Magnesium-Based Bioactive Composites Processed at Room Temperature
 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of the Composites
2.2. Microstructure Characterization and Mechanical Testing
2.3. Corrosion and Cytotoxicity Tests
3. Results
3.1. Consolidation
3.2. Corrosion
3.3. Mg-Hydroxyapatite Composite
4. Discussion
4.1. The Effectiveness of the Consolidation
4.2. Performance in Hank’s Solution
5. Summary and Conclusions
- Hydroxyapatite and bioactive glass particles were mixed with pure magnesium and particles of a magnesium AZ91 alloy and consolidated into a bulk disc at room temperature using HPT. The integrity of the composites was assessed using SEM examination and tensile testing. EIS and observations of the sample surfaces after immersion in Hank’s solution were used to evaluate the corrosion behavior.
- Sound composites were produced with a continuous pure magnesium matrix and well-dispersed hydroxyapatite or bioactive glass particles. The AZ91 particles failed to consolidate well in the center of the disc.
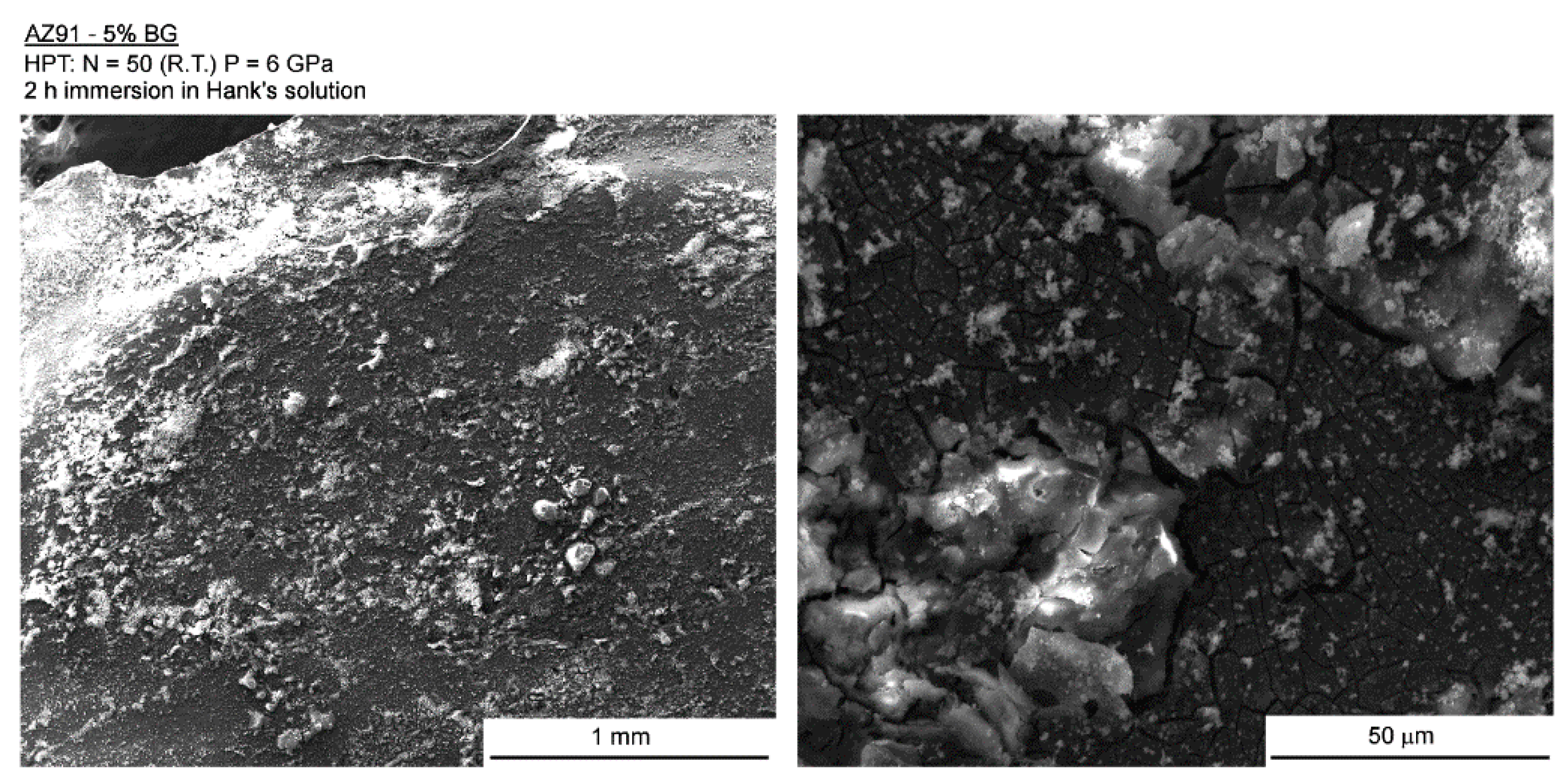
- The composites with bioactive glass exhibited small impedance arcs and fast corrosion. Calcium phosphate was observed on the surface of a sample after only 2 h of immersion in Hank’s solution.
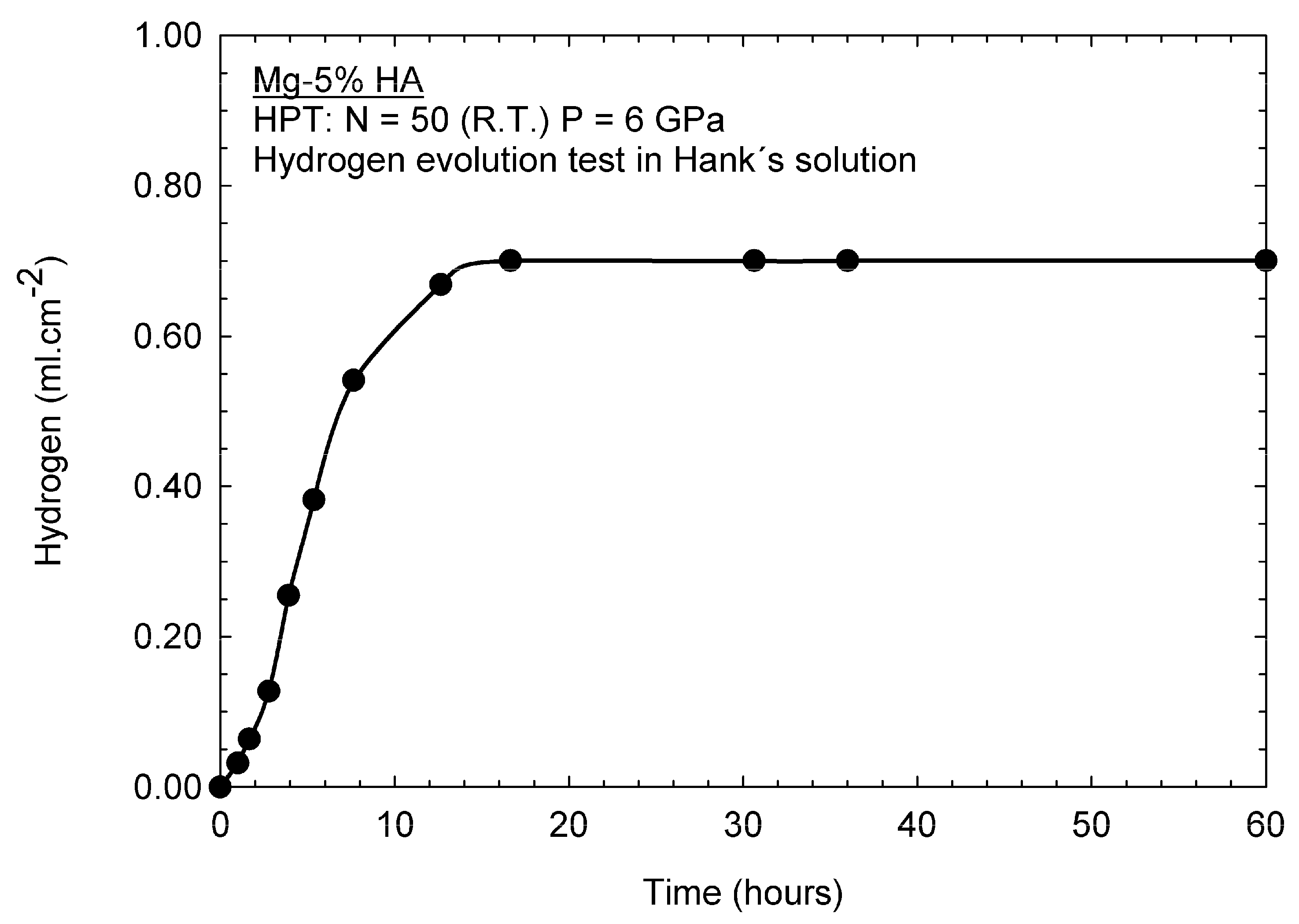
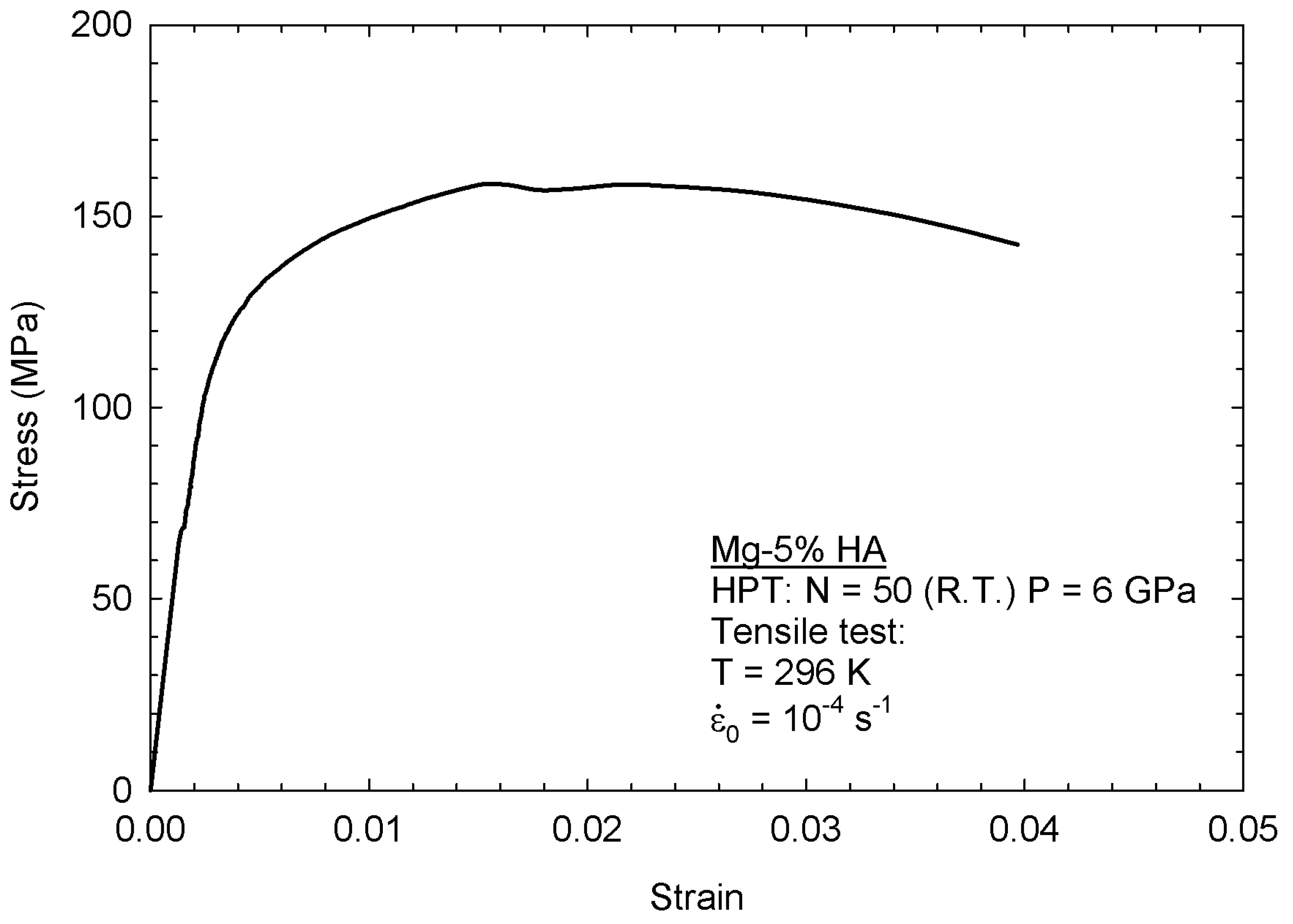
- The composite with hydroxyapatite displayed a high tensile strength of ~160 MPa and a decreasing rate of corrosion.
- High-pressure torsion is an effective procedure for consolidating magnesium particles with bioactive components at room temperature.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Han, H.S.; Loffredo, S.; Jun, I.; Edwards, J.; Kim, Y.C.; Seok, H.K.; Witte, F.; Mantovani, D.; Glyn-Jones, S. Current status and outlook on the clinical translation of biodegradable metals. Mater. Today. 2019, 23, 57–71. [Google Scholar] [CrossRef]
- Kirkland, N.T.; Staiger, M.P.; Nisbet, D.; Davies, C.H.J.; Birbilis, N. Performance-driven design of Biocompatible Mg alloys. JOM. 2011, 63, 28–34. [Google Scholar] [CrossRef]
- Kuśnierczyk, K.; Basista, M. Recent advances in research on magnesium alloys and magnesium–calcium phosphate composites as biodegradable implant materials. J. Biomater. Appl. 2016, 31, 878–900. [Google Scholar] [CrossRef] [PubMed]
- Brar, H.S.; Platt, M.O.; Sarntinoranont, M.; Martin, P.I.; Manuel, M.V. Magnesium as a biodegradable and bioabsorbable material for medical implants. JOM. 2009, 61, 31–34. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing toold for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Processing Magnesium and Its Alloys by High-Pressure Torsion: An Overview. Adv. Eng. Mater. 2019, 21, 1801039. [Google Scholar] [CrossRef]
- Silva, C.L.P.; Oliveira, A.C.; Costa, C.G.F.; Figueiredo, R.B.; de Fátima Leite, M.; Pereira, M.M.; Lins, V.F.C.; Langdon, T.G. Effect of severe plastic deformation on the biocompatibility and corrosion rate of pure magnesium. J. Mater. Sci. 2017, 52, 5992–6003. [Google Scholar] [CrossRef] [Green Version]
- Silva, C.L.P.; Soares, R.B.; Pereira, P.H.R.; Figueiredo, R.B.; Lins, V.F.C.; Langdon, T.G. The Effect of High-Pressure Torsion on Microstructure, Hardness and Corrosion Behavior for Pure Magnesium and Different Magnesium Alloys. Adv. Eng. Mater. 2019, 21, 1801081. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Sabbaghianrad, S.; Giwa, A.; Greer, J.R.; Langdon, T.G. Evidence for exceptional low temperature ductility in polycrystalline magnesium processed by severe plastic deformation. Acta Mater. 2017, 122, 322–331. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Sabbaghianrad, S.; Langdon, T.G. The effect of high-pressure torsion on the microstructure and properties of magnesium. IOP Conf. Ser. Mater. Sci. Eng. 2017, 194, 012039. [Google Scholar] [CrossRef] [Green Version]
- Ratna Sunil, B.; Ganapathy, C.; Sampath Kumar, T.S.; Chakkingal, U. Processing and mechanical behavior of lamellar structured degradable magnesium–hydroxyapatite implants. J. Mech. Behav. Biomed. Mater. 2014, 40, 178–189. [Google Scholar] [CrossRef] [PubMed]
- Mensah-Darkwa, K.; Gupta, R.K.; Kumar, D. Mechanical and Corrosion Properties of Magnesium–Hydroxyapatite (Mg–HA) Composite Thin Films. J. Mater. Sci. Technol. 2013, 29, 788–794. [Google Scholar] [CrossRef]
- Kumar Khanra, A.; Jung, H.C.; Hoon Yu, S.; Sun Hong, K.; Shin, K.S. Microstructure and mechanical properties of Mg-HAP composites. Bull. Mater. Sci. 2010, 33, 43–47. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.; Zhou, W.; Zheng, Y.; Dong, L.; Xi, Y.; Chai, D. Microstructure, mechanical property, bio-corrosion and cytotoxicity evaluations of Mg/HA composites. Mater. Sci. Eng. C 2010, 30, 827–832. [Google Scholar] [CrossRef]
- Khalil, K.A.; Almajid, A.A. Effect of high-frequency induction heat sintering conditions on the microstructure and mechanical properties of nanostructured magnesium/hydroxyapatite nanocomposites. Mater. Des. 2012, 36, 58–68. [Google Scholar] [CrossRef]
- Viswanathan, R.; Rameshbabu, N.; Kennedy, S.; Sreekanth, D.; Venkateswarlu, K.; Sandhya Rani, M.; Muthupandi, V. Plasma Electrolytic Oxidation and Characterization of Spark Plasma Sintered Magnesium/Hydroxyapatite Composites. Mater. Sci. Forum 2013, 765, 827–831. [Google Scholar] [CrossRef]
- Del Campo, R.; Savoini, B.; Muñoz, A.; Monge, M.A.; Garcés, G. Mechanical properties and corrosion behavior of Mg–HAP composites. J. Mech. Behav. Biomed. Mater. 2014, 39, 238–246. [Google Scholar] [CrossRef]
- Witte, F.; Feyerabend, F.; Maier, P.; Fischer, J.; Störmer, M.; Blawert, C.; Dietzel, W.; Hort, N. Biodegradable magnesium–hydroxyapatite metal matrix composites. Biomaterials 2007, 28, 2163–2174. [Google Scholar] [CrossRef]
- Chen, B.; Yin, K.Y.; Lu, T.F.; Sun, B.Y.; Dong, Q.; Zheng, J.X.; Lu, C.; Li, Z.C. AZ91 Magnesium Alloy/Porous Hydroxyapatite Composite for Potential Application in Bone Repair. J. Mater. Sci. Technol. 2016, 32, 858–864. [Google Scholar] [CrossRef]
- Sabet, A.; Jabbari, A.; Sedighi, M. Microstructural properties and mechanical behavior of magnesium/hydroxyapatite biocomposite under static and high cycle fatigue loading. J. Compos. Mater. 2018, 52, 1711–1722. [Google Scholar] [CrossRef]
- Ashida, M.; Horita, Z.; Kita, T.; Kato, A. Production of Al/Al2O3 Nanocomposites through Consolidation by High-Pressure Torsion. Mater. Trans. 2012, 53, 13–16. [Google Scholar] [CrossRef]
- Cubero-Sesin, J.M.; Horita, Z. Powder consolidation of Al–10wt% Fe alloy by High-Pressure Torsion. Mater. Sci. Eng. A 2012, 558, 462–471. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Lowe, T.C.; Islamgaliev, R.K.; Valiev, R.Z. Processing nanocrystalline Ti and its nanocomposites from micrometer-sized Ti powder using high pressure torsion. Mater. Sci. Eng. A 2000, 282, 78–85. [Google Scholar] [CrossRef]
- Castro, M.M.; Pereira, P.H.R.; Isaac, A.; Figueiredo, R.B.; Langdon, T.G. Development of a magnesium-alumina composite through cold consolidation of machining chips by high-pressure torsion. J. Alloys Compd. 2019, 780, 422–427. [Google Scholar] [CrossRef] [Green Version]
- Castro, M.M.; Sabbaghianrad, S.; Pereira, P.H.R.; Mazzer, E.M.; Isaac, A.; Langdon, T.G.; Figueiredo, R.B. A magnesium-aluminium composite produced by high-pressure torsion. J. Alloys Compd. 2019, 804, 421–426. [Google Scholar] [CrossRef]
- Dos Santos, D.M.M.; de Carvalho, S.M.; Pereira, M.M.; Houmard, M.; Nunes, E.H.M. Freeze-cast composite scaffolds prepared from sol-gel derived 58S bioactive glass and polycaprolactone. Ceram. Int. 2019, 45, 9891–9900. [Google Scholar] [CrossRef]
- Loucif, A.; Figueiredo, R.B.; Kawasaki, M.; Baudin, T.; Brisset, F.; Chemam, R.; Langdon, T.G. Effect of aging on microstructural development in an Al-Mg-Si alloy processed by high-pressure torsion. J. Mater. Sci. 2012, 47, 7815–7820. [Google Scholar] [CrossRef]
- Al-Zubaydi, A.; Figueiredo, R.B.; Huang, Y.; Langdon, T.G. Structural and hardness inhomogeneities in Mg–Al–Zn alloys processed by high-pressure torsion. J. Mater. Sci. 2013, 48, 4661–4670. [Google Scholar] [CrossRef]
- Qiao, X.G.; Zhao, Y.W.; Gan, W.M.; Chen, Y.; Zheng, M.Y.; Wu, K.; Gao, N.; Starink, M.J. Hardening mechanism of commercially pure Mg processed by high pressure torsion at room temperature. Mater. Sci. Eng. A 2014, 619, 95–106. [Google Scholar] [CrossRef] [Green Version]
- Edalati, K.; Yamamoto, A.; Horita, Z.; Ishihara, T. High-pressure torsion of pure magnesium: Evolution of mechanical properties, microstructures and hydrogen storage capacity with equivalent strain. Scr. Mater. 2011, 64, 880–883. [Google Scholar] [CrossRef]
- Lopes, D.; Silva, C.L.P.; Soares, R.B.; Pereira, P.H.R.; Oliveira, A.C.; Figueiredo, R.B.; Langdon, T.G.; Lins, V.F.C. Cytotoxicity and corrosion behaviour of magnesium and magnesium alloys in Hank’s solution after processing by high-pressure torsion. Adv. Eng. Mater. 2019, 21, 1900391. [Google Scholar] [CrossRef]
- Ahmadkhaniha, D.; Huang, Y.; Jaskari, M.; Järvenpää, A.; Sohi, M.H.; Zanella, C.; Karjalainen, L.P.; Langdon, T.G. Effect of high-pressure torsion on microstructure, mechanical properties and corrosion resistance of cast pure Mg. J. Mater. Sci. 2018, 53, 16585–16597. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bridgman, P.W. Shearing Phenomena at High Pressure of Possible Importance for Geology. J. Geol. 1936, 44, 653–669. [Google Scholar] [CrossRef]
- Asgharzadeh, H.; Faraghi, H.; Kim, H.S. Fabrication of Fullerene-Reinforced Aluminum Matrix Nanocomposites. Acta Metall. Sin. English Lett. 2017, 30, 973–982. [Google Scholar] [CrossRef]
- Asgharzadeh, H.; Joo, S.H.; Lee, J.K.; Kim, H.S. Consolidation of Cu-based amorphous alloy powders by high-pressure torsion. J. Mater. Sci. 2015, 50, 3164–3174. [Google Scholar] [CrossRef]
- Edalati, K.; Ashida, M.; Horita, Z.; Matsui, T.; Kato, H. Wear resistance and tribological features of pure aluminum and Al–Al2O3 composites consolidated by high-pressure torsion. Wear 2014, 310, 83–89. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Gimazov, A.A.; Raab, G.I.; Langdon, T.G. Using high-pressure torsion for the cold-consolidation of copper chips produced by machining. Mater. Sci. Eng. A 2008, 486, 123–126. [Google Scholar] [CrossRef]
- Botta, W.J.; Fogagnolo, J.B.; Rodrigues, C.A.D.; Kiminami, C.S.; Bolfarini, C.; Yavari, A.R. Consolidation of partially amorphous aluminium-alloy powders by severe plastic deformation. Mater. Sci. Eng. A 2004, 375–377, 936–941. [Google Scholar] [CrossRef]
- Yavari, A.R.; Botta, W.J.; Rodrigues, C.A.D.; Cardoso, C.; Valiev, R.Z. Nanostructured bulk Al90Fe5Nd5 prepared by cold consolidation of gas atomised powder using severe plastic deformation. Scr. Mater. 2002, 46, 711–716. [Google Scholar] [CrossRef]
- Alexandrov, I.V.; Zhu, Y.T.; Lowe, T.C.; Islamgaliev, R.K.; Valiev, R.Z. Consolidation of nanometer sized powders using severe plastic torsional straining. Nanostruct. Mater. 1998, 10, 45–54. [Google Scholar] [CrossRef]
- Alexandrov, I.V.; Islamgaliev, R.K.; Valiev, R.Z.; Zhu, Y.T.; Lowe, T.C. Microstructures and properties of nanocomposites obtained through SPTS consolidation of powders. Metall. Mater. Trans. A 1998, 29, 2253–2260. [Google Scholar] [CrossRef]
- De Castro, M.M.; Carvalho, A.P.; Pereira, P.H.R.; Isaac Neta, A.C.; Figueiredo, R.B.; Langdon, T.G. Consolidation of Magnesium and Magnesium Alloy Machine Chips Using High-Pressure Torsion. Mater. Sci. Forum. 2019, 941, 851–856. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Aguilar, M.T.P.; Cetlin, P.R.; Langdon, T.G. Deformation heterogeneity on the cross-sectional planes of a magnesium alloy processed by high-pressure torsion. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 3013–3021. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Development of structural heterogeneities in a magnesium alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2011, 528, 4500–4506. [Google Scholar] [CrossRef]
- Huan, Z.G.; Leeflang, M.A.; Zhou, J.; Duszczyk, J. ZK30-bioactive glass composites for orthopedic applications: A comparative study on fabrication method and characteristics. Mater. Sci. Eng. B 2011, 176, 1644–1652. [Google Scholar] [CrossRef]
- Lins, C.E.C.; Oliveira, A.A.R.; Gonzalez, I.; Macedo, W.A.A.; Pereira, M.M. Structural analysis of fluorine-containing bioactive glass nanoparticles synthesized by sol–gel route assisted by ultrasound energy. J. Biomed. Mater. Res. Part B Appl. Biomater. 2018, 106, 360–366. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compost | Concentration (g·L−1) |
|---|---|
| NaCl | 8 |
| KCl | 0.4 |
| MgSO4·7H2O | 0.06 |
| MgCl2·6H2O | 0.1 |
| CaCl2 | 0.14 |
| Na2HPO4·2H2O | 0.06 |
| KH2PO4 | 0.06 |
| Glucose | 0.1 |
| NaHCO3 | 0.35 |
| Absorbance | Average | Viability | |
|---|---|---|---|
| Control Group | 2.8065 | 2.817 | 100% |
| 2.9065 | |||
| 2.7375 | |||
| Mg-5% HA | 2.781 | 2.781 | 99% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Castro, M.M.; Lopes, D.R.; Soares, R.B.; dos Santos, D.M.M.; Nunes, E.H.M.; Lins, V.F.C.; Pereira, P.H.R.; Isaac, A.; Langdon, T.G.; Figueiredo, R.B. Magnesium-Based Bioactive Composites Processed at Room Temperature. Materials 2019, 12, 2609. https://doi.org/10.3390/ma12162609
Castro MM, Lopes DR, Soares RB, dos Santos DMM, Nunes EHM, Lins VFC, Pereira PHR, Isaac A, Langdon TG, Figueiredo RB. Magnesium-Based Bioactive Composites Processed at Room Temperature. Materials. 2019; 12(16):2609. https://doi.org/10.3390/ma12162609
Chicago/Turabian StyleCastro, Moara M., Debora R. Lopes, Renata B. Soares, Diogo M. M. dos Santos, Eduardo H. M. Nunes, Vanessa F. C. Lins, Pedro Henrique R. Pereira, Augusta Isaac, Terence G. Langdon, and Roberto B. Figueiredo. 2019. "Magnesium-Based Bioactive Composites Processed at Room Temperature" Materials 12, no. 16: 2609. https://doi.org/10.3390/ma12162609
APA StyleCastro, M. M., Lopes, D. R., Soares, R. B., dos Santos, D. M. M., Nunes, E. H. M., Lins, V. F. C., Pereira, P. H. R., Isaac, A., Langdon, T. G., & Figueiredo, R. B. (2019). Magnesium-Based Bioactive Composites Processed at Room Temperature. Materials, 12(16), 2609. https://doi.org/10.3390/ma12162609