Microstructure and Mechanical Properties of Pressure-Quenched SS304 Stainless Steel

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Procedures
3. Results and Discussion
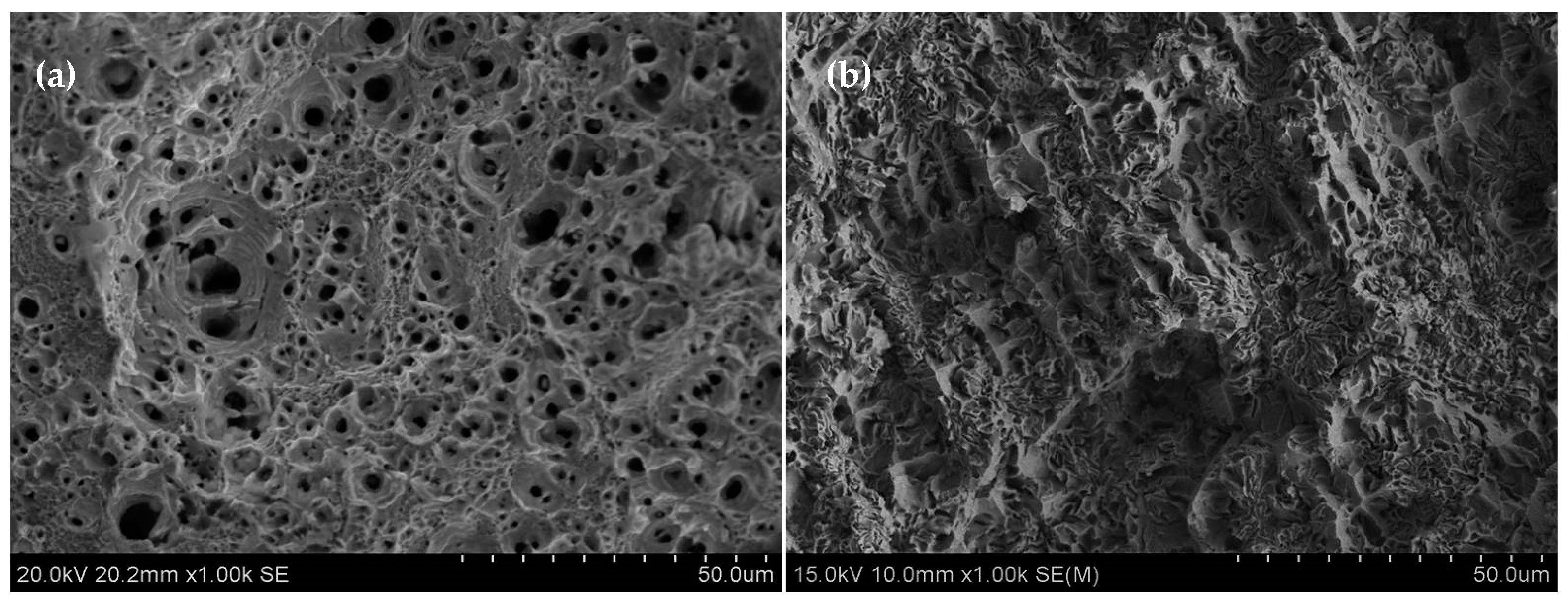
3.1. Microstructure
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sedriks, A.J. Corrosion of Stainless Steels. Encycl. Mater. Sci. Technol. 2001, 40, 1707–1708. [Google Scholar] [CrossRef]
- Tide, C.; Harkin, S.R.; Geesey, G.G.; Bremer, P.J.; Scholz, W. The influence of welding procedures on bacterial colonization of stainless steel weldments. J. Food Eng. 1999, 42, 85–96. [Google Scholar] [CrossRef]
- Liu, W.; Wang, R.; Han, J.; Xu, X.; Li, Q. Microstructure and mechanical performance of resistance spot-welded cold-rolled high strength austenitic stainless steel. J. Mater. Process. Technol. 2010, 210, 1956–1961. [Google Scholar] [CrossRef]
- Finšgar, M.; Milošev, I. Corrosion behaviour of stainless steels in aqueous solutions of methanesulfonic acid. Corros. Sci. 2010, 52, 2430–2438. [Google Scholar] [CrossRef]
- Kuang, W.; Han, E.H.; Wu, X.; Rao, J. Microstructural characteristics of the oxide scale formed on 304 stainless steel in oxygenated high temperature water. Corros. Sci. 2010, 52, 3654–3660. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E. Strain hardening, strain rate sensitivity, and ductility of nanostructured metals. Mater. Sci. Eng. A 2004, 375–377, 46–52. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R. Nanomaterial advantage. Nature 2002, 419, 887–889. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh strength and high electrical conductivity in copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef]
- Lu, K.; Wang, J.T.; Wei, W.D. A New Method for Synthesizing Nanocrystalline Alloys. J. Appl. Phys. 1991, 69, 522–524. [Google Scholar] [CrossRef]
- Oehring, M.; Bormann, R. Nanocrystalline alloys prepared by mechanical alloying and ball milling. Mater. Sci. Eng. A 1991, 134, 1330–1333. [Google Scholar] [CrossRef]
- Peng, W.; Zhang, J.; Yang, Z.; Wang, H.; Hu, W.; Yu, D. Preparation of high-performance ultrafine-grained AISI 304L stainless steel under high temperature and pressure. Prog. Nat. Sci. 2016, 26, 404–410. [Google Scholar] [CrossRef] [Green Version]
- Birringer, R. Nanocrystalline materials. Mater. Sci. Eng. A 1989, 117, 33–43. [Google Scholar] [CrossRef]
- Qin, Z.C.; Liu, Y.; Zhang, Y.; Liu, W.; Wang, W.K. Bulk nanophase Pd82Si18 directly synthesized by high pressure quenching from melt of alloy. J. Mater. Sci. Lett. 1995, 14, 209–210. [Google Scholar] [CrossRef]
- Li, D.; Wang, A.; Yao, B.; Ding, B.; Hu, Z. Synthesis of bulk nanocrystalline Ti–Cu alloy by pressure-quenching method. J. Mater. Res. 1996, 11, 2685–2688. [Google Scholar] [CrossRef]
- Hu, Z.Q.; Ding, B.Z.; Zhang, H.F.; Li, D.J.; Yao, B.; Liu, H.Z.; Wang, A.M. Formation of non-equilibrium alloys by high pressure melt quenching. Sci. Technol. Adv. Mater. 2001, 2, 41–48. [Google Scholar] [CrossRef]
- Zhang, Y.; Ren, Y.; Wang, P.; Zhao, Z.; Liu, Z.; He, J.; Xu, B.; Tian, Y.; Yu, D. Strengthening in high-pressure quenched Zr. High Press. Res. 2017, 37, 1–9. [Google Scholar] [CrossRef]
- Kawasaki, S.; Yamanaka, T.; Kume, S.; Ashida, T. Effect of hydrostatic pressure on martensitic transformations in Fe-Ni and Fe-Ni-C alloys. Neuroreport 2007, 2, 751–754. [Google Scholar] [CrossRef]
- Ebihara, T.; Uwatoko, Y.; Mohri, N. Electrical resistivity in Ce 3 Al 11 under high pressure. J. Magn. Magn. Mater. 2004, 272, E83–E84. [Google Scholar] [CrossRef]
- Hänström, A.; Lazor, P. High pressure melting and equation of state of aluminium. J. Alloys Compd. 2000, 305, 209–215. [Google Scholar] [CrossRef]
- Liu, X.; Chen, J.; Tang, J.; He, Q.; Li, S.; Peng, F.; He, D.; Zhang, L.; Fei, Y. A large volume cubic press with a pressure-generating capability up to about 10 GPa. High Press. Res. 2012, 32, 239–254. [Google Scholar] [CrossRef]
- Decker, D.L.; Bassett, W.A.; Merrill, L.; Hall, H.T.; Barnett, J.D. High Pressure Calibration. A Critical Review. J. Phys. Chem. Ref. Data 1972, 1, 773–836. [Google Scholar] [CrossRef]
- Lutterotti, L. Total pattern fitting for the combined size-strain-stress-texture determination in thin film diffraction. Nucl. Instrum. Methods Phys. Res. 2010, 268, 334–340. [Google Scholar] [CrossRef]
- Matache, G.; Stefanescu, D.M.; Puscasu, C.; Alexandrescu, E. Dendritic segregation and arm spacing in directionally solidified CMSX-4 superalloy. Int. J. Cast Met. Res. 2016, 29, 303–316. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Si | Mn | Fe |
|---|---|---|---|---|---|
| 0.06 | 18.12 | 8.72 | 0.41 | 1.42 | balance |
| Sample | Hardness (GPa) | Standard Deviation |
|---|---|---|
| As-received SS304 | 2.06 | 0.09 |
| Melted zone of PQ SS304 | 2.74 | 0.14 |
| Non-melted zone of PQ SS304 | 1.94 | 0.11 |
| Sample | Yield strength (MPa) | Ultimate tensile strength (MPa) | Elongation (%) |
|---|---|---|---|
| As received SS304 | 374 | 780 | 44 |
| PQ SS304 | 698 | 783 | 18 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, P.; Zhang, Y.; Yu, D. Microstructure and Mechanical Properties of Pressure-Quenched SS304 Stainless Steel. Materials 2019, 12, 290. https://doi.org/10.3390/ma12020290
Wang P, Zhang Y, Yu D. Microstructure and Mechanical Properties of Pressure-Quenched SS304 Stainless Steel. Materials. 2019; 12(2):290. https://doi.org/10.3390/ma12020290
Chicago/Turabian StyleWang, Peng, Yang Zhang, and Dongli Yu. 2019. "Microstructure and Mechanical Properties of Pressure-Quenched SS304 Stainless Steel" Materials 12, no. 2: 290. https://doi.org/10.3390/ma12020290
APA StyleWang, P., Zhang, Y., & Yu, D. (2019). Microstructure and Mechanical Properties of Pressure-Quenched SS304 Stainless Steel. Materials, 12(2), 290. https://doi.org/10.3390/ma12020290