Friction Behavior of Silver Perrhenate in Oil as Lubricating Additive for Use at Elevated Temperatures


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Materials
2.2. Four-Ball Tests
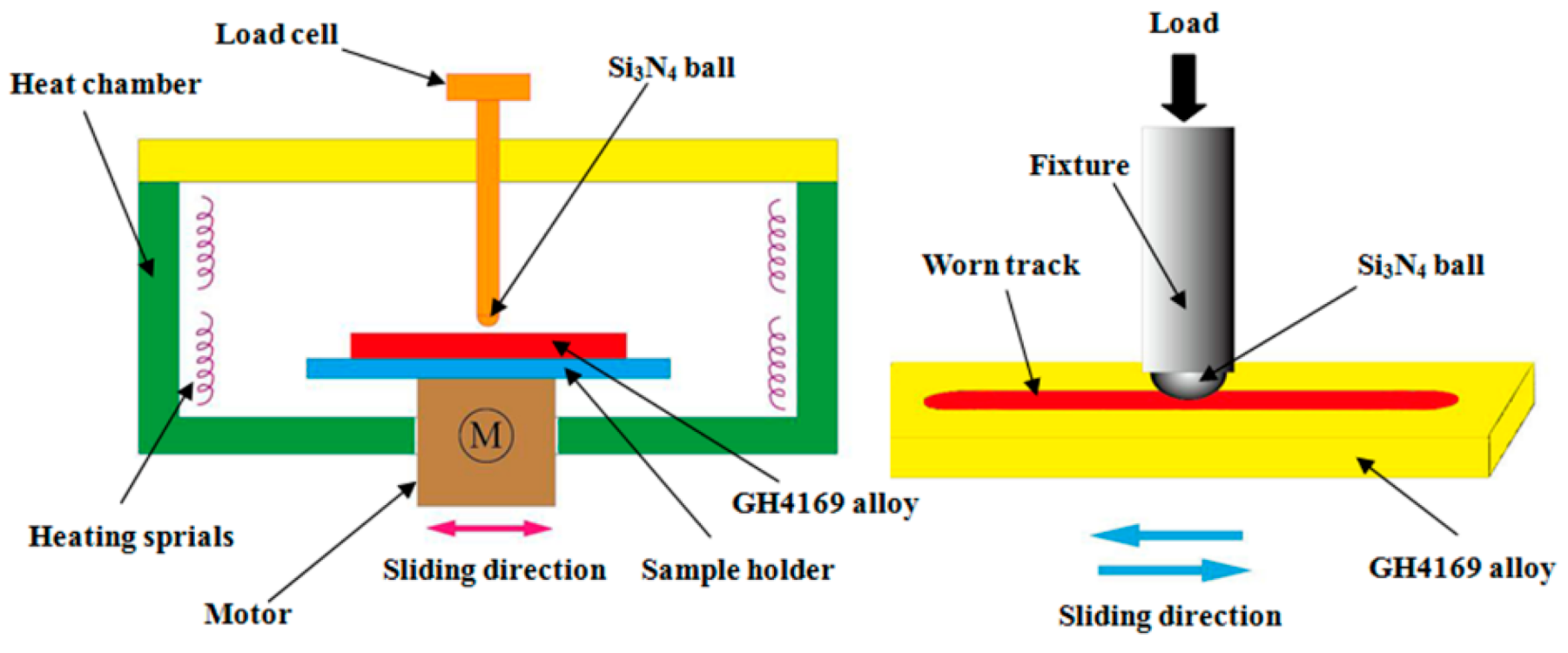
2.3. Evaluation of Tribological Performance across a Wide Temperature Range
3. Results and Discussion
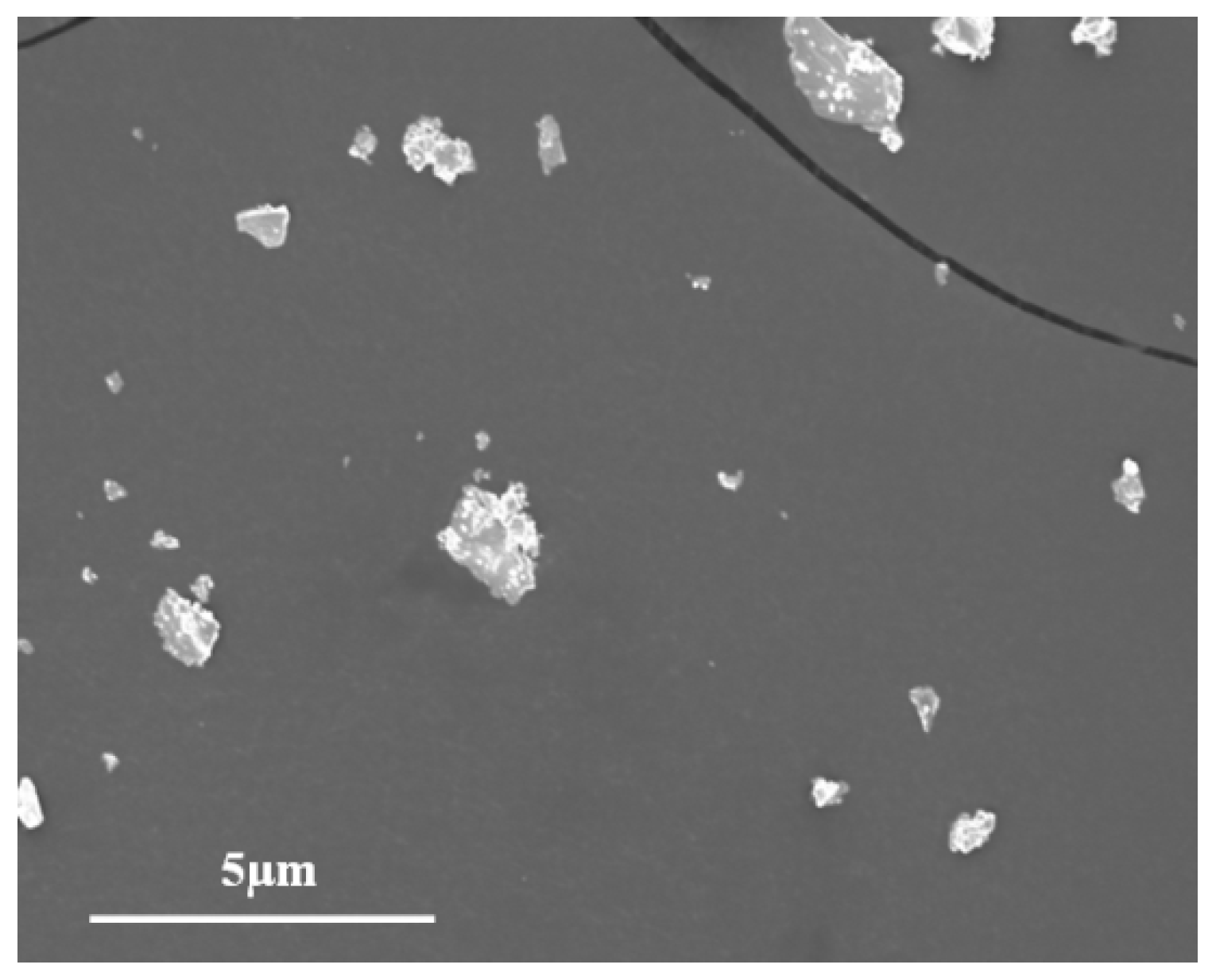
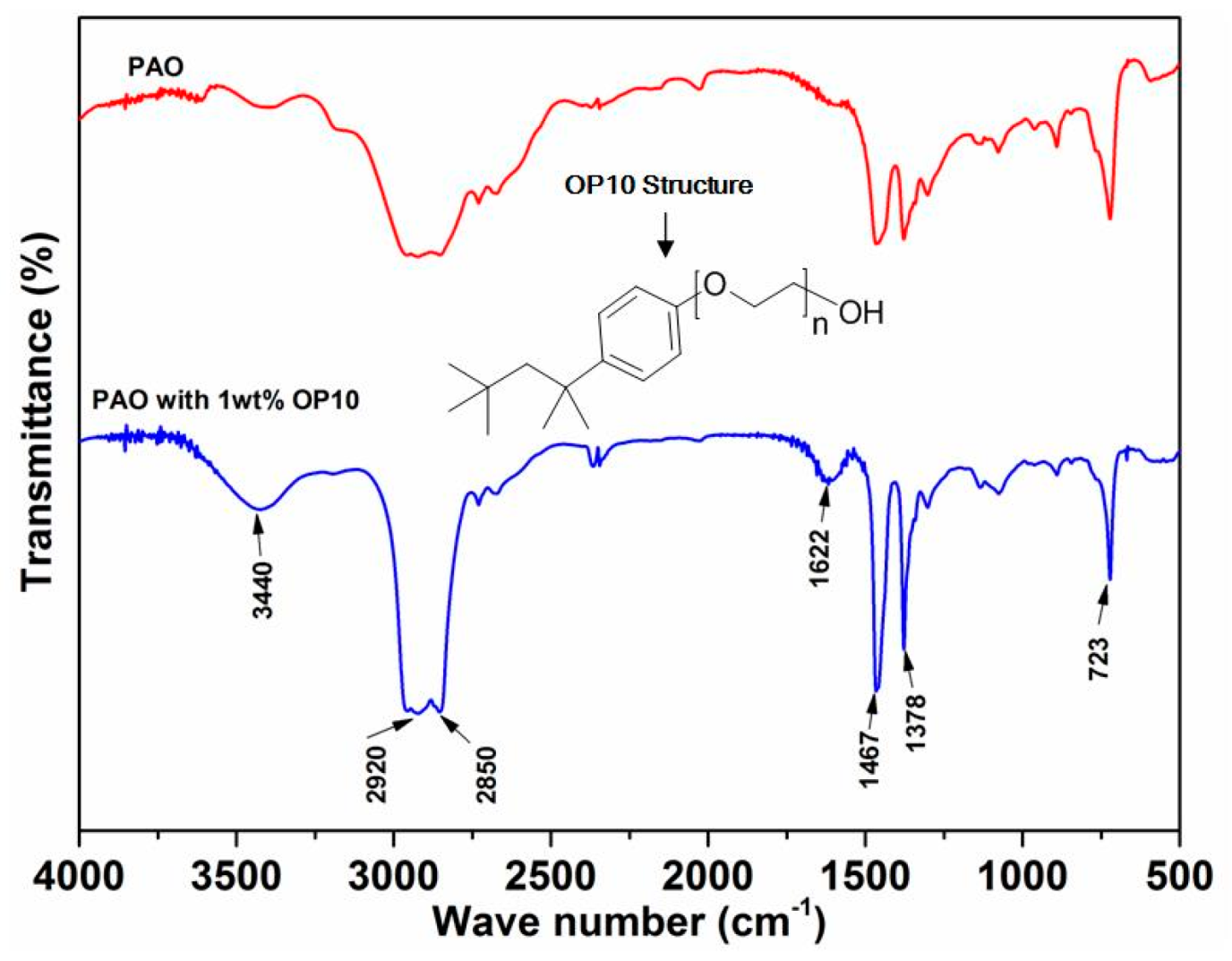
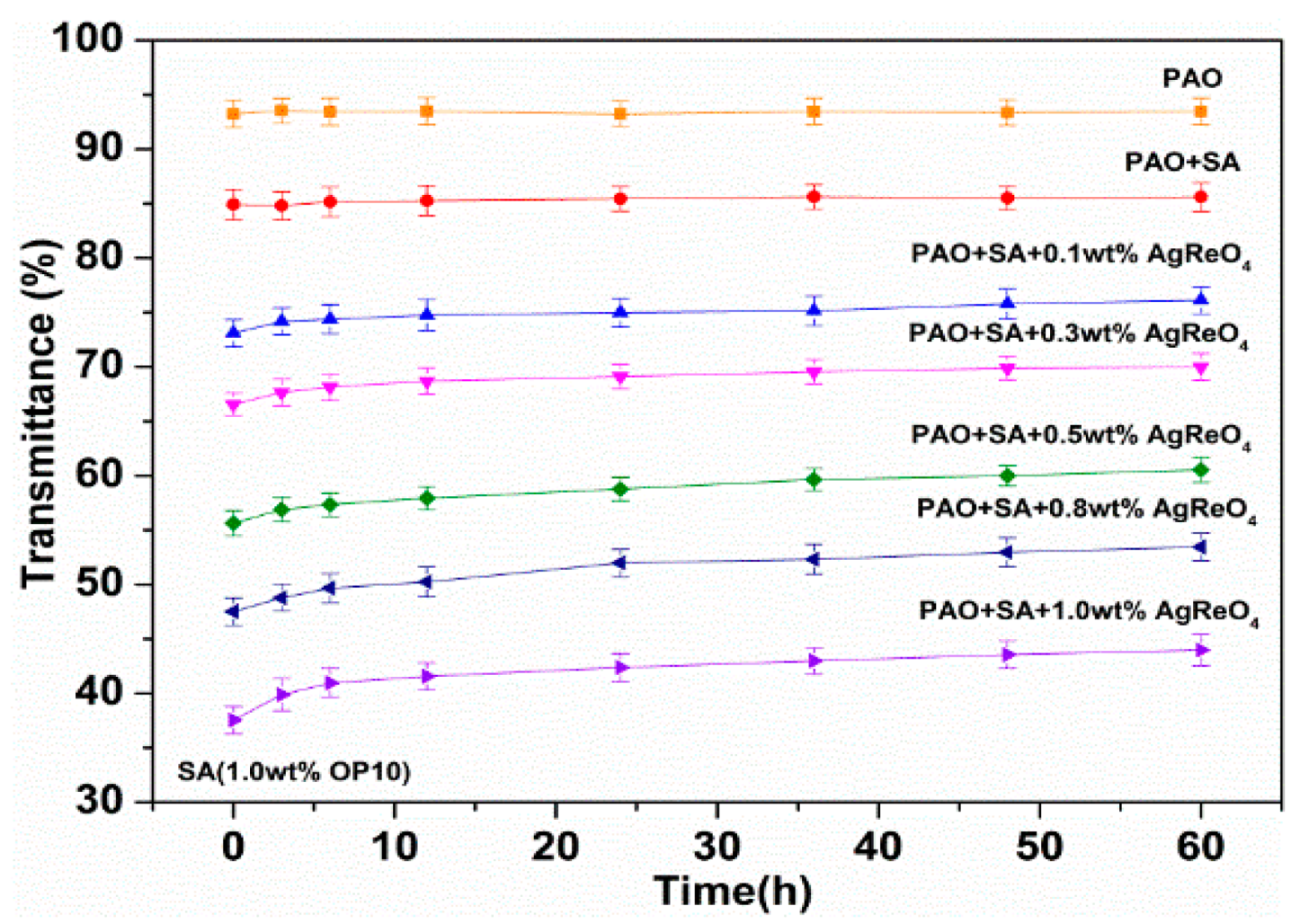
3.1. Characterization of the AgReO4 Additive and Suspensions
3.2. Characterization of Tribological Properties
3.3. Tribological Characteristics over a Wide Temperature Range
4. Conclusions
- (1)
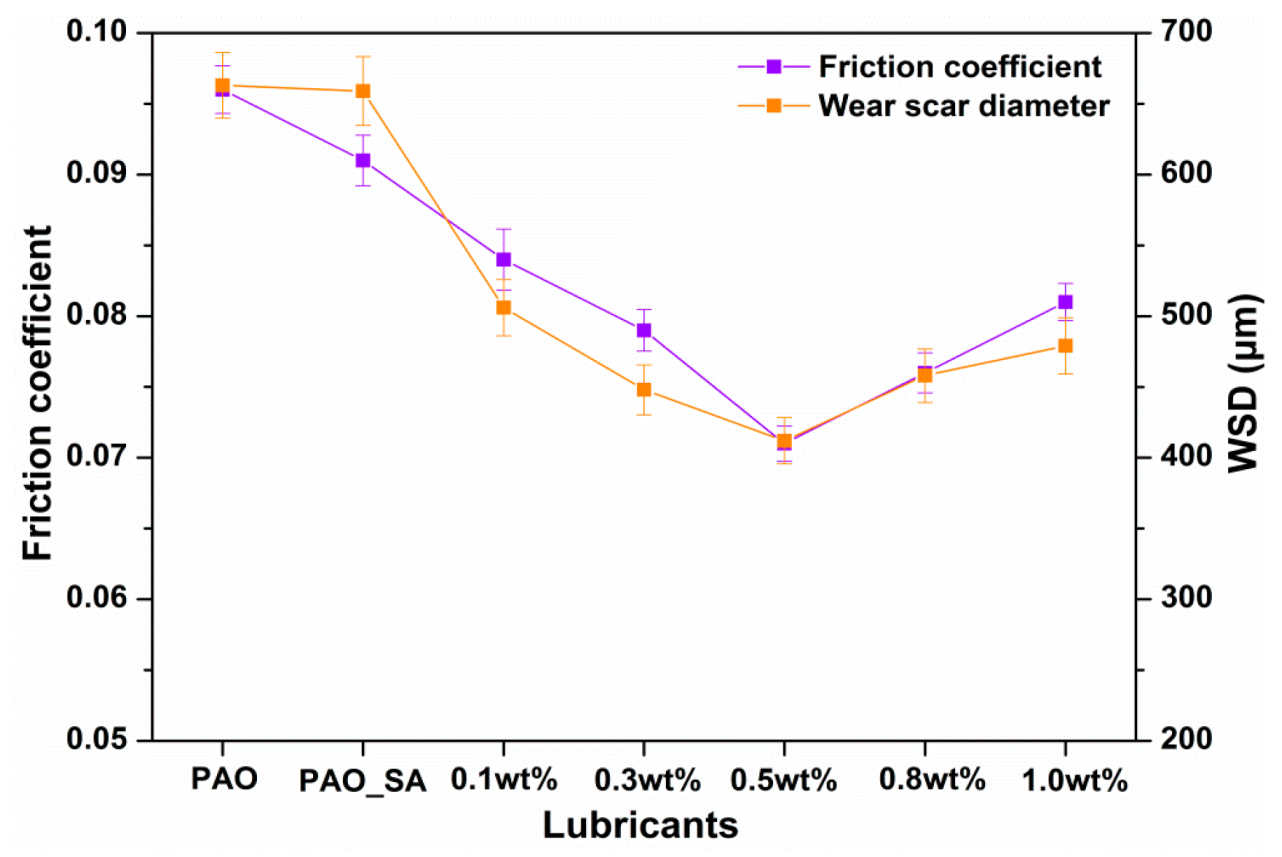
- Compared to pure oil, the PAO base oil mixed with various concentrations of AgReO4 lubricating additive performs better in friction reduction and wear resistance. The four-ball test results show that the best lubricating performance is achieved when the AgReO4 additive is at a concentration of 0.5 wt%.
- (2)
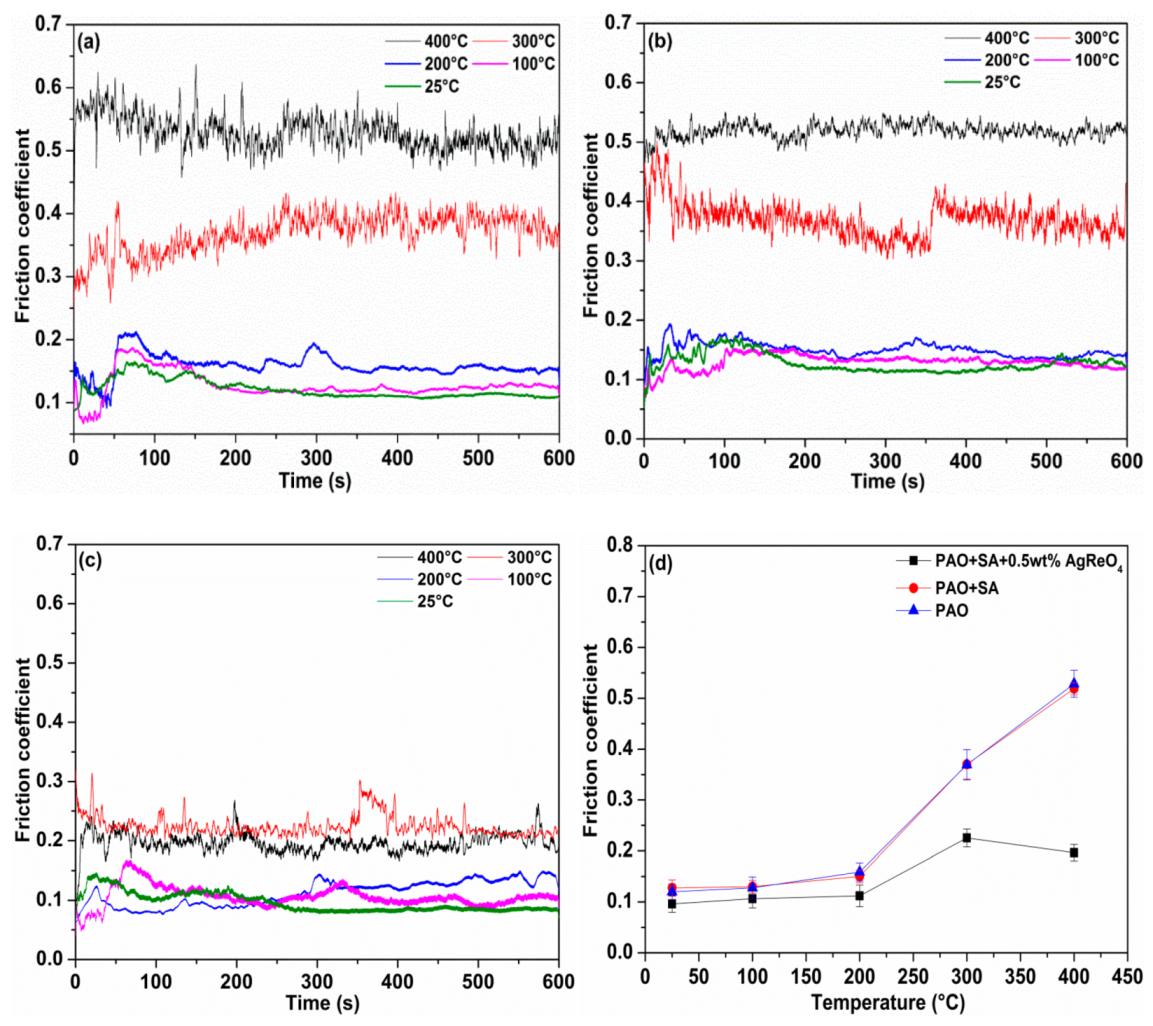
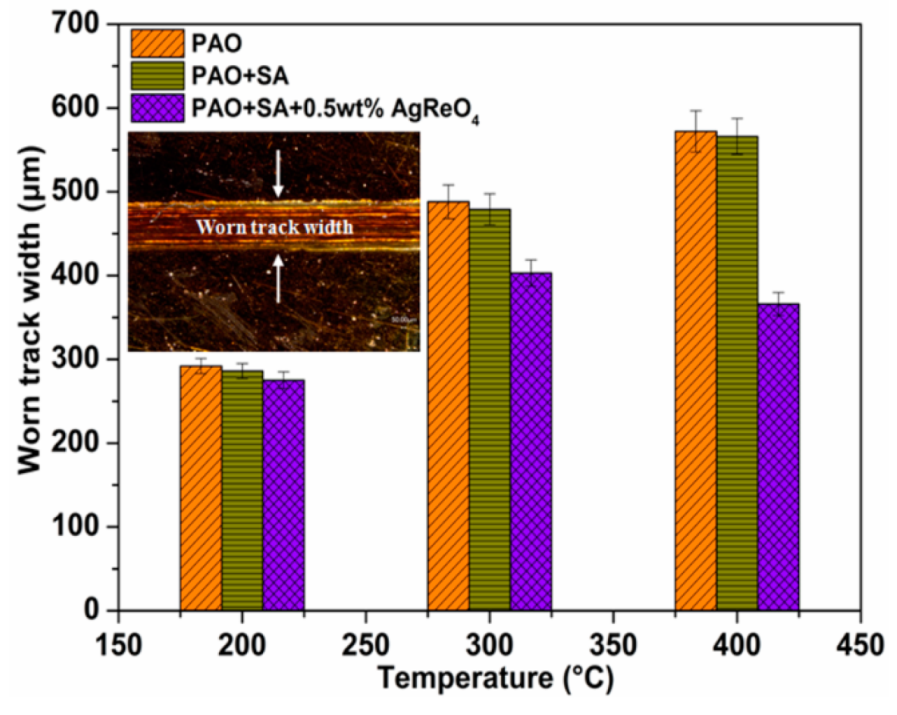
- The reciprocal tribological tests demonstrate that the oil added with the AgReO4 additive enables significantly lower friction coefficient and much higher wear resistance at high temperatures than base oil alone. Additionally, the former offers similar levels of friction reduction to the latter at low temperatures.
- (3)
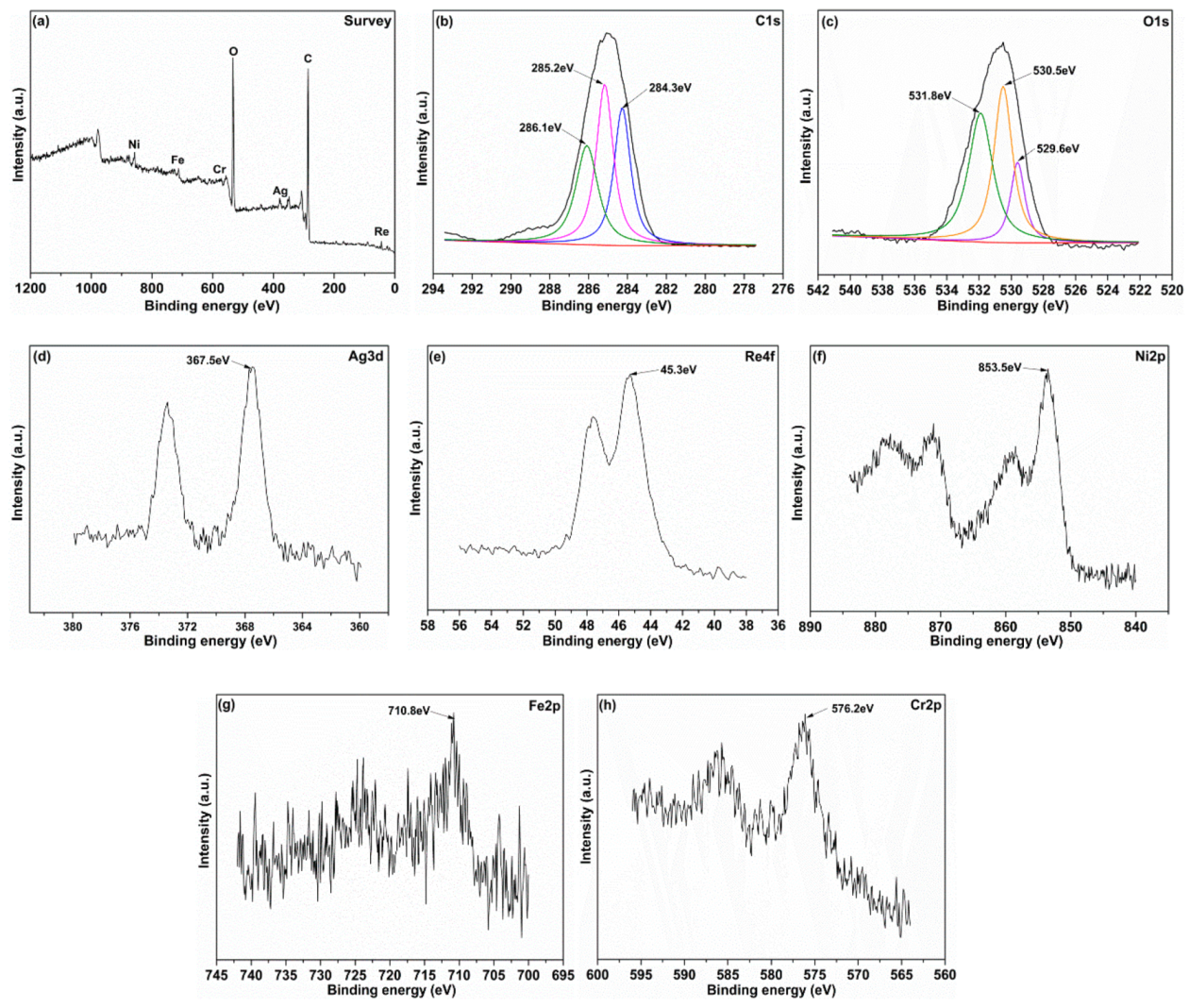
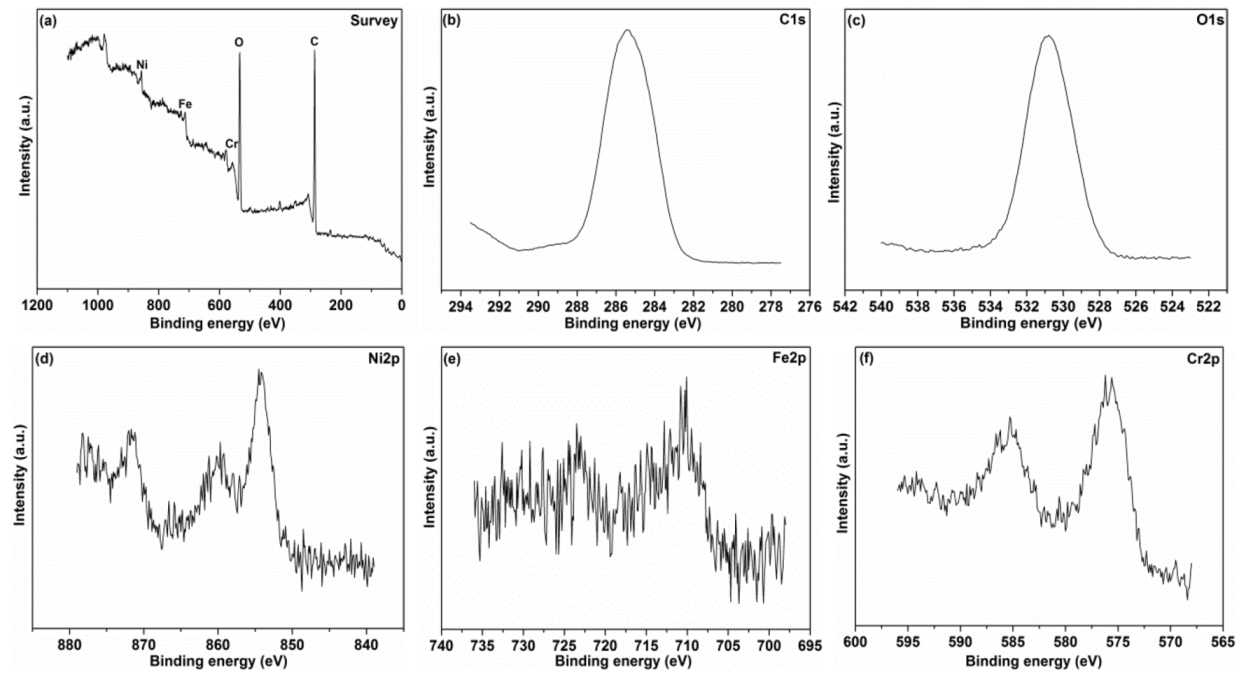
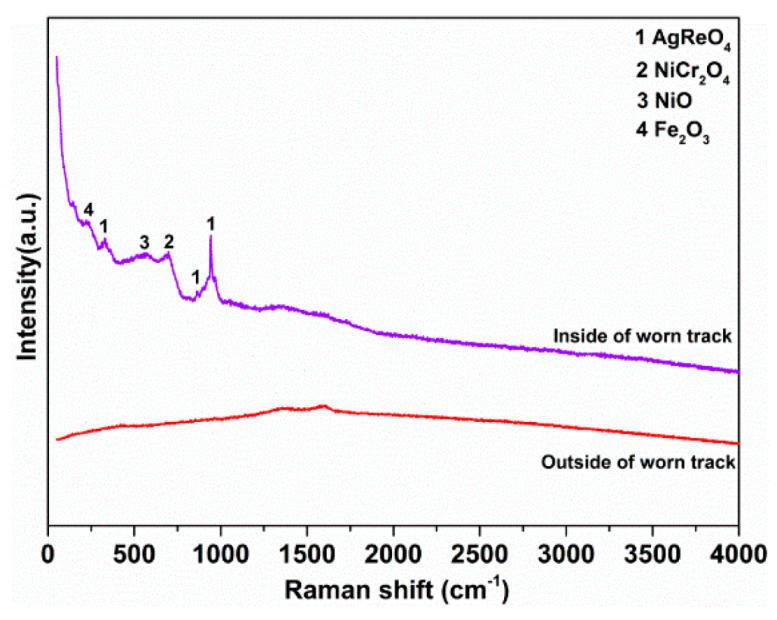
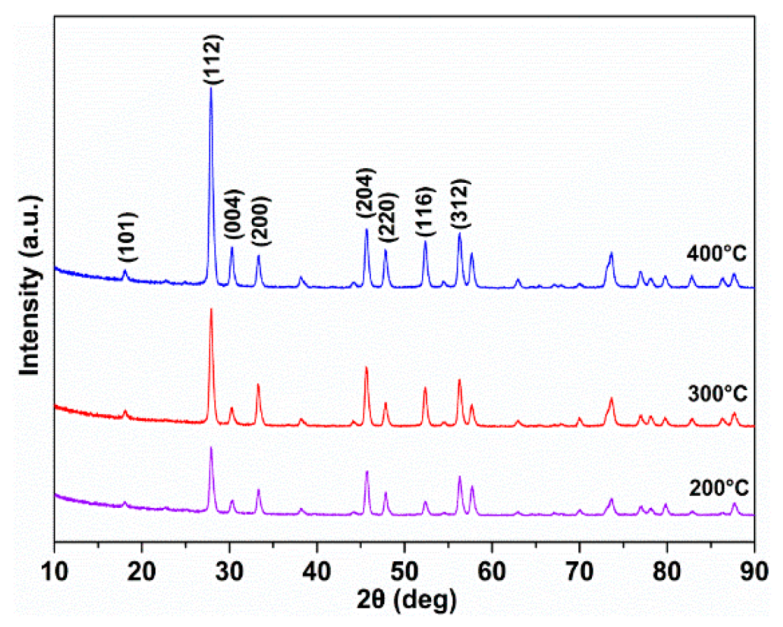
- The combination of the AgReO4 additive and the native oxides produced during friction results in a protective layer, which helps improve tribological performances by preventing direct contact between the friction pair at elevated temperatures. The AgReO4 compound’s outstanding lubrication performance is also attributed to its low shear strength and good thermal stability resulting from its significant ionic potential difference. All these results demonstrate that AgReO4 can be a highly promising candidate lubricating additive for addressing lubricating needs across a broad range of temperatures.
Author Contributions
Funding
Conflicts of Interest
References
- Zhu, W.W.; Zhao, C.C.; Zhou, J.; Kwok, C.T.; Ren, F.Z. Microstructure, sliding wear and corrosion behavior of bulk nanostructured Co-Ag immiscible alloy. J. Alloy. Compd. 2018, 748, 961–969. [Google Scholar] [CrossRef]
- Wesmann, J.A.R.; Espallargas, N. Effect of atmosphere, temperature and carbide size on the sliding friction of self-mated HVOF WC-CoCr contacts. Tribol. Int. 2016, 101, 303–313. [Google Scholar] [CrossRef]
- Sun, Q.C.; Yang, J.; Yin, B.; Cheng, J.; Zhu, S.Y.; Wang, S.; Yu, Y.; Qiao, Z.H.; Liu, W.M. High toughness integrated with self-lubricity of Cu-doped Sialon ceramics at elevated temperature. J. Eur. Ceram. Soc. 2018, 38, 2708–2715. [Google Scholar] [CrossRef]
- Du, L.Z.; Huang, C.B.; Zhang, W.G.; Li, T.G.; Liu, W. Preparation and wear performance of NiCr/Cr3C2-NiCr/hBN plasma sprayed composite coating. Surf. Coat. Technol. 2011, 205, 3722–3728. [Google Scholar] [CrossRef]
- Zhang, T.F.; Wan, Z.X.; Ding, J.C.; Zhang, S.H.; Wang, Q.M.; Kim, K.H. Microstructure and high-temperature tribological properties of Si-doped hydrogenated diamond-like carbon films. Appl. Surf. Sci. 2018, 435, 963–973. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, S.W.; Ding, Q.; Feng, D.P.; Qin, B.F.; Hu, L.T. Liquid metal as novel lubricant in a wide temperature range. Mater. Lett. 2018, 215, 140–143. [Google Scholar] [CrossRef]
- Zhou, F.; Liang, Y.M.; Liu, W.M. Ionic liquid lubricants: Designed chemistry for engineering applications. Chem. Soc. Rev. 2009, 38, 2590–2599. [Google Scholar] [CrossRef] [PubMed]
- Allam, I.M. Solid lubricants for applications at elevated temperatures. J. Mater. Sci. 1991, 26, 3977–3984. [Google Scholar] [CrossRef]
- Sliney, H.E. Solid lubricant materials for high temperatures-a review. Tribol. Int. 1982, 15, 303–315. [Google Scholar] [CrossRef]
- Zhang, W.Y.; Demydov, D.; Jahan, M.P.; Mistry, K.; Erdemir, A.; Malshe, A.P. Fundamental understanding of the tribological and thermal behavior of Ag-MoS2 nanoparticle-based multi-component lubricating system. Wear 2012, 288, 9–16. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, X.Q.; Zhou, H.D.; Chen, J.M.; An, Y.L.; Yan, F.Y. Microstructure and tribological property of HVOF-sprayed adaptive NiMoAl-Cr3C2-Ag composite coating from 20 °C to 800 °C. Surf. Coat. Technol. 2004, 258, 1183–1190. [Google Scholar] [CrossRef]
- Qi, X.W.; Lu, L.; Jia, Z.N.; Yang, Y.L.; Liu, H.R. Comparative tribological properties of magnesium hexasilicate and serpentine powder as lubricating oil additives under high temperature. Tribol. Int. 2012, 49, 53–57. [Google Scholar] [CrossRef]
- Gong, K.L.; Wu, X.H.; Zhao, G.Q.; Wang, X.B. Nanosized MoS2 deposited on graphene as lubricant additive in polyalkylene glycol for steel/steel contact at elevated temperature. Tribol. Int. 2017, 110, 1–7. [Google Scholar] [CrossRef]
- Guo, H.J.; Lu, C.; Zhang, Z.Y.; Liang, B.N.; Jia, J.H. Comparison of microstructures and properties of VN and VN/Ag nanocomposite films fabricated by pulsed laser deposition. Appl. Phys. A Mater. 2018, 124, 694. [Google Scholar] [CrossRef]
- Liu, E.Y.; Bai, Y.P.; Gao, Y.M.; Yi, G.W.; Jia, J.H. Tribological properties of NiAl-based composites containing Ag3VO4 nanoparticles at elevated temperatures. Tribol. Int. 2014, 80, 25–33. [Google Scholar] [CrossRef]
- Liu, C.C.; Chen, L.; Zhou, J.S.; Zhou, H.D.; Chen, J.M. Tribological properties of adaptive phosphate composite coatings with addition of silver and molybdenum disulfide. Appl. Surf. Sci. 2014, 300, 111–116. [Google Scholar] [CrossRef]
- Stone, D.; Liu, J.; Singh, D.P.; Muratore, C.; Voevodin, A.A.; Mishra, S.; Rebholz, C.; Ge, Q.; Aouadi, S.M. Layered atomic structures of double oxides for low shear strength at high temperatures. Scr. Mater. 2010, 62, 735–738. [Google Scholar] [CrossRef]
- Zhu, S.Y.; Bi, Q.L.; Yang, J. Tribological property of Ni3Al matrix composites with addition of BaMoO4. Tribol. Lett. 2011, 43, 55–63. [Google Scholar] [CrossRef]
- Wang, J.Y.; Peng, C.; Tang, J.Z.; Xie, Z.X. Friction and wear characteristics of containing a certain amount of graphene oxide (GO) for hot-pressing sintered NiCr-WC-Al2O3 composites at different temperatures. J. Alloy. Compd. 2018, 737, 515–529. [Google Scholar] [CrossRef]
- Perterson, M.B.; Calabrese, S.J.; Li, S.Z.; Jiang, X.X. Friction of alloys at high temperature. J. Mater. Sci. Technol. 1994, 10, 313–320. [Google Scholar]
- Xu, Z.S.; Shi, X.L.; Wang, M.; Zhai, W.Z.; Yao, J.; Song, S.Y.; Zhang, Q.X. Effect of Ag and Ti3SiC2 on tribological properties of TiAl matrix self-lubricating composites at room and increased temperatures. Tribol. Lett. 2014, 53, 617–629. [Google Scholar] [CrossRef]
- Bondarev, A.V.; Kiryukhantsev-Korneev, P.V.; Levashov, E.A.; Shtansky, D.V. Tribological behavior and self-healing functionality of TiNbCN-Ag coatings in wide temperature range. Appl Surf. Sci. 2017, 396, 110–120. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, X.Q.; Zhou, H.D.; Chen, J.M.; An, Y.L.; Yan, F.Y. HVOF-Sprayed adaptive low friction NiMoAl-Ag coating for tribological application from 20 to 800 °C. Tribol. Lett. 2014, 56, 55–66. [Google Scholar] [CrossRef]
- Zhu, S.Y.; Li, F.; Ma, J.Q.; Cheng, J.; Yin, B.; Yang, J.; Qiao, Z.H. Tribological properties of Ni3Al matrix composites with addition of silver and barium salt. Tribol. Int. 2015, 84, 118–123. [Google Scholar] [CrossRef]
- Qin, Y.K.; Xiong, D.S.; Li, J.L.; Jin, Q.T.; He, Y.; Zhang, R.C.; Zou, Y.R. Adaptive-lubricating PEO/Ag/MoS2 multilayered coatings for Ti6Al4V alloy at elevated temperature. Mater. Des. 2016, 107, 311–321. [Google Scholar] [CrossRef]
- Torres, H.; Slawik, S.; Gachot, C.; Prakash, B.; Rodríguez Ropoll, M. Microstructural design of self-lubricating laser claddings for use in high temperature sliding applications. Surf. Coat. Technol. 2018, 337, 24–34. [Google Scholar] [CrossRef]
- Torres, H.; Vuchkov, T.; Rodríguez Ropoll, M.; Prakash, B. Tribological behaviour of MoS2-based self-lubricating laser cladding for use in high temperature application. Tribol. Int. 2018, 126, 153–165. [Google Scholar] [CrossRef]
- Yu, L.H.; Zhao, H.J.; Xu, J.H. Influence of silver content on structure, mechanical and tribological properties of WCN-Ag films. Mater. Charact. 2016, 114, 136–145. [Google Scholar] [CrossRef]
- Otto, J.W.; Vasssiliou, J.K.; Porter, R.F.; Ruoff, A.L. Raman study of AgReO4 in the scheelite structure under pressure. Phys. Rev. B 1991, 44, 9223–9227. [Google Scholar] [CrossRef]
- Gusain, R.; Mungse, H.P.; Kumar, N.; Ravindran, T.R.; Pandian, R.; Sugimuar, H.; Khatri, O.P. Covalently attached grapheme-ionic liquid hybrid nanomaterials: Synthesis, characterization and tribological application. J. Mater. Chem. A 2016, 4, 926–937. [Google Scholar] [CrossRef]
- Cheng, Z.L.; Li, W.; Wu, P.R.; Liu, Z. Study on structure-activity relationship between size and tribological properties of graphene oxide nanosheets in oil. J. Alloy. Compd. 2017, 722, 778–784. [Google Scholar] [CrossRef]
- Yang, J.; Xia, Y.F.; Song, H.J.; Chen, B.B.; Zhang, Z.Z. Synthesis of the liquid-like graphene with excellent tribological properties. Tribol. Int. 2017, 116, 172–179. [Google Scholar] [CrossRef]
- Heredia-Cancino, J.A.; Ramezani, M.; Álvarez-Ramos, M.E. Effect of degradation on tribological performance of engine lubricants at elevated temperature. Tribol. Int. 2018, 124, 230–237. [Google Scholar] [CrossRef]
- Zheng, D.; Wu, Y.P.; Li, Z.Y.; Cai, Z.B. Tribological properties of WS2/graphene nanocomposites as lubricating oil additives. RSC Adv. 2017, 7, 14060–14068. [Google Scholar] [CrossRef]
- Zhu, L.L.; Wu, X.H.; Zhao, G.Q.; Wang, X.B. Effect of a new phosphate compound (BAFDP) addition on the lubricating performance of engine oils at elevated temperatures. Tribol. Int. 2016, 104, 383–391. [Google Scholar] [CrossRef]
- Yamashita, T.; Hayes, P. Analysis of XPS spectra of Fe2+ and Fe3+ ions in oxide materials. Appl. Surf. Sci. 2008, 254, 2441–2449. [Google Scholar] [CrossRef]
- Zhen, J.M.; Zhu, S.Y.; Cheng, J.; Qiao, Z.H.; Liu, W.M.; Yang, J. Effects of sliding speed and testing temperature on the tribological behavior of a nickel-alloy base solid-lubricating composite. Wear 2016, 368, 45–52. [Google Scholar] [CrossRef]
- Guo, J.; Cheng, J.; Wang, S.; Yu, Y.; Zhu, S.Y.; Yang, J.; Liu, W.M. A protective FeGa3 film on the steel surface prepared by in-situ hot-reaction with liquid metal. Mater. Lett. 2018, 228, 17–20. [Google Scholar] [CrossRef]
- Erdemir, A. A crystal-chemical approach to lubrication by solid oxides. Tribol. Lett. 2000, 8, 97–102. [Google Scholar] [CrossRef]
- Smith, W.T.; Maxwell, G.E. The Salts of Perrhenic Acid. IV. The Group II Cations, copper(II) and Lead(II). J. Am. Chem. Soc. 1951, 73, 658–660. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | C | Co | Mo | Al | Ti | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| GH4169 | ≤0.08 | ≤1.0 | 2.8–3.3 | 0.3–0.7 | 0.75–1.15 | 17–21 | 50–55 | Bal. |
| Samples | PAO | PAO + SA | 0.1 wt% | 0.3 wt% | 0.5 wt% | 0.8 wt% | 1.0 wt% |
|---|---|---|---|---|---|---|---|
| Starting temperature (°C) | 23.6 | 24.5 | 24.1 | 25.2 | 24.8 | 25.4 | 24.3 |
| Final temperature (°C) | 59.8 | 59.1 | 57.3 | 54.8 | 52.2 | 55.8 | 57.1 |
| Temperature variation (°C) | 36.2 | 34.6 | 33.2 | 29.6 | 27.4 | 30.4 | 32.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Li, T.; Yan, T.; Wei, X.; Qu, X.; Yuan, S. Friction Behavior of Silver Perrhenate in Oil as Lubricating Additive for Use at Elevated Temperatures. Materials 2019, 12, 2199. https://doi.org/10.3390/ma12132199
Wang J, Li T, Yan T, Wei X, Qu X, Yuan S. Friction Behavior of Silver Perrhenate in Oil as Lubricating Additive for Use at Elevated Temperatures. Materials. 2019; 12(13):2199. https://doi.org/10.3390/ma12132199
Chicago/Turabian StyleWang, Junhai, Ting Li, Tingting Yan, Xiaoyi Wei, Xin Qu, and Shuai Yuan. 2019. "Friction Behavior of Silver Perrhenate in Oil as Lubricating Additive for Use at Elevated Temperatures" Materials 12, no. 13: 2199. https://doi.org/10.3390/ma12132199
APA StyleWang, J., Li, T., Yan, T., Wei, X., Qu, X., & Yuan, S. (2019). Friction Behavior of Silver Perrhenate in Oil as Lubricating Additive for Use at Elevated Temperatures. Materials, 12(13), 2199. https://doi.org/10.3390/ma12132199