Mechanical and Microstructural Characterization of Arc-Welded Inconel 625 Alloy




Abstract
:1. Introduction
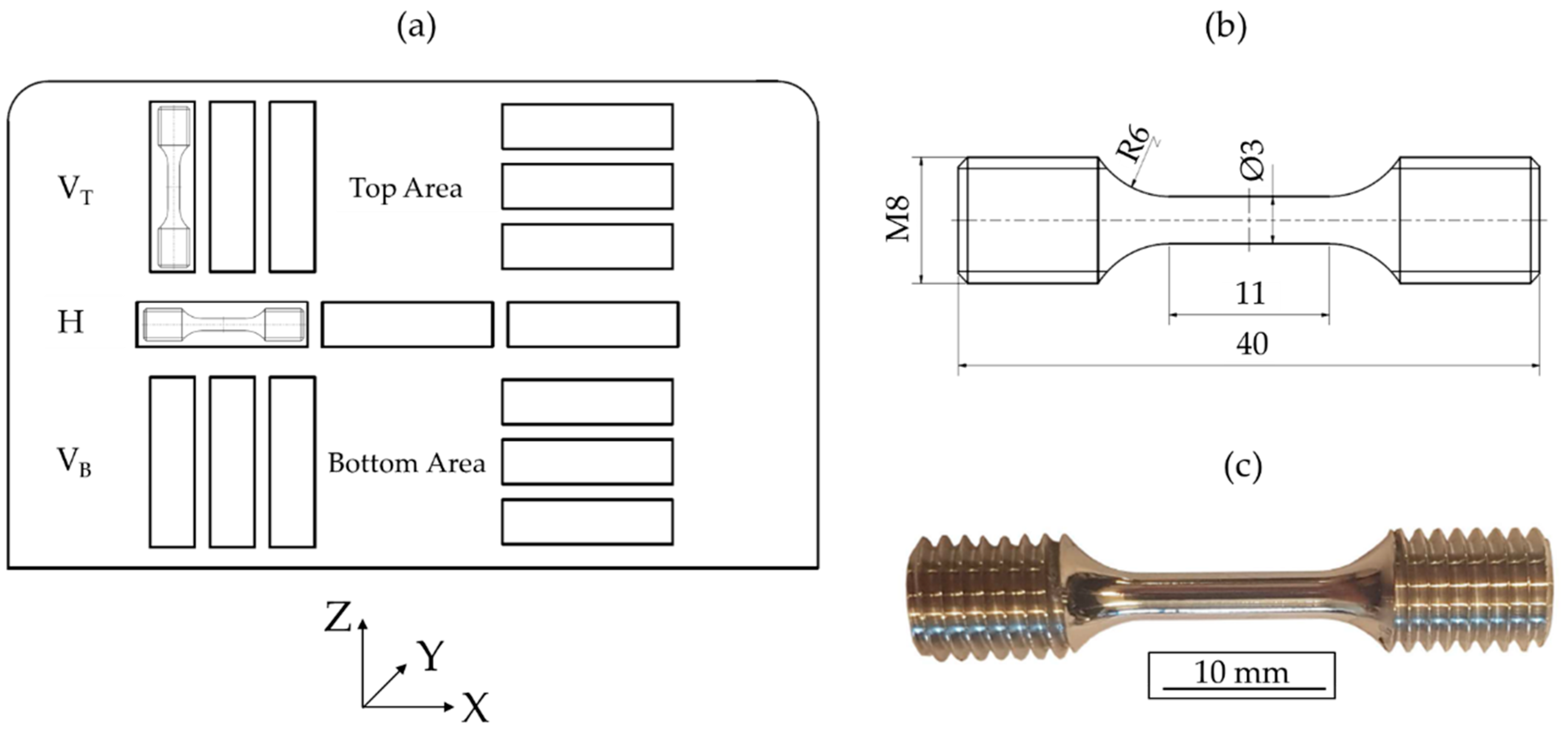
2. Materials and Methods
3. Results
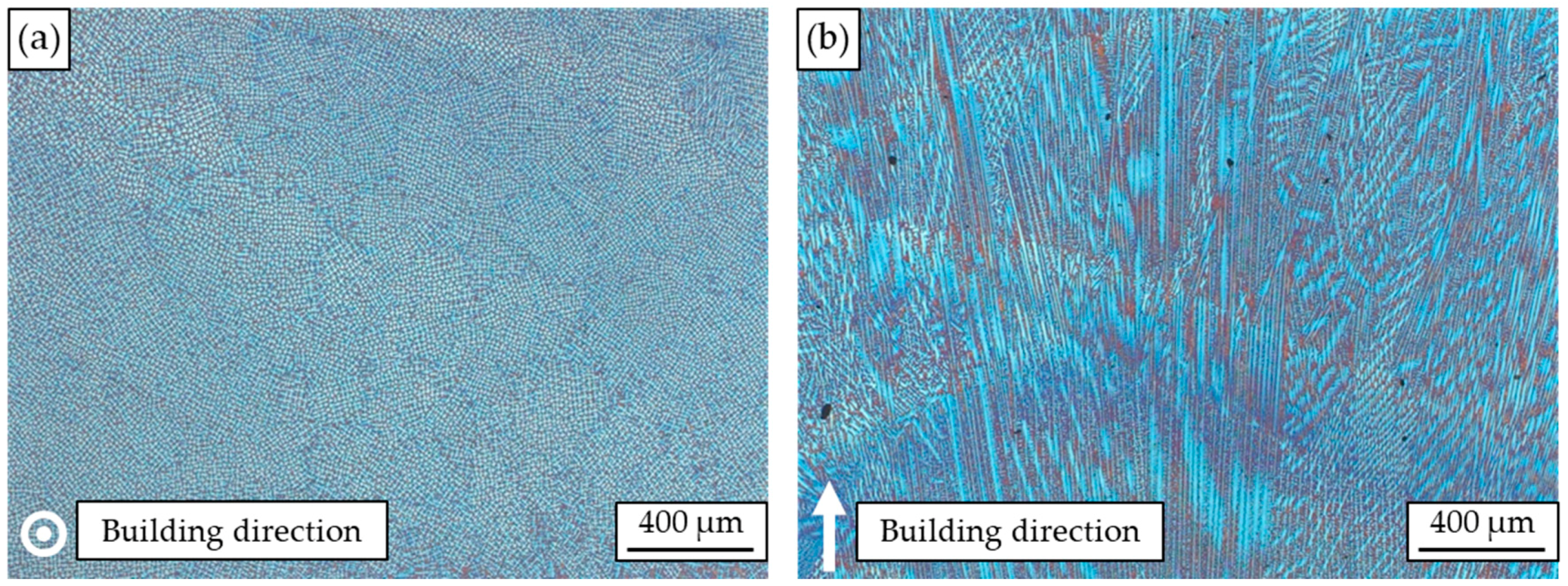
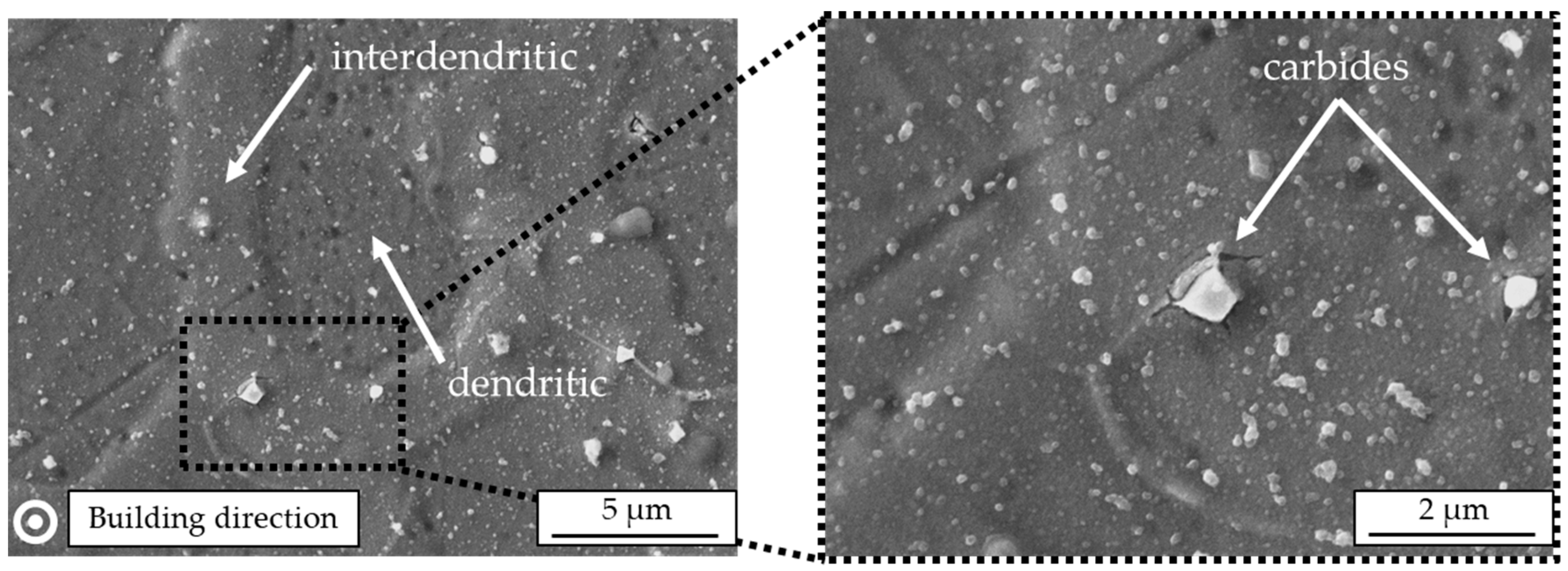
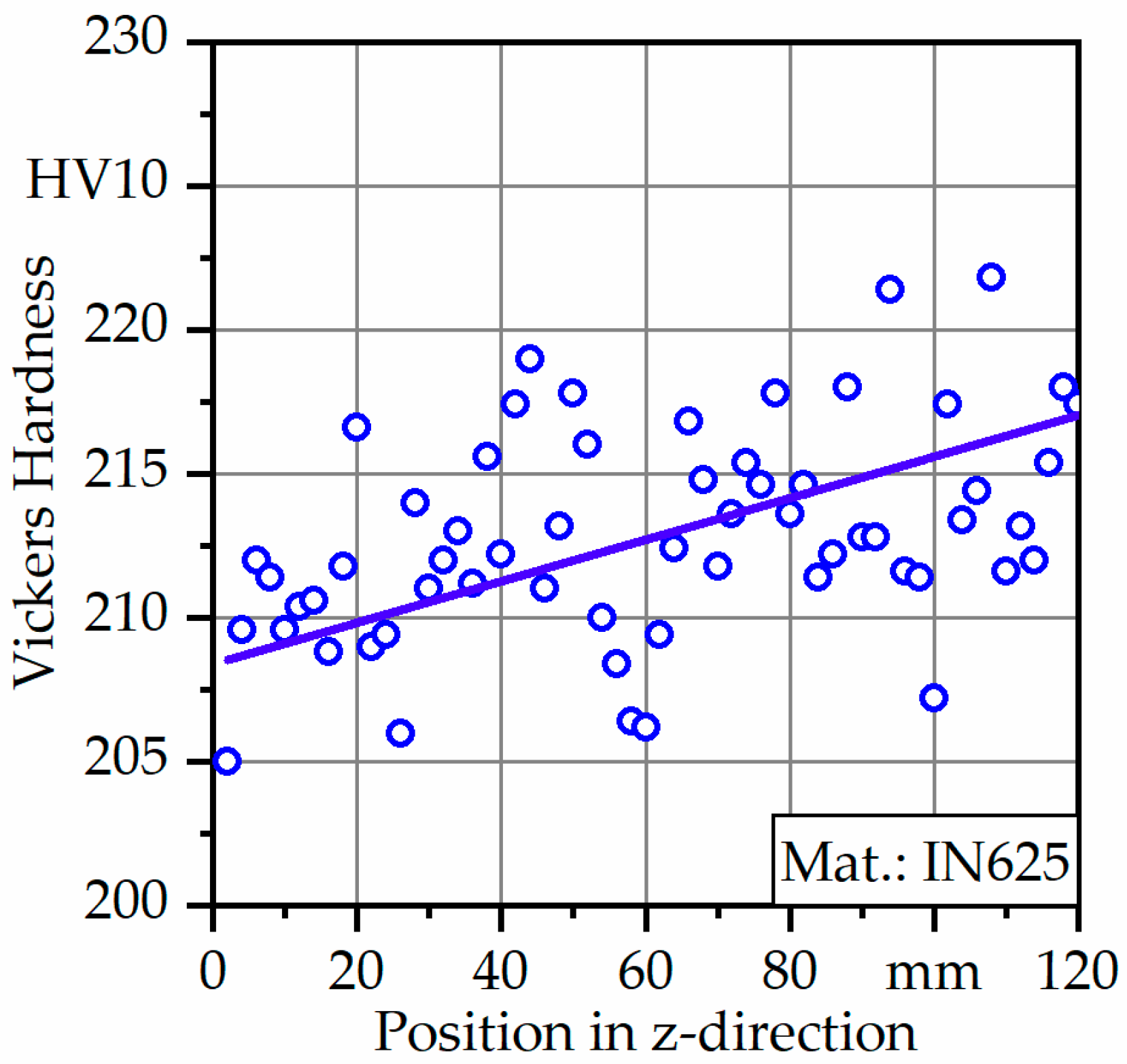
3.1. Process-Induced Microstructure and Initial Hardness
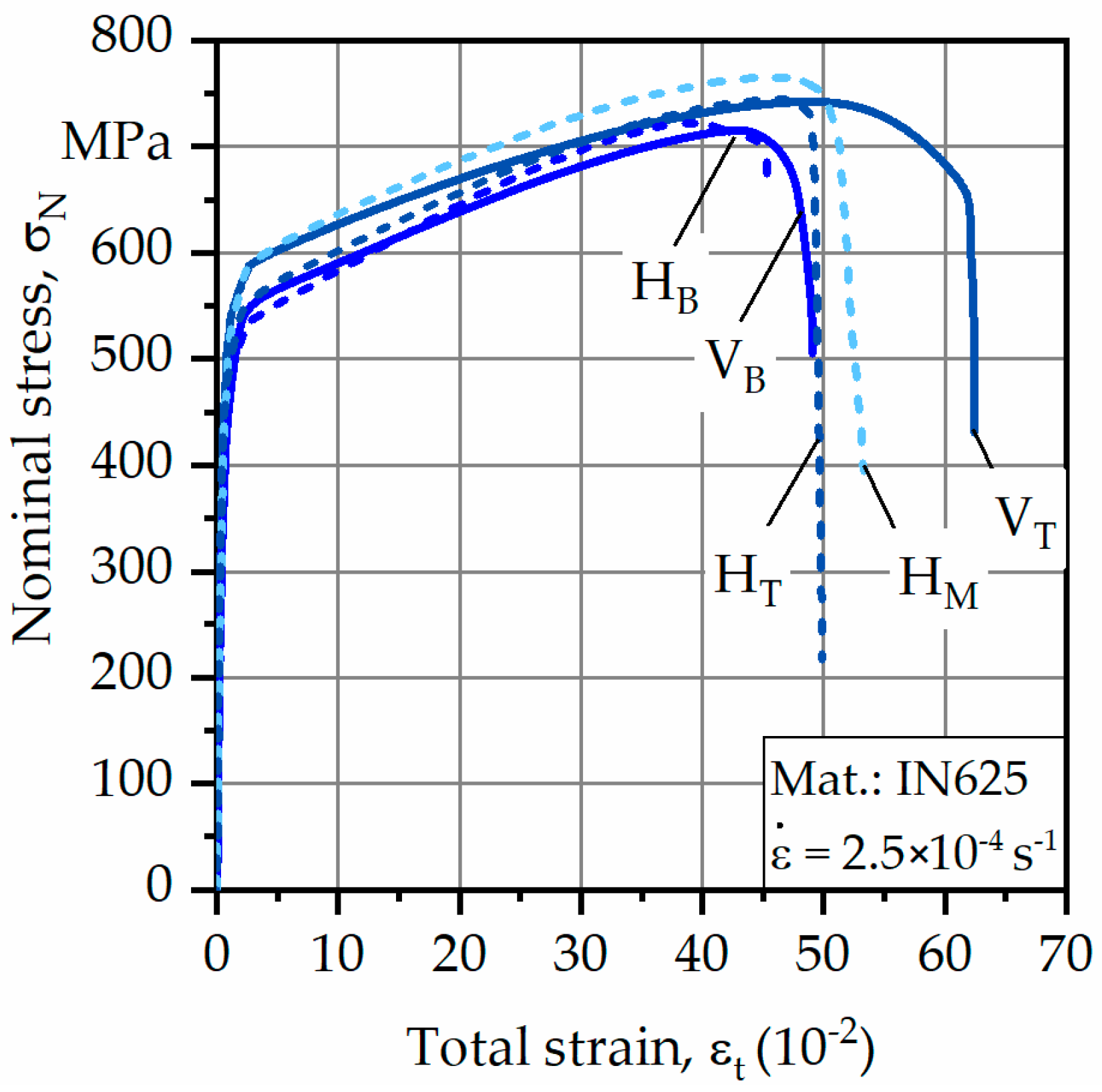
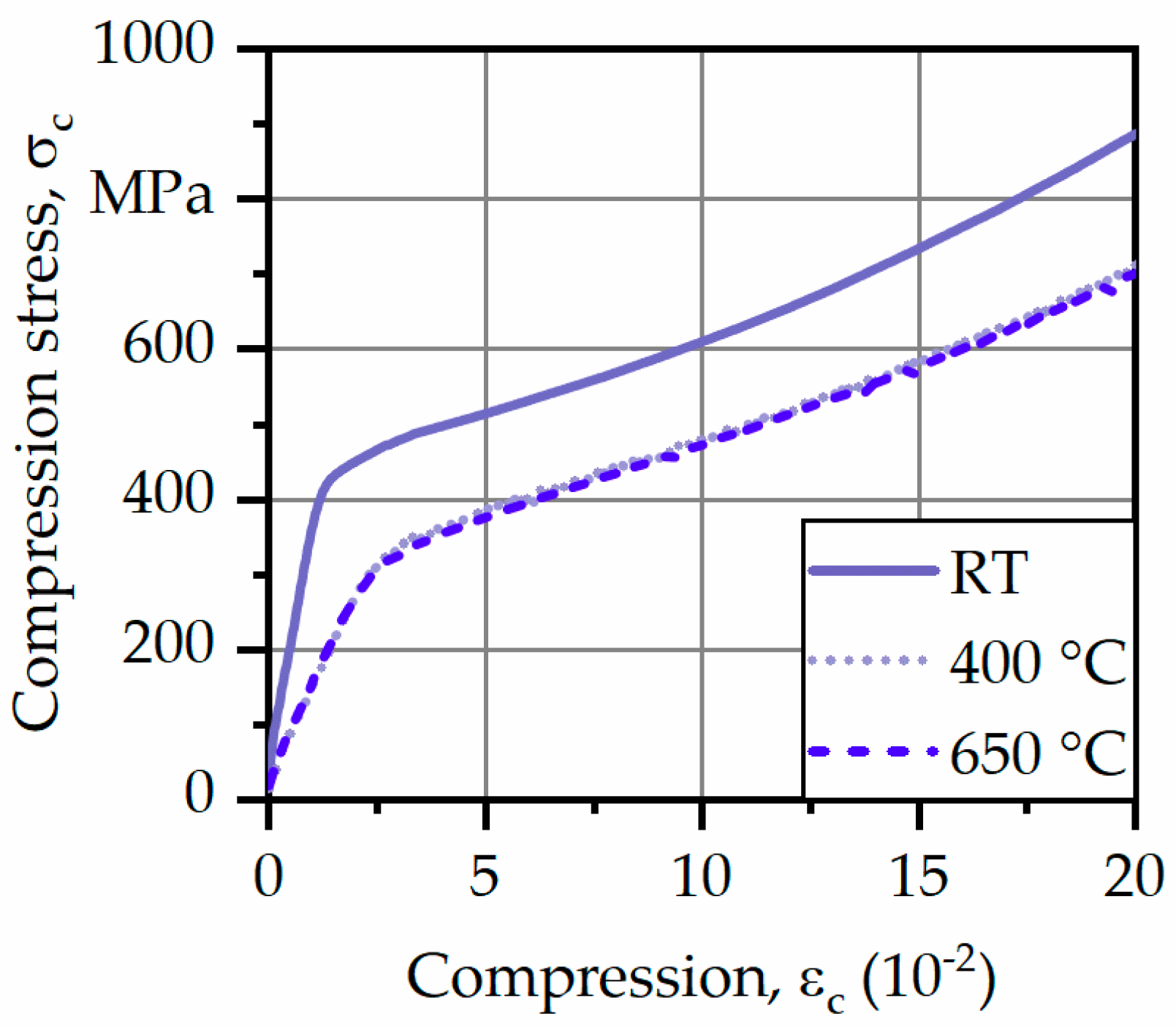
3.2. Mechanical Properties
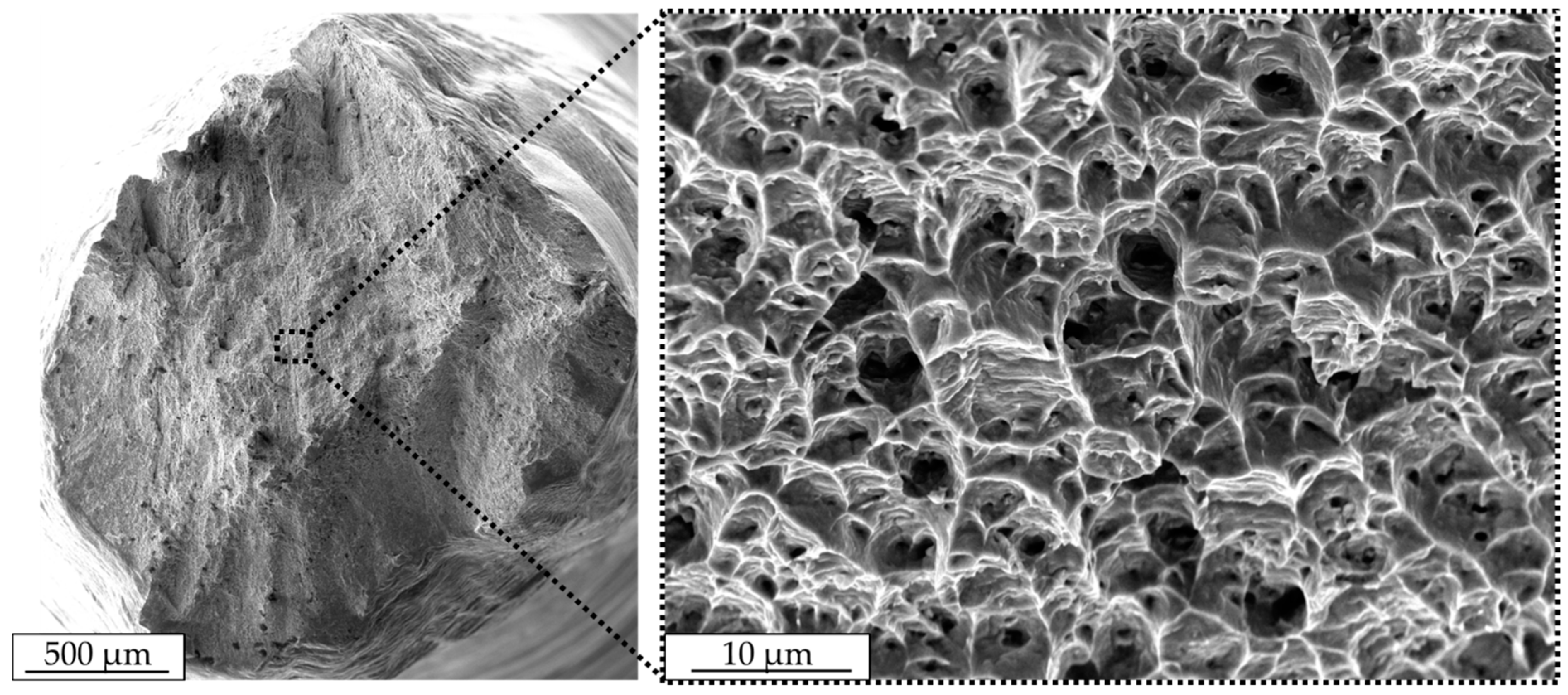
3.3. Fractographic Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shankar, V.; Bhanu Sankara Rao, K.; Mannan, S.L. Microstructure and mechanical properties of Inconel 625 superalloy. J. Nucl. Mater. 2001, 288, 222–232. [Google Scholar] [CrossRef]
- Shoemaker, L.E. Alloys 625 and 725: Trends in properties and applications. Superalloys 2005, 718, 409–418. [Google Scholar]
- Cooper, D.; Thornby, J.; Blundell, N.; Henrys, R.; Williams, M.A.; Gibbons, G. Design and manufacture of high performance hollow engine valves by additive layer manufacturing. Mater. Des. 2015, 69, 44–55. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Wang, H.; Liu, J.P.; Feng, J.C. Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]
- Li, S.; Wei, Q.; Shi, Y.; Zhu, Z.; Zhang, D. Microstructure characteristics of Inconel 625 superalloy manufactured by selective laser melting. J. Mater. Sci. Technol. 2015, 31, 946–952. [Google Scholar] [CrossRef]
- Kotzem, D.; Dumke, P.; Sepehri, P.; Tenkamp, J.; Walther, F. Effect of miniaturization and surface roughness on the mechanical properties of the electron beam melted superalloy Inconel®718. Prog. Addit. Manuf. 2019, 117, 371. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Gaytan, S.M.; Ramirez, D.A.; Machado, B.I.; Shindo, P.W.; Martinez, J.L.; Medina, F.; Wooten, J.; Ciscel, D.; et al. Microstructural architecture, microstructures, and mechanical properties for a nickel-base superalloy fabricated by electron beam melting. Metall. Mater. Trans. A 2011, 42, 3491–3508. [Google Scholar] [CrossRef]
- Rombouts, M.; Maes, G.; Mertens, M.; Hendrix, W. Laser metal deposition of Inconel 625: Microstructure and mechanical properties. J. Laser Appl. 2012, 24, 52007. [Google Scholar] [CrossRef]
- Jandric, Z.; Labudovic, M.; Kovacevic, R. Effect of heat sink on microstructure of three-dimensional parts built by welding-based deposition. Int. J. Mach. Tools Manuf. 2004, 44, 785–796. [Google Scholar] [CrossRef]
- Baufeld, B. Mechanical properties of Inconel 718 parts manufactured by shaped metal deposition (SMD). J. Mater. Eng. Perform. 2012, 21, 1416–1421. [Google Scholar] [CrossRef]
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Miranda, R.M.; Gandra, J.P.; Vilaca, P.; Quintino, L.; Santos, T.G. Surface Modification by Solid State Processing; Elsevier Science: Burlington, NJ, USA, 2013. [Google Scholar]
- Doyle, T.E.; Edmonds, D.P.; McAninch, M.D.; Ryan, P.M. Method and Apparatus for Building a Workpiece by Deposit Welding. U.S. Patent 4,842,186, 27 June 1989. [Google Scholar]
- Buhrmaster, C.L.; Clark, D.E.; Smartt, H.B. Apparatus for Gas-Metal Arc Deposition. U.S. Patent 5,052,331, 1 October 1991. [Google Scholar]
- Prinz, F.B.; Weiss, L.E. Method and Apparatus for Fabrication of Three-Dimensional Metal Articles by Weld Deposition. U.S. Patent 5,207,371, 4 May 1993. [Google Scholar]
- DIN 6507—Metallic Materials—Vickers hardness test; German Institute for Standardization: Berlin, Germany, 2018.
- Doñate-Buendía, C.; Frömel, F.; Wilms, M.B.; Streubel, R.; Tenkamp, J.; Hupfeld, T.; Nachev, M.; Gökce, E.; Weisheit, A.; Barcikowski, S.; et al. Oxide dispersion-strengthened alloys generated by laser metal deposition of laser-generated nanoparticle-metal powder composites. Mater. Des. 2018, 154, 360–369. [Google Scholar] [CrossRef]
- DIN 50106—Testing of Metallic Materials—Compression Test at Room Temperature; German Institute for Standardization: Berlin, Germany, 2016.
- Shankar, V.; Valsan, M.; Rao, K.B.S.; Mannan, S.L. Effects of temperature and strain rate on tensile properties and activation energy for dynamic strain aging in alloy 625. Metall. Mater. Trans. A 2004, 35, 3129–3139. [Google Scholar] [CrossRef]
- Sundararaman, M.; Kumar, L.; Prasad, G.E.; Mukhopadhyay, P.; Banerjee, S. Precipitation of an intermetallic phase with Pt2Mo-type structure in alloy 625. Metall. Mater. Trans. A 1999, 30, 41–52. [Google Scholar] [CrossRef]
- Gonzalez, J.A.; Mireles, J.; Stafford, S.W.; Perez, M.A.; Terrazas, C.A.; Wicker, R.B. Characterization of Inconel 625 fabricated using powder-bed-based additive manufacturing technologies. J. Mater. Process. Technol. 2019, 264, 200–210. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; De Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process. Technol. 2018, 255, 536–546. [Google Scholar] [CrossRef]
- Poulin, J.-R.; Brailovski, V.; Terriault, P. Long fatigue crack propagation behavior of Inconel 625 processed by laser powder bed fusion: Influence of build orientation and post-processing conditions. Int. J. Fatigue 2018, 116, 634–647. [Google Scholar] [CrossRef]
- Zhang, B.; Bi, G.; Chew, Y.; Wang, P.; Ma, G.; Liu, Y.; Moon, S.K. Comparison of carbon-based reinforcement on laser aided additive manufacturing Inconel 625 composites. Appl. Surf. Sci. 2019, 490, 522–534. [Google Scholar] [CrossRef]
- Cabrini, M.; Lorenzi, S.; Testa, C.; Pastore, T.; Brevi, F.; Biamino, S.; Fino, P.; Manfredi, D.; Marchese, G.; Calignano, F.; et al. Evaluation of corrosion resistance of alloy 625 obtained by laser powder bed fusion. J. Electrochem. Soc. 2019, 166, C3399–C3408. [Google Scholar] [CrossRef]
- Hack, H.; Olig, S.; Knudsen, E.; Link, R.; Beckwith, A.; Arcari, A. Fatigue and corrosion fatigue properties of additive-manufactured Nickel alloy 625 and Ti-6Al-4V. Mater. Perform. Charact. 2018, 7, 20170150. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Area of Pores | Relative Density |
|---|---|---|
| IN625 | 31,682 µm2 | 99.74% ± 0.02% |
| Material | IN625 HB | IN625 HM | IN625 HT | IN625 VB | IN625 VT |
|---|---|---|---|---|---|
| σ0.2% (MPa) | 343 ± 22 | 426 ± 1 | 417 ± 7 | 387 ± 4 | 421 ± 13 |
| σUTS (MPa) | 722 ± 37 | 765 ± 9 | 744 ± 29 | 715 ± 28 | 742 ± 1 |
| εf (10−2) | 52.3 ± 6.8 | 55.6 ± 2.9 | 56.7 ± 5.4 | 60.8 ± 8.9 | 67.9 ± 5.8 |
| Material | RT | 400 °C | 650 °C |
|---|---|---|---|
| σc,p,0.2 (MPa) | 427 ± 4 | 318 ± 12 | 316 ± 6 |
| σc,p,2 (MPa) | 488 ± 5 | 380 ± 14 | 377 ± 5 |
| σc,p,10 (MPa) | 652 ± 24 | 558 ± 24 | 562 ± 15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotzem, D.; Beermann, L.; Awd, M.; Walther, F. Mechanical and Microstructural Characterization of Arc-Welded Inconel 625 Alloy. Materials 2019, 12, 3690. https://doi.org/10.3390/ma12223690
Kotzem D, Beermann L, Awd M, Walther F. Mechanical and Microstructural Characterization of Arc-Welded Inconel 625 Alloy. Materials. 2019; 12(22):3690. https://doi.org/10.3390/ma12223690
Chicago/Turabian StyleKotzem, Daniel, Lucas Beermann, Mustafa Awd, and Frank Walther. 2019. "Mechanical and Microstructural Characterization of Arc-Welded Inconel 625 Alloy" Materials 12, no. 22: 3690. https://doi.org/10.3390/ma12223690
APA StyleKotzem, D., Beermann, L., Awd, M., & Walther, F. (2019). Mechanical and Microstructural Characterization of Arc-Welded Inconel 625 Alloy. Materials, 12(22), 3690. https://doi.org/10.3390/ma12223690