Enhanced Refinement of Al-Zn-Mg-Cu-Zr Alloy via Internal Cooling with Annular Electromagnetic Stirring above the Liquidus Temperature



Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- (1)
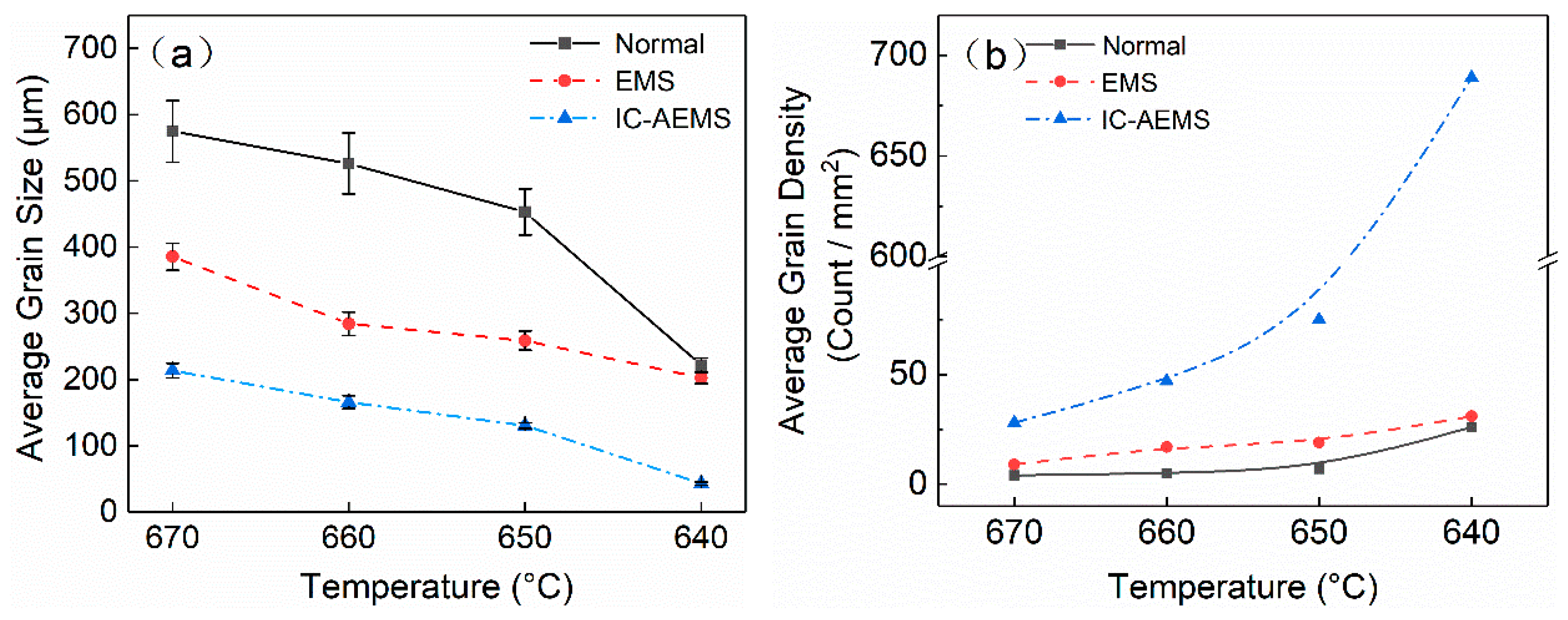
- IC-AEMS has an extra potential for the grain refinement of Al-Zn-Mg-Cu-Zr alloy when the melt is poured at the same temperatures above the liquidus. The average grain size reduced from 575 μm (without treatment) to 384 μm (EMS treatment), and then to 205 μm (IC-AEMS treatment) at 670 °C. A similar result was achieved at temperatures of 660, 650, and 640 °C.
- (2)
- Compared with the normal condition and EMS, a fine and equiaxed microstructure was obtained with IC-AEMS at temperatures from 670 to 640 °C. Additionally, the grains with IC-AEMS at 670 °C were similar to the normal grains at 640 °C, which implies it is beneficial for practical production after IC-AEMS treatment.
- (3)
- The possible mechanisms for refinement above the liquidus temperature were explained as the stable chilling layer around the cooling rod providing undercooling for the precipitation of small Al3Zr nucleant particles, and the high cooling rate by applying IC-AEMS restraining the growth rate of these Al3Zr particles, which act as nucleation sites for α-Al when the melt cools below the liquidus temperature.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Guan, R.G.; Tie, D. A Review on Grain Refinement of Aluminum Alloys: Progresses, Challenges and Prospects. Acta Metall. Sin. Engl. Lett. 2017, 30, 409–432. [Google Scholar] [CrossRef]
- Liu, Z. Review of Grain Refinement of Cast Metals Through Inoculation: Theories and Developments. Metall. Mater. Trans. A 2017, 48, 4755–4776. [Google Scholar] [CrossRef]
- Greer, A.L.; Bunn, A.M.; Tronche, A.; Evans, P.V.; Bristow, D.J. Modelling of inoculation of metallic melts: Application to grain refinement of aluminium by Al–Ti–B. Acta Mater. 2000, 48, 2823–2835. [Google Scholar] [CrossRef]
- Peng, G.S.; Wang, Y.; Chen, K.H.; Chen, S.Y. Improved Zr grain refining efficiency for commercial purity Mg via intensive melt shearing. Int. J. Cast Met. Res. 2017, 36, 374–378. [Google Scholar] [CrossRef]
- Ramirez, A.; Qian, M.; Davis, B.; Wilks, T.; StJohn, D.H. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys. Scr. Mater. 2008, 59, 19–22. [Google Scholar] [CrossRef]
- Greer, A.L. Grain refinement of alloys by inoculation of melts. Philos. Trans. R. Soc. A 2003, 361, 479–495. [Google Scholar] [CrossRef]
- Quested, T.E.; Greer, A.L. The effect of the size distribution of inoculant particles on as-cast grain size in aluminium alloys. Acta Mater. 2004, 52, 3859–3868. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, Y.; Zhang, Z.F.; Xia, M.; Li, H.T.; Xu, J.; Granasy, L.; Scamans, G.M. Shear enhanced heterogeneous nucleation in some Mg- and Al-alloys. Int. J. Cast Met. Res. 2009, 22, 318–322. [Google Scholar] [CrossRef] [Green Version]
- Fan, Z.; Wang, Y.; Xia, M.; Arumuganathar, S. Enhanced heterogeneous nucleation in AZ91D alloy by intensive melt shearing. Acta Mater. 2009, 57, 4891–4901. [Google Scholar] [CrossRef]
- Guan, R.G.; Cao, F.R.; Chen, L.Q.; Li, J.P.; Wang, C. Dynamical solidification behaviors and microstructural evolution during vibrating wavelike sloping plate process. J. Mater. Process. Technol. 2009, 209, 2592–2601. [Google Scholar] [CrossRef]
- Robles Hernández, F.C.; Sokolowski, J.H. Comparison among chemical and electromagnetic stirring and vibration melt treatments for Al–Si hypereutectic alloys. J. Alloys Compd. 2006, 426, 205–212. [Google Scholar] [CrossRef]
- Eskin, D.G.; Tzanakis, I.; Wang, F.; Lebon, G.S.B.; Subroto, T.; Pericleous, K.; Mi, J. Fundamental studies of ultrasonic melt processing. Ultrason. Sonochem. 2019, 52, 455–467. [Google Scholar] [CrossRef] [PubMed]
- Haghayeghi, R.; de Paula, L.C.; Zoqui, E.J. Comparison of Si Refinement Efficiency of Electromagnetic Stirring and Ultrasonic Treatment for a Hypereutectic Al-Si Alloy. J. Mater. Eng. Perform. 2017, 26, 1900–1907. [Google Scholar] [CrossRef]
- Li, M.; Tamura, T.; Omura, N.; Murakami, Y.; Tada, S. Grain refinement of AZCa912 alloys solidified by an optimized electromagnetic stirring technique. J. Mater. Process. Technol. 2016, 235, 114–120. [Google Scholar] [CrossRef]
- Doherty, R.D.; Lee, H.I.; Feest, E.A. Microstructure of stir-cast metals. Mater. Sci. Eng. 1984, 65, 181–189. [Google Scholar] [CrossRef]
- Boettinger, W.J.; Coriell, S.R.; Greer, A.L.; Karma, A.; Kurz, W.; Rappaz, M.; Trivedi, R. Solidification microstructures: Recent developments, future directions. Acta Mater. 2000, 48, 43–70. [Google Scholar] [CrossRef]
- Pilling, J.; Hellawell, A. Mechanical deformation of dendrites by fluid flow. Metall. Mater. Trans. A 1996, 27, 229–232. [Google Scholar] [CrossRef]
- Wang, G.; Dargusch, M.S.; Eskin, D.G.; StJohn, D.H. Identifying the Stages during Ultrasonic Processing that Reduce the Grain Size of Aluminum with Added Al3Ti1B Master Alloy . Adv. Eng. Mater. 2017, 19, 1700264. [Google Scholar] [CrossRef]
- Haghayeghi, R.; Nastac, L. On microstructural refinement of an AA7449 aluminium alloy through shearing above liquidus temperature. Mater. Lett. 2011, 65, 3230–3233. [Google Scholar] [CrossRef]
- Wang, F.; Eskin, D.; Connolley, T.; Mi, J.W. Influence of ultrasonic treatment on formation of primary Al3Zr in Al–0.4Zr alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 977–985. [Google Scholar] [CrossRef]
- Guan, T.; Zhang, Z.; Bai, Y.; He, M.; Zheng, H.; Zhao, H.; Li, X.; Wang, P. The Influence of Inter-Cooling and Electromagnetic Stirring above Liquidus on the Formation of Primary Al3Zr and Grain Refinement in an Al-0.2%Zr Alloy. Materials 2018, 12, 22. [Google Scholar] [CrossRef] [PubMed]
- StJohn, D.H.; Qian, M.; Easton, M.A.; Cao, P. The Interdependence Theory: The relationship between grain formation and nucleant selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]
- ASTM. Standard Test Procedure for Aluminium Alloy Grain Refiners: TP-1; The Aluminium Association: Washington, DC, USA, 1987. [Google Scholar]
- ASTM. Standard Test Methods forDetermining Average Grain Size1; The Aluminium Association: Washington, DC, USA, 2004. [Google Scholar]
- Wang, F.; Liu, Z.L.; Qiu, D.; Taylor, J.A.; Easton, M.A.; Zhang, M.X. The Influence of the Effect of Solute on the Thermodynamic Driving Force on Grain Refinement of Al Alloys. Metall. Mater. Trans. A 2015, 46, 505–515. [Google Scholar] [CrossRef]
- Johnsson, M.; Bäckerud, L. The influence of composition on equiaxed crystal growth mechanisms and grain size in Al alloys. Z. fur Met. 1996, 87, 216–220. [Google Scholar]
- StJohn, D.; Hu, X.; Sun, M.; Peng, L.; Dieringa, H. TMS Annual Meeting & Exhibition. In Recent Developments in the Application of the Interdependence Model of Grain Formation and Refinement; Springer: Berlin/Heidelberg, Germany, 2018; pp. 315–322. [Google Scholar]
- Xu, H.; Xu, L.D.; Zhang, S.J.; Han, Q. Effect of the alloy composition on the grain refinement of aluminum alloys. Scr. Mater. 2006, 54, 2191–2196. [Google Scholar] [CrossRef]
- Easton, M.; StJohn, D. An analysis of the relationship between grain size, solute content, and the potency and number density of nucleant particles. Metall. Mater. Trans. A 2005, 36, 1911–1920. [Google Scholar] [CrossRef]
- Wang, F.; Qiu, D.; Liu, Z.L.; Taylor, J.A.; Easton, M.A.; Zhang, M.X. The grain refinement mechanism of cast aluminium by zirconium. Acta Mater. 2013, 61, 5636–5645. [Google Scholar] [CrossRef]
- Voorhees, P.W. The theory of Ostwald ripening. J. Stat. Phys. 1985, 38, 231–252. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Zr | Fe | Si | Al |
|---|---|---|---|---|---|---|
| 11.87 | 2.59 | 1.16 | 0.21 | 0.01 | 0.02 | Bal. |
| T/°C | Normal | EMS | IC-AEMS | |||
|---|---|---|---|---|---|---|
| Size/μm | Density/mm2 | Size/μm | Density/mm2 | Size/μm | Density/mm2 | |
| 670 | 575 | 4 | 386 | 9 | 214 | 28 |
| 660 | 526 | 5 | 284 | 16 | 166 | 46 |
| 650 | 452 | 7 | 259 | 19 | 131 | 75 |
| 640 | 221 | 26 | 203 | 31 | 43 | 689 |
| Element | ki | mi | Maximum Concentration | m(k − 1) | Q |
|---|---|---|---|---|---|
| Zn | 0.88 | −3.0 | 94 | 0.4 | 4.7 |
| Mg | 0.51 | −6.2 | ~3.4 | 3.0 | 7.8 |
| Cu | 0.17 | −3.4 | 33.2 | 2.8 | 3.2 |
| Zr | 2.5 | 4.5 | 0.11 | 6.8 | 0.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guan, T.; Zhang, Z.; Bai, Y.; Li, B.; Wang, P. Enhanced Refinement of Al-Zn-Mg-Cu-Zr Alloy via Internal Cooling with Annular Electromagnetic Stirring above the Liquidus Temperature. Materials 2019, 12, 2337. https://doi.org/10.3390/ma12142337
Guan T, Zhang Z, Bai Y, Li B, Wang P. Enhanced Refinement of Al-Zn-Mg-Cu-Zr Alloy via Internal Cooling with Annular Electromagnetic Stirring above the Liquidus Temperature. Materials. 2019; 12(14):2337. https://doi.org/10.3390/ma12142337
Chicago/Turabian StyleGuan, Tianyang, Zhifeng Zhang, Yuelong Bai, Bao Li, and Ping Wang. 2019. "Enhanced Refinement of Al-Zn-Mg-Cu-Zr Alloy via Internal Cooling with Annular Electromagnetic Stirring above the Liquidus Temperature" Materials 12, no. 14: 2337. https://doi.org/10.3390/ma12142337
APA StyleGuan, T., Zhang, Z., Bai, Y., Li, B., & Wang, P. (2019). Enhanced Refinement of Al-Zn-Mg-Cu-Zr Alloy via Internal Cooling with Annular Electromagnetic Stirring above the Liquidus Temperature. Materials, 12(14), 2337. https://doi.org/10.3390/ma12142337