3.1. Study on the Rheological Properties of the Slurry
The slurry has outstanding rheology and stability properties, and it ensures that the engineered cementitious composites gain good functional performance and stability, including fluidity, anti-segregation, thixotropy, and thixotropy loss, and more [
33,
34,
35].
Based on the extensibility test in
Table 6, L2, L4, and L5 exhibited good fluid extensibilities. The detailed rheological properties of each group are illustrated and discussed, according to the subsequent rheological instruments.
The apparent viscosity of slurry is influenced by the scope of the shearing stress effects, and the temperature and composition of the materials, along with the trend of change of the shearing stress. The apparent viscosity reflects various points of information, including the yield stress and the degree of the hydration of cement [
36,
37].
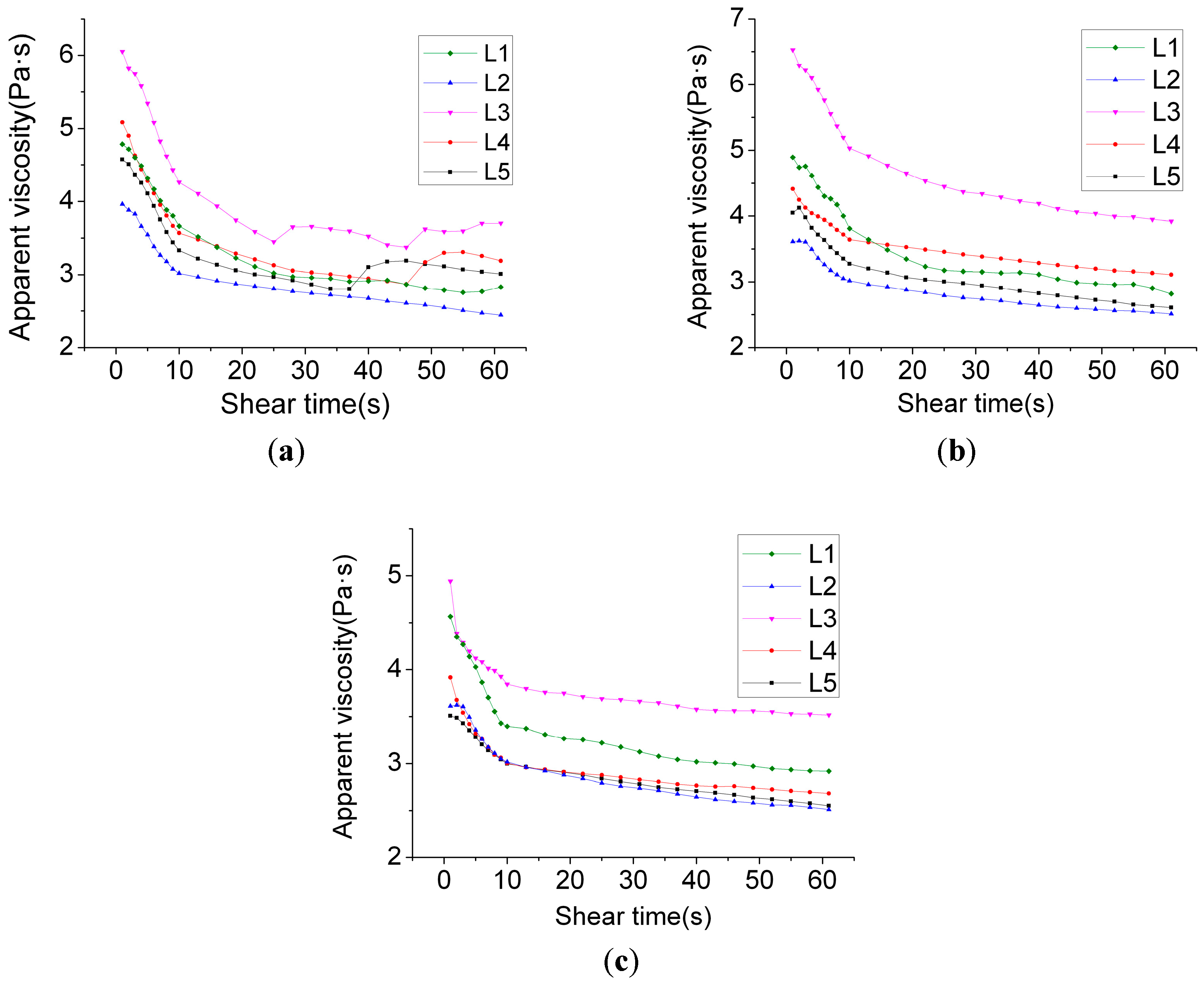
Figure 2 exhibits the slurry’s laws of change for the apparent viscosity–shearing time curve, along with the time, at different hydrating times. It can be observed from
Figure 2a that compared with L1, where only 0.9% water reducer was added, the apparent viscosity of group L2 by mixing 1.8% water reducer was relatively lower, and it was located underneath the L1 curve.
By mixing 10% HPMC of 50,000 viscosity in group L3, the viscosity of the slurry further increased. This was due to the varying molecular weights of HPMC of different viscosities, and also the differing lengths of the molecular chains. For the addition of long-chain molecular HPMC, its branches’ composite clusters will absorb water molecules, which further influence the superplasticizer and cement particles. The overlap and intersection of HPMC molecules change the types of clustering of particles on a small scale in the former slurry, and causes the viscosity of the slurry to dramatically increase. In the meantime, it can be observed that an HPMC of 150,000 viscosity produced greater density-increasing effects than HPMC of 50,000 viscosity, but the effects were not significant. From
Figure 2, it was found that the relative distribution position of the curve was similar to that of
Figure 2b. In the process of the constant shearing velocity test, the types, quantities, and volumes of the water reducer for HPMC generated an impact on the apparent viscosity–shearing velocity relationship, and the effects weakened in sequence. When the hydrating time reached 120 min, L2, L4, and L5’s viscosity curves primarily overlapped. Nevertheless, at a later stage, a difference among the three emerged. The regularities of distribution corresponded to the quantities and types of HPMC. The viscosity of L2 using 5% HPMC at 50,000 viscosity was the lowest while the viscosities of L4 using 10% HPMC at 50,000 viscosity, and of L5 using 5% HPMC of 150,000 viscosity, were relatively higher.
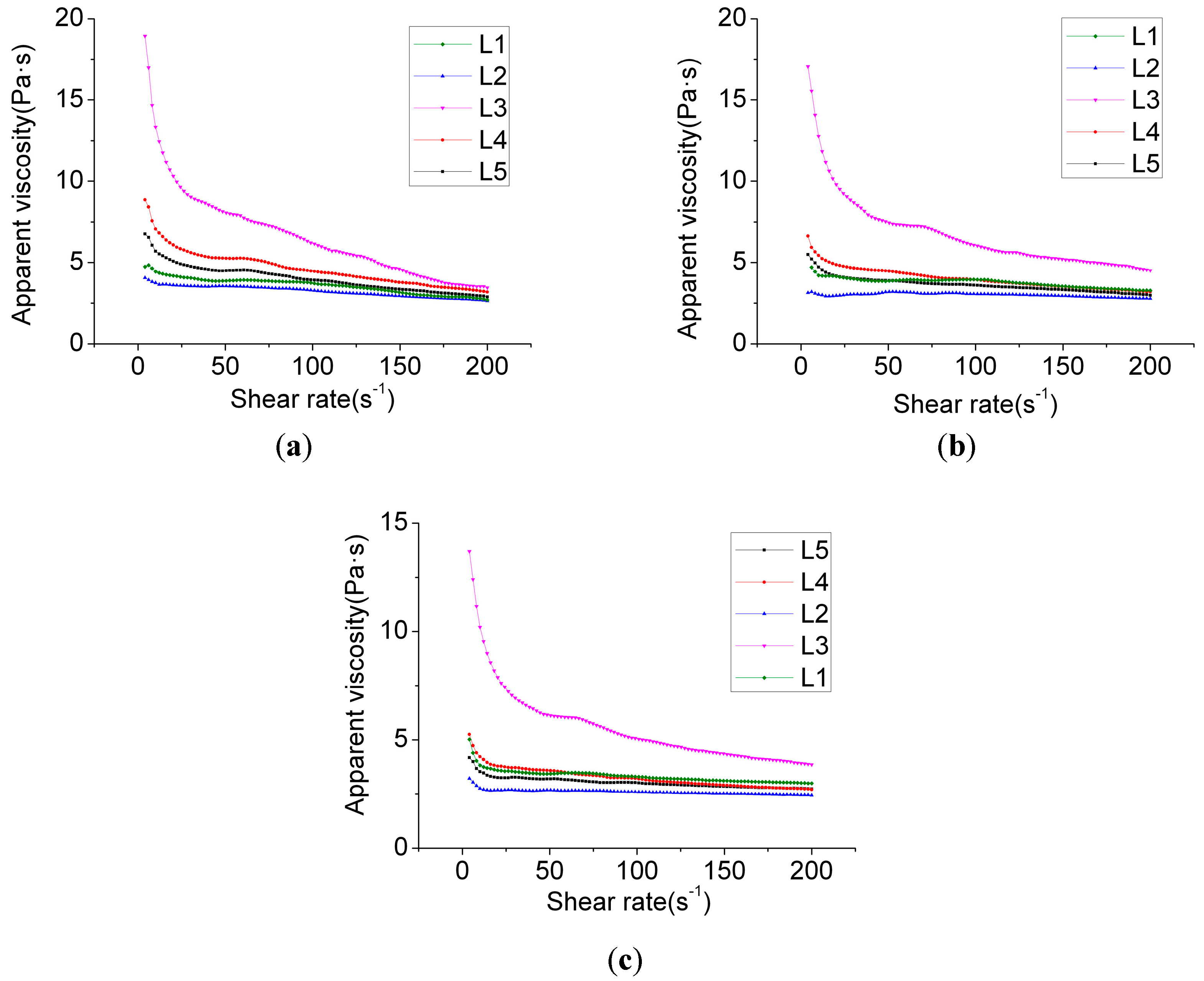
Figure 3 shows that group L3’s apparent viscosity was very low when the shearing velocity was moderately low. However, when the shearing velocity was relatively high, the apparent viscosity rapidly decreased. This suggests that stability of the slurry was poor. Other groups exhibited good stabilities, and the trend of the shearing viscosity decreasing along with the increase of the shearing velocity was moderately mild. This was associated with the equilibrium of effects between the HPMC and the water reducer. Once the long-chain molecule HPMC is added, on the one hand, the composite clusters on the chain that are in proximity to water molecules absorb the water molecules and prevent them from floating upwards. On the other hand, through the absorption of cement particles and the flocculent hydrated product, the clustered cement particles sink and fall, and the proportion of hydrated gel is reduced. Collisions between the particles are reduced. The slurry’s stability thus significantly improves. Nonetheless, when excessive HPMC slurry is added, due to the large quantity of long chain-shaped substances, the viscosity of the slurry is excessively great. However, when the shearing frequency is moderately high, due to the HPMC, long chains disaggregate into irregular coil structures. The viscosity of the slurry thereby rapidly falls. Similarly, L4’s change of viscosity was the outcome of long-chain disaggregation. Nevertheless, under the conditions of increase in the volume of the water reducer, the viscosity at a low shearing velocity was low. By analyzing L1 and L2’s laws of change, it was observed that HPMC significantly influences the viscosity at an early stage while, along with the HPMC’s disaggregation at a later stage, the difference of viscosity that is brought about by different types of HPMC slowly decreases. In contrast, different quantities of HPMC influence the viscosity at high levels of shearing stress. Such a difference is closely related to the volume of water reducer. In other words, the effects of shearing stress on the disaggregation of HPMC are rather limited, and when the quantity of use significantly increases while the volume of water reducer remains unchanged, the viscosity at different shearing stress levels increases.
By comparing
Figure 2 and
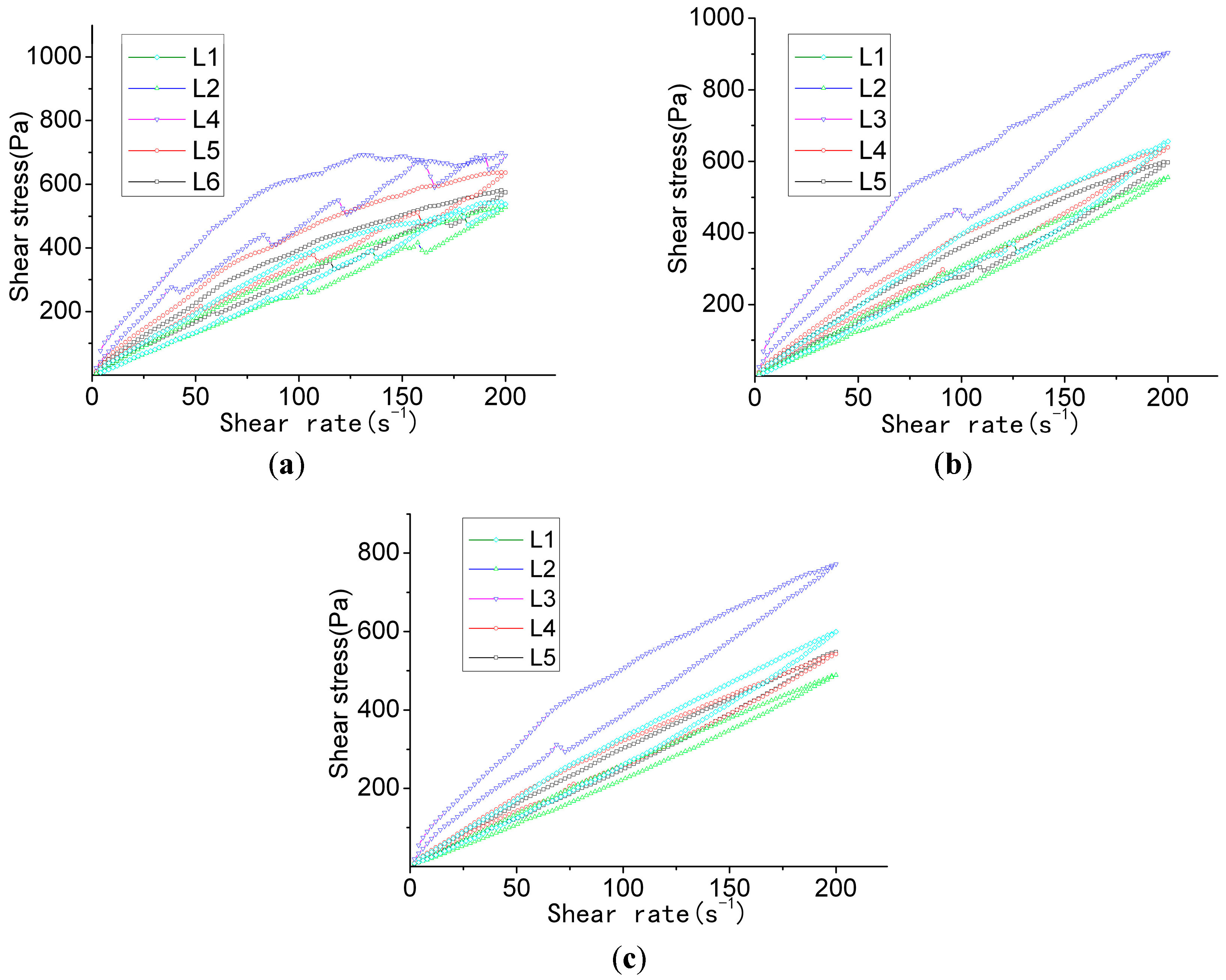
Figure 3, and by analyzing the apparent viscosity–shearing time curve at different hydration times in the same group, it can be found that the apparent viscosity reduces along with the extension of hydration time, rather than increasing along with the extension of hydration time. This is possibly due to the chosen polycarboxylate superplasticizer taking effect upon the slow release, and its water-reducing effect gradually becoming distinctive over a period of time after its addition. Therefore, the outcome of apparent viscosity reduction, along with the extension of the hydration time, occurs. Based on the thixotropy test analysis chart and test results (
Figure 4), it can be revealed that the thixotropy index generally decreases along with the extension of hydration time, which indicates that the stability of the slurry gradually increases. Moreover, at the stage of the gradual fall of shearing velocity, the fluctuation of the curve gradually decreases. This is congruent with the thixotropy test results. To some extent, thixotropy is able to reflect the changes in the internal structure of the slurry. The greater the thixotropy, the more severe the damage to the flocculation structure that is formed in the slurry.
Test results shown in
Table 7 also revealed that the thixotropy index of group L2 was moderately low at all points in time. It was, respectively, 9910.953 Pa·s
−1 at 1 min, 7673.119 Pa·s
−1 at 31 min, and 5063.676 Pa·s
−1 at 121 min, with the change of thixotropy being small. After 30 min, the thixotropy index dropped to 2237.834 Pa·s
−1. After 120 min, the thixotropy index dropped to 4847.277 Pa·s
−1. Regularities of change were also evident. Therefore, in follow-up experiments, group L2’s composition was applied as the benchmark to be implemented in subsequent experiments.
3.2. Mechanics Performance
The strength level of the engineered cementitious composites made for the study was 40 MPa (refer to
Table 8 for parameters). As such, group C0 was the base group without mixtures of the fibers. Group C1 mixed a 2% volume fraction of REC-15 PVA fibers. Group C2 mixed 2% PVA fibers pre-processed by VAE emulsion. Group C3 mixed boric acid and PVA fibers processed by cement.
The water–binder ratio for each group of cementitious composites was 0.35, with a 28 d strength-of-pressure resistance near 40 MPa, a strength-of-fracture resistance near 15 MPa, and a strength-of-fracture resistance for groups mixed with fibers, which was higher by more than 1 over the C0 base group without mixing in fibers. Nevertheless, the strength-of-pressure resistance of the C0 base group without mixing in fibers was the highest among all of the groups. The strength-of-pressure resistance of group C1 mixing 2% PVA fibers only achieved 40.6 MPa with a decrease of approximately 4 MPa, whereas its strength-of-fracture resistance achieved 18.2 MPa, which was far greater than group C0’s 5.7 MPa. The changes of the two strengths may have been caused by the mixture with the fibers. On the one hand, the PVA of high strength and a high elasticity modulus was able to robustly increase the moderately low tensile resistance and bending resistance of the cementitious composites. On the other hand, a 2% volume fraction of PVA fibers would be significantly influential on the dense structures of cementitious composites since numerous tiny air holes would be brought in during the process of stirring, and these are difficult to remove in the process of vibration. Thus, this led to the evident increase of the strength-of-fracture resistance and the decrease of the strength-of-pressure resistance over a small scale.
Compared to group C1 without pre-processing, the strength-of-pressure resistance and the fracture resistance of group C2 using PVA fibers pre-processed by VAE emulsion increased over a small scale. This may be due to a layer of VAE emulsion film covering the surfaces of the PVA fibers. Through the weak-acid organic film, the hydration of the cementitious composites at the surface area of the fibers would be affected. As a consequence, the fiber strength and adhesive strength would drop slightly, which would mitigate the possibility of the fibers being pulled to be broken by cementitious composites during earlier loading. As a result, the fibers’ slippage friction and reinforcing effects are fully utilized.
The strength of group C3, which used PVA fibers processed by boric anhydride and cement slurry, exhibited an evident decrease. Compared with group C1, which used unprocessed PVA fibers, its strength of pressure resistance was only 34.2 MPa, and the strength-of-fracture resistance was only 12.5 MPa. The introduction of boric anhydride creates a moderately significant impact on the strength of the engineered cementitious composites. In contrast, if viewed from a percentage strength attenuation, its impact on the strength-of-pressure resistance was rather small, and its impact on the strength-of-fracture resistance was greater. When the fibers are processed by boric anhydride and cement, the adhesion between the particles on its surface and on the fibers is not firm, and some of the boric anhydride and cement particles will fall off in the process of stirring, and mix with the cementitious composites. Boric anhydride has serious effects on the hydration of cement. Thus, the overall strength-of-pressure resistance of the cementitious composites dropped by 25.7%. Moreover, due to the boric anhydride content being the greatest on the surfaces of the fibers, the effect on the cementitious composites near the interface is the most significant. Excessively low strength and insufficient friction between the fibers and the composites lowers the ductility of the system. Hence, the attenuation of the strength-of-fracture resistance of group C3 reached only 12.5 MPa.
When boric anhydride and a cement slurry are used to process the fibers, due to the adhesion of the slurry, and due to the fibers not being firm, particles will fall off in the process of stirring, and this will cause the overall alkalinity of the cementitious composites to be insufficient and affect hydration. This leads to a decrease in strength and results in poor effects. The acidity of the VAE emulsion is rather weak, and it has a moderately low impact on the alkalinity of the fiber/composite interface. Due to the VAE emulsion not mixing with the boric anhydride, this will cause the VAE emulsion to solidify. Therefore, a follow-up attempt has been made by mixing a butadiene–styrene emulsion into boric anhydride to process the fibers. In addition, an attempt has been made by adjusting the water–binder ratio of the cementitious composites to improve their strength. Refer to
Table 9 for important influential factors in the composition and for the test results of strength.
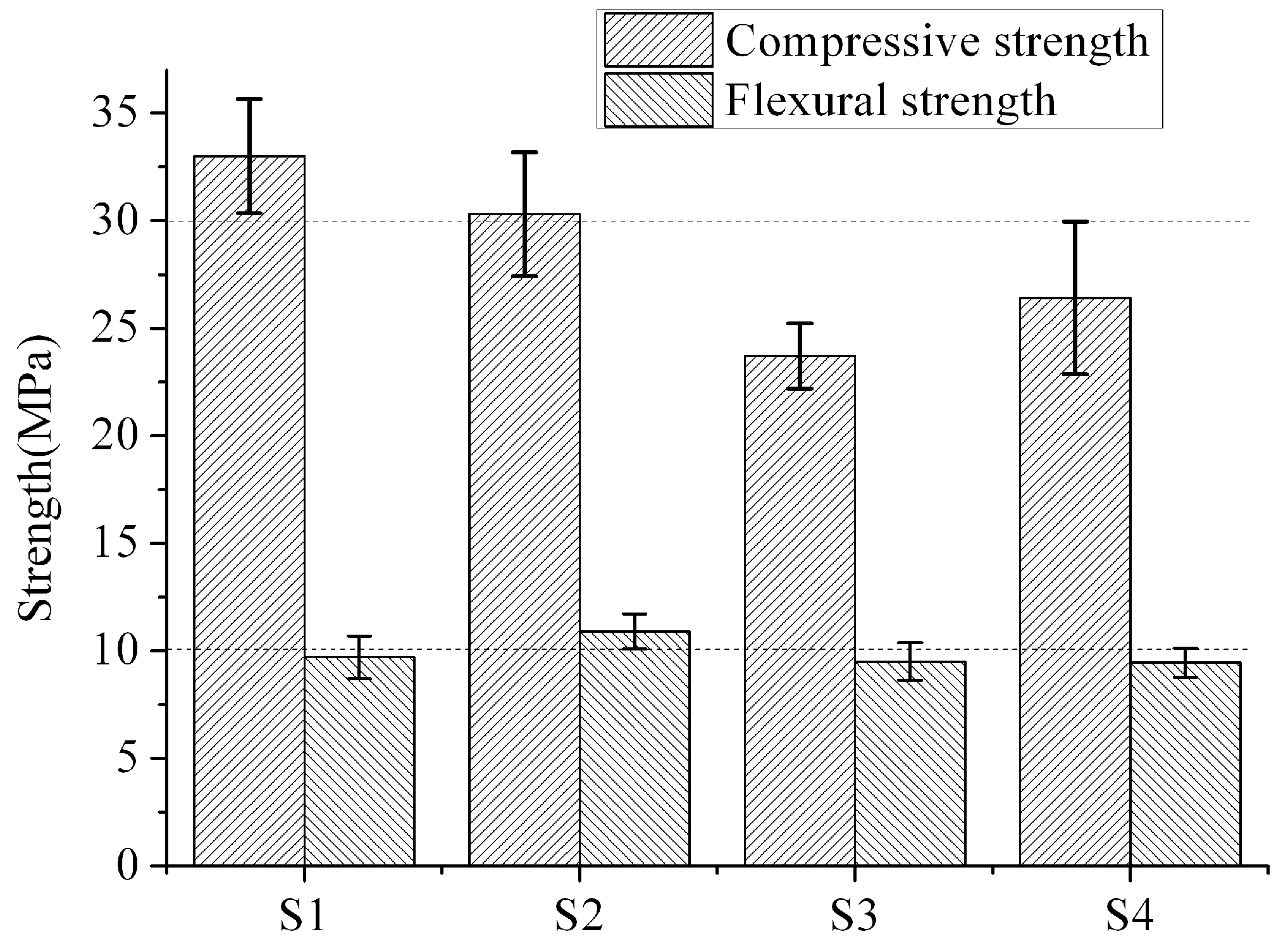
It was found from the test results (
Figure 5) of the sample with 7 d maintenance, that the strength-of-pressure resistance of group S1 with 0.3 water–binder ratio was higher than that of any of the other groups with 0.35 water–binder ratio, which reached 33.0 MPa. Nonetheless, differences in the strength-of-fracture resistance at an early stage in the groups were insignificant. For groups with 0.35 water–binder ratio, the strength-of-pressure resistance and the fracture resistance of group S2 using VAE emulsion processing was higher than the two groups without fiber processing or that used boric anhydride and butadiene–styrene emulsion processing. This indicates that the fibers with VAE emulsion processing take effect upon reinforcement. The strength-of-pressure resistance of group S3, which used a butadiene–styrene emulsion and boric anhydride processing, created a certain degree of attenuation, and the impact on the strength-of-fracture resistance was small. This may be caused by the release of boric anhydride onto the surfaces of the fibers.
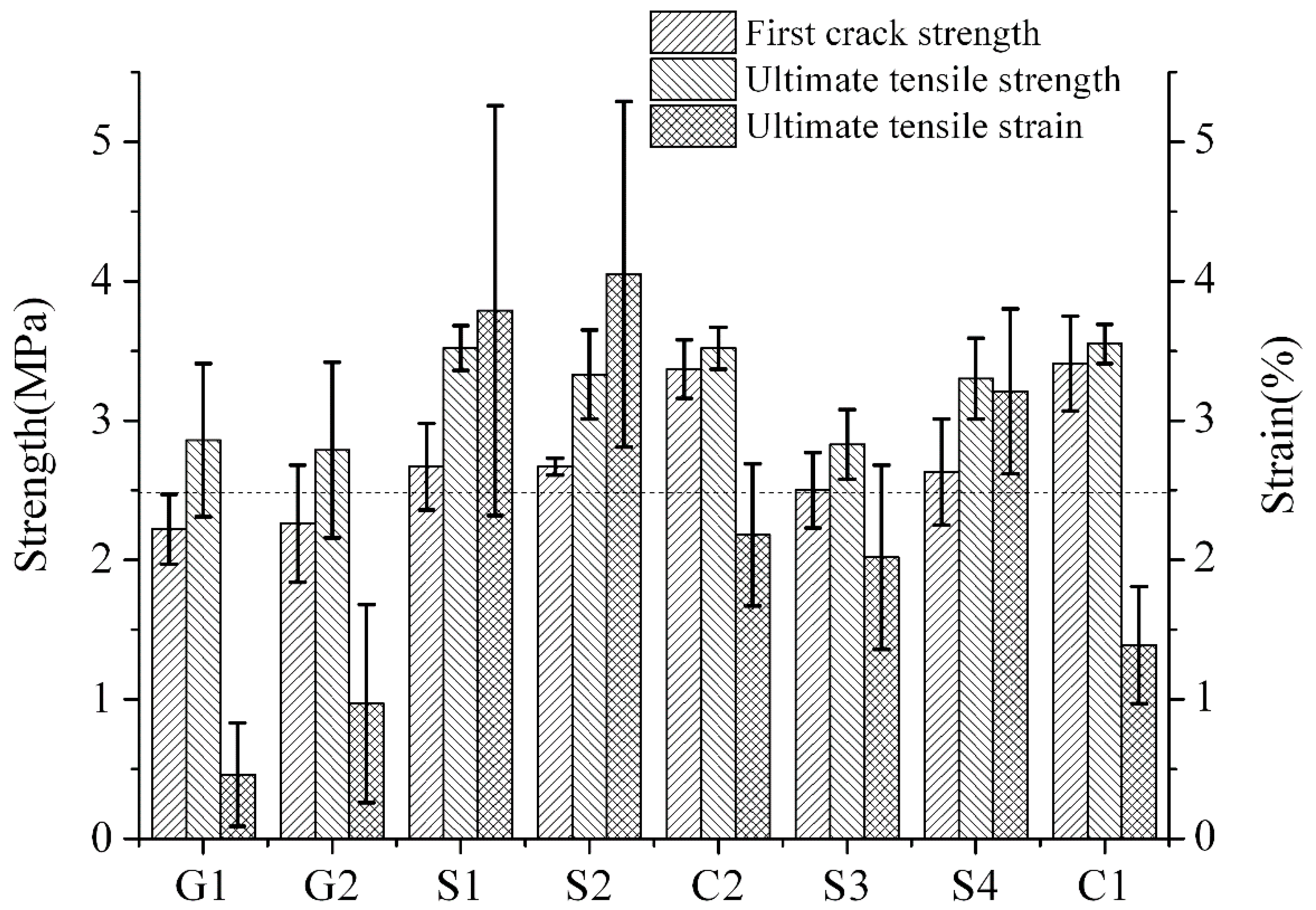
Table 10 and
Figure 6 show the compositions of the tensile samples, and the important influential factors of each group. The test results of the samples in groups G1, G2, and group S were differences in 7 d tensile strength and strain rate.
Groups G1 and G2 used domestic PVA fibers (manufactured by Sinopec Chongqing SVW Chemical Co., Ltd., Chongqing, China), and the water–binder ratio was 0.3. The PVA in group G2 was soaked in boric anhydride–butadiene–styrene emulsion diluent for 10 min prior to use, and it was removed and baked at low temperature until it was half-dry. Afterwards, extra emulsion was washed away by water, and the PVA was re-baked for use. A polymer film with acidity will form after processing of the surfaces of the fibers. Due to the domestic fibers’ surfaces not being processed, –C–OH composite clusters on the surfaces of the PVA fibers can form firmly combined hydrogen bridges with –OH in the cementitious composites [
38]. In addition, the diameter and the strength-of-tensile resistance of a single thread of domestic fiber are weaker than that of the imported fibers. All of these factors increase the probability of the occurrence of fractures at the early stage of cracking in the cementitious composites, and increase their inability to transmit stress and or to utilize better strain capabilities. Regarding the pre-processing of fibers with acid polymer films, on the one hand, the films on the surfaces of the fibers effectively reduce the firm adhesion of the composite clusters that are in proximity to water and the cementitious composites. On the other hand, the acidity of the film will reduce the strength of the transitional area at the fiber–cement interface. Thus, the fibers are able to achieve better slippage-pulling results. It makes more significant use of the fibers’ deformation and further improves the ductility of the engineered cementitious composites.
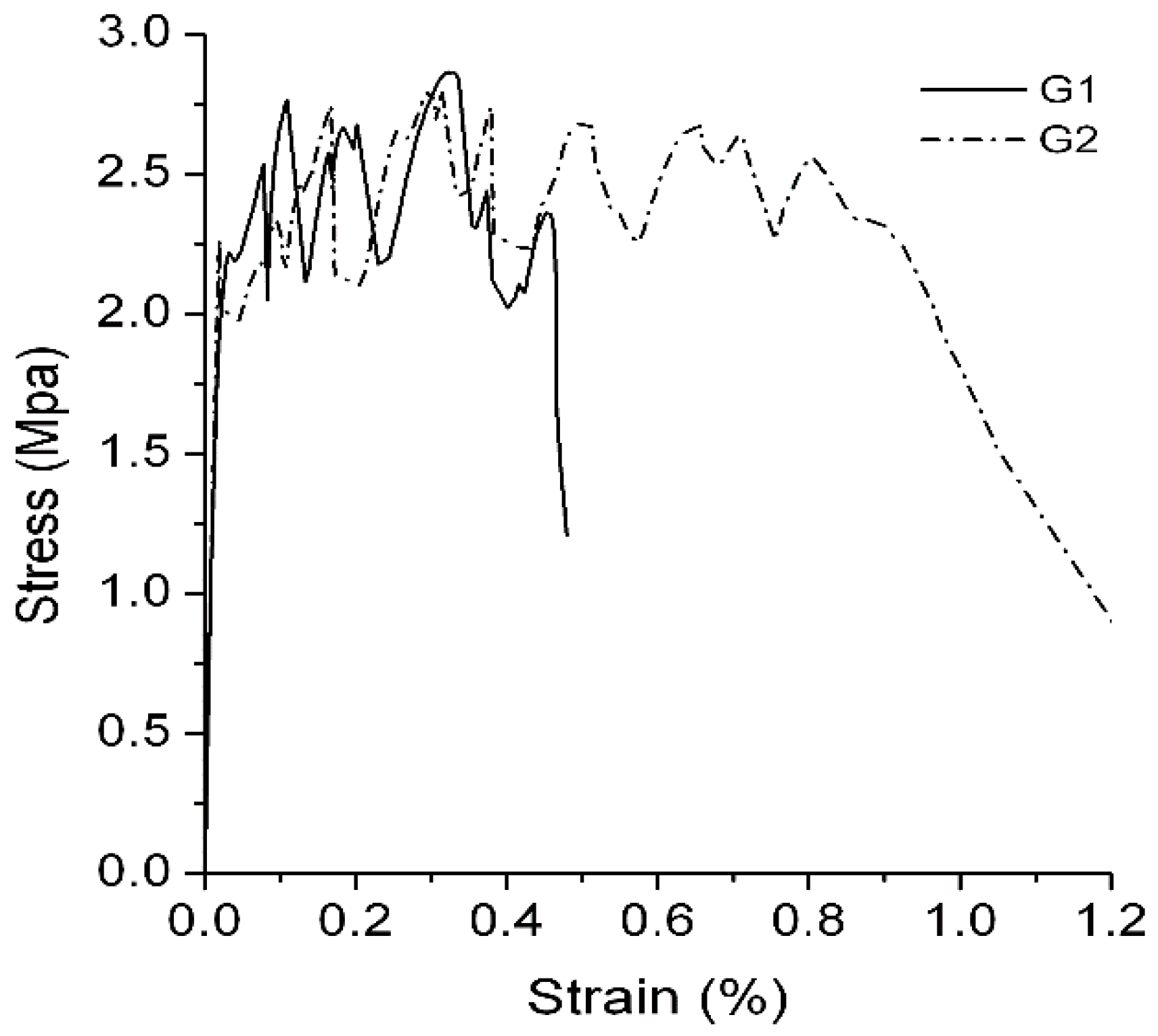
It is revealed by comparing the test results (
Figure 7) of group G1 and group G2 that a layer of acid polymer film that is attached to the surfaces of the fibers comes into significant effect for the ultimate tensile strain of the engineered cementitious composites: with the same compositional proportions and with different types of fibers, the tensile strain increased from 0.46% in group G1 to 0.97%, which is an increase of approximately 110.8%.
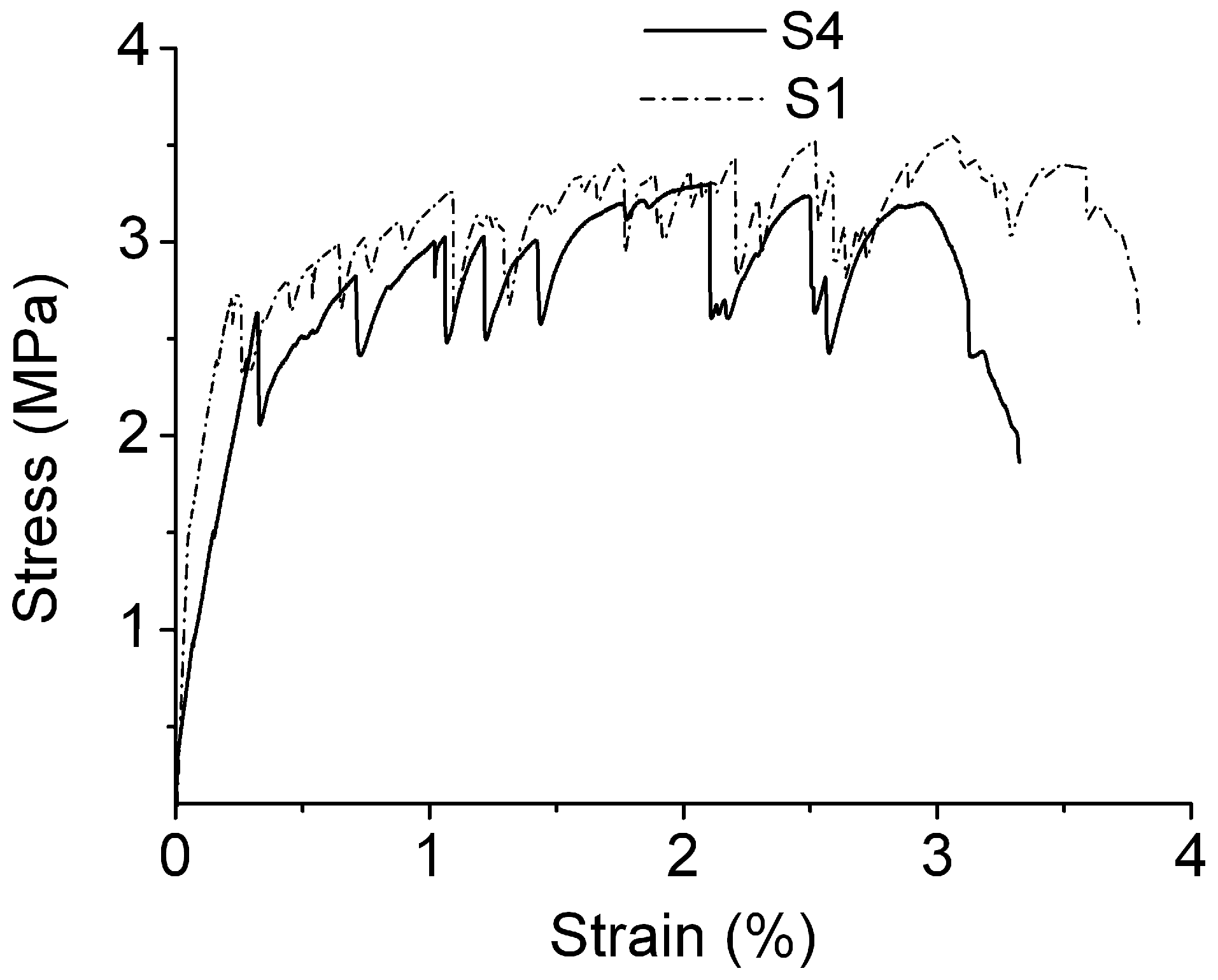
Group S1’s water–binder ratio was 0.3, and it was mixed with a 2% volume fraction of PVA fibers imported from Japan. After maintenance for 7 d, the strength of the first crack was 2.67 MPa. The ultimate tensile strength was 3.52 MPa and the strain achieved was 3.79%. Group S4’s water–binder ratio was 0.35. After maintenance for 7d, the strength of the first crack was 2.63 MPa, the ultimate tensile strength was 3.3 MPa, and the ultimate tensile strain was 3.21%. Both of the two groups exhibited certain strain-hardening abilities (
Figure 8). This indicates that group S1, with a lower water–binder ratio, exhibits a moderately higher tensile strength and a greater strain capability. Nevertheless, due to a great gap in fluidity, this study chose a composite proportion of 0.35 water–binder ratio with superior functional performance. As a matter of fact, in accordance with V. C. Li’s research findings, it is not necessarily true that the lower the water–binder ratio for engineered cementitious composites is, the better. Under the premise that the strength level requirement is satisfied, a greater water–binder ratio can be adopted to achieve a higher strain capability.
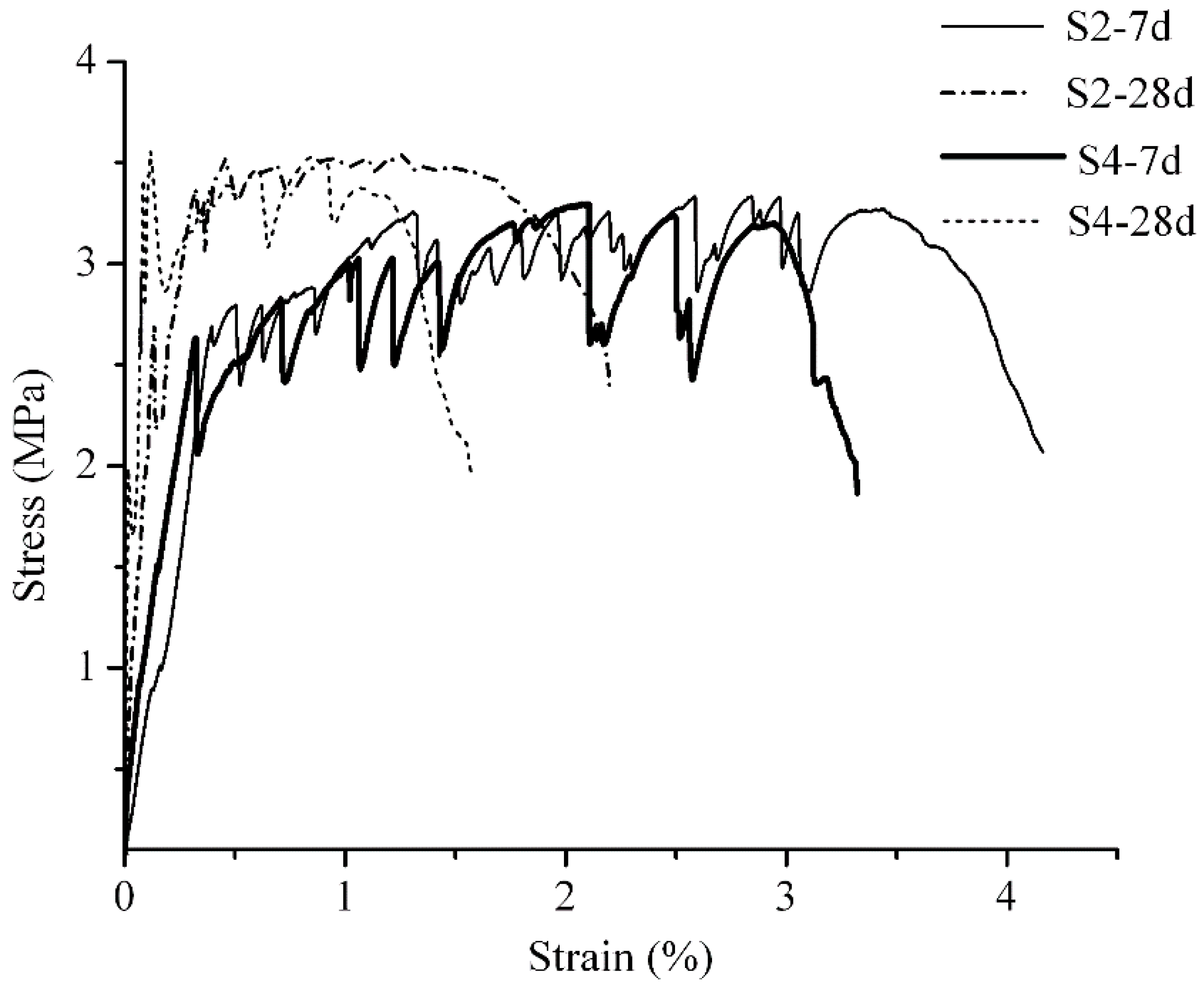
Figure 9 exhibits group S2, which adopted the VAE emulsion for modification, and its water–binder ratio was 0.35. After maintenance for 7 d, the first crack strength tested was 2.67 MPa, the ultimate tensile strength was 3.33 MPa, and the ultimate tensile strain was 4.05%. Compared with group S4 with the same composition and using unprocessed REC-15 fibers, their strengths were fundamentally the same, but the ultimate tensile strain increased by 26.2%. The test results clearly suggested that, by applying the VAE emulsion, a film with weak acidity formed on the surfaces of the fibers, and the strength of the composites near the interface decreased while the overall strength of cementitious composites was not affected. The fibers are not easily pulled to be broken in the process of stretching, and the ductility of the engineered cementitious composites improved.
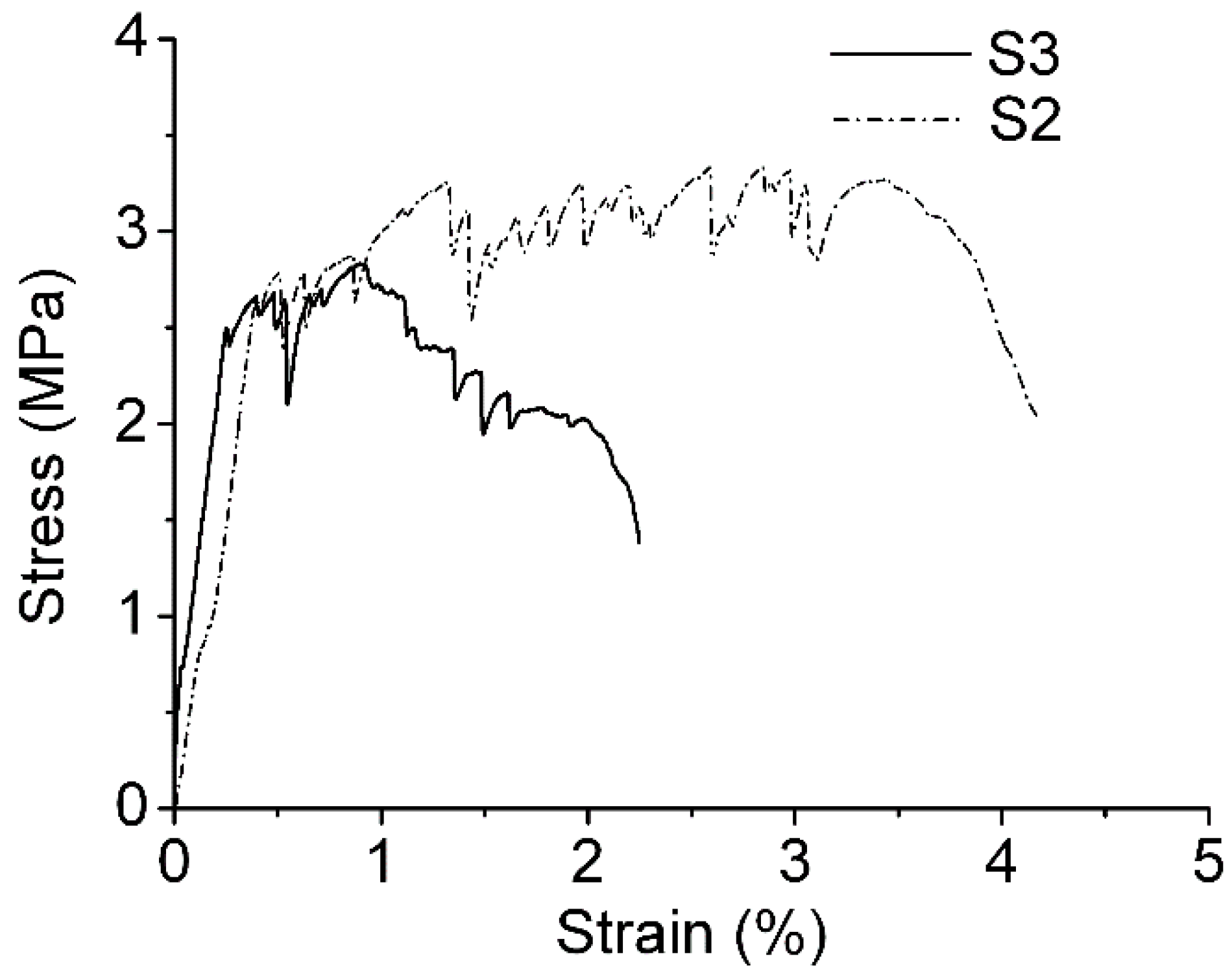
The fibers used in group S3 were processed by a diluent of boric anhydride and butadiene–styrene emulsion. Its first crack strength was 2.5 MPa, the ultimate tensile strength was 2.83 MPa, and the ultimate tensile strain was 2.02% (
Figure 9). Compared with other groups, its first crack strength and ultimate tensile strength were slightly lower while its strain capability dropped more significantly. As shown in
Table 11, compared with base group S4, group S3 dropped by 37.1%. Compared with group S2 with VAE emulsion processing, it only had half the strain value. Furthermore, based on the stress–strain curve, group S3 exhibited strain softening during testing.
Compared with group S4, which used REC-15 PVA fibers, and group S2, which used modified PVA fibers (
Figure 10), it can be found that group S3’s first crack strength gained relatively significant increases in 7 d, 28 d strengths (28 d strength is the test result for both group C1 and group C2), which increased from approximately 2.6 MPa at 7 d to approximately 3.4 MPa at 28 d (the first peak value was abnormal, and the second peak value was used in the average). When the first crack occurs in the material, the strain is extremely small, and the stress is borne by cementitious composites. Therefore, the first crack strength can be taken as the tensile resistance strength of the cementitious composites. It mainly reflects the hydration process and the nature of the cementitious composite materials. After the occurrence of the first crack, the fibers at the cracks come into play. They transmit force to the composites that are not cracked, which are characterized by multiple cracks and strain hardening, and derive the peak value of tensile stress. Thus, the ultimate tensile stress of engineered cementitious composites mainly relates to the fibers used, and after maintenance for 28 d, the gains in ultimate tensile strength only increase over a small scale.
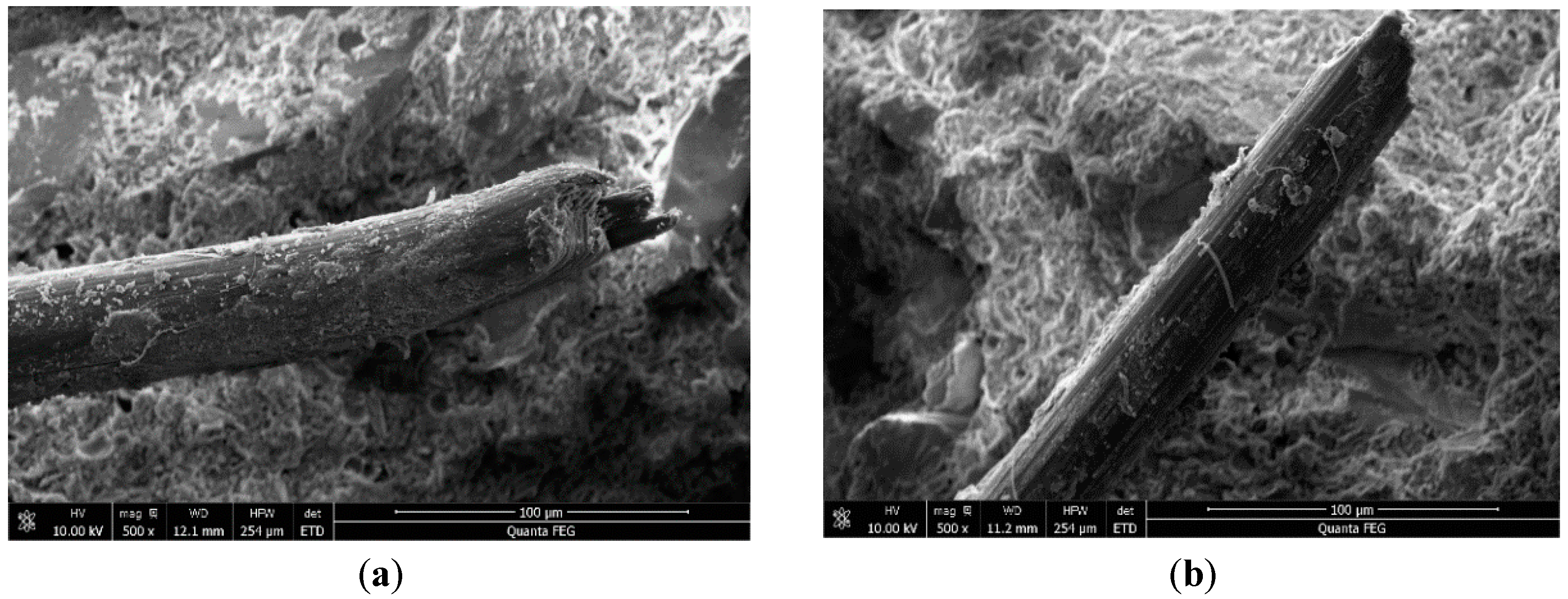
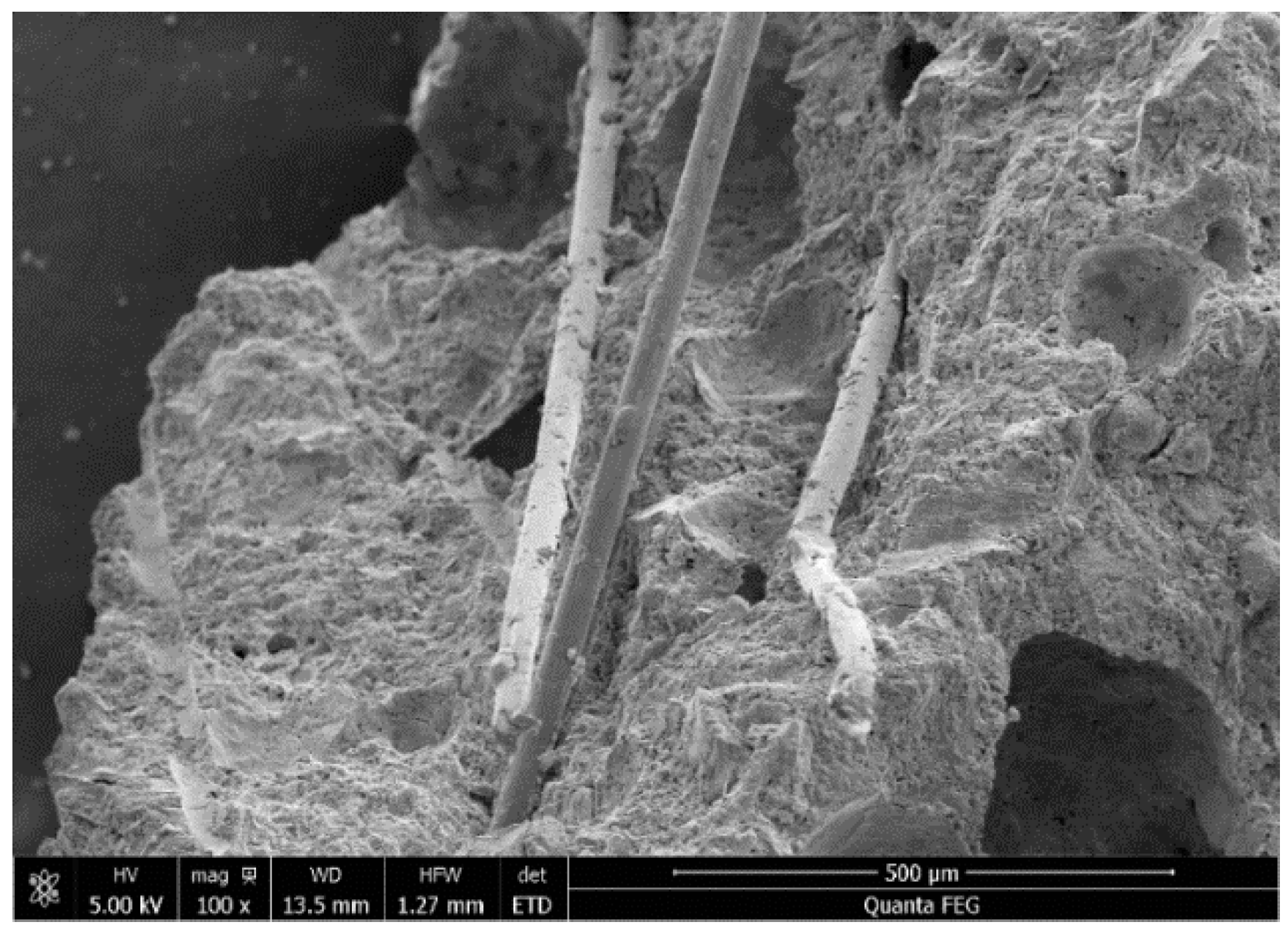
The dramatic change in the figure is the ultimate tensile strain. After maintenance for 28 d, the ultimate strain of the general group decreased from 3.21% to 1.39%, and that of the modification group decreased from 4.05% to 2.18%. The attenuations were, respectively, 56.7% and 46.2%. Along with the growth of age and the development of hydration in the cement, not only did the strengths of the composites increase, but the transitional areas of the fiber/composite interfaces became closer. Hence, the tensile slippage of the fibers in the composites is more greatly constrained, and they are more easily broken when pulled. Therefore, the strain capability attenuates radically. Other academics’ findings also suggest that, for engineered cementitious composites, the peak value of the tensile strain capability occurs at an age of approximately 10 d.
This study implemented modifications through the pre-processing of the surfaces of the fibers. A layer of acid film was attached onto the surfaces of the PVA fibers that were in proximity to water. Thereby, the firm adhesion between clusters that are in proximity to the water molecules and the cementitious composites is mitigated. Moreover, the acidity of the film influences the hydration of the gel materials near the fibers/composites, which reduces the strength of the transitional area of the fiber–cement interface, so that the fibers are able to achieve better slippage–pulling out results. The fibers’ deformation is, thus, utilized more significantly and the ductility of the engineered cementitious composites is further enhanced. Hence, the 7 d tensile strain of the modification group was 126.2% that of the general group. The 28 d tensile strain was 156.8% that of the general group. Under the conditions of long age and full hydration, the attenuation rate for the tensile strain of the modification group was 10.5% lower when compared to the general group without modifications on the fibers.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}