Role of Acoustic Streaming in Formation of Unsteady Flow in Billet Sump during Ultrasonic DC Casting of Aluminum Alloys

Abstract
:1. Introduction
2. Experimental Methods and Procedure
2.1. Ultrasonic Equipment
2.2. PIV Measurements
2.3. Pilot DC Caster Tests
3. Mathematical Model
3.1. Acoustic Streaming
- (1)
- All calculations were performed at a constant size of cavitation bubble, which can be interpreted as a size averaged over the ultrasound wave cycle.
- (2)
- Cavitation bubbles were assumed to be filled with air or hydrogen when ultrasound was irradiated in water or molten aluminum, respectively. Physical properties of gases and liquids were set to be temperature independent.
- (3)
- As the bubble volume ratio is very low, the two-phase liquid-bubble flow was treated as a single-phase flow.
- (4)
- The fluids were assumed to be incompressible and Newtonian
- (5)
- Liquid flow, cavitation zone, and heat transfer were assumed to be axially symmetric.
- (6)
- Thus, the present model is incapable of simulating the cavitation phenomena themselves, but it can predict and model several important phenomena related to the acoustic cavitation. These phenomena include the sound pressure distribution, cavitation zone formation and acoustic streaming generation.
- (1)
- Liquid flow velocity: no-slip and slip conditions for liquid flow at the solid walls and free surface, respectively.
- (2)
- Sound pressure: full reflection condition at the solid surfaces.
3.2. Solidification Model
4. Results
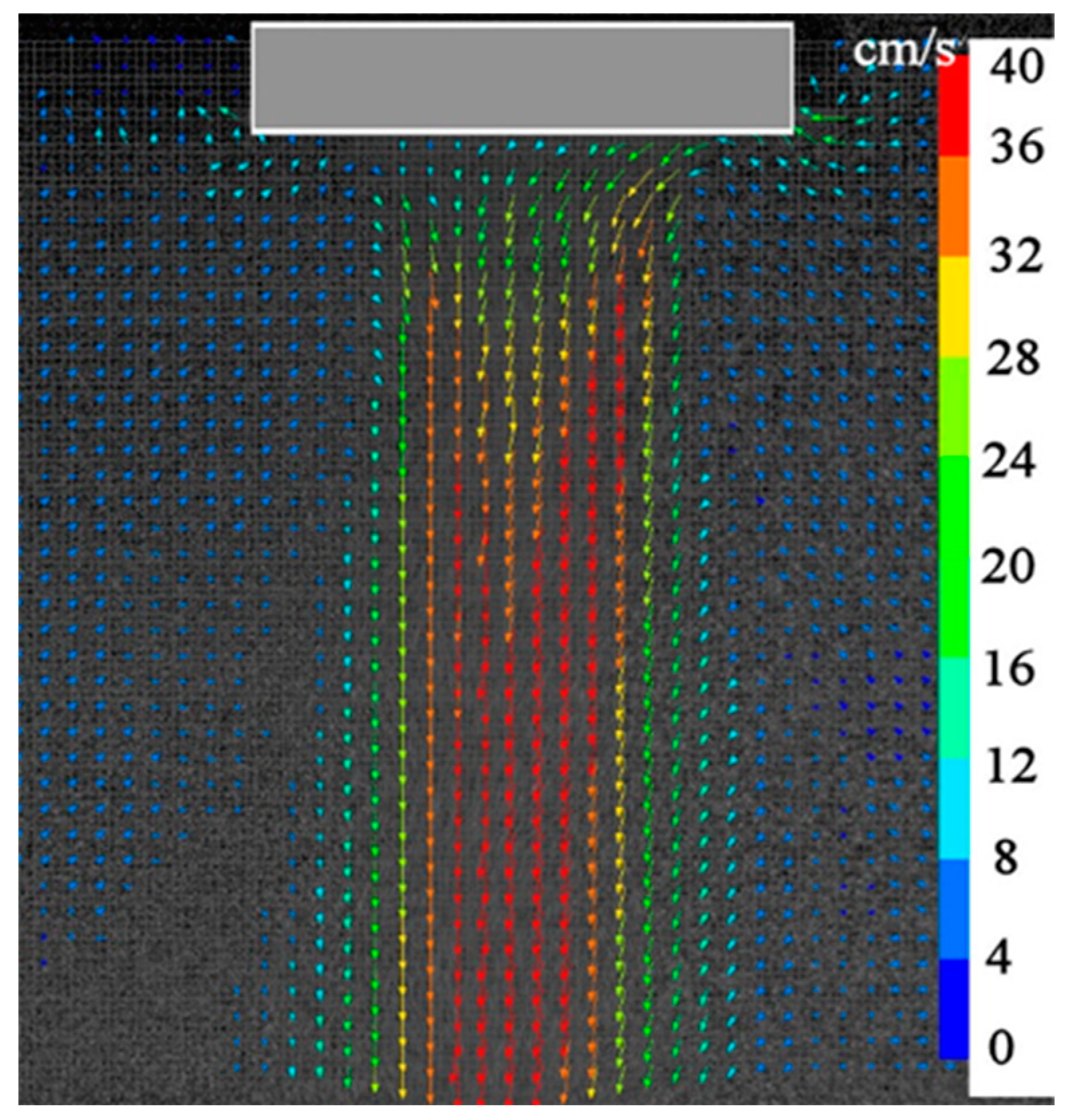
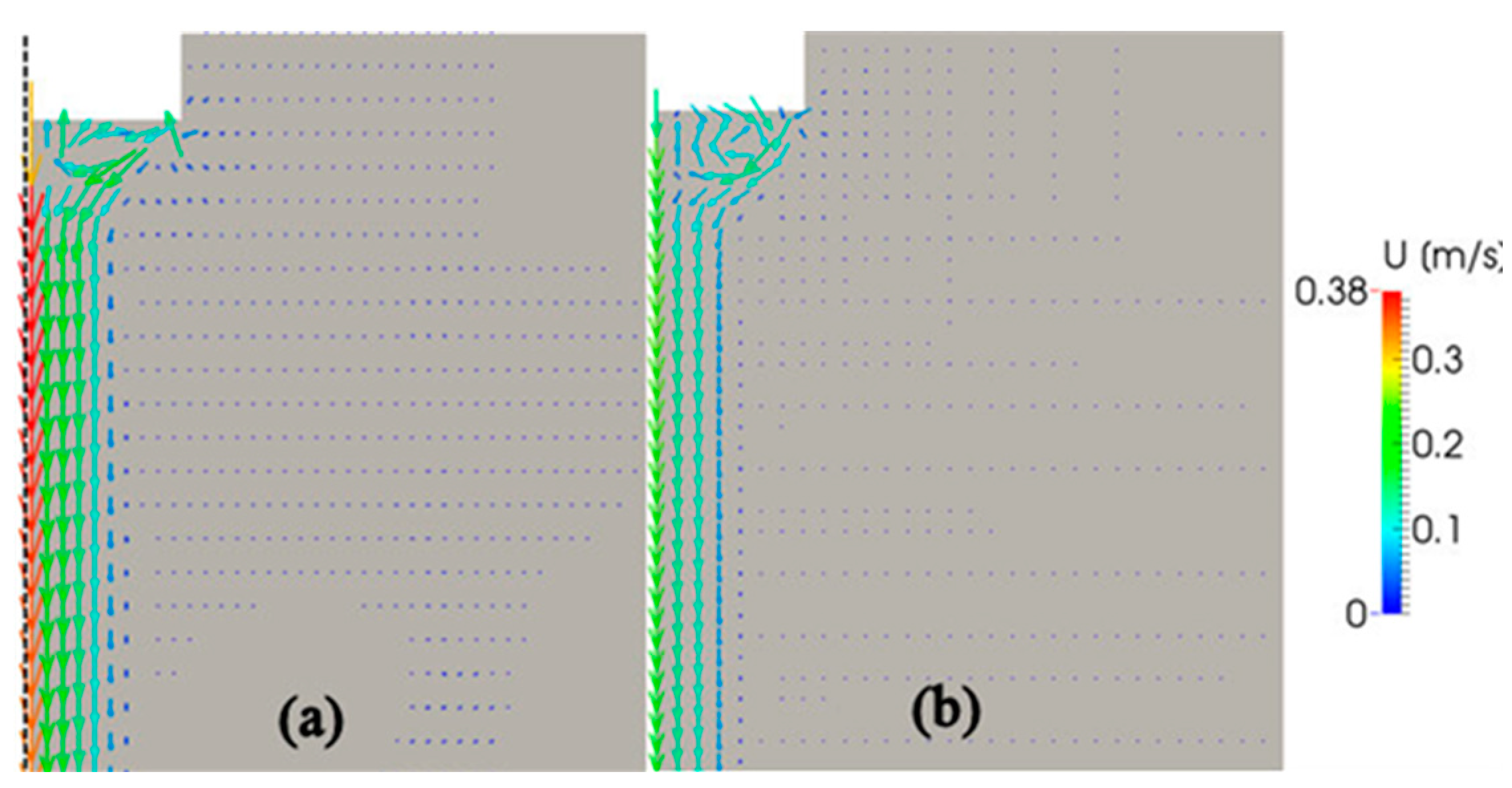
4.1. Verification of Acoustic Streaming Model
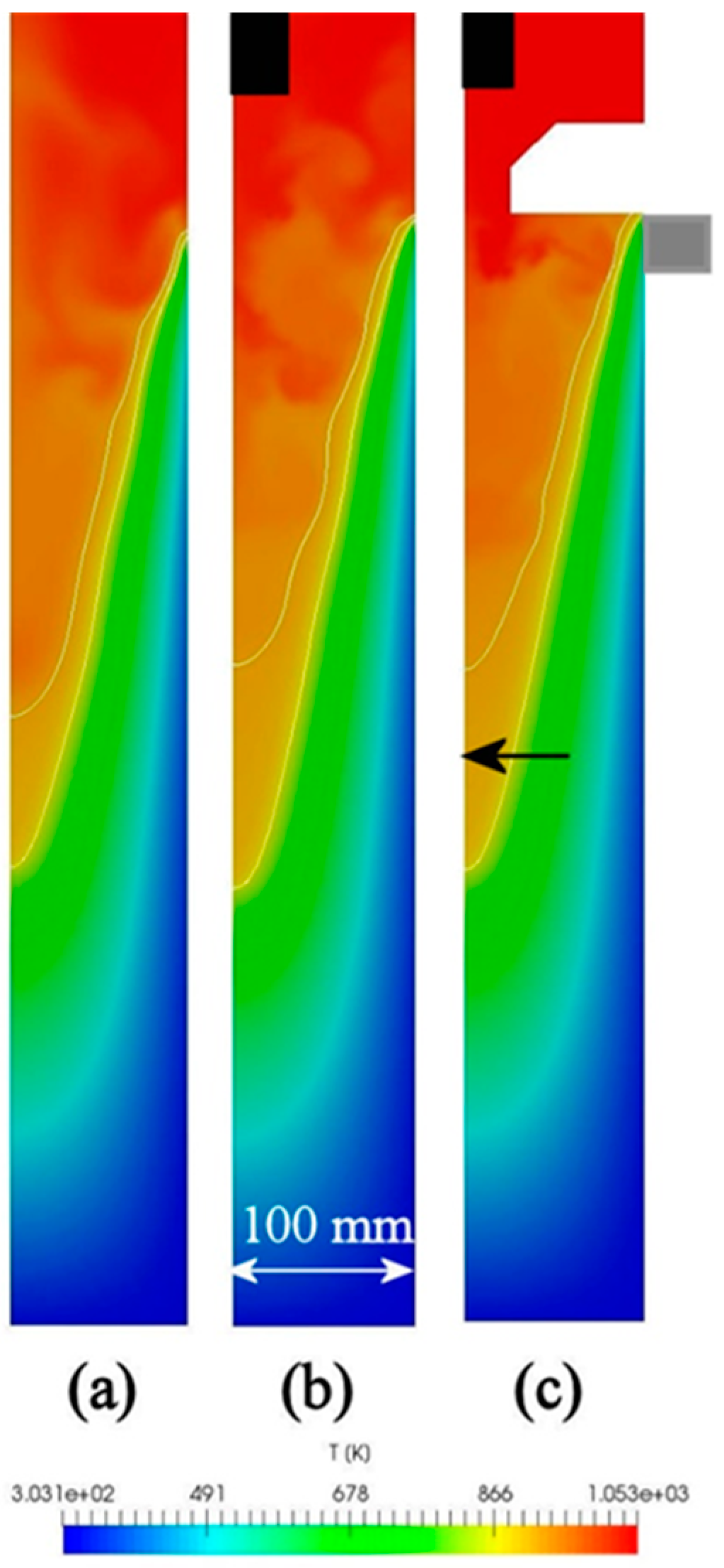
4.2. Temperature Distribution and Sump Characteristics
4.3. Distribution of Velocity in the Sump
5. Discussion
6. Conclusions
- (1)
- According to the numerical simulations, the evolution of the melt sump continues about 3 min irrespective of the ultrasound application and hot-top type. The final depth and the shape of the sump are also independent of the casting conditions examined.
- (2)
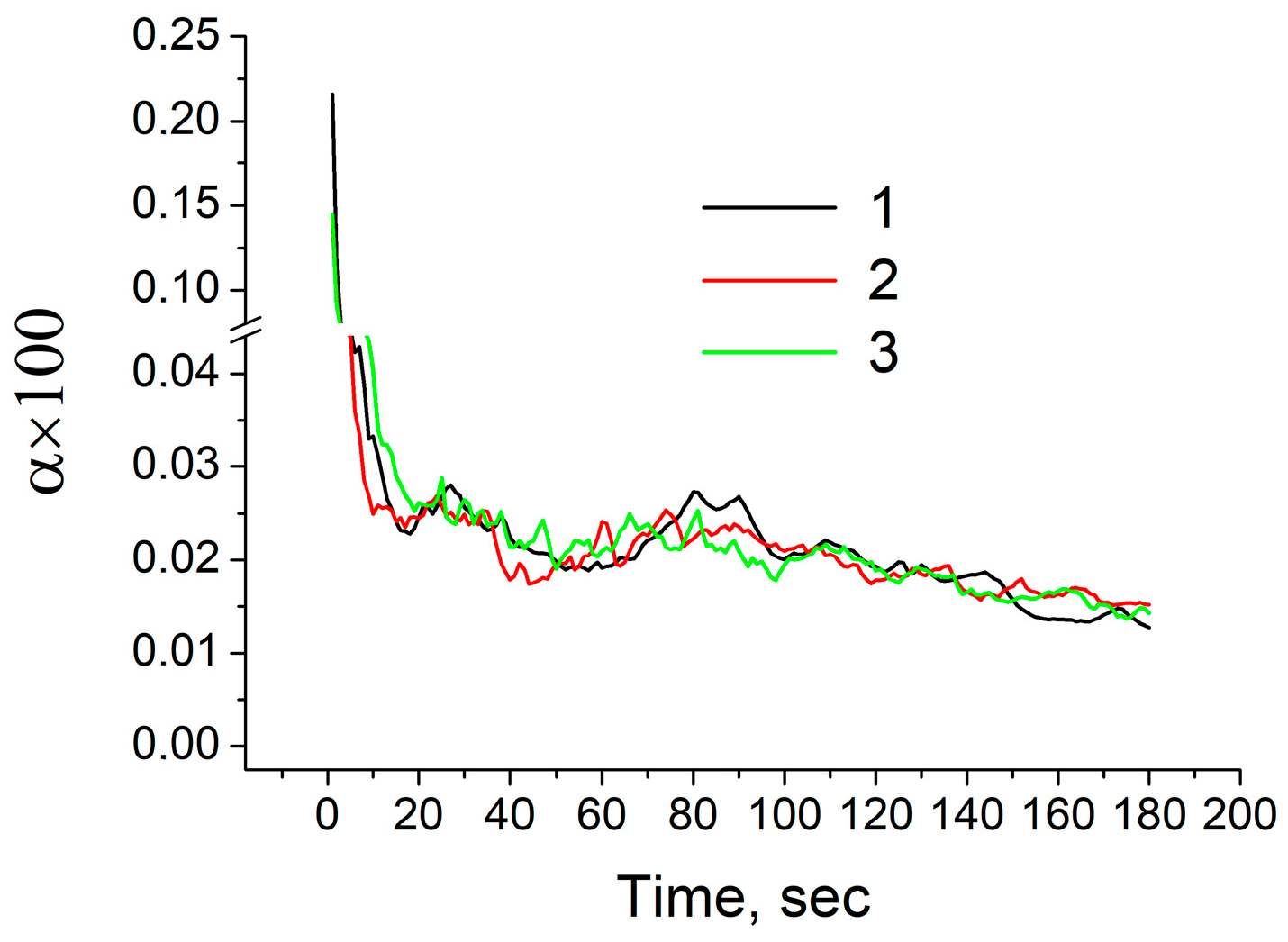
- Irradiation of ultrasound into the melt at the hot-top unit results in more frequent fluctuations of the temperature and mushy zone volume around their mean values as compared to the conventional DC casting case, although the mean values themselves remain the same in both the cases.
- (3)
- The pattern of melt flow in the sump is drastically changed with the ultrasound application. The flow velocity becomes faster in general and a lot of relatively small eddies are produced in the sump bulk and near the mushy zone. The latter causes frequently repeated thinning of the mushy zone layer.
- (4)
- The experimental verification revealed approximately the same sump depth and shape as those predicted by the numerical simulations, and confirmed the frequent and large fluctuations of the melt temperature during ultrasound irradiation. However, the measurements of the temperature distribution in the sump showed a significant difference between the cases of castings without and with ultrasound irradiation. This suggests that the present mathematical model should be further improved, particularly in terms of more accurate descriptions of boundary conditions and mushy zone characteristics.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Eskin, G.I.; Eskin, D.G. Ultrasonic Treatment of Light Alloy Melts, 2nd ed.; CRC Press: London, UK, 2014; pp. 1–330. [Google Scholar]
- Abramov, O.V. High-Intensity Ultrasonics: Theory and Industrial Applications; Gordon and Breach Science Publishers: Amsterdam, The Netherlands, 1998; pp. 1–685. [Google Scholar]
- Komarov, S.V.; Kuwabara, M.; Abramov, O.V. High Power Ultrasonics in Pyrometallurgy: Current Status and Recent Development. ISIJ Int. 2005, 45, 1765–1782. [Google Scholar] [CrossRef] [Green Version]
- Eskin, D.G. Ultrasonic processing of molten and solidifying aluminium alloys: Overview and outlook. Mat. Sci. Tech. 2017, 6, 636–645. [Google Scholar] [CrossRef]
- Brennen, C.E. Cavitation and Bubble Dynamics; Oxford Press: Oxford, UK, 1995; pp. 1–294. [Google Scholar]
- Wan, M.; Feng, Y.; Ter Haar, G. Cavitation in Biomedicine: Principles and Techniques; Springer: Heidelberg, Germany, 2015; pp. 1–503. [Google Scholar]
- Bagal, M.V.; Gogate, P.R. Wastewater treatment using hybrid treatment schemes based on cavitation and Fenton chemistry: A review. Ultrason. Sonochem. 2014, 21, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Gogate, P.R.; Kabadi, A.M. A review of application of cavitation in biochemical engineering/biotechnology. Biochem. Eng. J. 2009, 44, 60–72. [Google Scholar] [CrossRef]
- Komarov, S.V.; Oda, K.; Ishiwata, Y.; Dezhkunov, N. Characterization of Acoustic Cavitation in Water and Molten Aluminium Alloy. Ultrason. Sonochem. 2013, 20, 754–761. [Google Scholar] [CrossRef] [PubMed]
- Komarov, S.V.; Ishiwata, Y.; Mikhailov, I. Industrial Application of Ultrasonic Vibrations to Improve the Structure of Al-Si Hypereutectic Alloys: Potential and Limitations. Metall. Mater. Trans. A 2015, 46, 2876–2883. [Google Scholar] [CrossRef]
- Tzanakis, I.; Lebon, G.S.B.; Eskin, D.G.; Pericleous, K.A. Characterizing the cavitation development and acoustic spectrum in various liquids. Ultrason. Sonochem. 2017, 34, 651–662. [Google Scholar] [CrossRef] [PubMed]
- Fang, Y.; Yamamoto, T.; Komarov, S.V. Cavitation and acoustic streaming generated by different sonotrode tips. Ultrason. Sonochem. 2018, 48, 79–87. [Google Scholar] [CrossRef] [PubMed]
- Yamamoto, T.; Komarov, S. Investigation on Acoustic Streaming During Ultrasonic Irradiation in Aluminum Melts. In Proceedings of the TMS Light Metals, San Antonio, TX, USA, 10–14 March 2019; pp. 1527–1531. [Google Scholar]
- Trujillo, F.J.; Knoerzer, K. A computational modeling approach of the jet-like acoustic streaming and heat generation induced by low frequency high power ultrasonic horn reactors. Ultrason. Sonochem. 2011, 18, 1263–1273. [Google Scholar] [CrossRef] [PubMed]
- Jamshidi, R.; Pohl, B.; Peuker, U.A.; Brenner, G. Numerical investigation of sonochemical reactors considering the effect of inhomogeneous bubble clouds on ultrasonic wave propagation. Chem. Eng. J. 2012, 189–190, 364–375. [Google Scholar] [CrossRef]
- Louisnard, O. A simple model of ultrasound propagation in a cavitating liquid. Part II: Primary Bjerknes force and bubble structures. Ultrason. Sonochem. 2012, 19, 66–76. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salloum-Abou-Jaoude, G.; Eskin, D.G.; Lebon, G.S.B.; Barbatti, C.; Jarry, P.; Jarrett, M. Altering the Microstructure Morphology by Ultrasound Melt Processing During 6XXX Aluminium DC-Casting. In Proceedings of the TMS Light Metals, San Antonio, TX, USA, 10–14 March 2019; pp. 1605–1610. [Google Scholar]
- Lebon, G.S.B.; Tzanakisc, I.; Pericleous, K.; Eskin, D.G.; Grant, P.S. Ultrasonic liquid metal processing: The essential role of cavitation bubbles in controlling acoustic streaming. Ultrason. Sonochem. 2019, 55, 243–255. [Google Scholar] [CrossRef] [PubMed]
- Lebon, G.S.B.; Salloum-Abou-Jaoude, G.; Eskin, D.G.; Tzanakisc, I.; Pericleous, K.; Jarry, P. Numerical modelling of acoustic streaming during the ultrasonic melt treatment of direct-chill (DC) casting. Ultrason. Sonochem. 2019, 54, 171–182. [Google Scholar] [CrossRef] [PubMed]
- Komarov, S.; Yamamoto, T. Development and Application of Large-Sized Sonotrode Systems for Ultrasonic Treatment of Molten Aluminum Alloys. In Proceedings of the TMS Light Metals, San Antonio, TX, USA, 10–14 March 2019; pp. 1597–1604. [Google Scholar]
- Servant, G.; Caltagirone, J.P.; Ge´rard, A.; Laborde, J.L.; Hita, A. Numerical simulation of cavitation bubble dynamics induced by ultrasound waves in a high frequency reactor. Ultrason. Sonochem. 2000, 7, 217–227. [Google Scholar] [CrossRef]
- Louisnard, O. A viable method to predict acoustic streaming in presence of cavitation. Ultrason. Sonochem. 2017, 35, 518–524. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Doinikov, A.A. Bjerknes forces and translational bubble dynamics. In Bubble and Particle Dynamics in Acoustic Fields: Modern Trends and Applications; Doinikov, A.A., Ed.; Research Signpost: Thiruvananthapuram, India, 2005; pp. 2–49. [Google Scholar]
- Rösler, F.; Brüggemann, D. Shell-and-tube type latent heat thermal energy storage: Numerical analysis and comparison with experiments. Heat Mass Trans. 2011, 47, 1027–1033. [Google Scholar] [CrossRef]
- Eskin, D.G.; Zuidema, J.; Savran, V.I.; Katgerman, L. Structure formation and macrosegregation under different process conditions during DC casting. Mater. Sci. Eng. A 2004, 384, 232–244. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Quantity |
|---|---|---|
| Dynamic viscosity | kg⋅m−1⋅s−1 | 5.472 × 10−7 |
| Density | kg⋅m−3 | 2330 |
| Coefficient of thermal expansion | - | 2.1 × 10−5 |
| Heat capacity | kJ⋅kg−1⋅K−1 | 1.282 |
| Thermal conductivity | W⋅kg−1⋅K−1 | 80 |
| Heat of fusion | kJ⋅kg−1 | 450 |
| Prandtl number | - | 0.0166 |
| Blake threshold | Pa | 1.0 × 105 |
| Liquidus temperature | K | 920.15 |
| Solidus temperature | K | 850.15 |
| Ultrasound frequency | kHz | 20 |
| Sound speed | m⋅s-1 | 4650 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Komarov, S.; Yamamoto, T. Role of Acoustic Streaming in Formation of Unsteady Flow in Billet Sump during Ultrasonic DC Casting of Aluminum Alloys. Materials 2019, 12, 3532. https://doi.org/10.3390/ma12213532
Komarov S, Yamamoto T. Role of Acoustic Streaming in Formation of Unsteady Flow in Billet Sump during Ultrasonic DC Casting of Aluminum Alloys. Materials. 2019; 12(21):3532. https://doi.org/10.3390/ma12213532
Chicago/Turabian StyleKomarov, Sergey, and Takuya Yamamoto. 2019. "Role of Acoustic Streaming in Formation of Unsteady Flow in Billet Sump during Ultrasonic DC Casting of Aluminum Alloys" Materials 12, no. 21: 3532. https://doi.org/10.3390/ma12213532
APA StyleKomarov, S., & Yamamoto, T. (2019). Role of Acoustic Streaming in Formation of Unsteady Flow in Billet Sump during Ultrasonic DC Casting of Aluminum Alloys. Materials, 12(21), 3532. https://doi.org/10.3390/ma12213532