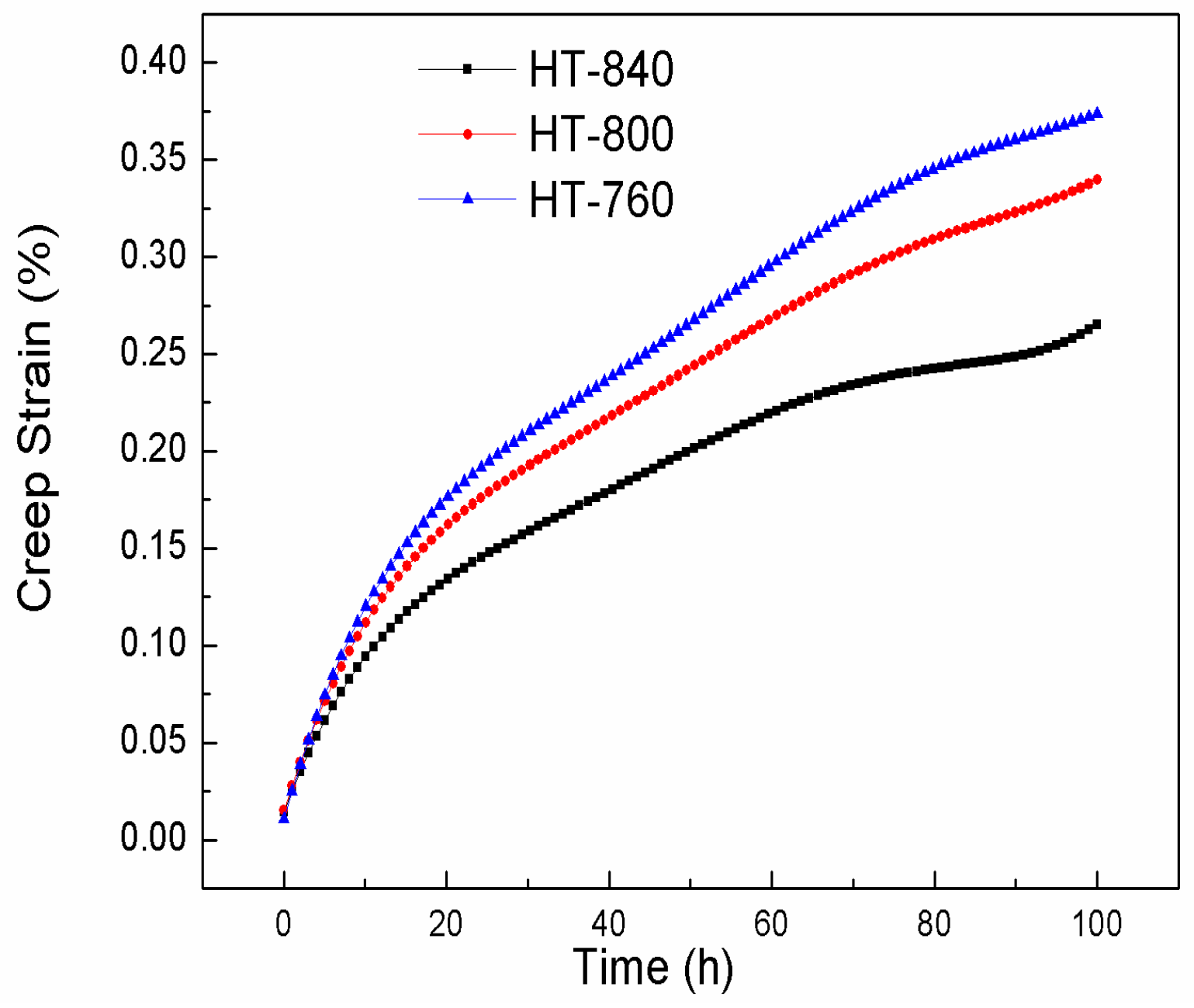
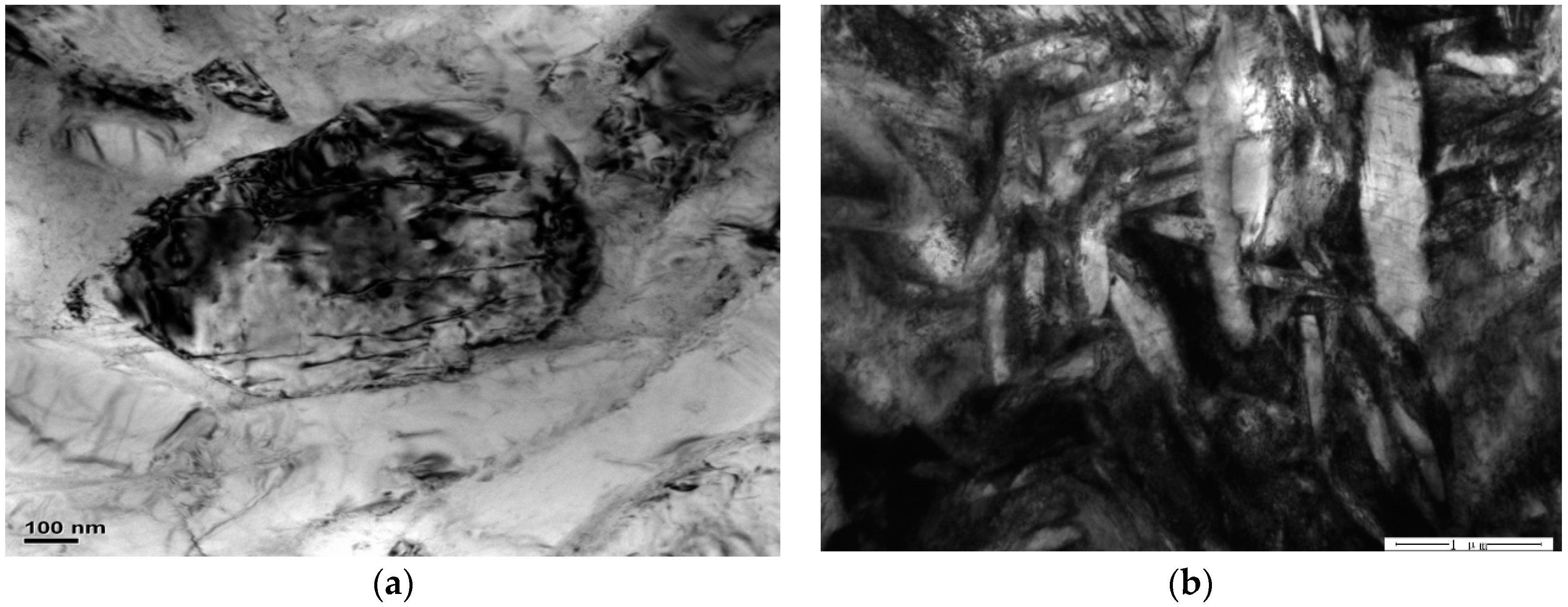
3.4. Creep Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Banerjee, D.; Gogia, A.K.; Nandi, T.K.; Joshi, V.A. A new ordered orthorhombic phase in a Ti3Al-Nb alloy. Acta Metall. 1988, 36, 871–882. [Google Scholar] [CrossRef]
- Cowen, C.J.; Boehlert, C.J. Microstructure, creep, and tensile behavior of a Ti-21Al-29Nb (at.%) orthorhombic + B2 alloy. Intermetallics 2006, 14, 412–422. [Google Scholar] [CrossRef]
- Lin, P.; He, Z.; Yuan, S.; Shen, J.; Huang, Y.; Liang, X. Instability of the O-Phase in Ti-22Al-25Nb alloy during elevated-temperature deformation. J. Alloy. Compd. 2013, 578, 96–102. [Google Scholar] [CrossRef]
- Xue, C.; Zeng, W.; Xu, B.; Liang, X.; Zhang, J.; Li, S. B2 grain growth and particle pinning effect of Ti-22Al-25Nb orthorhombic intermetallic alloy during heating process. Intermetallics 2012, 29, 41–47. [Google Scholar] [CrossRef]
- Sun, Y.; Zeng, W.; Ma, X.; Xu, B.; Liang, X.; Zhang, J. A hybrid approach for processing parameters optimization of Ti-22Al-25Nb alloy during hot deformation using artificial neural network and genetic algorithm. Intermetallics 2011, 19, 1014–1019. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Li, D.; Zhu, B.; Zheng, Y.; Liang, X. Microstructural evolution and tensile behavior of Ti2AlNb alloys based α2-phase decomposition. Mater. Sci. Eng. A 2016, 662, 120–128. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Xue, C.; Liang, X.; Zhang, J. Microstructural evolution, creep, and tensile behavior of a Ti-22Al-25Nb (at.%) orthorhombic alloy. Mater. Sci. Eng. A 2014, 603, 176–184. [Google Scholar] [CrossRef]
- Peng, J.; Li, S.; Mao, Y.; Sun, X. Phase transformation and microstructures in Ti-Al-Nb-Ta system. Mater. Lett. 2001, 53, 57–62. [Google Scholar] [CrossRef]
- Dang, W.; Li, J.; Zhang, T.; Kou, H. Microstructure and phase transformation in Ti-22Al-(27-x) Nb-xZr alloys during continuous heating. J. Mater. Eng. Perform. 2015, 24, 3951–3957. [Google Scholar] [CrossRef]
- Małecka, J. Investigation of the oxidation behavior of orthorhombic Ti2AlNb alloy. J. Mater. Eng. Perform. 2015, 24, 1834–1840. [Google Scholar] [CrossRef]
- Jia, J.; Zhang, K.; Lu, Z. Dynamic recrystallization kinetics of a powder metallurgy Ti-22Al-25Nb alloy during hot compression. Mater. Sci. Eng. A 2014, 607, 630–639. [Google Scholar] [CrossRef]
- Peng, J.; Mao, Y.; Li, S.; Sun, X. Microstructure controlling by heat treatment and complex processing for Ti2AlNb based alloys. Mater. Sci. Eng. A 2001, 299, 75–80. [Google Scholar] [CrossRef]
- Cowen, C.J.; Boehlert, C.J. Comparison of the microstructure, tensile, and creep behavior for Ti-22Al-26Nb (At. Pct) and Ti-22Al-26Nb-5B (At. Pct). Metall. Mater. Trans. A 2007, 38, 26–34. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Xue, C.; Liang, X.; Zhang, J. Quantitative analysis of the effect of heat treatment on microstructural evolution and microhardness of an isothermally forged Ti-22Al-25Nb (at.%) orthorhombic alloy. Intermetallics. 2014, 45, 29–37. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Xue, C.; Liang, X.; Zhang, J. Microstructure control and mechanical properties from isothermal forging and heat treatment of Ti-22Al-25Nb (at.%) orthorhombic alloy. Intermetallics 2015, 56, 79–86. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Majumdar, B.S.; Seetharaman, V.; Miracle, D.B. Part I. The Microstructural evolution in Ti-Al-Nb O + Bcc orthorhombic alloys. Metall. Mater. Trans. A 1999, 30, 2305–2323. [Google Scholar] [CrossRef]
- Emura, S.; Araoka, A.; Hagiwara, M. B2 grain size refinement and its effect on room temperature tensile properties of a Ti-22Al-27Nb orthorhombic intermetallic alloy. Scr. Mater. 2003, 48, 629–634. [Google Scholar] [CrossRef]
- Wu, Y.; Hwang, S.K. The Effect of aging on microstructure of the O-phase in Ti-24Al-14Nb-3V-0.5 Mo alloy. Mater. Lett. 2001, 49, 131–136. [Google Scholar] [CrossRef]
- Lin, P.; He, Z.; Yuan, S.; Shen, J. Tensile deformation behavior of Ti–22Al–25Nb alloy at elevated temperatures. Mater. Sci. Eng. A 2012, 556, 617–624. [Google Scholar] [CrossRef]
- Hagiwara, M.; Emura, S.; Araoka, A.; Kong, B.O.; Tang, F. Enhanced mechanical properties of orthorhombic Ti2AlNb-based intermetallic alloy. Met. Mater. Int. 2003, 9, 265–272. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Miracle, D.B. Part II. The creep behavior of Ti-Al-Nb O + Bcc orthorhombic alloys. Metall. Mater. Trans. A 1999, 30, 2349–2367. [Google Scholar] [CrossRef]
- Mishra, R.S.; Banerjee, D. Microstructure and steady state creep in Ti-24Al-11Nb. Mater. Sci. Eng. A 1990, 130, 151–164. [Google Scholar] [CrossRef]
- Mishra, R.S.; Banerjee, D.; Mukherjee, A.K. Primary creep in a Ti-25Al-11Nb alloy. Mater. Sci. Eng. A 1995, 192, 756–762. [Google Scholar] [CrossRef]
- Zhang, J.W.; Lee, C.S.; Lai, J.K.L.; Zou, D.X.; Li, S.Q. Microstructure and creep behavior of an orthorhombic Ti-25Al-17Nb-1Mo alloy. Metall. Mater. Trans. A 1998, 29, 559–564. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Nb | O | N | H |
|---|---|---|---|---|---|
| Bal | 22.3 | 25.7 | 0.00043 | 0.000052 | 0.000009 |
| S.T./°C | A.T./°C | Vtotal (±ε) | Vacicular (±ε) | Lacicular (±ε) | Wacicular (±ε) | dequiaxed (±ε) |
|---|---|---|---|---|---|---|
| 760 | 38.63 ± 1.8 | 1.64 ± 0.25 | 2.83 ± 0.26 | 0.13 ± 0.003 | 4.27 ± 0.16 | |
| 960 | 800 | 43.71 ± 2.1 | 2.58 ± 0.32 | 2.19 ± 0.21 | 0.31 ± 0.007 | 4.62 ± 0.18 |
| 840 | 50.73 ± 2.3 | 3.94 ± 0.37 | 1.64 ± 0.18 | 0.45 ± 0.009 | 5.03 ± 0.22 |
| Sample | S.T./°C | A.T./°C | Ultimate Tensile Strength/MPa | Yield Strength/MPa | Elongation/% | Reduction Area/% |
|---|---|---|---|---|---|---|
| HT-760 | 940 | 760 | 1097 | 1004 | 9.5 | 12.5 |
| HT-800 | 940 | 800 | 1060 | 998 | 11.5 | 15.5 |
| HT-840 | 940 | 840 | 1047 | 966 | 12 | 15.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Zeng, W.; Sun, Y.; Zhou, H.; Liang, X. Microstructure, Tensile, and Creep Behaviors of Ti-22Al-25Nb (at.%) Orthorhombic Alloy with Equiaxed Microstructure. Materials 2018, 11, 1244. https://doi.org/10.3390/ma11071244
Wang W, Zeng W, Sun Y, Zhou H, Liang X. Microstructure, Tensile, and Creep Behaviors of Ti-22Al-25Nb (at.%) Orthorhombic Alloy with Equiaxed Microstructure. Materials. 2018; 11(7):1244. https://doi.org/10.3390/ma11071244
Chicago/Turabian StyleWang, Wei, Weidong Zeng, Yaling Sun, Haixiong Zhou, and Xiaobo Liang. 2018. "Microstructure, Tensile, and Creep Behaviors of Ti-22Al-25Nb (at.%) Orthorhombic Alloy with Equiaxed Microstructure" Materials 11, no. 7: 1244. https://doi.org/10.3390/ma11071244
APA StyleWang, W., Zeng, W., Sun, Y., Zhou, H., & Liang, X. (2018). Microstructure, Tensile, and Creep Behaviors of Ti-22Al-25Nb (at.%) Orthorhombic Alloy with Equiaxed Microstructure. Materials, 11(7), 1244. https://doi.org/10.3390/ma11071244