A Coupled EBSD/TEM Analysis of the Microstructure Evolution of a Gradient Nanostructured Ferritic/Martensitic Steel Subjected to Surface Mechanical Attrition Treatment


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiments
3. Results and Discussion
3.1. Characterization of the Microstructural Morphologies
3.2. Correlation between Vickers Hardness and Microstructure Features
3.3. Microstructure Evolution during SMAT
4. Conclusions
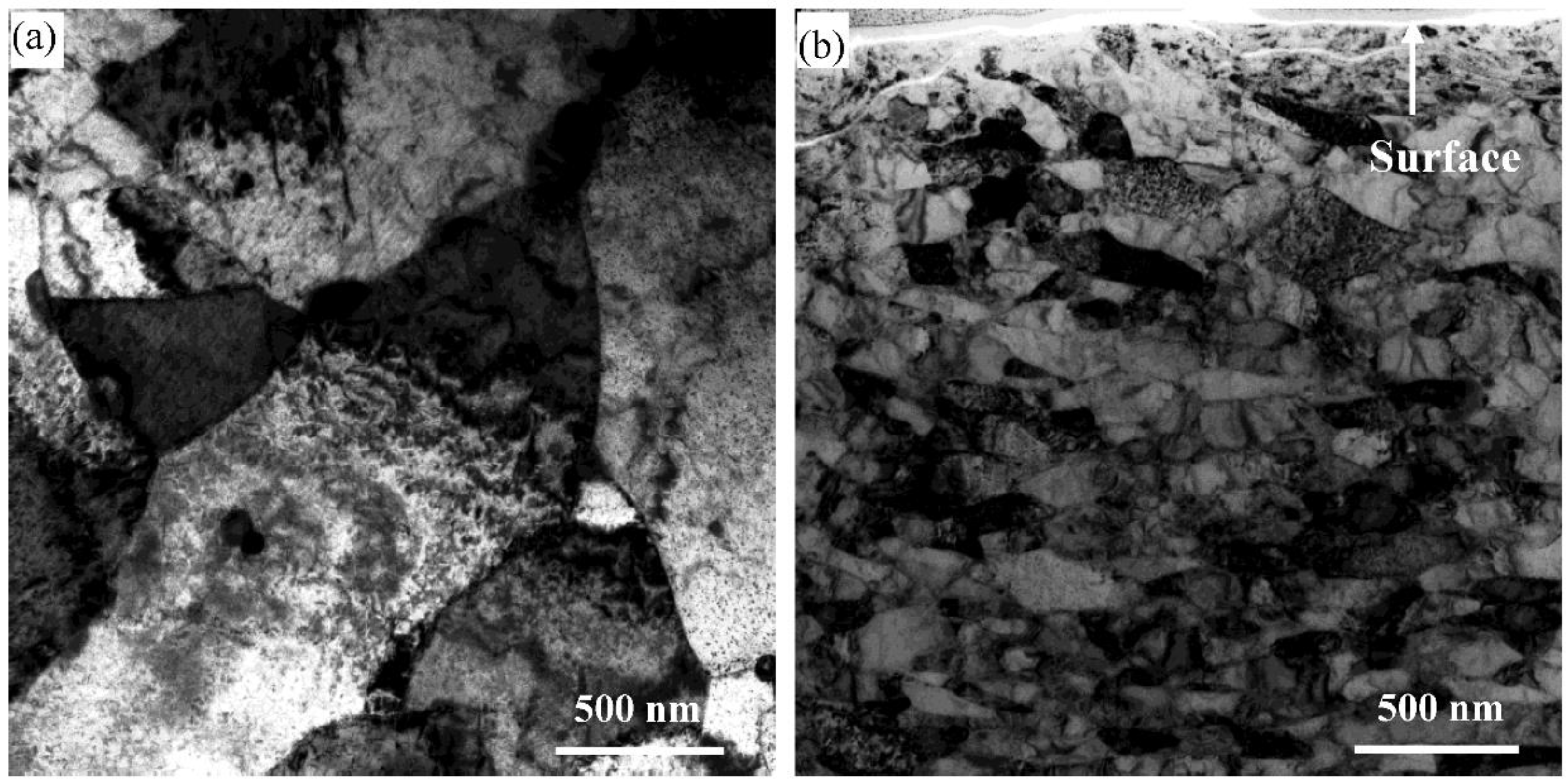
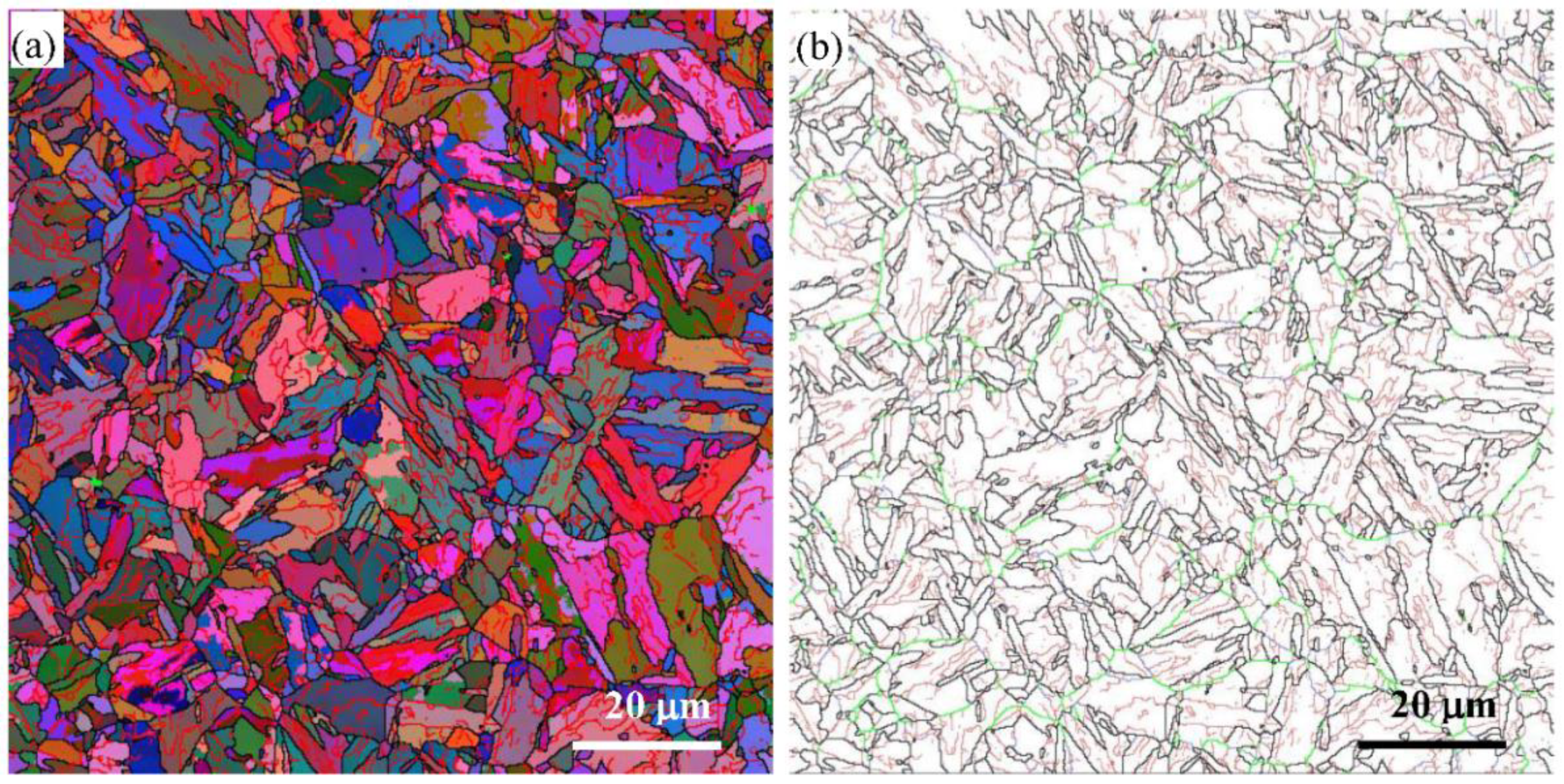
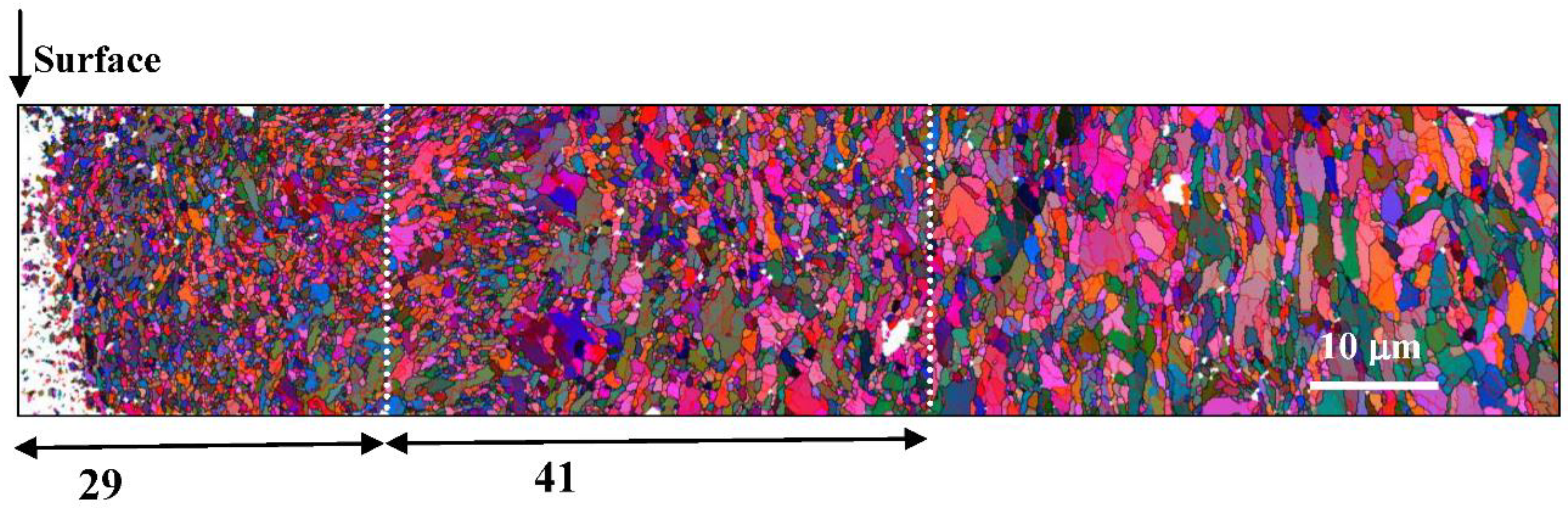
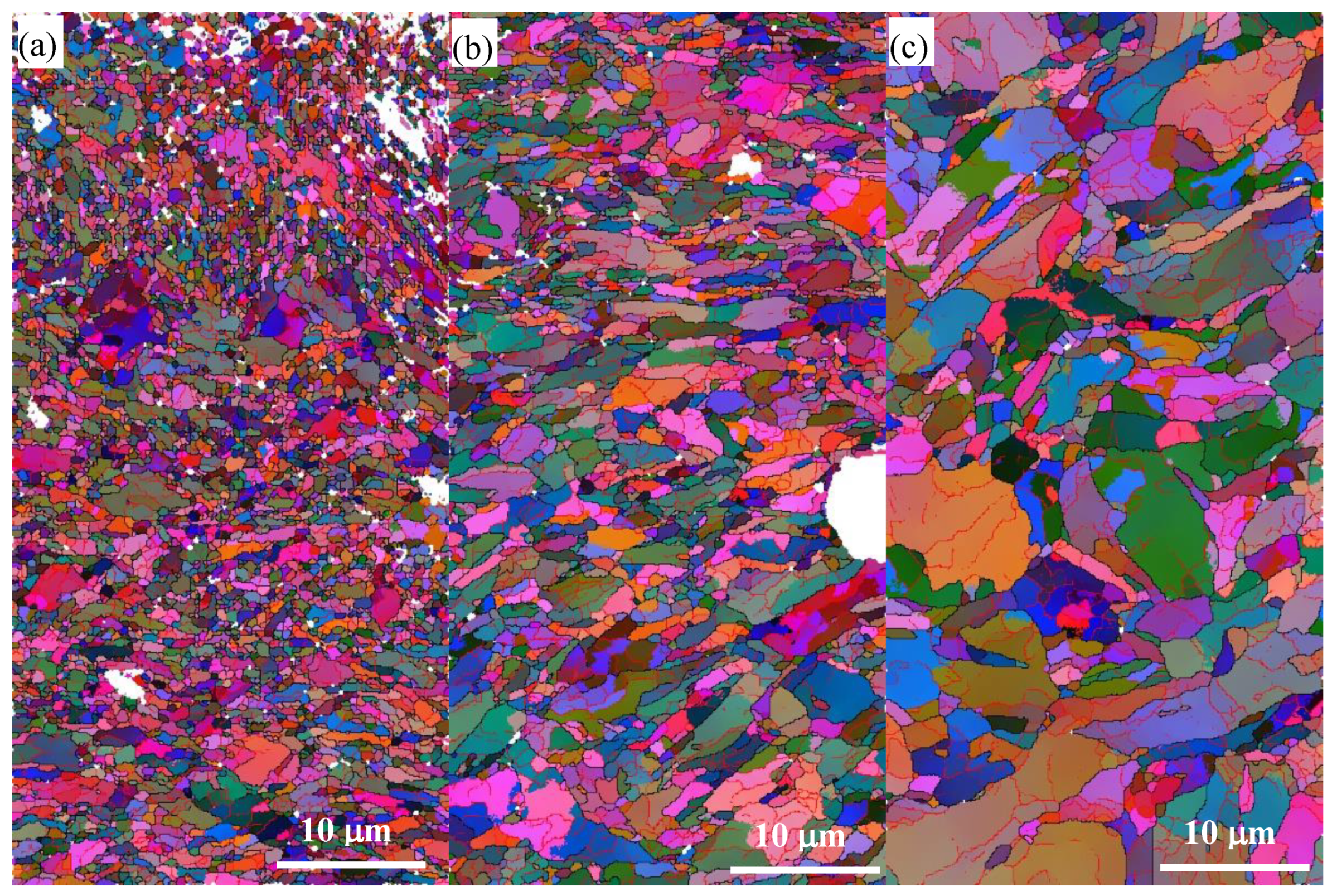
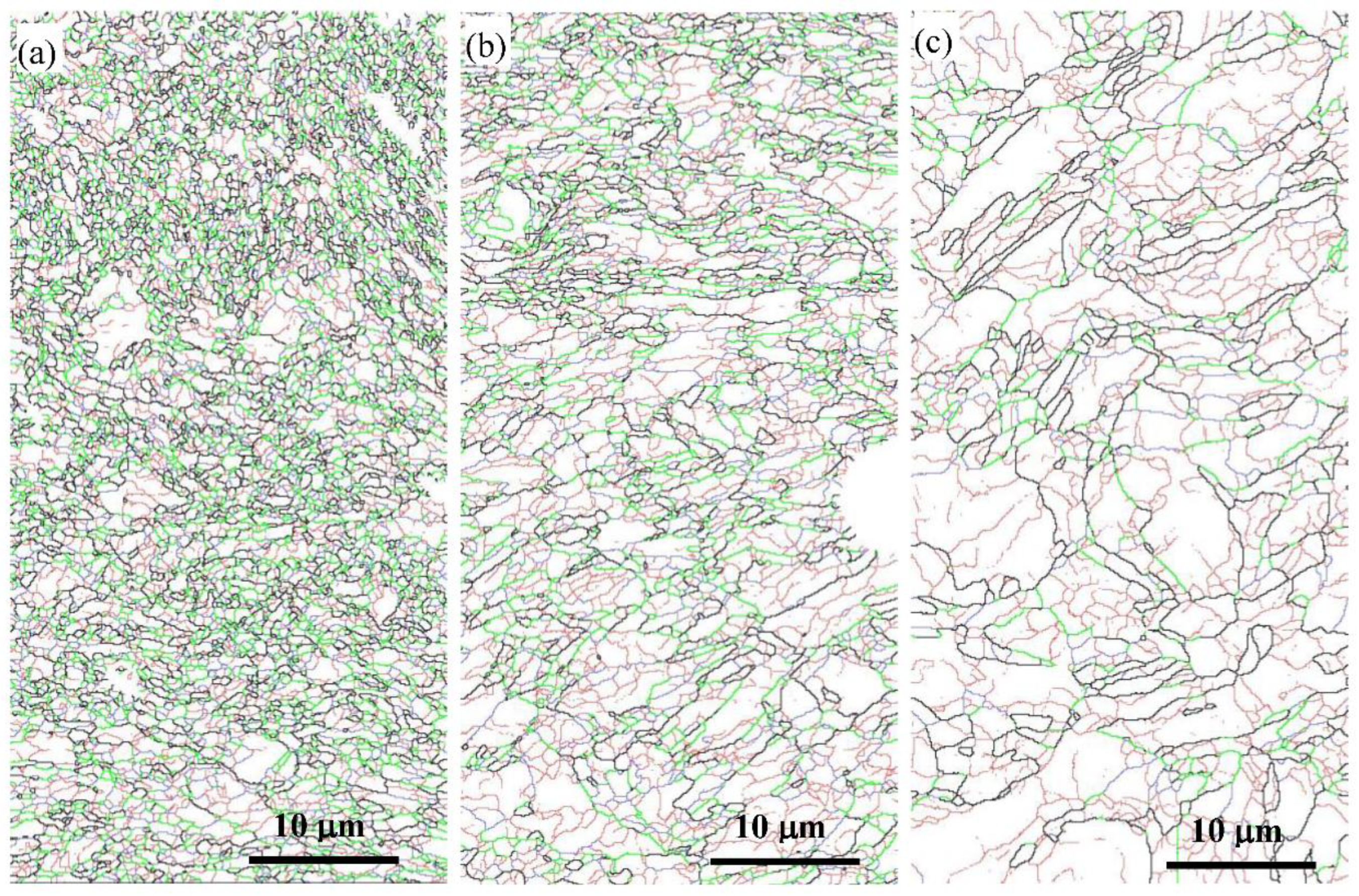
- Both the TEM images and EBSD maps showed that there were three different zones after SMAT. The UFG zone was observed at the topmost surface, while original grains were fragmented in the “transition zone” due to the severe plastic deformation, and initial grains were simply deformed in the “deformed zone”.
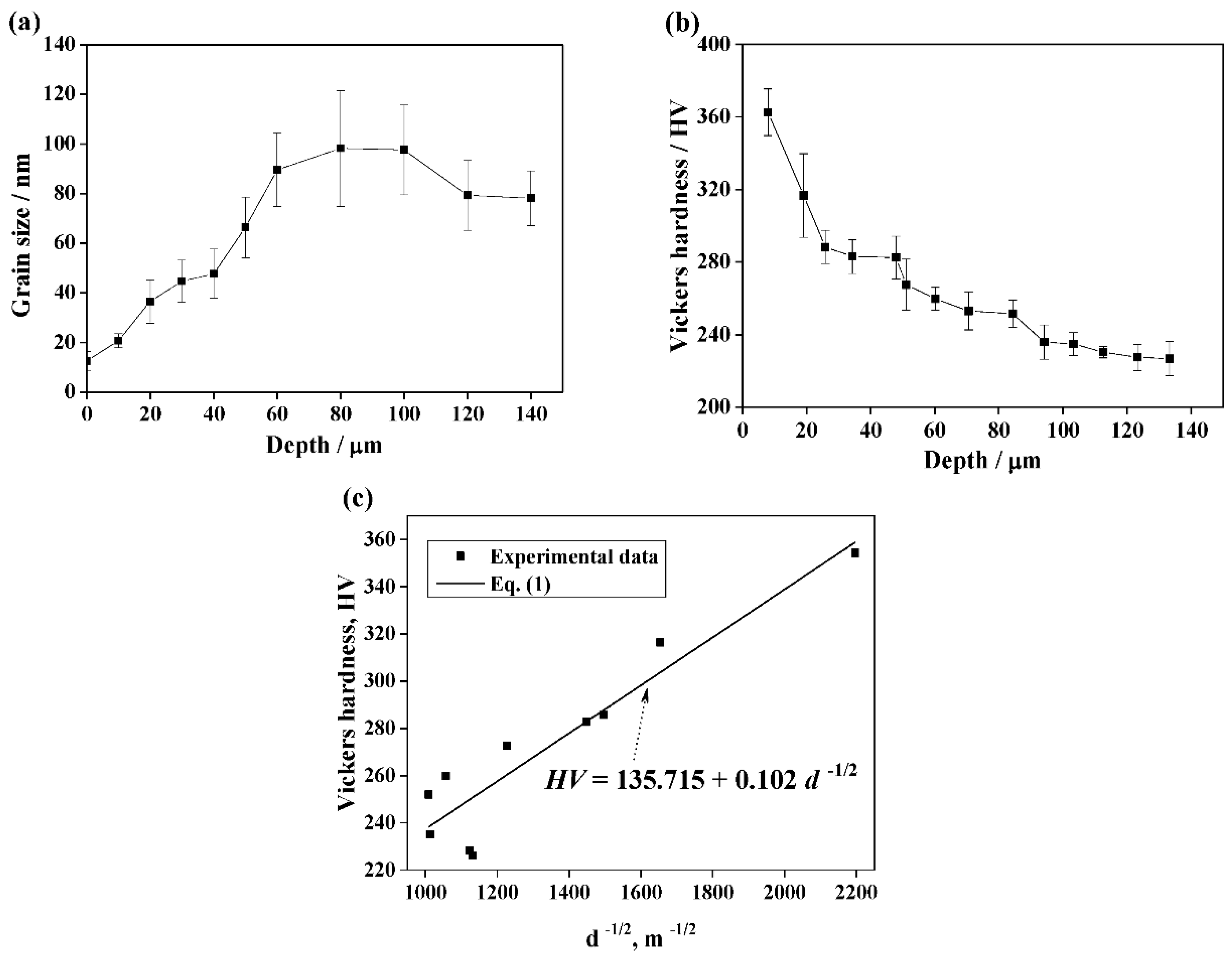
- The average grain sizes rapidly increased with the increase of depth after SMAT. The Vickers hardness in the topmost surface of the sample subjected to SMAT was the highest and decreased with the increase of depth. This phenomenon can be explained in terms of boundary strengthening and dislocation strengthening.
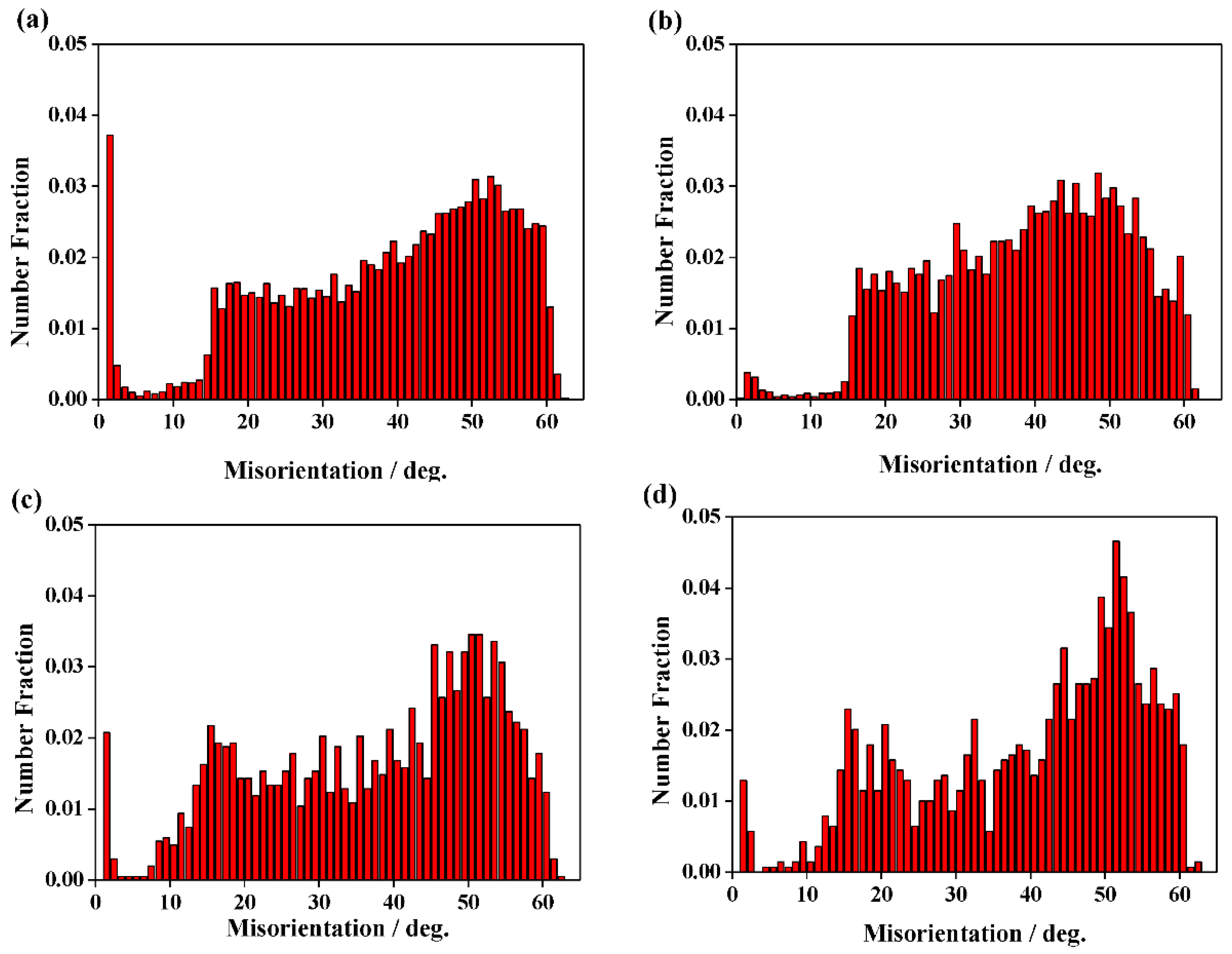
- A remarkable change of misorientation distribution during SMAT was observed. When comparing the misorientation distribution after and before SMAT, a clear decrease of misorientation from the VHAGBs to MHAGBs/MAGBs was observed. However, the number fraction of the boundaries with orientations between 5° and 15° was extremely small in all the zones after SMAT, especially in the transition zone.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. A review on high-pressure torsion (HPT) from 1935 to 1988. Mater. Sci. Eng. A 2016, 652, 325–352. [Google Scholar] [CrossRef]
- Bagherpour, E.; Qods, F.; Ebrahimi, R.; Miyamoto, H. Nanostructured pure copper fabricated by simple shear extrusion (SSE): A correlation between microstructure and tensile properties. Mater. Sci. Eng. A 2017, 679, 465–475. [Google Scholar] [CrossRef]
- El-Danaf, E.A.; Soliman, M.S.; Almajd, A.A. EBSD investigation of the microstructure and microtexture evolution of 1050 aluminum cross deformed from ECAP to plane strain compression. J. Mater. Sci. 2011, 46, 3291–3308. [Google Scholar] [CrossRef]
- Cruz-Gandarilla, F.; Salcedo-Garrido, A.M.; Bolmaro, R.E.; Baudin, T.; De Vincentis, N.S.; Avalos, M.; Cabañas-Moreno, J.G.; Mendoza-Leon, H. Microstructural evolution and mechanical properties on an ARB processed IF steel studied by X-ray diffraction and EBSD. Mater. Charact. 2016, 118, 332–339. [Google Scholar] [CrossRef]
- Bagheri, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2009, 25, 3–14. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, G.; Ma, X.L.; Lu, K. Strain-induced refinement in a steel with spheroidal cementite subjected to surface mechanical attrition treatment. Acta Mater. 2008, 56, 78–87. [Google Scholar] [CrossRef]
- Liu, S.; Gao, S.Y.; Zhou, Y.F.; Xing, X.L.; Hou, X.R.; Yang, Y.L.; Yang, Q.X. A research on the microstructure evolution of austenite stainless steel by surface mechanical attrition treatment. Mater. Sci. Eng. A 2014, 617, 127–138. [Google Scholar] [CrossRef]
- Morozova, A.; Borodin, E.; Bratov, V.; Zherebtsov, S.; Belyakov, A.; Kaibyshev, R. Grain Refinement Kinetics in a Low Alloyed Cu–Cr–Zr Alloy Subjected to Large Strain Deformation. Materials 2017, 10, 1394. [Google Scholar] [CrossRef]
- Gazder, A.A.; Cao, W.; Davies, C.H.J.; Pereloma, E.V. An EBSD investigation of interstitial-free steel subjected to equal channel angular extrusion. Mater. Sci. Eng. A 2008, 497, 341–352. [Google Scholar] [CrossRef] [Green Version]
- Yin, C.H.; Liang, Y.L.; Jiang, Y.; Yang, M.; Long, S.L. Formation of nano-laminated structures in a dry sliding wear-induced layer under different wear mechanisms of 20CrNi2Mo steel. Appl. Surf. Sci. 2017, 423, 305–313. [Google Scholar] [CrossRef]
- Kaune, V.; Müller, C. Formation of UFG-surface layers on a HSLA steel by a continuous Surface-SPD-Process. Mater. Sci. Eng. A 2012, 535, 1–5. [Google Scholar] [CrossRef]
- Samih, Y.; Beausir, B.; Bolle, B.; Grosdidier, T. In-depth quantitative analysis of the microstructures produced by Surface Mechanical Attrition Treatment (SMAT). Mater. Charact. 2013, 83, 129–138. [Google Scholar] [CrossRef]
- Deng, S.Q.; Godfrey, A.; Liu, W.; Zhang, C.L. Microstructural evolution of pure copper subjected to friction sliding deformation at room temperature. Mater. Sci. Eng. A 2015, 639, 448–455. [Google Scholar] [CrossRef]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Sui, M.L.; Lu, J.; Lu, K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Liu, W.B.; Zhang, C.; Xia, Z.X.; Yang, Z.G.; Wang, P.H.; Chen, J.M. Strain-induced refinement and thermal stability of a nanocrystalline steel produced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2013, 568, 176–183. [Google Scholar] [CrossRef]
- Kitahara, H.; Ueji, R.; Ueda, M.; Tsuji, N.; Minamino, Y. Crystallographic analysis of plate martensite in Fe-28.5 at.% Ni by FE-SEM/EBSD. Mater. Charact. 2005, 54, 378–386. [Google Scholar] [CrossRef]
- Bowen, J.R. The Formation of Ultra-Fine Grained Model Aluminium and Steel Alloys. Ph.D. Thesis, University of Manchester Institute of Science and Technology, Manchester, UK, 2000. [Google Scholar]
- Bagherpour, E.; Qods, F.; Ebrahimi, R.; Miyamoto, H. Microstructure quantification of ultrafine grained pure copper fabricated by simple shear extrusion (SSE) technique. Mater. Sci. Eng. A 2016, 666, 324–338. [Google Scholar] [CrossRef]
- Ashby, M.F.; Jones, D.R.H. Engineering Materials 1: An Introduction to Properties, Applications and Design; Butterworth-Heinemann: Boston, MA, USA, 2011. [Google Scholar]
- DallaTorre, F.; Gazder, A.; Gu, C.; Davies, C.J.; Pereloma, E. Grain Size, Misorientation, and Texture Evolution of Copper Processed by Equal Channel Angular Extrusion and the Validity of the Hall-Petch Relationship. Metall. Mater. Trans. A 2007, 38, 1080–1095. [Google Scholar] [CrossRef]
- Higuera-Cobos, O.F.; Cabrera, J.M. Mechanical, microstructural and electrical evolution of commercially pure copper processed by equal channel angular extrusion. Mater. Sci. Eng. A 2013, 571, 103–114. [Google Scholar] [CrossRef]
- Du, H.; Wei, Y.; Zhang, H.; Lin, W.; Hou, L.; Liu, Z. Effect of velocity of balls on the strain and stress of low carbon steel surface layer during SMAT. Int. J. Mod. Phys. B 2009, 23, 1924–1930. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375–377, 38–45. [Google Scholar] [CrossRef]
- Wang, K.; Tao, N.R.; Liu, G.; Lu, J.; Lu, K. Plastic strain-induced grain refinement at the nanometer scale in copper. Acta Mater. 2006, 54, 5281–5291. [Google Scholar] [CrossRef]
- Wu, X.; Tao, N.; Hong, Y.; Xu, B.; Lu, J.; Lu, K. Microstructure and evolution of mechanically-induced ultrafine grain in surface layer of AL-alloy subjected to USSP. Acta Mater. 2002, 50, 2075–2084. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.B.; Zhang, C.; Yang, Z.G.; Xia, Z.X. Nanocrystallization of a quenched RAFM steel and microstructure evolution during annealing heat treatment. Mater. Sci. Eng. A 2013, 583, 61–68. [Google Scholar] [CrossRef]







© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Jin, X.; Zhang, B.; Yun, D.; Chen, P. A Coupled EBSD/TEM Analysis of the Microstructure Evolution of a Gradient Nanostructured Ferritic/Martensitic Steel Subjected to Surface Mechanical Attrition Treatment. Materials 2019, 12, 140. https://doi.org/10.3390/ma12010140
Liu W, Jin X, Zhang B, Yun D, Chen P. A Coupled EBSD/TEM Analysis of the Microstructure Evolution of a Gradient Nanostructured Ferritic/Martensitic Steel Subjected to Surface Mechanical Attrition Treatment. Materials. 2019; 12(1):140. https://doi.org/10.3390/ma12010140
Chicago/Turabian StyleLiu, Wenbo, Xiao Jin, Bo Zhang, Di Yun, and Piheng Chen. 2019. "A Coupled EBSD/TEM Analysis of the Microstructure Evolution of a Gradient Nanostructured Ferritic/Martensitic Steel Subjected to Surface Mechanical Attrition Treatment" Materials 12, no. 1: 140. https://doi.org/10.3390/ma12010140
APA StyleLiu, W., Jin, X., Zhang, B., Yun, D., & Chen, P. (2019). A Coupled EBSD/TEM Analysis of the Microstructure Evolution of a Gradient Nanostructured Ferritic/Martensitic Steel Subjected to Surface Mechanical Attrition Treatment. Materials, 12(1), 140. https://doi.org/10.3390/ma12010140