Electrolyte-Supported Fuel Cell: Co-Sintering Effects of Layer Deposition on Biaxial Strength


Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
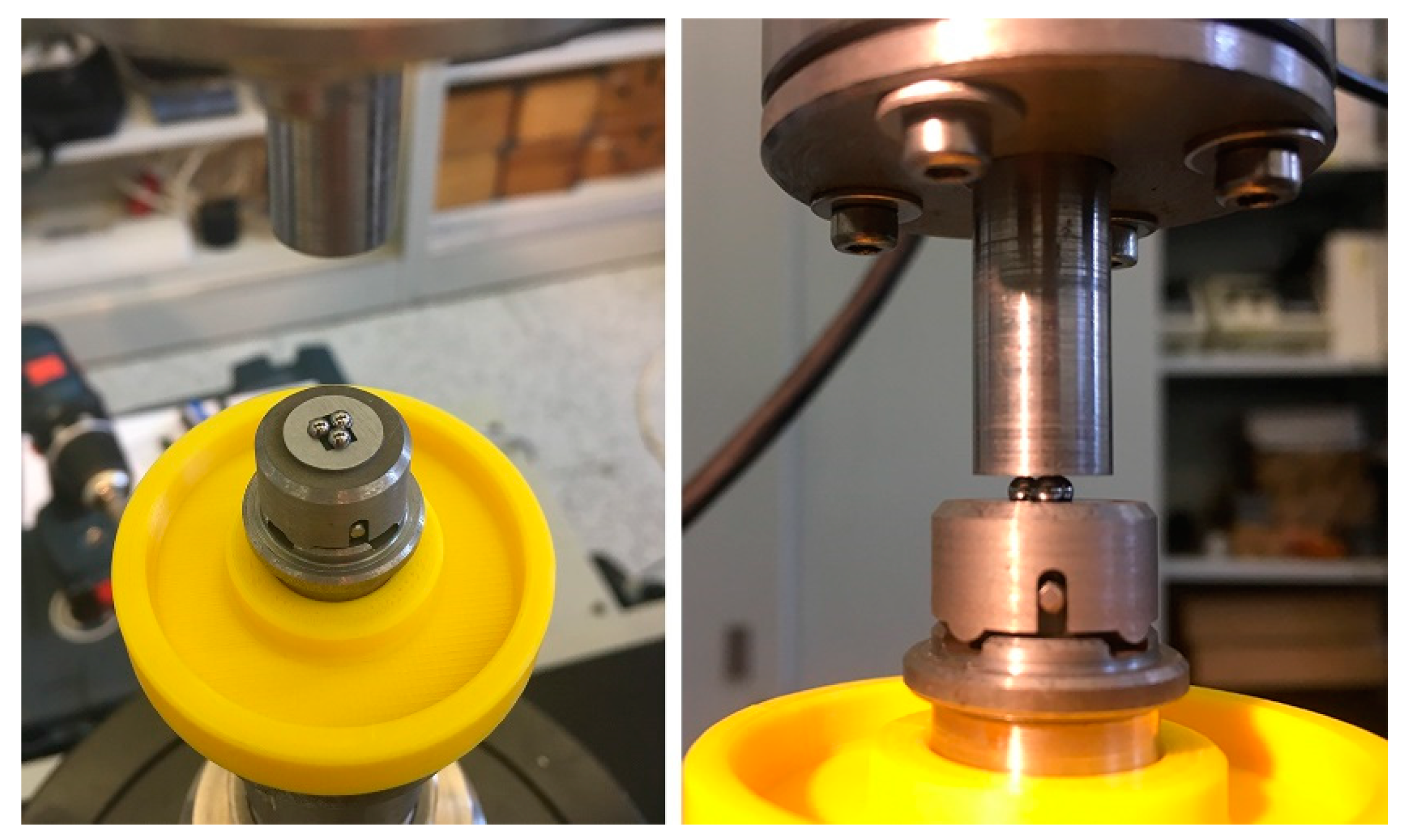
2.2. Biaxial Flexural Strength Test
- The electrolyte had a different surface refinement at the top and bottom side due to the manufacturing process; one side was smoother and the other is rougher, depending on whether it was on the support or the doctor blade side. This aspect may have led to a difference in the strength between two sides even when the electrolyte was a dense monolithic ceramic;
- The layered structures SOC1 to SOC3 had a non-symmetrical non-periodic layout.
2.3. Determination of the Flexural Strength
3. Results
3.1. Flexural Strength Measurement
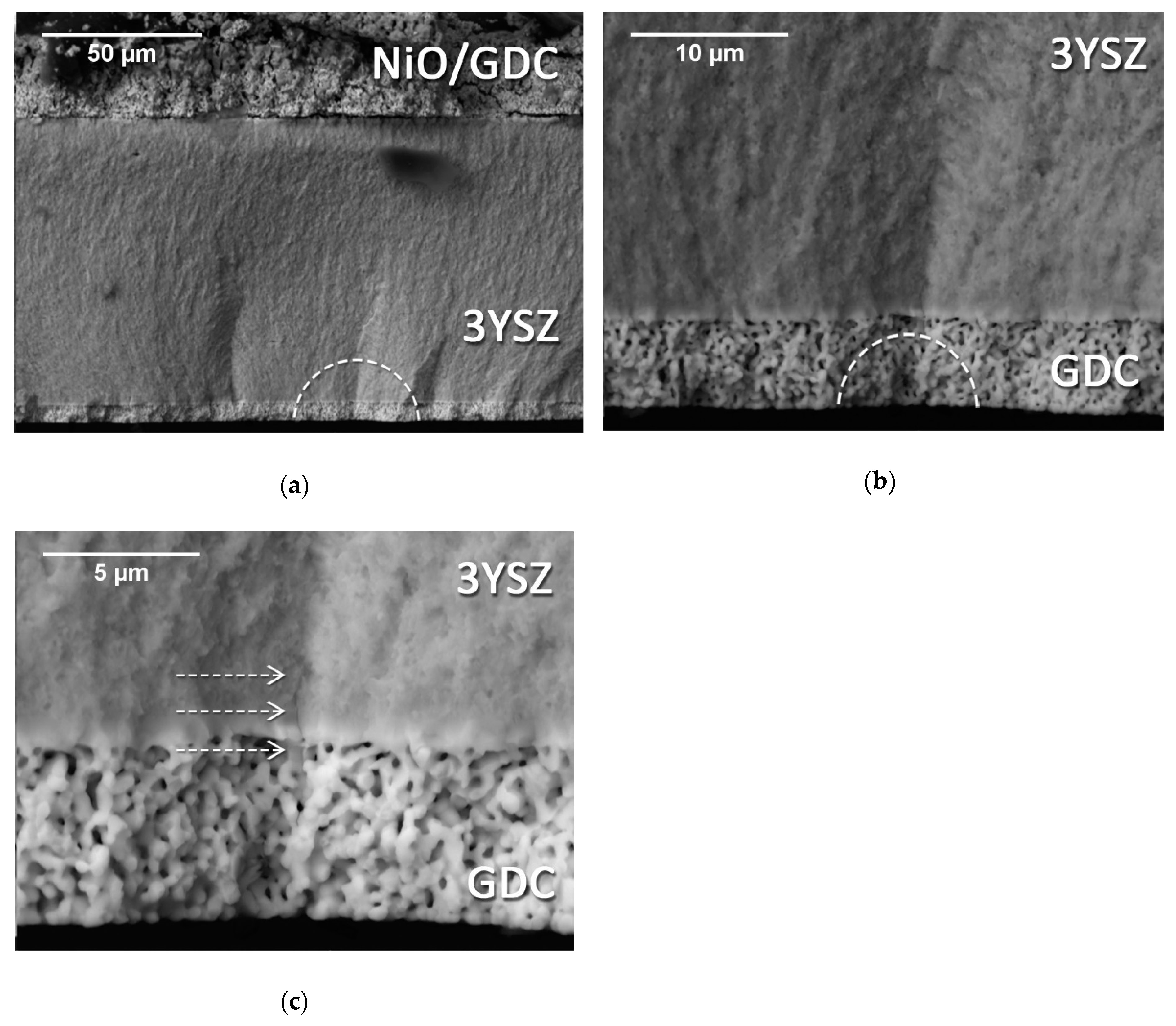
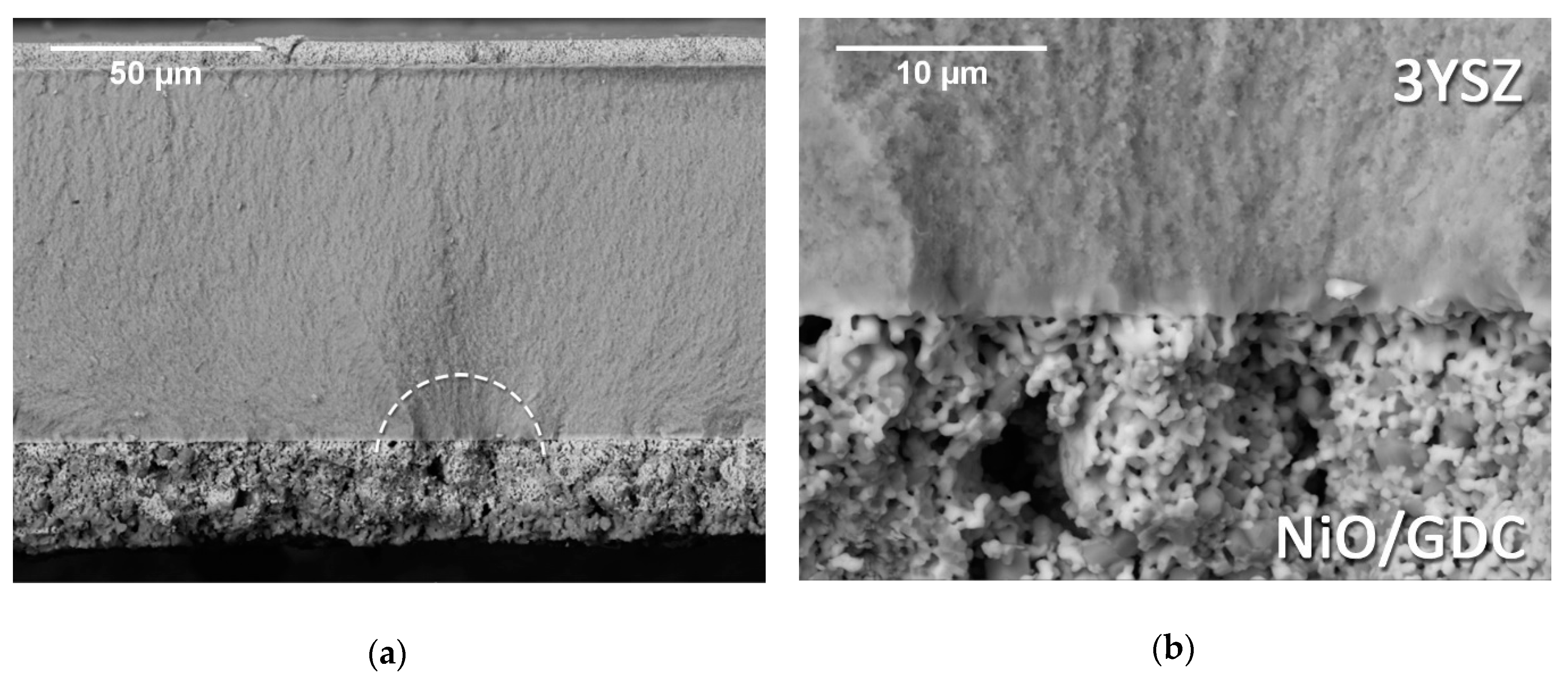
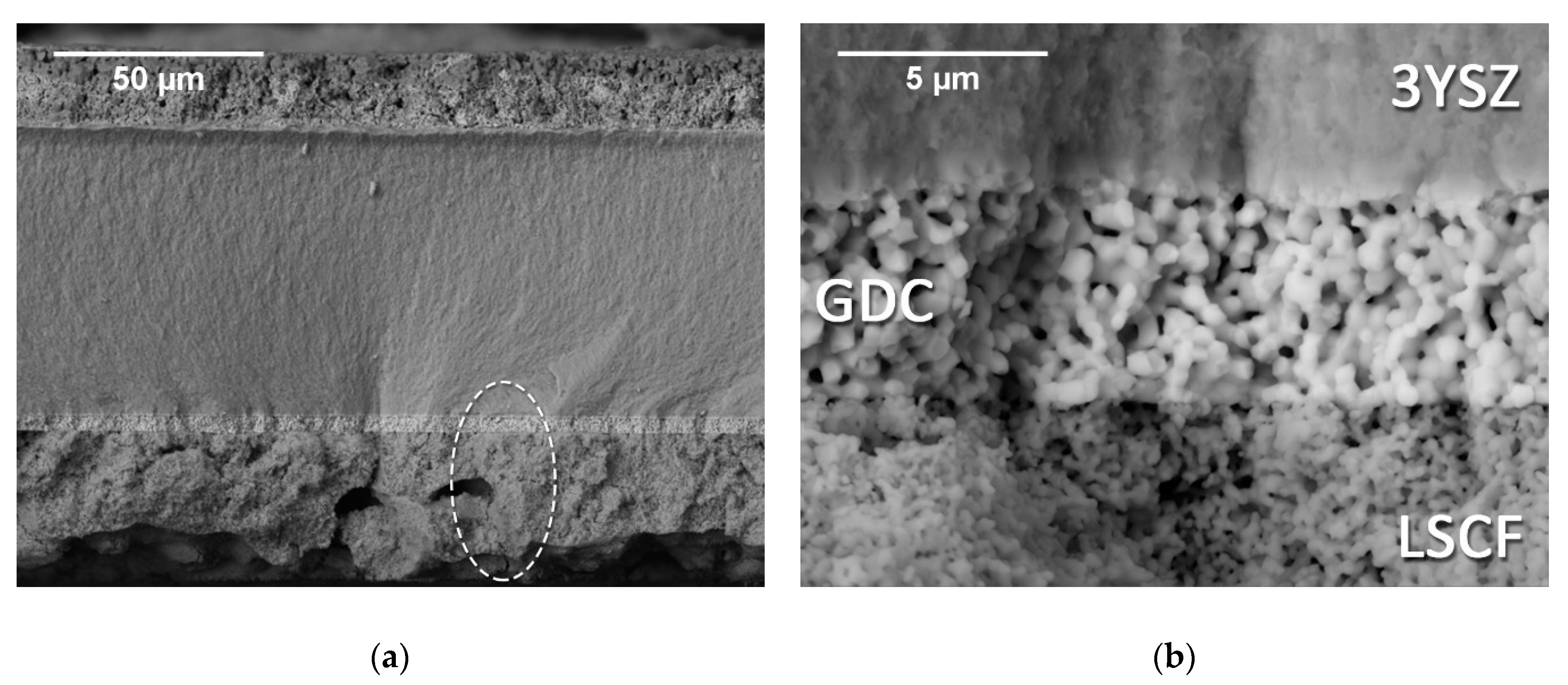
3.2. Fractographic Analysis
4. Discussion
4.1. Effect of Residual Stresses
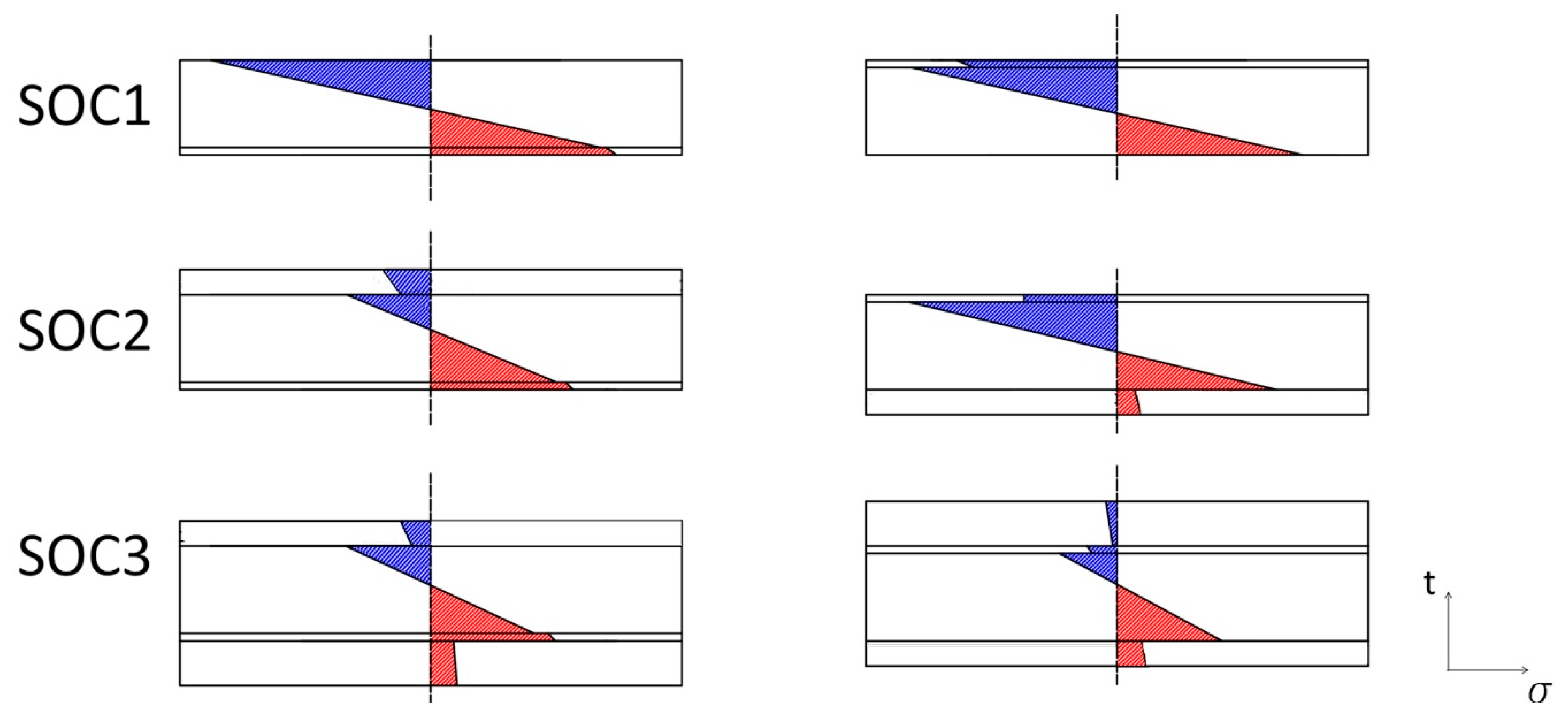
4.2. Stresses across the Thickness
5. Conclusions
- The formation of strong interfaces and constraints between adjacent functional layers during manufacturing, and especially during the sintering process. Such interfaces, due to their high fracture energy, will impede the deflection of the crack formed in the porous electrodes to deflect at the interface with the electrolyte. The tip of such cracks may act as stress concentrators at the electrolyte interface and they might easily penetrate into the electrolyte, thus lowering the final strength.
- Residual stresses arising in the different layers of the cell as a consequence of the thermal expansion mismatch. Such stresses will redistribute with the addition of layers to the electrolyte and will act against or in favor of the externally applied load affecting the resulting strength.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mitili, N.Q.; Mogensen, M.B. Reversible Solid Oxide Fuel Cell Technology for Green Fuel and Power Production. Interface 2013, 22, 55–62. [Google Scholar] [CrossRef]
- Boudghene, A.; Traversa, E. Solid Oxide Fuel Cells (SOFCs): A Review of an Environmentally Clean a Deficient Source of Energy. Renew. Sustain. Energy Rev. 2002, 6, 433–455. [Google Scholar]
- Gómez, S.Y.; Hotza, D. Current Developments in Reversible Solid Oxide Fuel Cells. Renew. Sustain. Energy Rev. 2016, 61, 155–174. [Google Scholar] [CrossRef]
- Masini, A.; Šiška, F.; Ševeček, O.; Chlup, Z.; Dlouhý, I. Elastic Properties of Multi-Layered Ceramic Systems for SOCs. Int. J. Appl. Ceram. Technol. 2018, 15, 370–379. [Google Scholar] [CrossRef]
- Reisert, M.; Aphale, A.; Singh, P. Solid Oxide Electrochemical Systems: Material Degradation Processes and Novel Mitigation Approaches. Materials 2018, 11, 2169. [Google Scholar] [CrossRef] [PubMed]
- Kusnezoff, M.; Trofimenko, N.; Müller, M.; Michaelis, A. Influence of Electrode Design and Contacting Layers on Performance of Electrolyte Supported SOFC/SOEC Single Cells. Materials 2016, 9, 906. [Google Scholar] [CrossRef] [PubMed]
- Fleischhauer, F.; Bermejo, R.; Danzer, R.; Mai, A.; Graule, T.; Kuebler, J. Strength of an Electrolyte Supported Solid Oxide Fuel Cell. J. Power Sources 2015, 297, 158–167. [Google Scholar] [CrossRef]
- Sørensen, B.F.; Primdahl, S. Relationship between Strength and Failure Mode of Ceramic Multilayers. J. Mater. Sci. 1998, 33, 5291–5300. [Google Scholar] [CrossRef]
- Dai, H.; Ning, Y.; He, S.; Zhang, X.; Guo, L.; Zhao, G. Surface Modification Allows High Performance for Solid Oxide Fuel Cells Fabricated by a Single-Step Co-Firing Process. Fuel Cells 2017, 17, 905–908. [Google Scholar] [CrossRef]
- Selçuk, A.; Merere, G.; Atkinson, A. The Influence of Electrodes on the Strength of Planar Zirconia Solid Oxide Fuel Cells. J. Mater. Sci. 2001, 36, 1173–1182. [Google Scholar] [CrossRef]
- Özkol, E.; Wätjen, A.M.; Bermejo, R.; Deluca, M.; Ebert, J.; Danzer, R.; Telle, R. Mechanical Characterisation of Miniaturised Direct Inkjet Printed 3Y-TZP Specimens for Microelectronic Applications. J. Eur. Ceram. Soc. 2010, 30, 3145–3152. [Google Scholar] [CrossRef]
- Fleischhauer, F.; Terner, M.; Bermejo, R.; Danzer, R.; Mai, A.; Graule, T.; Kuebler, J. Fracture Toughness and Strength Distribution at Room Temperature of Zirconia Tapes Used for Electrolyte Supported Solid Oxide Fuel Cells. J. Power Sources 2015, 275, 217–226. [Google Scholar] [CrossRef]
- Fleischhauer, F.; Bermejo, R.; Danzer, R.; Mai, A.; Graule, T.; Kuebler, J. High Temperature Mechanical Properties of Zirconia Tapes Used for Electrolyte Supported Solid Oxide Fuel Cells. J. Power Sources 2015, 273, 237–243. [Google Scholar] [CrossRef]
- Selçuk, A.; Atkinson, A. Elastic Properties of Ceramic Oxides Used in Solid Oxide Fuel Cells (SOFC). J. Eur. Ceram. Soc. 1997, 17, 1523–1532. [Google Scholar] [CrossRef]
- Atkinson, A.; Selçuk, A. Mechanical Behaviour of Ceramic Oxygen Ion-Conducting Membranes. Solid State Ionics 2000, 134, 59–66. [Google Scholar] [CrossRef]
- Giraud, S.; Canel, J. Young’s Modulus of Some SOFCs Materials as a Function of Temperature. J. Eur. Ceram. Soc. 2008, 28, 77–83. [Google Scholar] [CrossRef]
- Liu, X.; Martin, C.L.; Bouvard, D.; Di Iorio, S.; Laurencin, J.; Delette, G. Strength of Highly Porous Ceramic Electrodes. J. Am. Ceram. Soc. 2011, 94, 3500–3508. [Google Scholar] [CrossRef]
- Frandsen, H.L.; Ramos, T.; Faes, A.; Pihlatie, M.; Brodersen, K. Optimization of the Strength of SOFC Anode Supports. J. Eur. Ceram. Soc. 2012, 32, 1041–1052. [Google Scholar] [CrossRef]
- Faes, A.; Frandsen, H.L.; Kaiser, A.; Pihlatie, M. Strength of Anode-Supported Solid Oxide Fuel Cells. Fuel Cells 2011, 11, 682–689. [Google Scholar] [CrossRef]
- Wei, J.; Osipova, T.; Malzbender, J.; Krüger, M. Mechanical Characterization of SOFC/SOEC Cells. Ceram. Int. 2018, 44, 11094–11100. [Google Scholar] [CrossRef]
- Moon, H.; Kim, S.D.; Hyun, S.H.; Kim, H.S. Development of IT-SOFC Unit Cells with Anode-Supported Thin Electrolytes via Tape Casting and Co-Firing. Int. J. Hydrog. Energy 2008, 33, 1758–1768. [Google Scholar] [CrossRef]
- Exner, J.; Pöpke, H.; Fuchs, F.-M.; Kita, J.; Moos, R. Annealing of Gadolinium-Doped Ceria (GDC) Films Produced by the Aerosol Deposition Method. Materials 2018, 11, 2072. [Google Scholar] [CrossRef]
- Börger, A.; Supancic, P.; Danzer, R. The Ball on Three Balls Test for Strength Testing of Brittle Discs: Part II: Analysis of Possible Errors in the Strength Determination. J. Eur. Ceram. Soc. 2004, 24, 2917–2928. [Google Scholar] [CrossRef]
- Bermejo, R.; Supancic, P.; Krautgasser, C.; Morrell, R.; Danzer, R. Subcritical Crack Growth in Low Temperature Co-Fired Ceramics under Biaxial Loading. Eng. Fract. Mech. 2013, 100, 108–121. [Google Scholar] [CrossRef]
- Danzer, R.; Supancic, P.; Harrer, W. Biaxial Tensile Strength Test for Brittle Rectangular Plates. J. Ceram. Soc. Jpn. 2006, 114, 1054–1060. [Google Scholar] [CrossRef] [Green Version]
- EN 843-5. Advanced Technical Ceramics—Monolithic Ceramics—Mechanical Tests at Room Temperature—Part 5: Statistical Analysis; European Committee for Standardization: Brussels, Belgium, 1996. [Google Scholar]
- Šiška, F.; Forest, S.; Gumbsch, P. Simulations of Stress-Strain Heterogeneities in Copper Thin Films: Texture and Substrate Effects. Comput. Mater. Sci. 2007, 39, 137–141. [Google Scholar] [CrossRef]
- Hayashi, H.; Saitou, T.; Maruyama, N.; Inaba, H.; Kawamura, K.; Mori, M. Thermal Expansion Coefficient of Yttria Stabilized Zirconia for Various Yttria Contents. Solid State Ionics 2005, 176, 613–619. [Google Scholar] [CrossRef]
- Tietz, F. Thermal Expansion of SOFC Materials. Ionics 1999, 5, 129–139. [Google Scholar] [CrossRef]
- Chlup, Z.; Hadraba, H.; Drdlik, D.; Maca, K.; Dlouhy, I.; Bermejo, R. On the Determination of the Stress-Free Temperature for Alumina-Zirconia Multilayer Structures. Ceram. Int. 2014, 40, 5787–5793. [Google Scholar] [CrossRef]
- Bermejo, R.; Pascual, J.; Lube, T.; Danzer, R. Optimal Strength and Toughness of Al2O3-ZrO2laminates Designed with External or Internal Compressive Layers. J. Eur. Ceram. Soc. 2008, 28, 1575–1583. [Google Scholar] [CrossRef]
- Sglavo, V.M.; Paternoster, M.; Bertoldi, M. Tailored Residual Stresses in High Reliability Alumina-Mullite Ceramic Laminates. J. Am. Ceram. Soc. 2005, 88, 2826–2832. [Google Scholar] [CrossRef]
- Charlas, B.; Frandsen, H.L.; Brodersen, K.; Henriksen, P.V.; Chen, M. Residual Stresses and Strength of Multilayer Tape Cast Solid Oxide Fuel and Electrolysis Half-Cells. J. Power Sources 2015, 288, 243–252. [Google Scholar] [CrossRef]
- Huang, B.X.; Malzbender, J.; Steinbrech, R.W.; Singheiser, L. Mechanical Properties of La0.58Sr0.4Co0.2Fe0.8O3 -Δmembranes. Solid State Ionics 2009, 180, 241–245. [Google Scholar] [CrossRef]
- Chou, Y.-S.; Stevenson, J.W.; Armstrong, T.R.; Pederson, L.R. Mechanical Properties of La1-XSrxCo0.2Fe0.8O3 Mixed-Conducting Perovskites Made by the Combustion Synthesis Technique. J. Am. Ceram. Soc. 2004, 83, 1457–1464. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Material | Composition | Thickness (µm) |
|---|---|---|---|
| Electrolyte | 3YSZ | (Y2O3)0.03(ZrO2)0.97 | 90 |
| Barrier layer | 20GDC | Gd0.2Ce0.8O2 | 10 |
| Fuel Electrode | NiO/10GDC | (NiO)/(Gd0.1Ce0.9O2) | 27 |
| Air Electrode | LSCF | La0.6Sr0.4Co0.2Fe0.8O3-δ | 45 |
| Sample | Name | Description | t (µm) |
|---|---|---|---|
 | SOC0 | Electrolyte | 90 |
| SOC1 | Electrolyte + Barrier | 100 | |
| SOC2 | Electrolyte + Barrier + Fuel Electrode | 127 | |
| SOC3 | Electrolyte + Barrier + Fuel Electrode + Air Electrode | 172 |
| Layer | Material | E (GPa) | ν (-) | ρ (g/cm3) | α (K−1) |
|---|---|---|---|---|---|
| Electrolyte | 3YSZ | 202.5 | 0.27 | 6.05 | 10.8 × 10−6 |
| Barrier Layer | 20GDC | 120 | 0.26 | 4.02 | 12.5 × 10−6 |
| Fuel Electrode | NiO/10GDC | 120 | 0.25 | 5.97 | 13.4 × 10−6 |
| Air Electrode | LSCF | 80 | 0.30 | 2.36 | 16.6 × 10−6 |
| Sample | Tested Surface | σ0 (MPa) | m |
|---|---|---|---|
| SOC0 | Smooth | 1854.4 (1818.8|1889.7) | 19.5 (14.7|25.5) |
| Rough | 1818.9 (1782.2|1855.3) | 18.0 (13.7|23.4) | |
| SOC1 | Electrolyte | 1955.9 (1901.2|2010.7) | 12.2 (9.4|15.7) |
| Barrier | 762.6 (747.2|777.9) | 16.8 (13.0|21.5) | |
| SOC2 | Fuel Electrode | 775.0 (762.4|783.3) | 24.5 (19.0|31.1) |
| Barrier | 729.5 (715.4|743.5) | 17.4 (13.5|22.1) | |
| SOC3 | Fuel Electrode | 844.4 (838.9|849.7) | 57.4 (43.4|74.8) |
| Air Electrode | 801.7 (790.9|812.4) | 25.9 (19.9|33.3) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Masini, A.; Strohbach, T.; Šiška, F.; Chlup, Z.; Dlouhý, I. Electrolyte-Supported Fuel Cell: Co-Sintering Effects of Layer Deposition on Biaxial Strength. Materials 2019, 12, 306. https://doi.org/10.3390/ma12020306
Masini A, Strohbach T, Šiška F, Chlup Z, Dlouhý I. Electrolyte-Supported Fuel Cell: Co-Sintering Effects of Layer Deposition on Biaxial Strength. Materials. 2019; 12(2):306. https://doi.org/10.3390/ma12020306
Chicago/Turabian StyleMasini, Alessia, Thomas Strohbach, Filip Šiška, Zdeněk Chlup, and Ivo Dlouhý. 2019. "Electrolyte-Supported Fuel Cell: Co-Sintering Effects of Layer Deposition on Biaxial Strength" Materials 12, no. 2: 306. https://doi.org/10.3390/ma12020306
APA StyleMasini, A., Strohbach, T., Šiška, F., Chlup, Z., & Dlouhý, I. (2019). Electrolyte-Supported Fuel Cell: Co-Sintering Effects of Layer Deposition on Biaxial Strength. Materials, 12(2), 306. https://doi.org/10.3390/ma12020306