Comparative Research on the Rebound Effect in Direct Electromagnetic Forming and Indirect Electromagnetic Forming with an Elastic Medium



Abstract
:1. Introduction
2. Research Methods
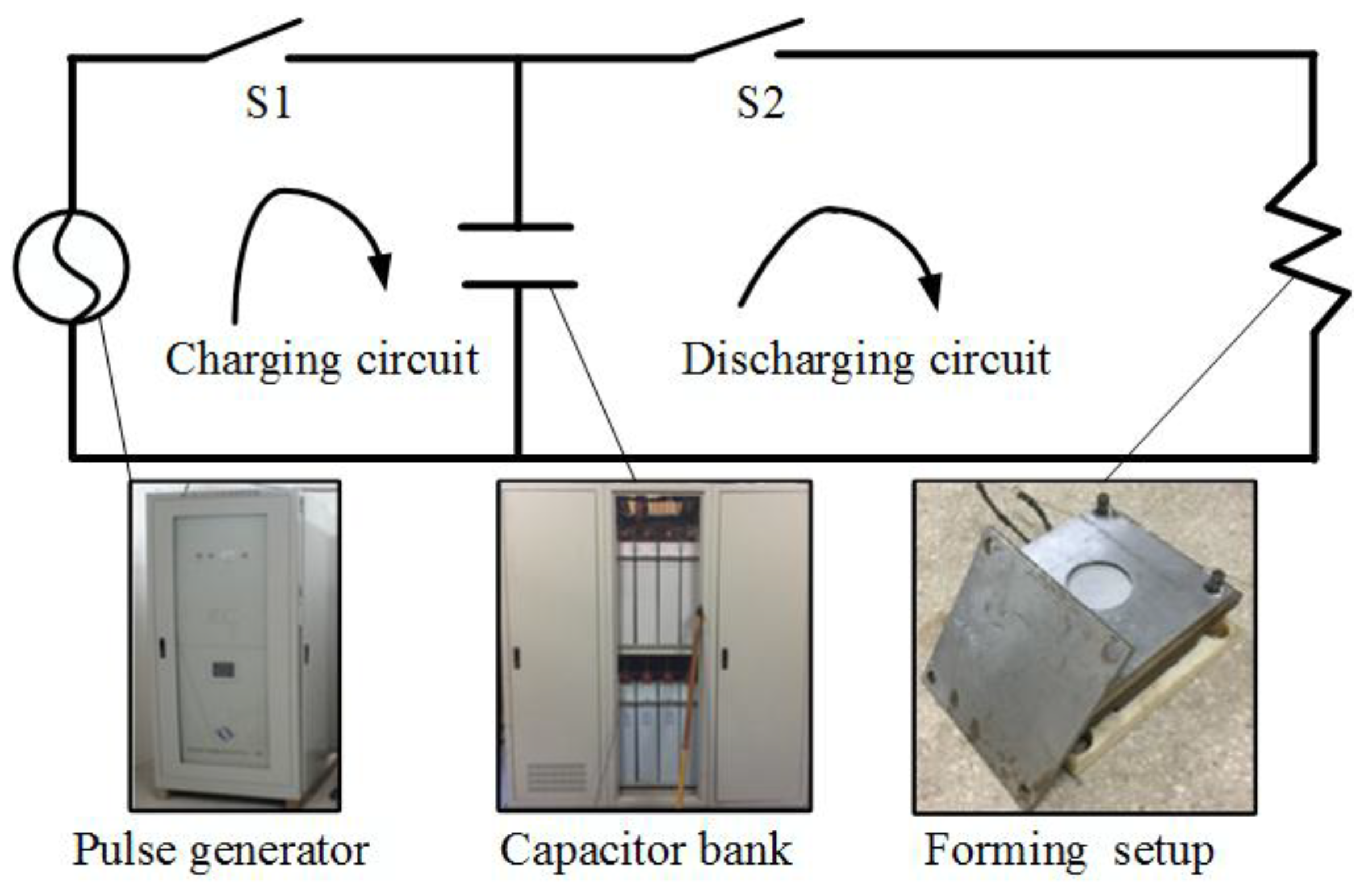
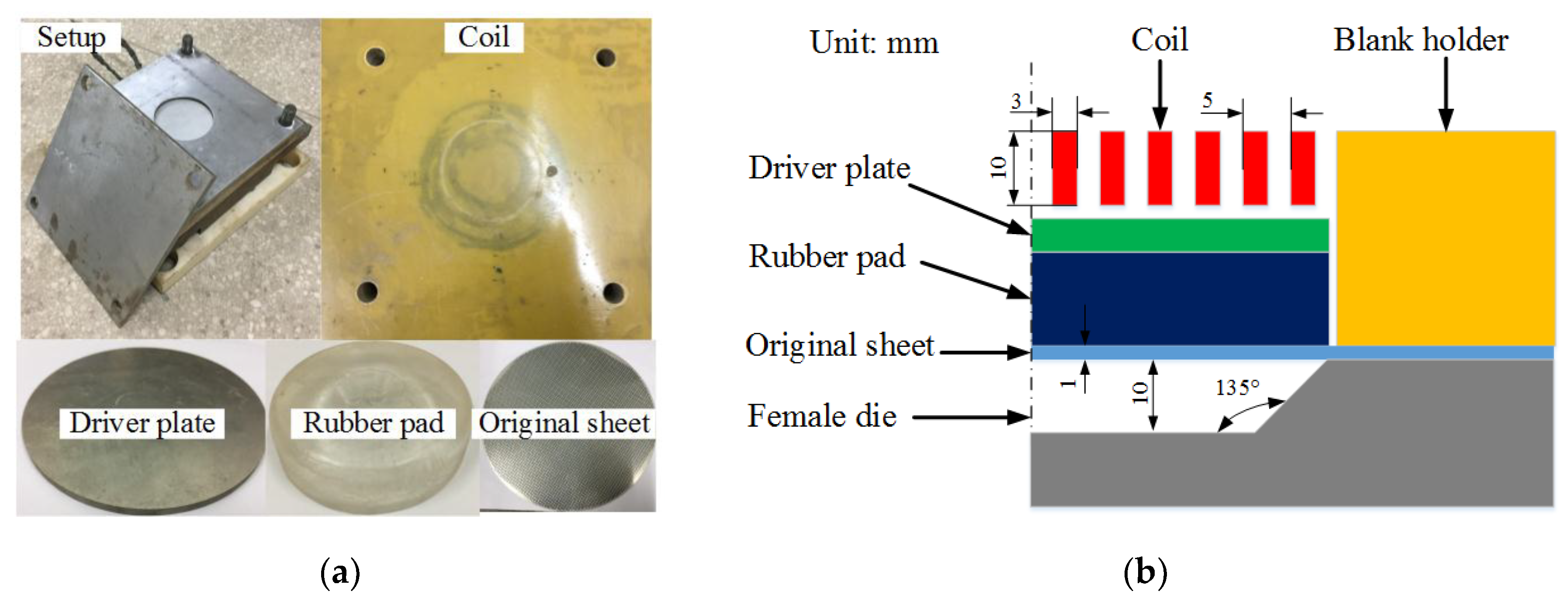
2.1. Experiment Setup
2.2. Establishment of Simulation Models
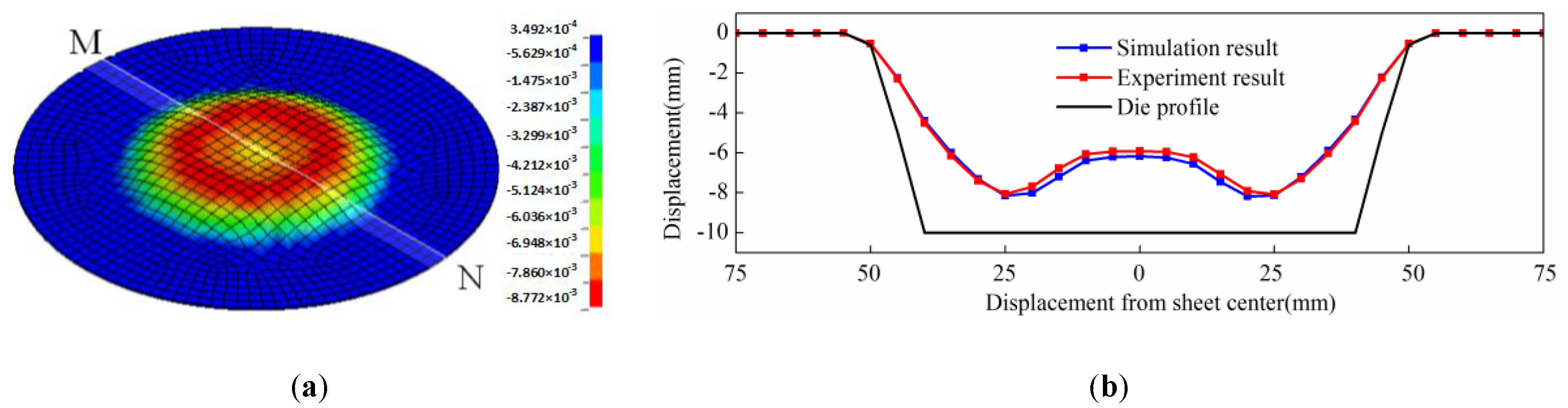
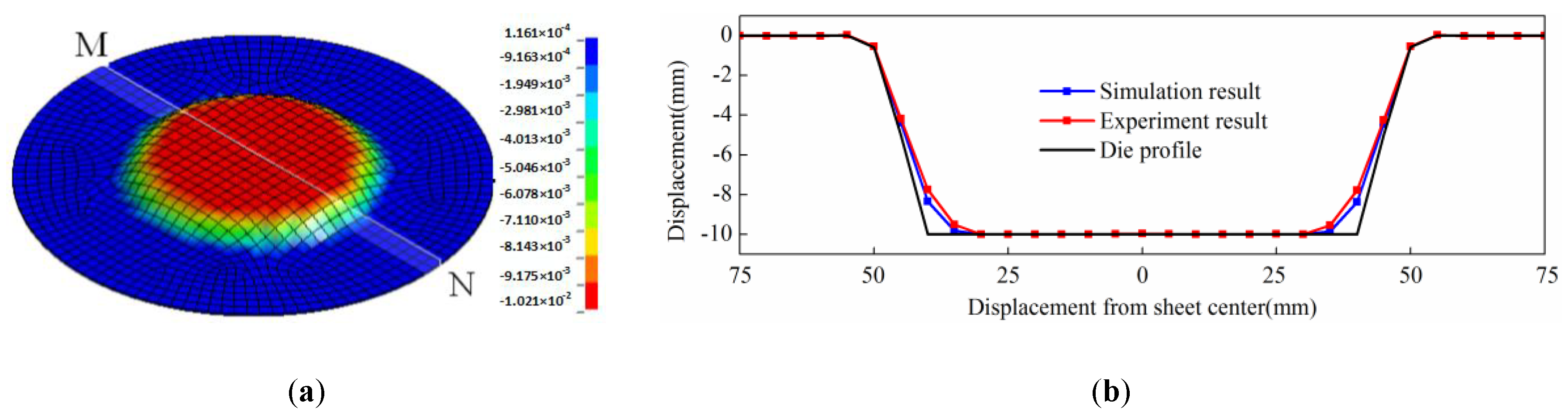
2.3. Validation of Simulation Models
3. Results and Discussions
3.1. Factors Affecting the Fittability of Indirect EMF
3.1.1. The Orthogonal Experiments
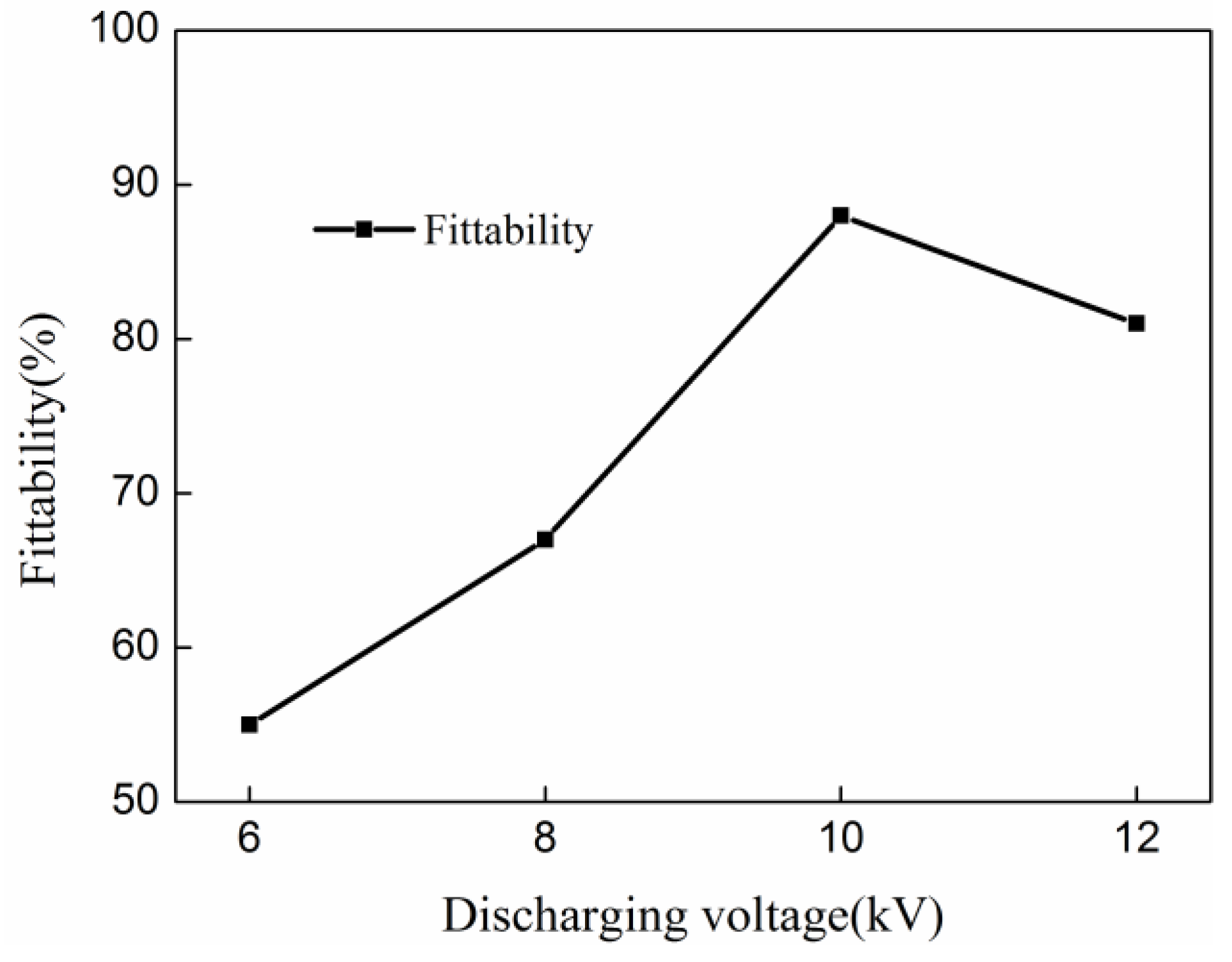
3.1.2. Effect of Discharging Voltage
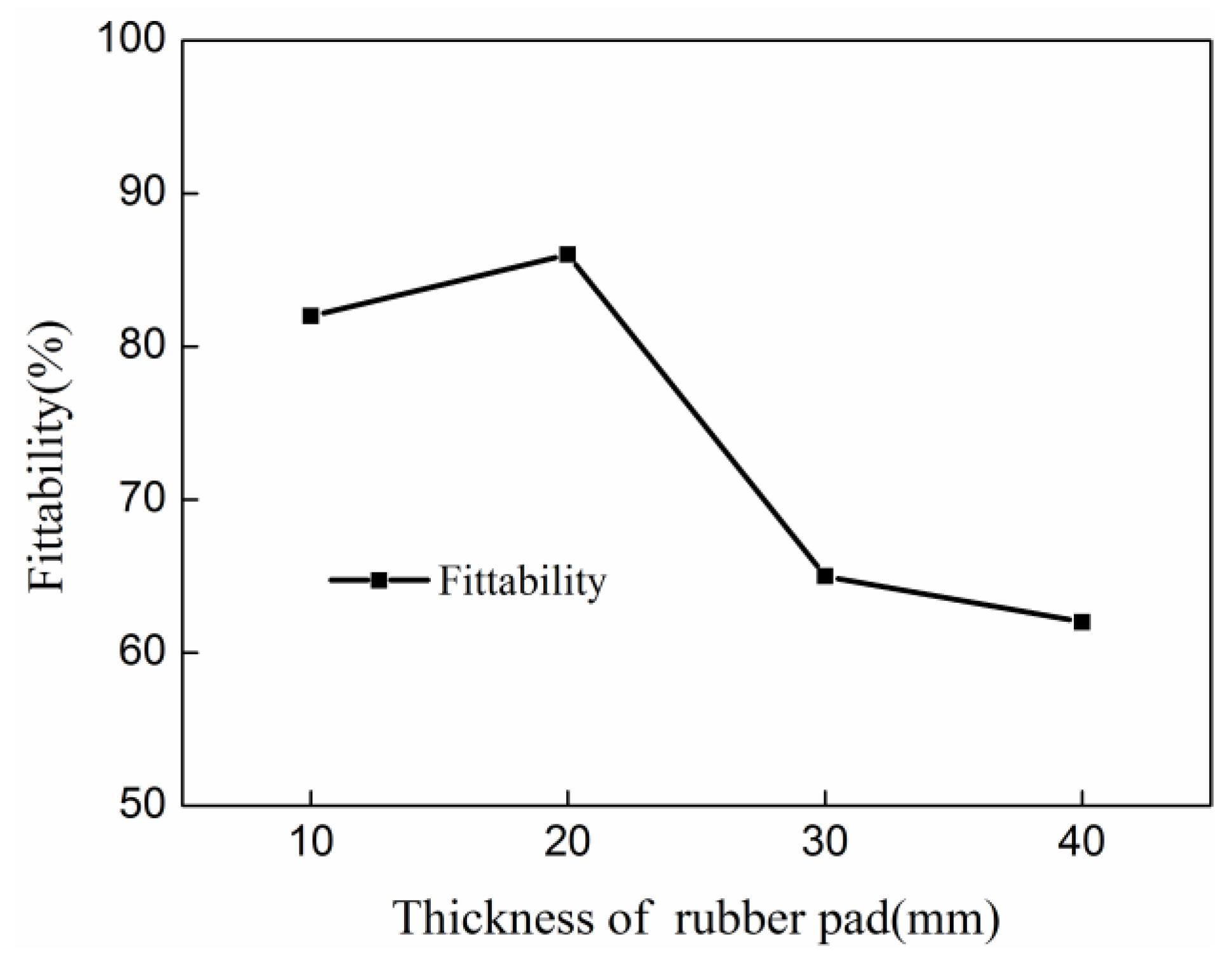
3.1.3. Effect of Thickness of Rubber Pad
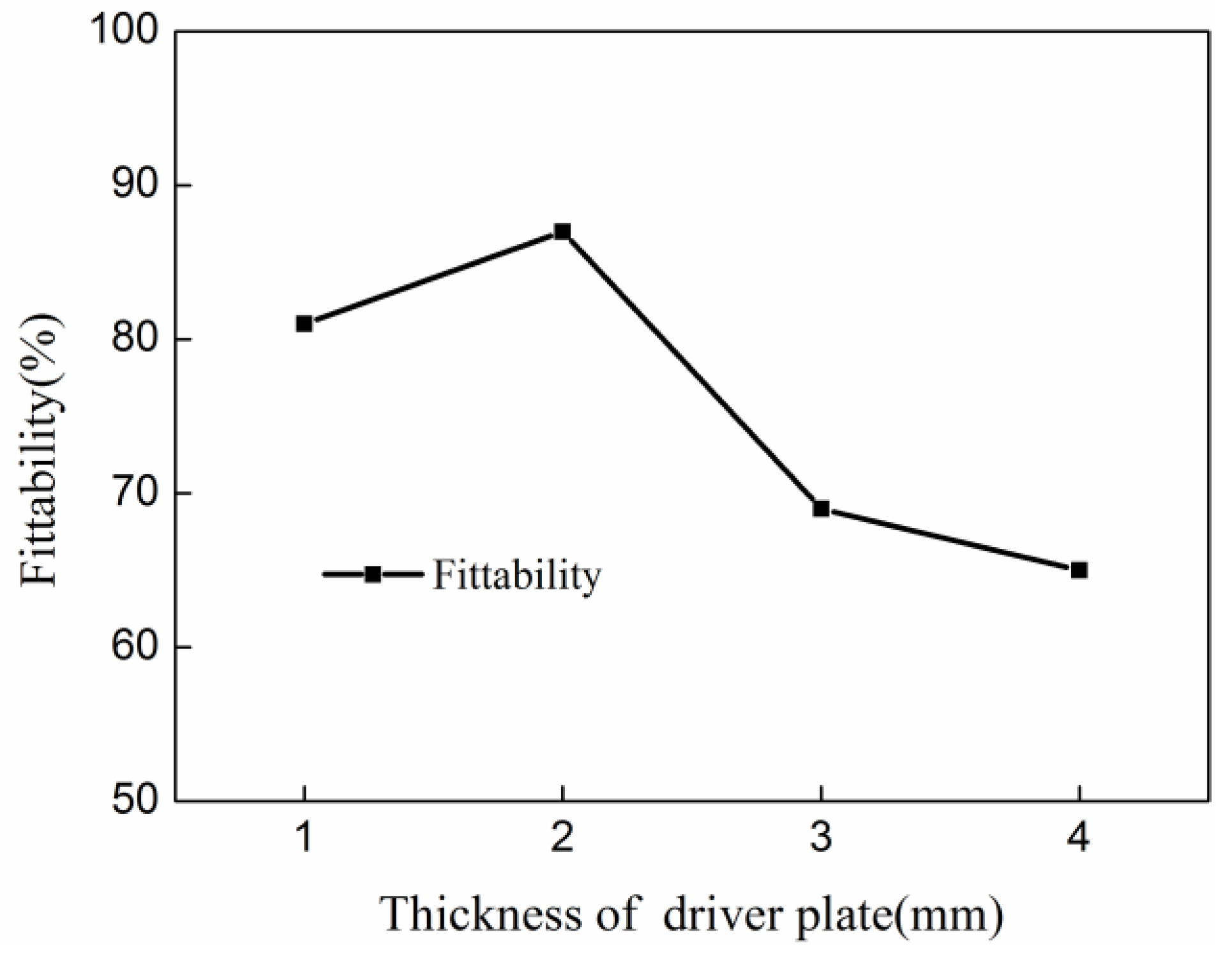
3.1.4. Effect of the Thickness of the Driver Plate
3.2. Comparative Analysis of Indirect EMF and Direct EMF
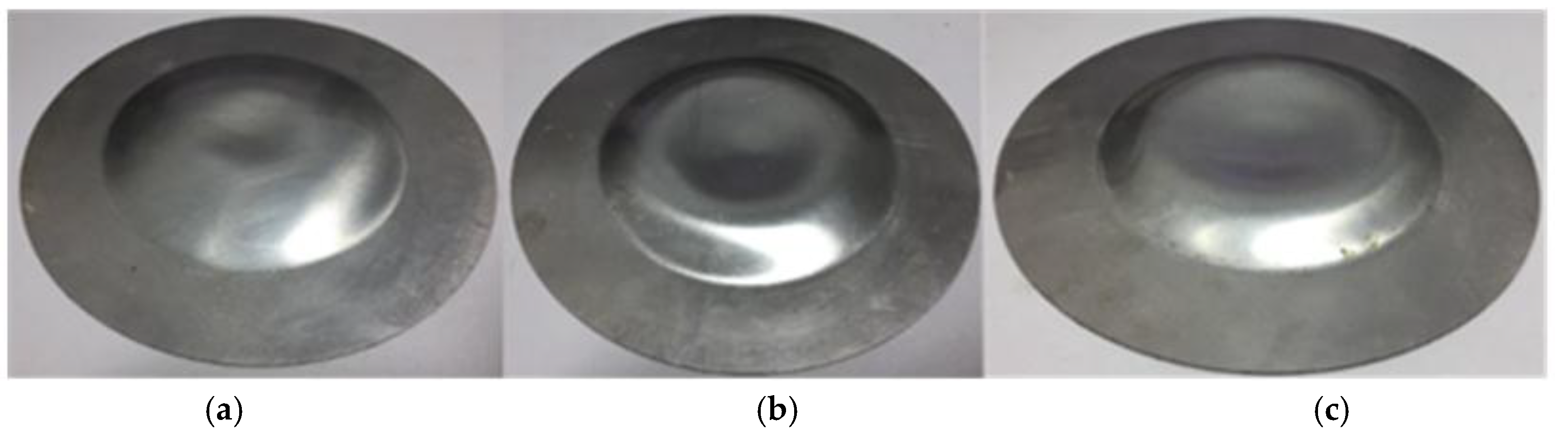
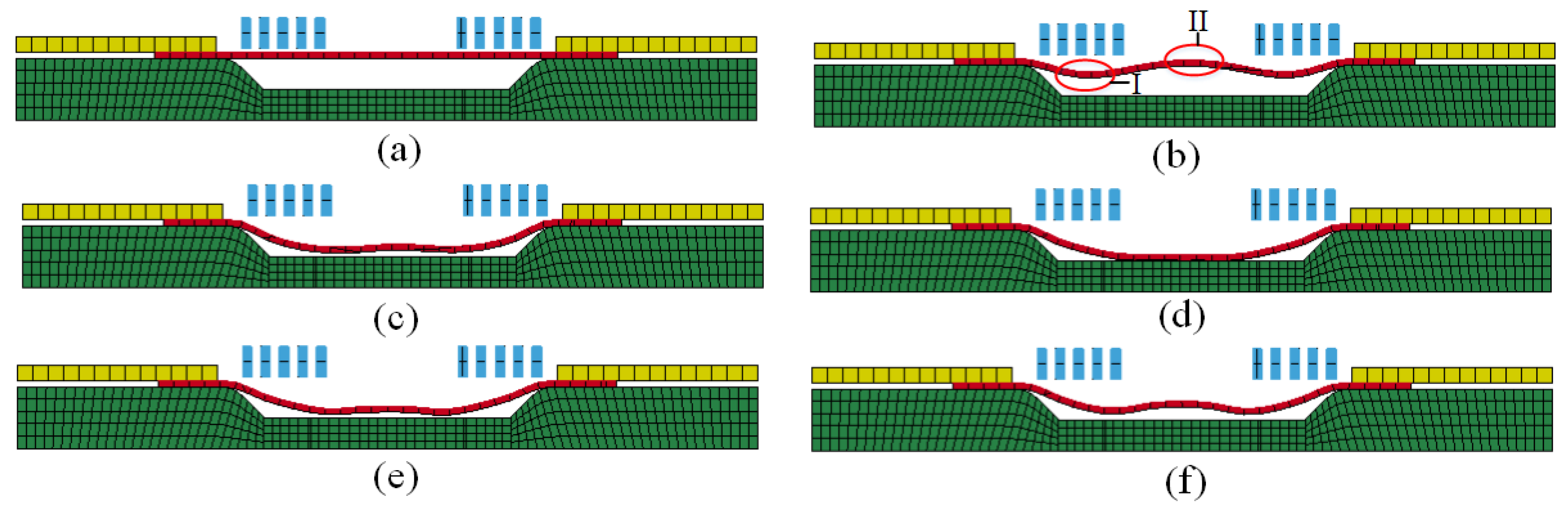
3.2.1. Comparison of the Forming Process
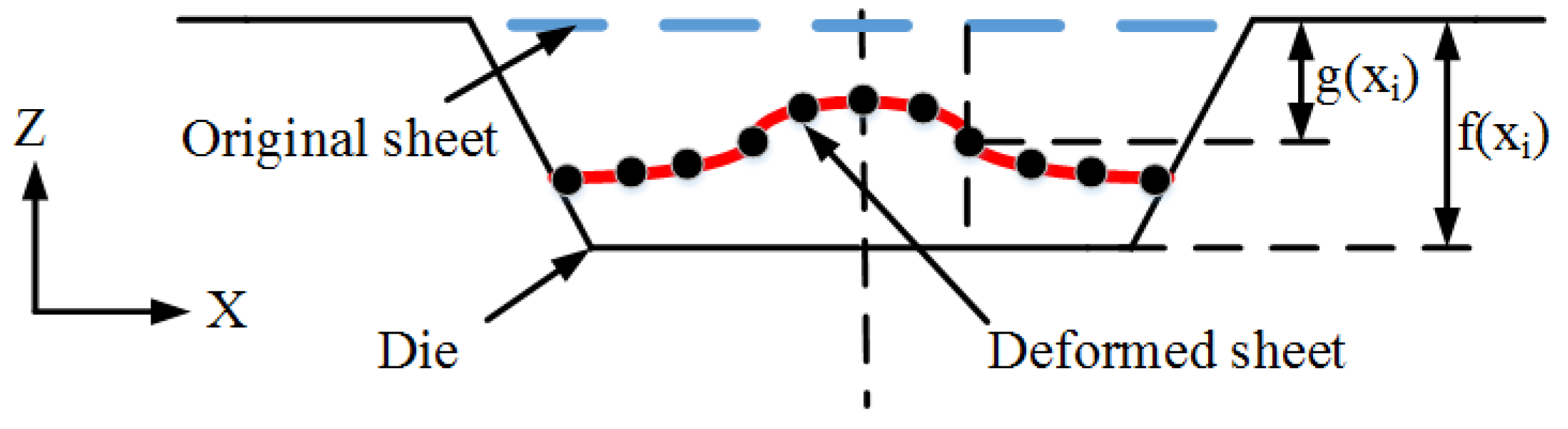
3.2.2. Comparison of Displacement of Key Points on Sheet
3.2.3. Comparison of Velocity of Key Points
3.2.4. Comparison of Surface Pressure on the Sheet
3.2.5. Comparison of Principle Stress of the Sheet’s Center Element
3.2.6. Comparison of Energy Change
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pozo, D.D.; Lacalle, L.N.L.D.; López, J.M.; Hernández, A. Prediction of press/die deformation for an accurate manufacturing of drawing dies. Int. J. Adv. Manuf. Tech. 2008, 37, 649–656. [Google Scholar] [CrossRef]
- Egea, A.J.S.; Deferrari, N.; Abate, G.; Krahmer, D.M.; Lacalle, L.N.L.D. Short-cut method to assess a gross available energy in a medium-load screw friction press. Metals 2018, 8, 173. [Google Scholar] [CrossRef]
- Ma, H.J.; Huang, L.; Li, J.J.; Duan, X.C.; Ma, F. Effects of process parameters on electromagnetic sheet free forming of aluminium alloy. Int. J. Adv. Manuf. Tech. 2018, 96, 359–369. [Google Scholar] [CrossRef]
- Iriondo, E.; Gutierrez, M.A.; Gonzalez, B.; Alcaraz, J.L.; Daehn, G.S. Electromagnetic impulse calibration of high strength sheet metal structures. Int. J. Adv. Manuf. Tech. 2011, 211, 909–915. [Google Scholar] [CrossRef]
- Li, G.D.; Huang, L.; Li, J.J.; Cui, J.J.; Feng, F. Numerical simulation of springback analysis for electromagnetic assisted U-shaped bending of aluminum alloy sheet. J. Netshaped. Forming. Eng. 2018, 10, 148–155. [Google Scholar]
- Psyk, V.; Risch, D.; Kinsey, B.L.; Tekkaya, A.; Kleiner, M. Electromagnetic forming—A review. J. Mater. Process. Technol. 2011, 211, 787–829. [Google Scholar] [CrossRef]
- Daehn, G.S.; Altynova, M.; Balanethiram, V.; Fenton, G.; Padmanabhan, M.; Tamhane, A.; Winnard, E. High-velocity metal forming—An old technology addresses new problems. J. Min. Met. Mat. S. 1995, 47, 42–45. [Google Scholar] [CrossRef]
- Fenton, G.K.; Daehn, G.S. Modeling of electromagnetically formed sheet metal. J. Mater. Process. Technol. 1998, 75, 6–16. [Google Scholar] [CrossRef]
- Dehra, M.S. High Velocity Formability and Factors Affecting It. Master’s Thesis, The Ohio State University, Columbus, OH, USA, 2006. [Google Scholar]
- Imbert, J.; Winkler, S.; Worswick, M.; Oliveira, D.; Golovashchenko, S. The effect of tool-sheet interaction on damage evolution in electromagnetic forming of aluminum alloy sheet. J. Eng. Mater. Technol. 2005, 127, 145–153. [Google Scholar] [CrossRef]
- Imbert, J.; Winkler, S.; Worswick, M.; Golovashchenko, S. Formability and damage in electromagnetically formed AA5754 and AA6111. In Proceedings of the 1st International Conference on High Speed Forming, Dortmund, Germany, 31 March–1 April 2004. [Google Scholar]
- Imbert, J.; Worswick, M.; L’Epplattenier, P. Effects of force distribution and rebound on electromagnetically formed sheet metal. In Proceedings of the 4th International Conference on High Speed Forming, Columbus, OH, USA, 9–10 March 2010. [Google Scholar]
- Woo, M.A.; Noh, H.G.; An, W.J.; Song, W.J.; Kang, B.S.; Kim, J. Numerical study on electrohydraulic forming process to reduce the bouncing effect in electromagnetic forming. Int. J. Adv. Manuf. Tech. 2017, 89, 1813–1825. [Google Scholar] [CrossRef]
- Urbikain, G.; Perez, J.M.; Lacalle, L.N.L.D.; Andueza, A. Combination of friction drilling and form tapping processes on dissimilar materials for making nutless joints. P. I. Mech. Eng. B-J. Eng. 2016, 232, 1007–1020. [Google Scholar] [CrossRef]
- Shim, J.; Kang, B.; Park, D.; Choi, Y.; Kim, I. A study on contour on workpiece according to the shape of forming coil in EMF process. In Proceedings of the 5th International Conference on High Speed Forming, Dortmund, Germany, 24–26 April 2012. [Google Scholar]
- Risch, D.; Beerwald, C.; Brosius, A.; Kleiner, M. On the significance of the die design for electromagnetic sheet metal forming. In Proceedings of the 1st International Conference on High Speed Forming, Dortmund, Germany, 31 March–1 April 2004. [Google Scholar]
- Liu, X.L.; Huang, L.; Li, J.J. An experiment and simulation study of the rebound effect in electromagnetic forming process. In Proceedings of the 6th International Conference on High Speed Forming, Daejeon, Korea, 26–29 May 2014. [Google Scholar]
- Guo, K.; Lei, X.P.; Zhan, M.; Tan, J.Q. Electromagnetic incremental forming of integral panel under different discharge conditions. J. Manuf. Process. 2017, 28, 373–382. [Google Scholar] [CrossRef]
- Yu, H.P.; Sun, L.C.; Zhang, X.; Wang, S.L.; Li, C.F. Experiments on electrohydraulic forming and electromagnetic forming of aluminum tube. Int. J. Adv. Manuf. Tech. 2017, 89, 3169–3176. [Google Scholar] [CrossRef]
- Su, H.L.; Huang, L.; Li, J.J.; Ma, F.; Huang, P.; Feng, F. Two-step electromagnetic forming: A new forming approach to local features of large-size sheet metal parts. Int. J. Mach. Tool. Manu. 2018, 124, 99–116. [Google Scholar] [CrossRef]
- Noh, H.G.; Song, W.J.; Kang, B.S.; Kim, J. Numerical and experimental approach to reduce bouncing effect in electromagnetic forming process using cushion plate. J. Mech. Sci. Technol. 2014, 28, 3263–3271. [Google Scholar] [CrossRef]
- Li, C.F. High Energy Rate Forming Technology; National Defense Industry Press: Beijing, China, 2001; pp. 187–196. [Google Scholar]
- Ezra, A.A. Principles and Practice of Explosive Metal Working; National Defense Industry Press: Beijing, China, 1981; pp. 135–158. [Google Scholar]
- Wang, X.; Du, D.Z.; Zhang, H.; Shen, Z.B.; Liu, H.X.; Zhou, J.Z.; Liu, H.; Hu, Y.; Gu, C.X. Investigation of microscale laser dynamic flexible forming process—Simulation and experiments. Int. J. Mach. Tool. Manu. 2013, 67, 8–17. [Google Scholar] [CrossRef]
- Feng, F.; Li, J.J.; Chen, R.C.; Yuan, P.; Su, H.L.; Zhang, Q.X.; Huang, P.; Zheng, Z.Z. Effect of die geometry on the formability of 5052 aluminum alloy in electromagnetic impaction deformation. Materials 2018, 11, 1379. [Google Scholar] [CrossRef] [PubMed]
- Hong, X.D.; Huang, L.; Li, J.J.; Ma, F.; Lin, L. Numerical simulation of electromagnetic bulging of large diameter aluminum alloy bellows. J. Netshape. Forming. Eng. 2016, 7, 1–7. [Google Scholar]
- Fang, J.X.; Mo, J.H.; Cui, X.H.; Li, J.J.; Zhou, B. Electromagnetic pulse-assisted incremental drawing of aluminum cylindrical cup. J. Mater. Process. Tech. 2016, 238, 395–408. [Google Scholar] [CrossRef]
- Treloar, L.R.G. The Physics of Rubber Elasticity; Oxford University Press: New York, NY, USA, 1975. [Google Scholar]
- Rohatgi, A.; Stephens, E.V.; Soulami, A.; Davies, R.W.; Smith, M.T. Experimental characterization of sheet metal deformation during electro-hydraulic forming. J. Mater. Process. Technol. 2011, 211, 1824–1833. [Google Scholar] [CrossRef]
- Luo, W.; Huang, L.; Li, J.J.; Liu, X.L.; Wang, Z.Q. A novel multi-layer coil for a large and thick-walled component by electromagnetic forming. J. Mater. Process. Technol. 2014, 214, 2811–2819. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Levels | Discharging Voltage (kV) | Thickness of Driver Plate (mm) | Thickness of Rubber (mm) |
|---|---|---|---|
| 1 | 6 | 1 | 10 |
| 2 | 8 | 2 | 20 |
| 3 | 10 | 3 | 30 |
| 4 | 12 | 4 | 40 |
| NO | Discharging Voltage (kV) | Thickness of Driver Plate (mm) | Thickness of Rubber (mm) | |
|---|---|---|---|---|
| 1 | 6 | 1 | 10 | 77.1 |
| 2 | 6 | 2 | 20 | 70.7 |
| 3 | 6 | 3 | 30 | 36.6 |
| 4 | 6 | 4 | 40 | 36.5 |
| 5 | 8 | 1 | 20 | 79.9 |
| 6 | 8 | 2 | 10 | 86.6 |
| 7 | 8 | 3 | 40 | 60.3 |
| 8 | 8 | 4 | 30 | 36.6 |
| 9 | 10 | 1 | 30 | 86.8 |
| 10 | 10 | 2 | 40 | 82.2 |
| 11 | 10 | 3 | 10 | 89.8 |
| 12 | 10 | 4 | 20 | 93.7 |
| 13 | 12 | 1 | 40 | 86.1 |
| 14 | 12 | 2 | 30 | 90.3 |
| 15 | 12 | 3 | 20 | 93.6 |
| 16 | 12 | 4 | 10 | 92.8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Huang, L.; Su, H.; Ma, F.; Li, J. Comparative Research on the Rebound Effect in Direct Electromagnetic Forming and Indirect Electromagnetic Forming with an Elastic Medium. Materials 2018, 11, 1450. https://doi.org/10.3390/ma11081450
Liu X, Huang L, Su H, Ma F, Li J. Comparative Research on the Rebound Effect in Direct Electromagnetic Forming and Indirect Electromagnetic Forming with an Elastic Medium. Materials. 2018; 11(8):1450. https://doi.org/10.3390/ma11081450
Chicago/Turabian StyleLiu, Xianlong, Liang Huang, Hongliang Su, Fei Ma, and Jianjun Li. 2018. "Comparative Research on the Rebound Effect in Direct Electromagnetic Forming and Indirect Electromagnetic Forming with an Elastic Medium" Materials 11, no. 8: 1450. https://doi.org/10.3390/ma11081450
APA StyleLiu, X., Huang, L., Su, H., Ma, F., & Li, J. (2018). Comparative Research on the Rebound Effect in Direct Electromagnetic Forming and Indirect Electromagnetic Forming with an Elastic Medium. Materials, 11(8), 1450. https://doi.org/10.3390/ma11081450