Design and Simulation of Production and Maintenance Management Applying the Viable System Model: The Case of an OEM Plant



Abstract
:1. Introduction
2. Materials and Methods
2.1. The Viable System Model (VSM)
2.2. System Dynamics (SD)
2.3. Simulation Software
3. Literature Review on Production and Maintenance Management
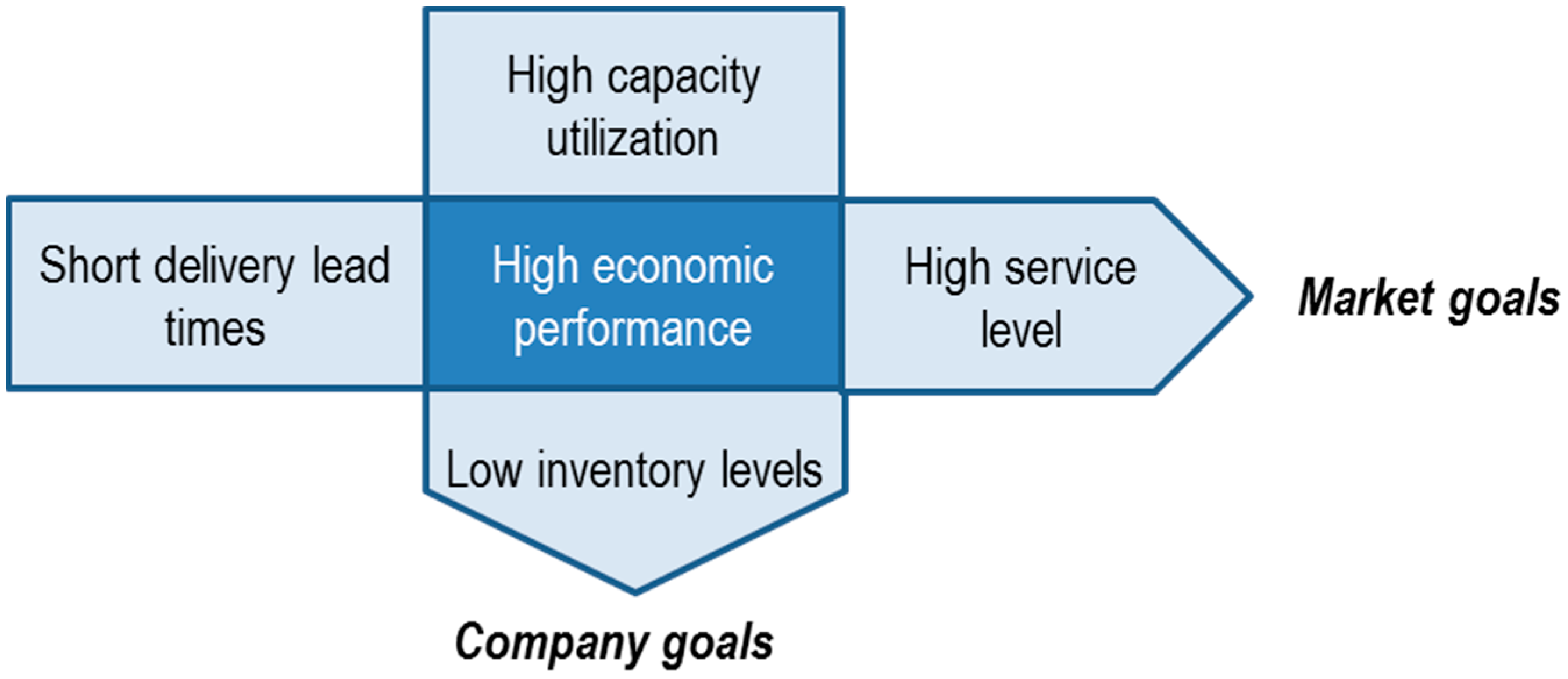
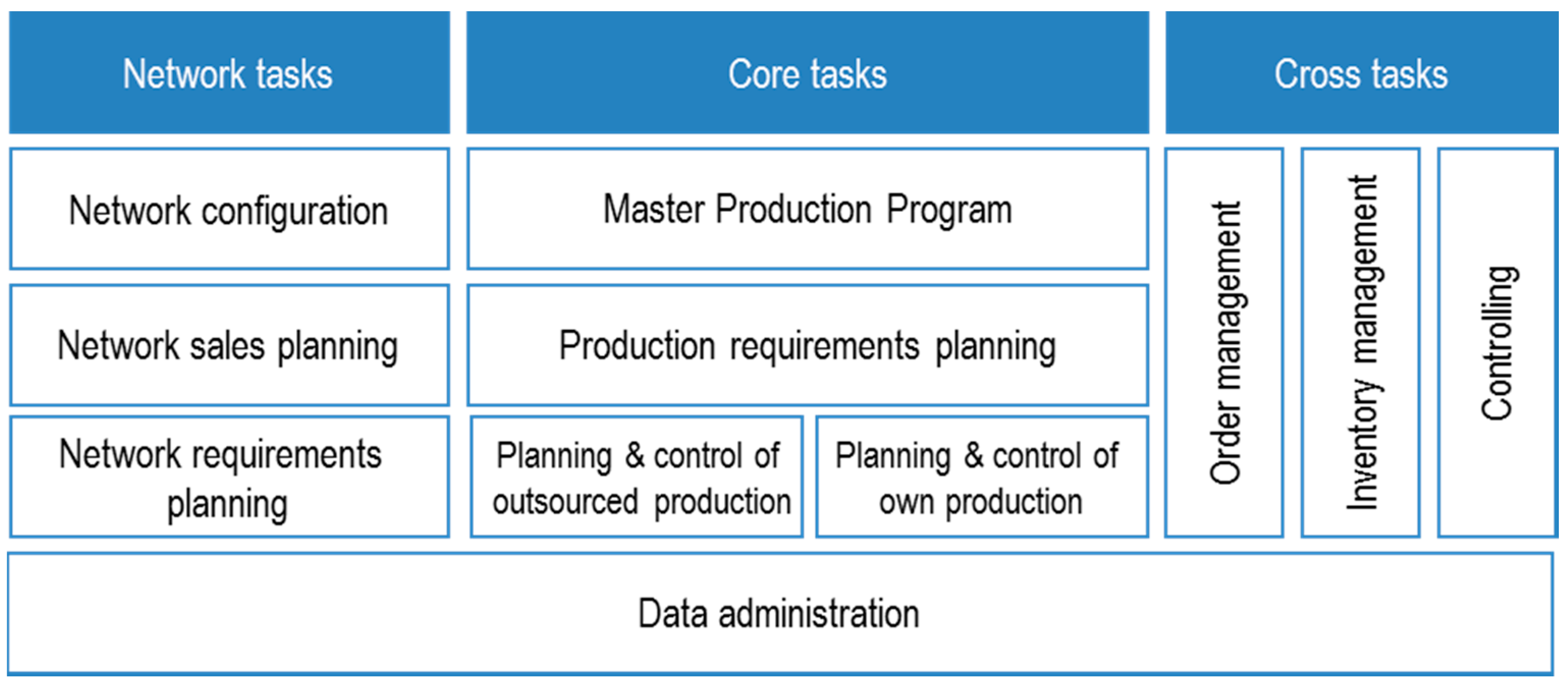
3.1. Production Management
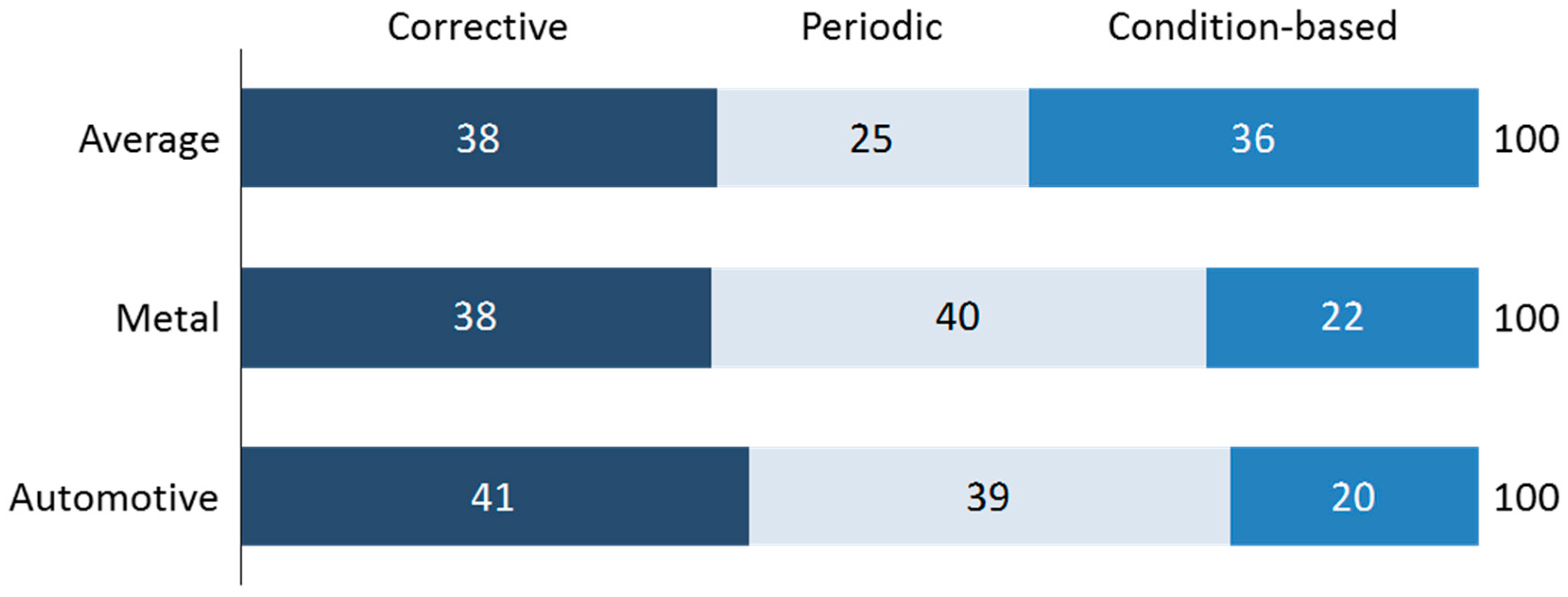
3.2. Maintenance Management
3.3. Coordination Concepts of Production and Maintenance Management
- Total Productive Maintenance (TPM),
- Lean Maintenance,
- Total Lifecycle Cost Strategy (TLC),
- Reliability Centered Maintenance (RCM),
- Knowledge Based Maintenance.
4. Results
4.1. Conceptual Model Design Applying the VSM
4.1.1. Methodology
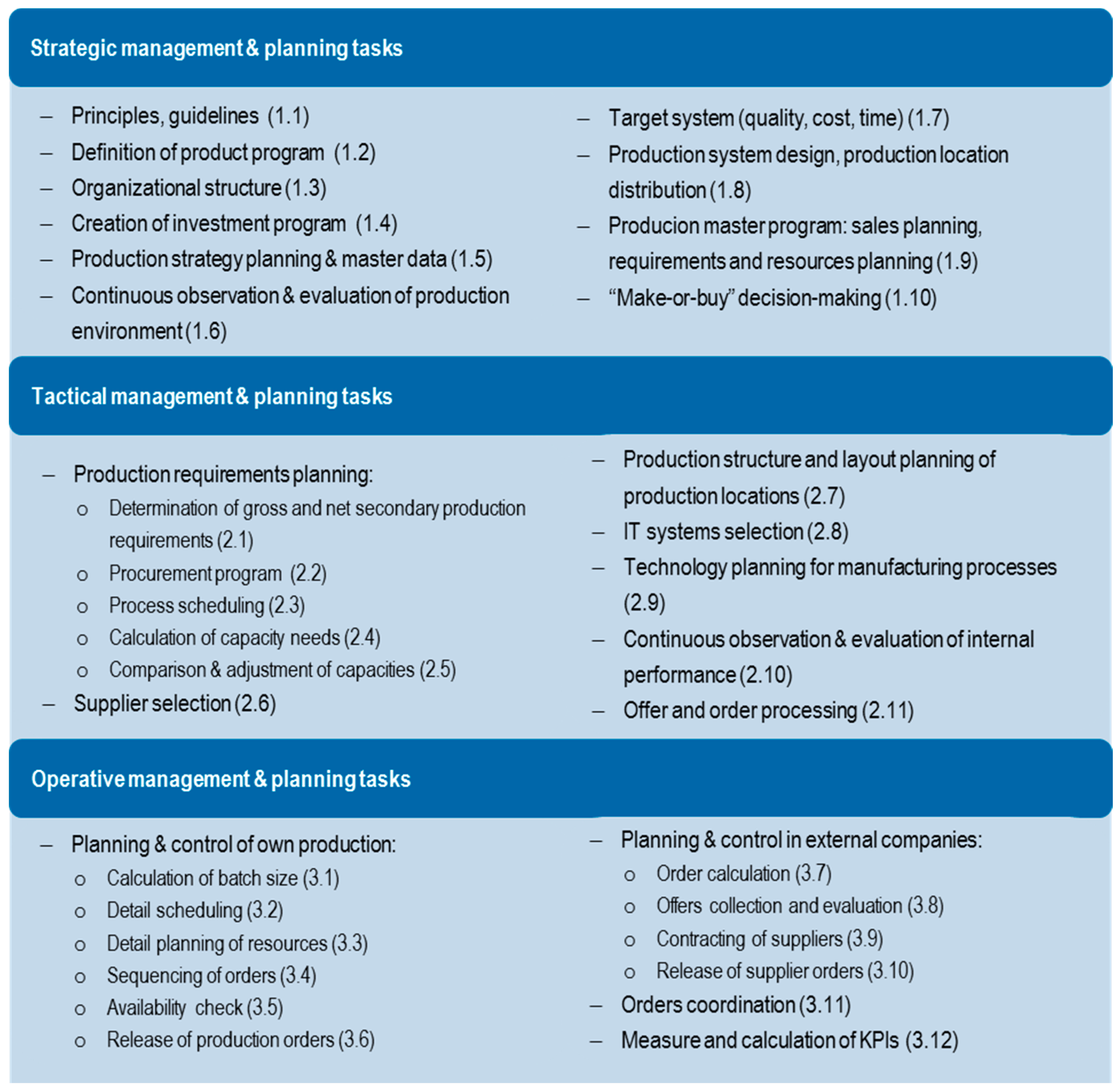
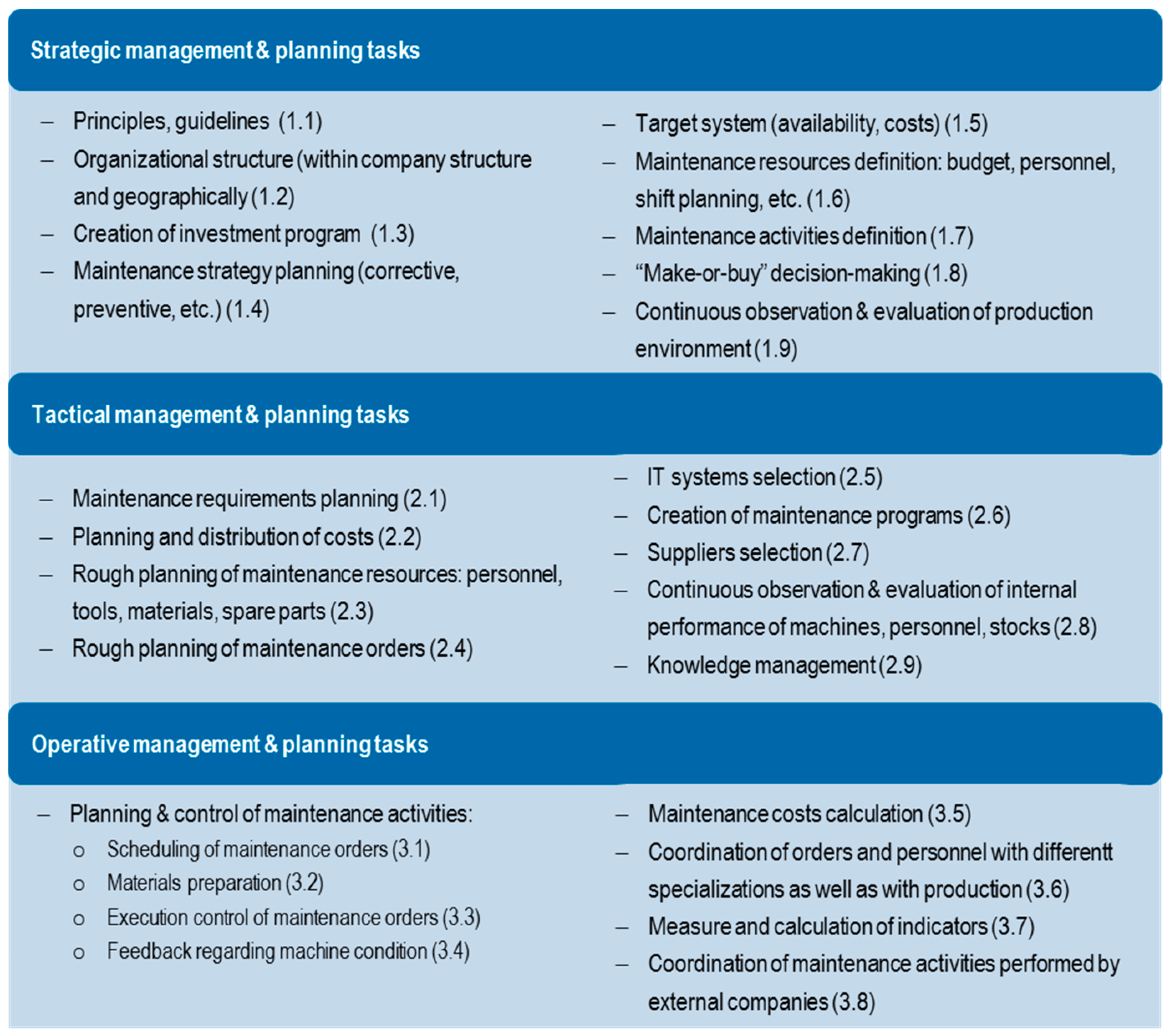
4.1.2. Production and Maintenance Management Tasks Acc. to Their Planning Horizons
4.1.3. Recursion Levels Definition
- The highest level, company (n − 1),
- The recursion level of production (n). In the same recursion level it can be found finance, human resources, IT, research and development, etc.
- ○
- The recursion level of plant or production workshop, for example production management activities in an automotive production or assembly shop (n + 1),
- ○
- The level of machine group, machine or installation with the associated activities for the different production activities such as preparation of the machine, change of tools, operation, control of production, etc. (n + 2),
- The recursion level of maintenance (n). In the same recursion level can be found finance, human resources, production, etc.
- ○
- The recursion level of plant or production workshop—for example, maintenance management activities in an automotive production or assembly shop (n + 1),
- ○
- The recursion level of installation or machine with the associated activities for the different maintenance activities: preventive, planned repairs, corrective, etc. (n + 2).
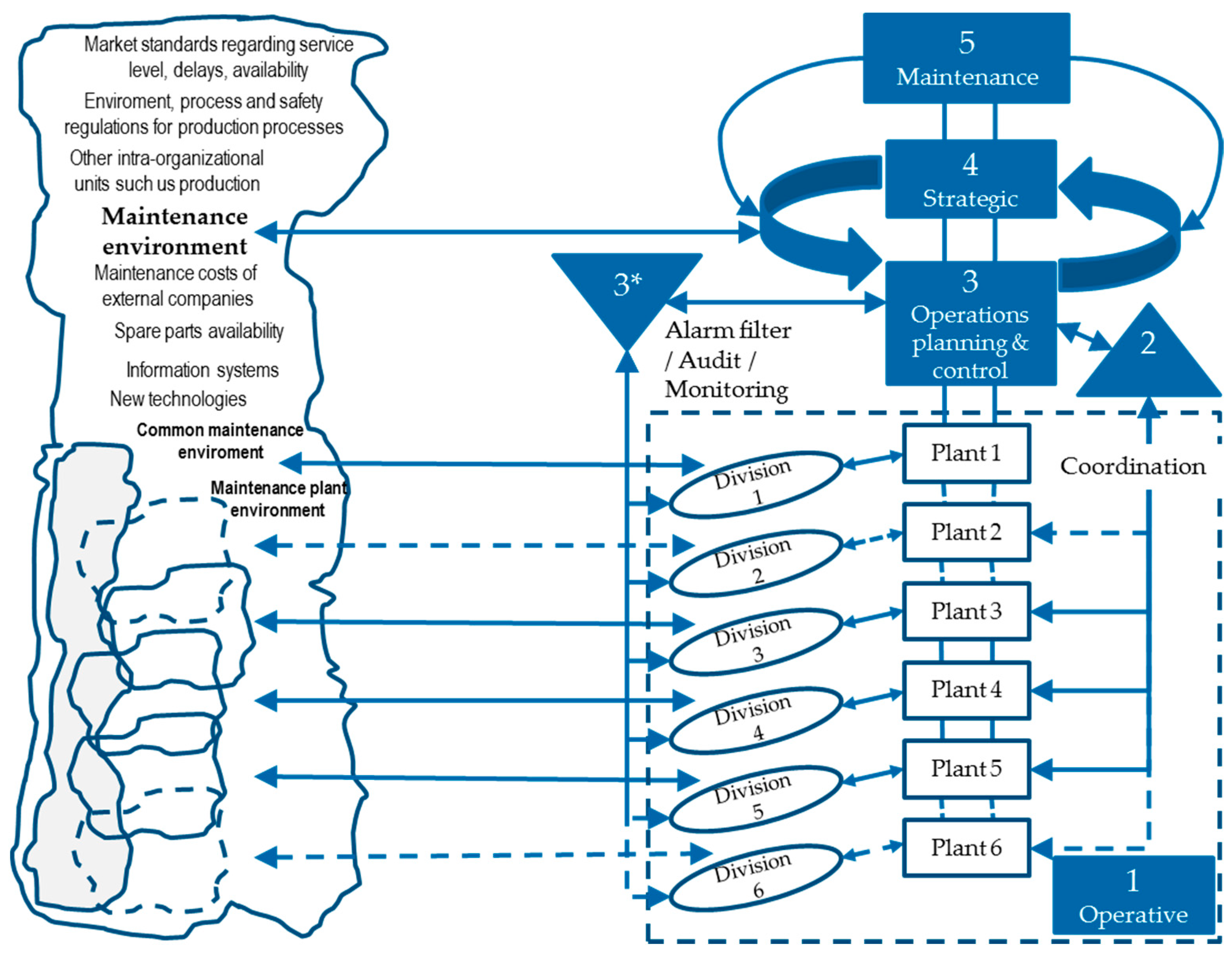
- System 5 establishes the production and maintenance objectives and communicates them to the other management systems, systems 3 and 4.
- System 4 observes and collects essential information from the external environment of maintenance and production. Production environment is mainly represented by the demands of customers, but also by other factors such as information systems offered by the market for the management, planning and control of production, new manufacturing technologies and, in general, all factors affecting the production system such us market standards, delivery times, production strategies, delays, production costs in external companies for example to help in making decisions about outsourcing or to not manufacture certain parts or about the assembly of certain sets, etc. Maintenance environment could be described by the costs in the market for maintenance activities, average reaction times in the market as well as service level standards, information systems for maintenance, technology development, environmental and work safety regulations and customer delays. With these and other information from the external environment and information from system 5, system 4 creates a vision of what the production and maintenance areas have to be, and which should be the measures to be followed to reach that state. This vision is validated internally with system 3 so that system 4 makes the decision and system 3 makes the changes internally.
- System 3 is responsible for maintaining the internal stability of the model by optimizing the use of internal resources using the information received by system 4 about the clients as well as the information on the different divisions of system 1 through system 2. It would be related to functions such as operative production and maintenance management and control, information management, quality management, operative logistics planning and control, etc. Moreover, system 3* allows a quick response to possible emergencies in the manufacturing process or in the production control and monitoring by acting before information flows through system 2. It is capable of performing actions in real time if something happens outside of normal limits such as making changes in sequencing and production scheduling to avoid stopping production flow.
- System 2 is represented by the functions of coordination between the different production locations in daily activities. This system receives all the information of the different production plants and acts as a filter so that only the necessary information reaches system 3. The difference between both is in the time horizons of action. While system 2 performs functions in daily activities, the tactical system optimizes the performance of the internal system over a longer time horizon.
- System 1: each plant or workshop within the production system is an operational unit that includes the management of the unit and the division that performs the operational activities. An example could be an assembly workshop that contains the planning and production control departments responsible for the components of the workshop with their team leaders together with the operators that finally perform the production tasks.
- Environment: represents all the external factors that influence the production and maintenance management in a company. Figure 7 shows the environment of the entire maintenance area as well as of each plant or workshop.
4.1.4. Association of Planning Tasks to Recursion Levels
4.1.5. Identification of Information Flows between Recursion Levels
- Between the company environment and system 4 at the production/maintenance recursion level,
- Between systems 5 of company and production/maintenance,
- Between systems 4 of company and production/maintenance,
- Between systems 3 of company and production/maintenance,
- Between systems 2 of company and production/maintenance,
- Between the operating units, systems 1, of company and production / maintenance,
- Between the alarm/monitoring filter (System 3*) of the company’s recursion level and system 4 of production/maintenance.
4.2. Applying the Conceptual Model to an OEM Production System
- Press shop
- Bodywork shop
- Paint shop
- Engines shop
- Assembly shops
- Final assembly shops
- Build-to-forecast: the assembly process starts before you have a customer for that car configuration.
- Build-to-order: the assembly process is started only when there is a customer associated with that variant that is to be assembled.
4.3. Model Simulation Using System Dynamics for an OEM Production System
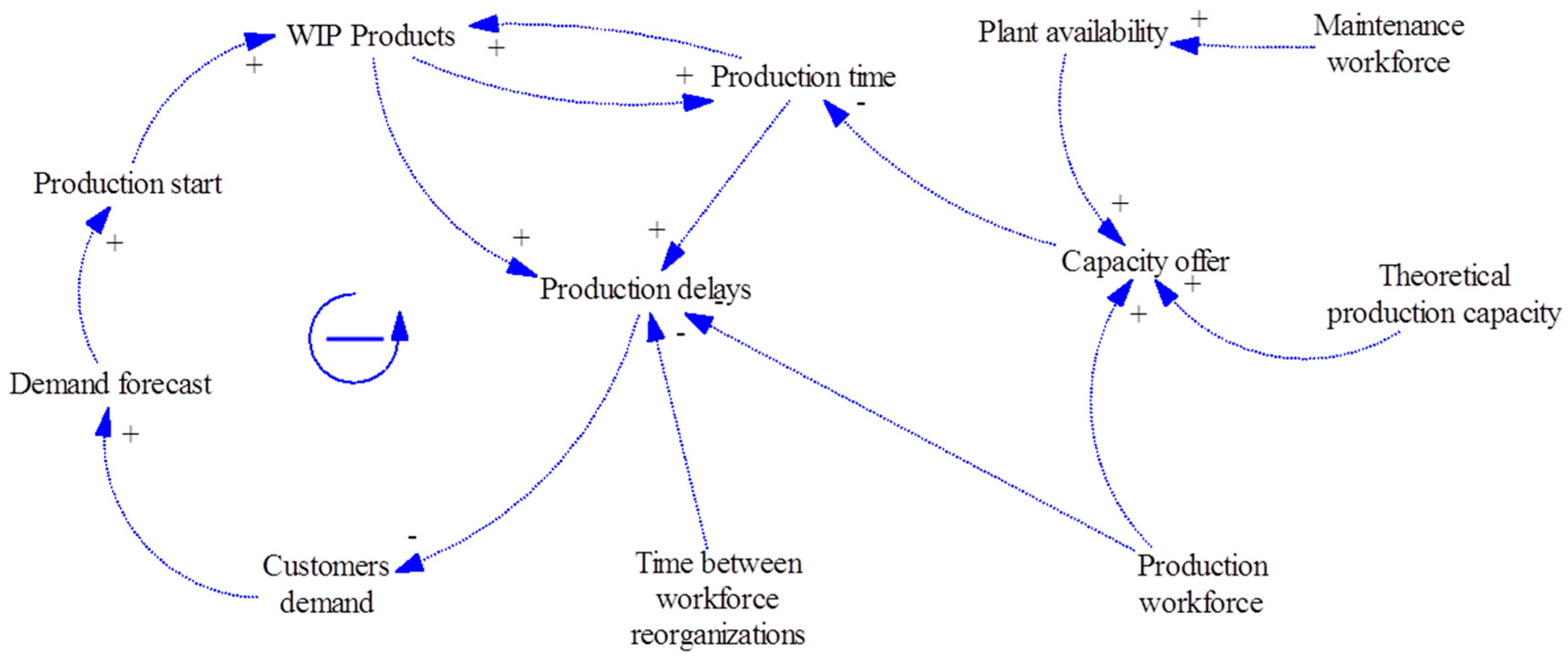
4.3.1. Casual Loop Diagrams (CLD)
4.3.2. Methodology, Assumptions and Comparison Conditions
- Definition of the objective, hypothesis and methodology
- Number of simulation models
- Simplification of the complexity of the conceptual model through assumptions
- Criteria that make possible a comparison between models
- Definition of quantitative parameters to obtain results and compare models
- Definition of the production flow
- Creation of the model based on the CLD (Casual Loop Diagrams)
- Validation of the behavior of the simulation models
- Determination of scenarios, simulation and extraction of results
- Evaluation of the results and derivation of conclusions
- Production times for car models are not variable
- Times for material transport and employee movements are not variable
- Distribution of finished products as given
- Procurement of raw material as given
- Demand does not change if customer service is better or worse
- Each order has a production unit
- Bill of materials are not considered
- Same demand, same patterns of demand, demand replication
- Same production capacities per production step
- Same breakdowns per production step
- Same reaction times depending on the location
- Same task execution times
- Same workforce capacity
- The same maintenance capacity is considered for the same class of worker
4.3.3. Key Performance Indicators (KPIs) for the Simulation Model
- Production on time (% per week)
- Total production (# thous. cars)
- Total downtime (days for all workshops)
- Availability of final assembly workshop (%)
- Capacity utilization of final assembly workshop (%)
- Cumulated stocks (# Mill. cars)
- MAD (Mean Absolute Deviation) (# thous. cars)
- Cumulated demand (# thous. cars)
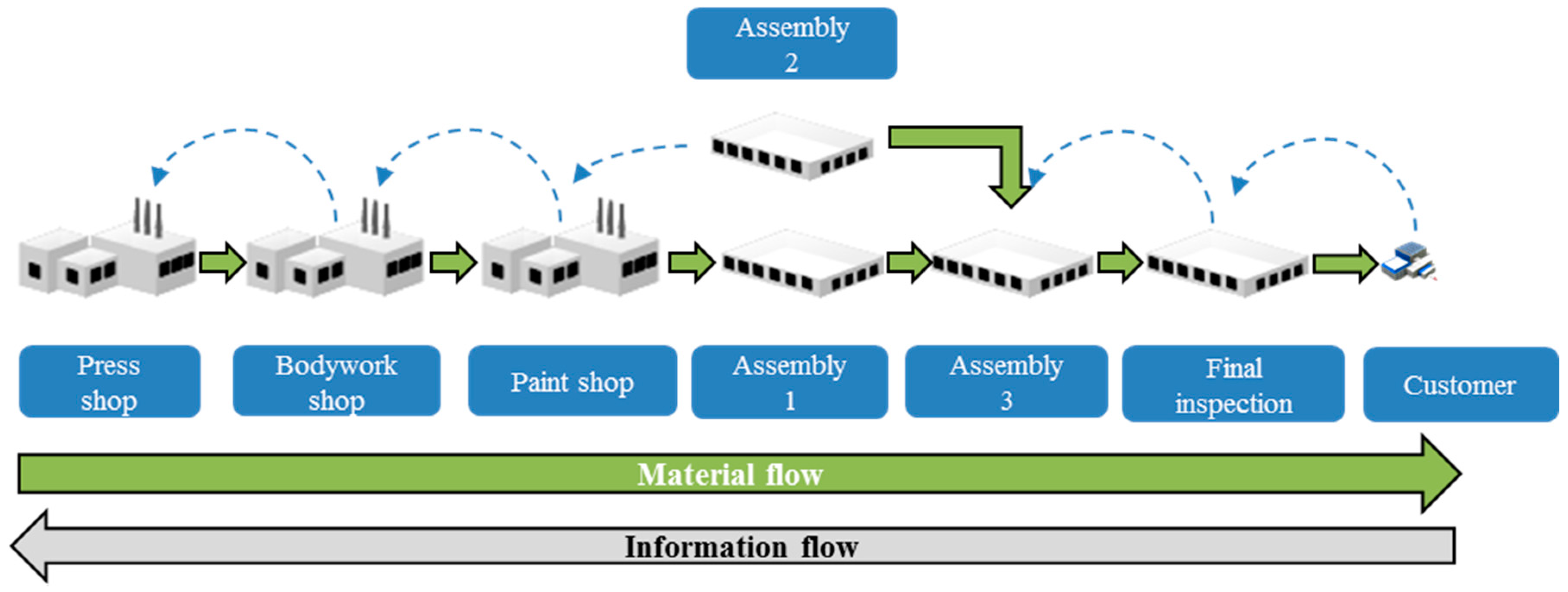
4.3.4. Definition of the Production Flow in the Simulation Model
- Press shop
- Bodywork shop
- Paint shop
- Pre-assembly shop—assembly 1
- Mechanical assembly shop—assembly 2
- Final assembly shop—assembly 3
- Final inspection shop
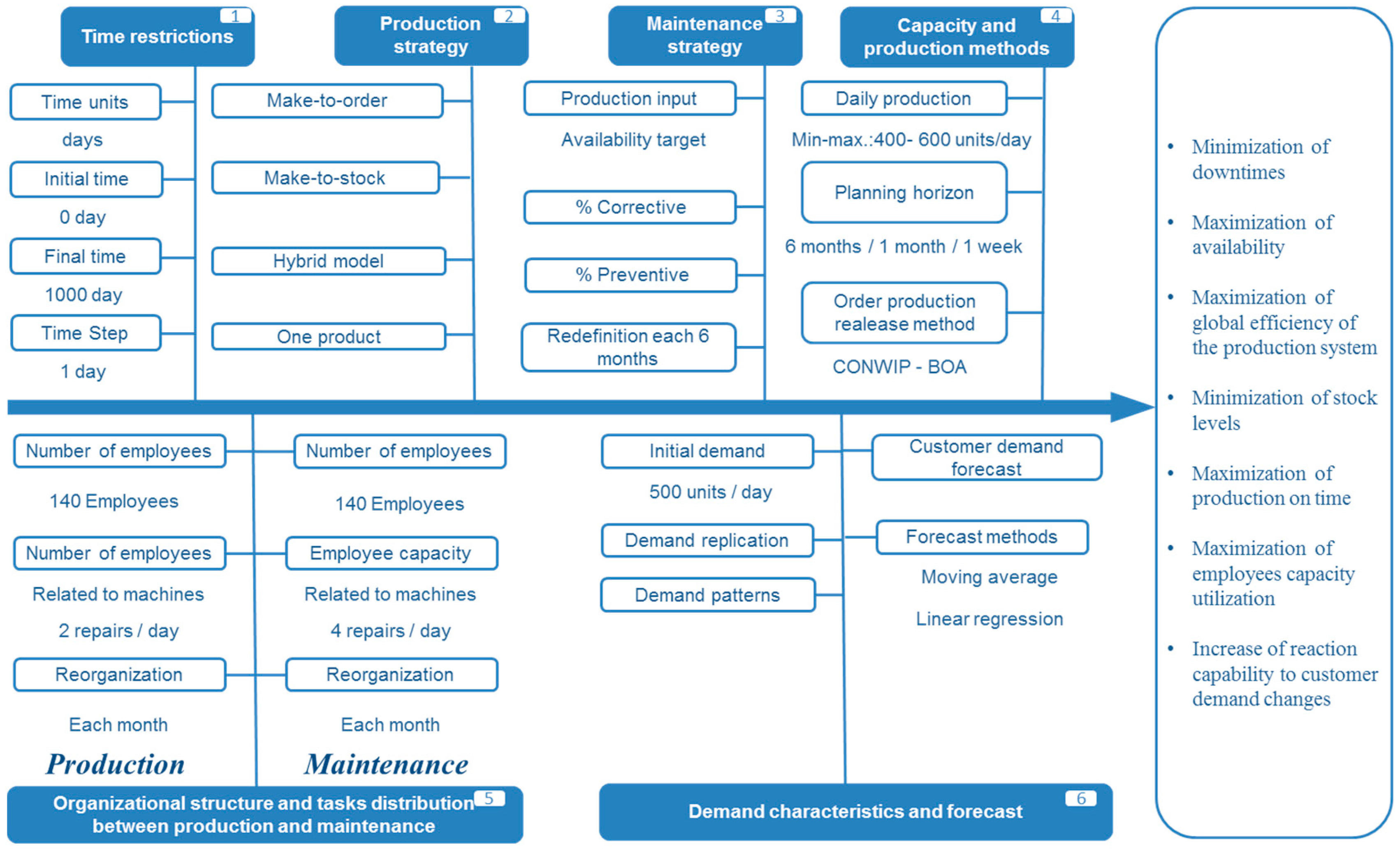
4.3.5. Design of the Intra-Organizational Simulation Model for Production and Maintenance Management
- Time restrictions: first, the modeler must define a time horizon and units of time. It is easy to fulfill that step by asking to what extent the simulation should be considered. In the case of the study, it has been decided to simulate four working years to evaluate influences in the medium and long term.
- Production strategy: the model offers the possibility to manufacture according to the push or pull principle. A mixed strategy can also be chosen. It assumes the existence of a single product or model in the production flow.
- Maintenance strategy: the simulation allows defining a preventive maintenance ratio so that it reduces the corrective according to a factor that is assumed.
- Capacity and production methods: in the model there are two methods: CONWIP (CONstant Work in Progress) in which the quantity of products in production process is always the same and BOA (Workload-dependent order release) that initiates production of an order based on the current and expected workload for the plants.
- Organizational structure and tasks distribution between production and maintenance: the simulation allows personnel changes in the areas of maintenance and production as well as between them. In addition, assumptions about the influence of the changes are made, for example, if there are more maintenance personnel, it will take less time to perform preventive maintenance tasks.
- Demand characteristics and forecast: the model makes different forecasts using two different methods: moving average and linear regression.
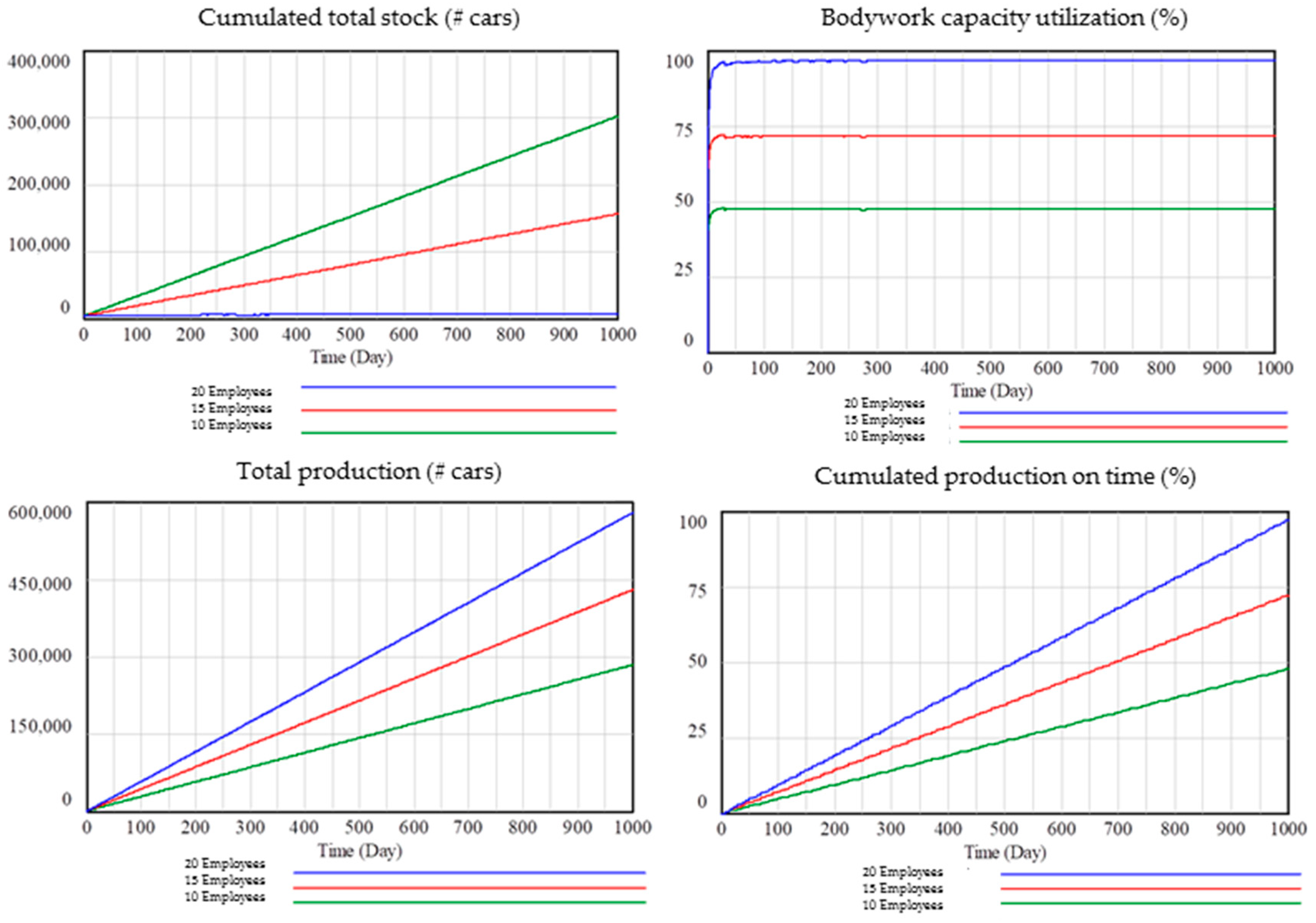
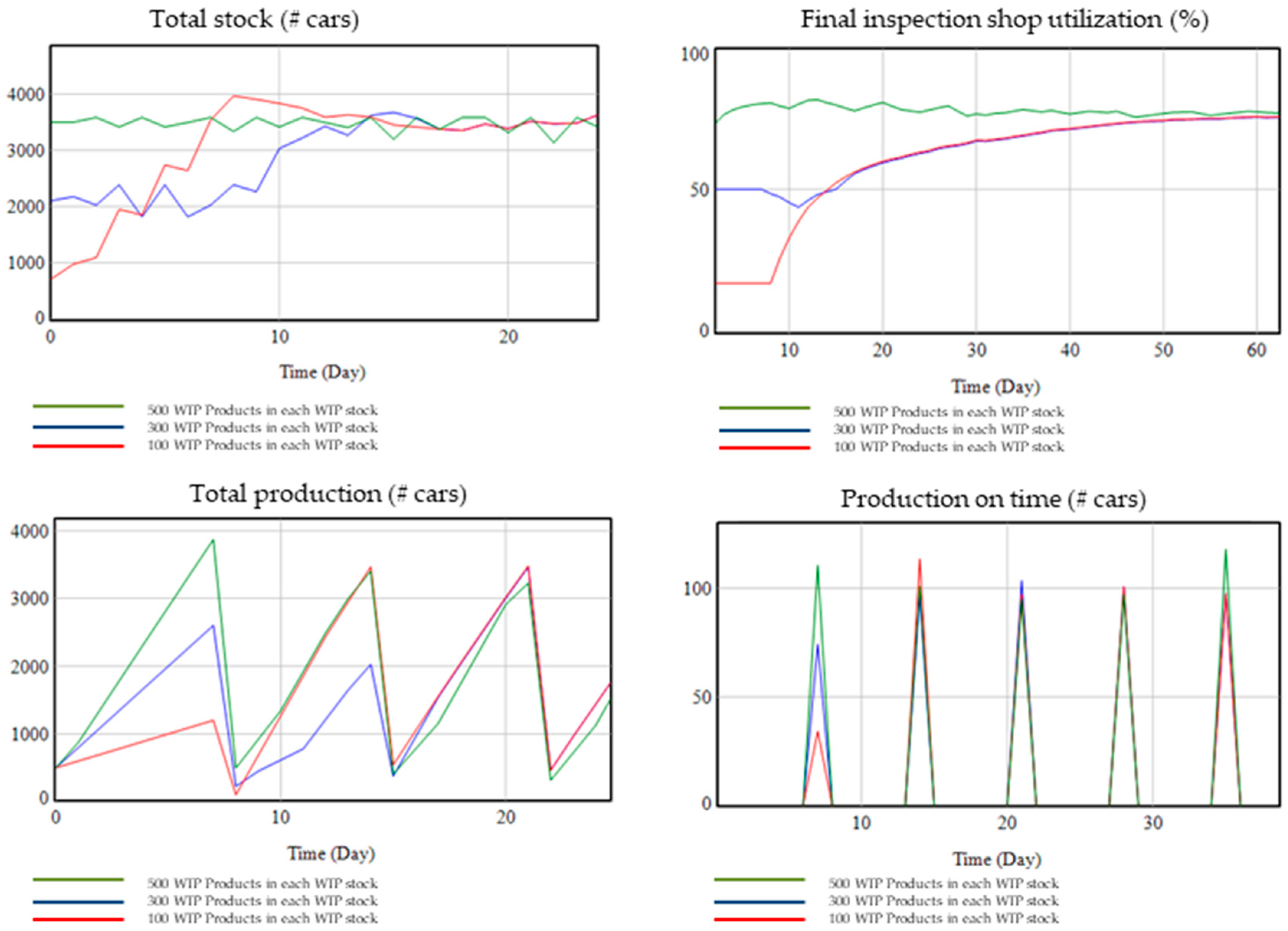
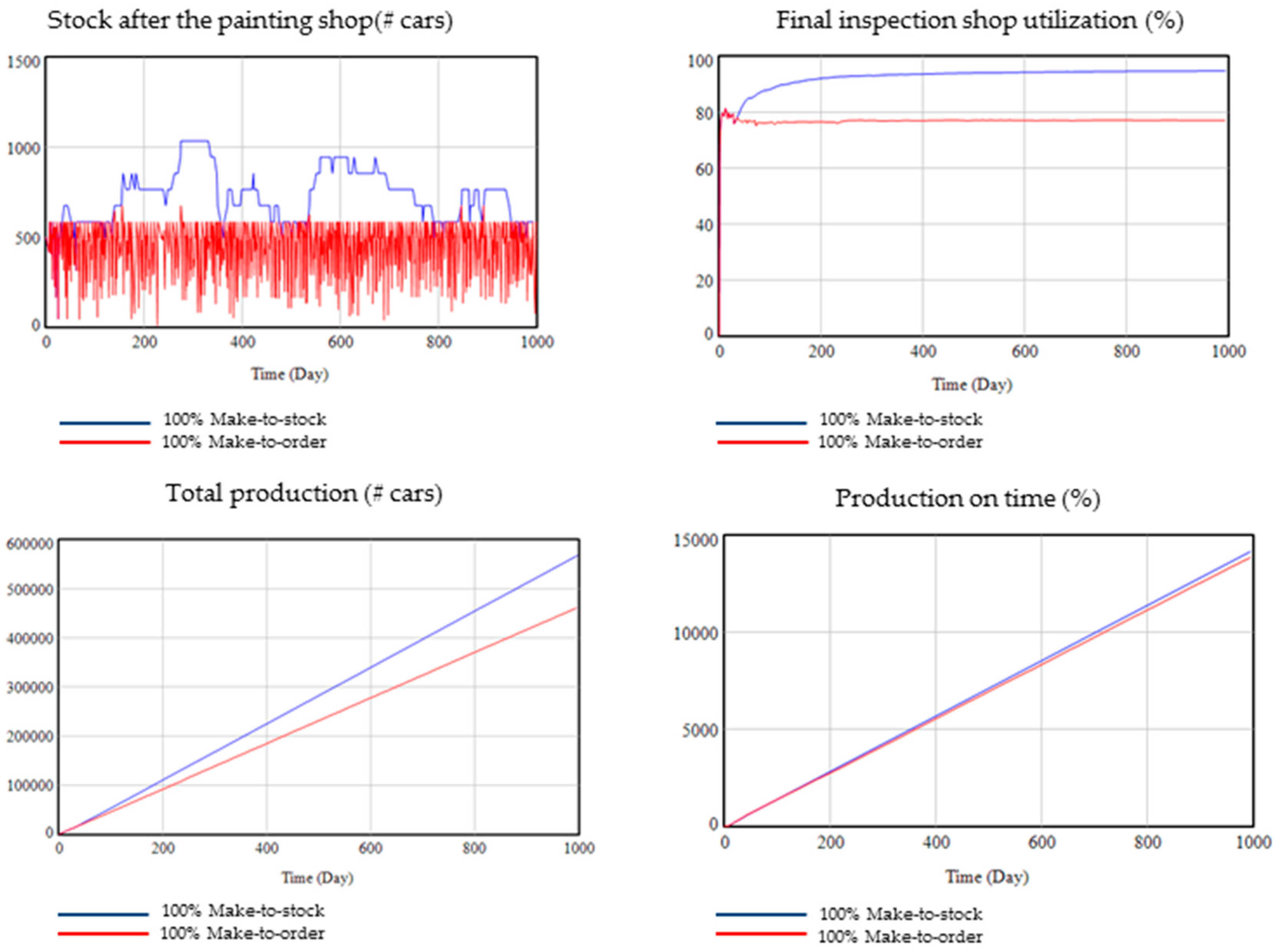
4.3.6. Simulation Model Validation
- For a lower number of employees, production on time (%) must be lower and the total stock should be higher because the production facility provides more products than employees can process. Moreover, utilization of shop capacities should be lower and therefore also the production output.
- For higher initial stocks in WIP (work in progress) at initial time, production on time (%) must be higher and total stock should be higher in the first weeks because the production facility has more products within production process at the beginning. Moreover, utilization of shop capacities should be higher and therefore also the production output in the first weeks. Afterwards, due to the CONWIP method, the production WIP converges to a CONWIP goal that is equal to one week of demand and therefore all other indicators also converge.
- For a make-to-order production, it is expected to have less stock during the production process, less capacity utilization and production output as well as less production on time than with a make-to-stock production.
4.3.7. Scenario Definitions
- Case study 1—reorganization of production and maintenance employees: the production area transfers workers to the maintenance area when there is a low customer demand. With this scenario, how the utilization of production workforce for maintenance activities could increase global production performance, if the decision is made in an early moment when demand starts to be lower than production capacities, is studied.
- Case study 2—reorganization of production and maintenance employees: the maintenance area transfers workers to production when there is a high customer demand. With this scenario, how the utilization of maintenance employees in production activities could increase global production performance, if the decision is made in an early moment when demand starts to be almost at the maximum level of production capacities, is analyzed.
- Case study 3—comparison between the CONWIP and BOA methods: for the same customer demand, the order initiation method varies. CONWIP (CONstant Work in Progress) initiates production of new orders maintaining the same WIP cars while BOA initiates production of new orders depending on current and future equipment workload. BOA tries to optimize utilization and CONWIP in the model tries to maintain a week of production demand always as WIP.
- Case study 4—comparison between preventive and corrective maintenance: for the same demand, a low level of preventive maintenance activities and a high level of maintenance activities is simulated. With this scenario, the effect of the preventive level of maintenance activities can be simulated. In the models, a parametrization is done considering that preventive activities require a certain employee capacity but reduced the unexpected downtimes of the production shops.
4.3.8. Simulation Results
- Case study 1—reorganization of production and maintenance employees with a low demand:
- Case study 2—reorganization of production & maintenance employees with a high demand:
- Case study 3—comparison between the CONWIP and BOA methods:
- Case study 4—comparison between preventive and corrective maintenance:
5. Interpretation of the Simulation Results
- Case study 1: the production area transfers workers to the maintenance area when there is a low demand for production. This decision is only taken in the VSM simulation model and moves three employees of a total of 20 employees from each production area to its respective maintenance area. The logic reason for this change is, since production employees cannot be fully utilized, they can help the maintenance units to perform maintenance activities in order to improve the production system performance. As it can be seen in Table 4, downtimes are more than 30% lower and production on time is almost 1% higher.
- Case study 2: the maintenance area transfers workers to production when there is a high production demand. In this case, the Non-VSM model presents in one case 20 maintenance and production workers per plant or workshop while the VSM model changes to 23 workers for production and 17 for maintenance. Therefore, maintenance activities have less capacity while production capacity is increased. As it can be seen in Table 5, the VSM model presents downtimes almost 30% lower, total production is higher by 2000 cars, production on time is 0.2% higher and stocks are 26% lower.
- Case study 3: it can be observed in Table 6 how the BOA method has better results in terms of quantity produced by almost 5%, in terms of production on time by 0.8% and in terms of capacity utilization by 4.3% since it starts the production of orders according to the workload. However, the BOA method has more cumulated stocks, 17% more than the CONWIP method, because orders are more time in production flow while securing capacity utilization. Therefore, in a VSM model of a manufacturing company, it can be decided whether to use BOA or CONWIP depending on company goals.
- Case study 4: in the simulation model, there is a parameter that indicates the level of intensity of preventive maintenance. As it can be seen in Table 7, when making the decision of increasing preventive maintenance, availability increased by 3.7% and unexpected downtimes decreased by 39%.
6. Conclusions
- Identification of the objectives, key performance indicators and functions of production and maintenance management as well as basic methods and tools
- Clear evidence of the need for new approaches in the coordination of production and maintenance management after reviewing the state of the art
- Confirmation of the need for new communication and coordination systems as well as integral management of internal logistics as one of the biggest potentials to deal with current and future challenges in the manufacturing sector
- The application of the structure of the Viable System Model (VSM) for the design of the conceptual model for production and maintenance management provided a structure that has allowed the definition of information flows, planning levels as well as mechanisms of autonomy and escalation between levels within a company and within the areas of production and maintenance.
- System Dynamics has provided the notation and functions necessary for the design of simulation models using VENSIM as commercial software.
- The comparison of the different models for the four cases presented has shown the relevance of the organizational structure decisions and methods for production and maintenance management. In addition, it was proved how production and maintenance performance can be optimized by making decisions at the right moment. Key performance indicators such as total production, service level, downtime, etc. improved significantly when moving employees, changing production method or the maintenance strategy.
- Improve the conceptual model with all the different methods and tools by level of recursion and task as well as its inclusion in the simulation model
- Extend the study for all internal logistics processes to generate a tool to help management, since, as we have seen, the markets require flexibility and right now the companies do not have mechanisms to make the right decisions in most of the cases. Many of them centralize maintenance units and a few years later they decentralize it again, which suggests that there is no strategic or tactical direction.
- Apply the simulation model based on the VSM for a real productive system
Author Contributions
Funding
Conflicts of Interest
References
- Frazelle, E. Supply Chain Strategy: The Logistics of Supply Chain Management; McGraw Hill: New York, NY, USA, 2002. [Google Scholar]
- Tu, Y.; Dean, P. One-of-a-Kind Production; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Auerbach, T.; Bauhoff, F.; Beckers, M.; Behnen, D.; Brecher, C.; Brosze, T.; Esser, M. Selbstoptimierende Produktionssysteme. In Integrative Produktionstechnik für Hochlohnländer; Springer: Berlin/Heidelberg, Germany, 2011; pp. 747–1057. [Google Scholar]
- Jodlbauer, H. Produktionsoptimierung; Springer Science & Business: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Sobaszek, Ł.; Gola, A.; Kozłowski, E. Application of survival function in robust scheduling of production jobs. In Proceedings of the 2017 Federated Conference on IEEE Computer Science and Information Systems (FedCSIS), Prague, Czech Republic, 4–7 September 2017; pp. 575–578. [Google Scholar]
- Frank, S.; Hans-Christian, P. Studie Trends und Strategien in der Logistik 2008: Die Kernaussagen; Bundesverband Logistik BVL: Bremen, Germany, 2008. [Google Scholar]
- Schikora, A. Anforderungen an Die Unternehmensführung im Turbulenten Umfeld; Igel Verlag RWS: Hamburg, Germany, 2014. [Google Scholar]
- Fischäder, H. Störungsmanagement in Netzwerkförmigen Produktionssystemen; Deutscher Universitäts-Verlag: Wiesbaden, Germany, 2007. [Google Scholar]
- Fleisch, E.; Christ, O.; Dierkes, M. Die betriebswirtschaftliche Vision des Internets der Dinge. In Das Internet der Dinge; Springer: Berlin/Heidelberg, Germany, 2005; pp. 3–37. [Google Scholar]
- Der Arbeitsdirektionen Stahl, A.E.M. Integration von Produktion und Instandhaltung; Arbeitspapier, Hans-Boeckler-Stiftung: Düsseldorf, Germany, 2003. [Google Scholar]
- Kuhn, A.; Schuh, G.; Stahl, B. Nachhaltige Instandhaltung: Trends, Potenziale und Handlungsfelder Nachhaltiger Instandhaltung; Ergebnisbericht der vom BMBF geförderten Untersuchung Nachhaltige Instandhaltung; VDMA-Verlag: Hanover, Germany, 2006. [Google Scholar]
- Espejo, R.; Harnden, R. (Eds.) The Viable System Model: Interpretations and Applications of Stafford Beer’s VSM; Wiley: Hoboken, NJ, USA, 1989. [Google Scholar]
- Schuh, G.; Stich, V.; Brosze, T.; Fuchs, S.; Pulz, C.; Quick, J.; Bauhoff, F. High resolution supply chain management: Optimized processes based on self-optimizing control loops and real time data. Prod. Eng. 2011, 5, 433–442. [Google Scholar] [CrossRef]
- Herold, C. Ein Vorgehenskonzept zur Unternehmensstrukturierung Heuristische Anwengung des Modells Lebensfahiger Systeme; Difo Druck: Bamberg, Germany, 1991. [Google Scholar]
- Herrmann, C.; Bergmann, L.; Halubek, P.; Thiede, S. Lean production system design from the perspective of the viable system model. In Manufacturing Systems and Technologies for the New Frontier; Springer: London, UK, 2008; pp. 309–314. [Google Scholar]
- Brosze, T. Kybernetisches Management Wandlungsfähiger Produktionssysteme. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2011. [Google Scholar]
- Erbsen, A. Krankheit im Zentrum: Gestaltung von Krankheitsorientierten Spitalstrukturen aus Kybernetisch-Konstruktivistischer Sicht; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Kompa, S. Auftragseinlastung in überlastsituationen in der Kundenindividuellen Serienfertigung; Apprimus-Verlag: Aachen, Germany, 2014. [Google Scholar]
- Schürmeyer, M. Kybernetische Produktionsprogrammplanung; Apprimus Verlag: Aachen, Germany, 2014; p. 19. [Google Scholar]
- Hering, N.S. Echtzeitfähig-Koordinierte Produktionsplanung in Supply-Chains der Verbrauchsgüterindustrie; Apprimus-Verlag: Aachen, Germany, 2014. [Google Scholar]
- Groten, M. Integrierte Planung von Distributionsnetzwerken auf Basis des Viable-System-Models; Apprimus Verlag: Aachen, Germany, 2017. [Google Scholar]
- Schwaninger, M. Intelligent Organizations: Powerful Models for Systemic Management; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Angerhofer, B.J.; Angelides, M.C. System dynamics modelling in supply chain management: Research review. In Proceedings of the 32nd Conference on Winter Simulation, Society for Computer Simulation International, Orlando, FL, USA, 10–13 December 2000; pp. 342–351. [Google Scholar]
- Sterman, J.D. Business Dynamics: Systems Thinking and Modeling for a Complex World; Irwin/McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Forrester, J.W. Industrial Dynamics. 4. Auflage; MIT Press: Cambridge, UK, 1969. [Google Scholar]
- Coyle, R.G. System Dynamics Modelling: A Practical Approach; Chapman & Hall: London, UK, 2008. [Google Scholar]
- Brunner, A. Simulationsbasierte Bewertung von Supply-Chain-Management-Konzepten Apprimus; Apprimus Verlag: Aachen, Germany, 2011. [Google Scholar]
- Reggelin, T. Schneller Entscheiden. Log.Kompass; DVV Media Group: Hamburg, Germany, 2012; p. 5. [Google Scholar]
- Campuzano, F.; Bru, J.M. Supply Chain Simulation: A System Dynamics Approach for Improving Performance; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Zelenović, D.M. Flexibility—A condition for effective production systems. Int. J. Prod. Res. 1982, 20, 319–337. [Google Scholar] [CrossRef]
- Nyhuis, P. Produktionskennlinien—Grundlagen und Anwendungsmöglichkeiten; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Friedli, T.; Schuh, G. Wettbewerbsfähigkeit der Produktion an Hochlohnstandorten; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Schuh, G.; Brosze, T.; Brandenburg, U.; Cuber, S.; Schenk, M.; Quick, J.; Hering, N. Grundlagen der Produktionsplanung und-Steuerung; Produktionsplanung Und-Steuerung 1; Springer: Berlin/Heidelberg, Germany, 2012; pp. 9–293. [Google Scholar]
- Schuh, G.; Stich, V. Logistikmanagement. Handbuch Produktion und Management 6. 2., Vollst. Neu Bearb. und Erw. Imprint; VDI-Buch, 6; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Matyas, K. Instandhaltungslogistik: Qualität und Produktivität Steigern, 5th ed.; Carl Hanser Verlag, Ed.; München, Wien: München, Germany, 2013. [Google Scholar]
- Pawellek, I.G. Planung der Instandhaltung. In tegrierte Instandhaltung und Ersatzteillogistik; Springer: Berlin/Heidelberg, Germany, 2013; pp. 285–324. [Google Scholar]
- Dombrowski, U.; Mielke, T. Ganzheitliche Produktionssysteme: Aktueller Stand und Zukünftige Entwicklungen; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Ríos, J.M.P. Design and Diagnosis for Sustainable Organizations: The Viable System Method; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Bozalongo Santander, L. Implantación de un Plan de Producción fijo Para el Taller de Prensas de Volkswagen Navarra. 2013. Available online: https://hdl.handle.net/2454/7443 (accessed on 1 July 2018).
- Lešková, A. Logistics Concept of Supply Chain in Automotive Production. 2012. Available online: http://web2.vslg.cz/fotogalerie/acta_logistica/2012/3-cislo/4_leskova.pdf (accessed on 1 July 2018).
- Pophaley, M.; Vyas, R.K. Plant maintenance management practices in automobile industries: A retrospective and literature review. J. Ind. Eng. Manag. 2010, 3, 512–541. [Google Scholar] [CrossRef]
- Wensing, T. Periodic Review Inventory Systems. Performance Analysis and Optimization of Inventory Systems within Supply Chains; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Key Performance Indicator | Production Recursion Level | Plant Recursion Level | ||||
|---|---|---|---|---|---|---|
| Systems of the VSM | S5 | S4 | S3 | S5 | S4 | S3 |
| Principles, guidelines (1.1) | X | - | - | X | - | - |
| Definition of product program (1.2) | X | - | - | - | - | - |
| Organizational structure (1.3) | - | X | - | - | - | - |
| Creation of investment program (1.4) | - | X | - | - | - | - |
| Production strategy planning & master data (1.5) | - | X | - | - | - | - |
| Continuous observation & evaluation of production environment (1.6) | - | X | - | - | - | - |
| Target system (quality, cost, time) (1.7) | - | X | - | - | - | - |
| Production system design, production location distribution (1.8) | - | X | - | - | - | - |
| Production master program: sales planning, requirements and resources planning (1.9) | - | X | - | - | - | - |
| “Make-or-buy” decisions (1.10) | - | X | - | - | - | - |
| Key Performance Indicator | Maintenance Recursion Level | Plant Recursion Level | ||||
|---|---|---|---|---|---|---|
| Systems of the VSM | S5 | S4 | S3 | S5 | S4 | S3 |
| Maintenance requirements planning (2.1) | - | - | X | - | - | - |
| Planning and distribution of costs (2.2) | - | - | - | - | - | X |
| Rough planning of maintenance resources: personnel, tools, materials, spare parts (2.3) | - | X | - | - | - | - |
| Rough planning of maintenance orders (2.4) | - | X | - | - | - | - |
| IT systems selection (2.5) | - | - | - | - | X | - |
| Creation of maintenance programs (2.6) | - | X | - | - | - | - |
| Suppliers selection (2.7) | - | - | X | - | - | - |
| Continuous observation & evaluation of internal performance of machines, personnel, stocks (2.8) | - | - | - | - | - | X |
| Knowledge management (2.9) | - | - | - | - | X | - |
| No. | Information on the Production Recursion Level | From … to … |
|---|---|---|
| 1 | Information about stopped facilities | From System 1 to 2/3 |
| ... | ... | ... |
| 28 | Number of orders and quantity produced | From System 1 to 4/5 |
| 29 | Number of orders that have met the required deadlines and quantity | From System 1 to 4/5 |
| 30 | Average Delivery time of the products | From System 1 to 4/5 |
| 31 | Number of defective Deliveries | From System 1 to 4/5 |
| 32 | Number of Deliveries with claims | From System 1 to 4/5 |
| 33 | Total number of changes made to production schedules | From System 1 to 4/5 |
| ... | ... | ... |
| 88 | Information about the economic environment of a productive plant | From environment to 4/5 |
| KPI-No. | Key Performance Indicator | Without Reorg. of Employees (non-VSM) | With Reorg. of Employees (VSM) |
|---|---|---|---|
| 1 | Production on time (% per week) | 98.4 | 99.2 |
| 2 | Total production (# thous. cars) | 458 | 458 |
| 3 | Total downtime (days for all workshops) | 139 | 97 |
| 4 | Availability of final inspection shop (%) | 94.1 | 94.1 |
| 5 | Capacity utilization of final inspection shop (%) | 76.3 | 76.3 |
| 6 | Cumulated stocks (# Mill. cars) | 3.3 | 3.3 |
| 7 | MAD (# thous. cars) | 23 | 23 |
| 8 | Cumulated demand (# thous. cars) | 458 | 458 |
| KPI-No. | Key Performance Indicator | Without Reorg. of Employees (non-VSM) | With Reorg. of Employees (VSM) |
|---|---|---|---|
| 1 | Production on time (% per week) | 96.9 | 97.1 |
| 2 | Total production (# thous. cars) | 579 | 581 |
| 3 | Total downtime (days for all workshops) | 143 | 100 |
| 4 | Availability of final inspection shop (%) | 94.2 | 94.2 |
| 5 | Capacity utilization of final inspection shop (%) | 96.5 | 96.8 |
| 6 | Cumulated stocks (# Mill. cars) | 5.7 | 4.2 |
| 7 | MAD (# thous. cars) | 12.3 | 12.3 |
| 8 | Cumulated demand (# thous. cars) | 582 | 582 |
| KPI-No. | Key Performance Indicator | CONWIP | BOA |
|---|---|---|---|
| 1 | Production on time (% per week) | 96.3 | 97.1 |
| 2 | Total production (# thous. cars) | 542 | 568 |
| 3 | Total downtime (days for all workshops) | 143 | 100 |
| 4 | Availability of final inspection shop (%) | 94.2 | 94.2 |
| 5 | Capacity utilization of final inspection shop (%) | 90.4 | 94.7 |
| 6 | Cumulated stocks (# Mill. cars) | 4.6 | 5.4 |
| 7 | MAD (# thous. cars) | 12.3 | 12.3 |
| 8 | Cumulated demand (# thous. cars) | 577 | 577 |
| KPI-No. | Key Performance Indicator | 10% Preventive | 100% Preventive |
|---|---|---|---|
| 1 | Production on time (% per week) | 97.1 | 97.1 |
| 2 | Total production (# thous. cars) | 579 | 579 |
| 3 | Total downtime (days for all workshops) | 192 | 117 |
| 4 | Availability of final inspection shop (%) | 91.3 | 95.0 |
| 5 | Capacity utilization of final inspection shop (%) | 96.5 | 96.5 |
| 6 | Cumulated stocks (# Mill. cars) | 5.1 | 4.9 |
| 7 | MAD (# thous. cars) | 12.3 | 12.3 |
| 8 | Cumulated demand (# thous. cars) | 579 | 579 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gallego García, S.; García García, M. Design and Simulation of Production and Maintenance Management Applying the Viable System Model: The Case of an OEM Plant. Materials 2018, 11, 1346. https://doi.org/10.3390/ma11081346
Gallego García S, García García M. Design and Simulation of Production and Maintenance Management Applying the Viable System Model: The Case of an OEM Plant. Materials. 2018; 11(8):1346. https://doi.org/10.3390/ma11081346
Chicago/Turabian StyleGallego García, Sergio, and Manuel García García. 2018. "Design and Simulation of Production and Maintenance Management Applying the Viable System Model: The Case of an OEM Plant" Materials 11, no. 8: 1346. https://doi.org/10.3390/ma11081346
APA StyleGallego García, S., & García García, M. (2018). Design and Simulation of Production and Maintenance Management Applying the Viable System Model: The Case of an OEM Plant. Materials, 11(8), 1346. https://doi.org/10.3390/ma11081346