Assessment of Retained Austenite in Fine Grained Inductive Heat Treated Spring Steel

Abstract
:1. Introduction
2. Experimental Material and Methods
2.1. Material
2.2. Neutron Diffraction
2.3. Mössbauer Spectroscopy
2.4. Electron Backscatter Diffraction (EBSD) Analysis
3. Results and Discussion
3.1. Mechanical Properties
3.2. Neutron Diffraction
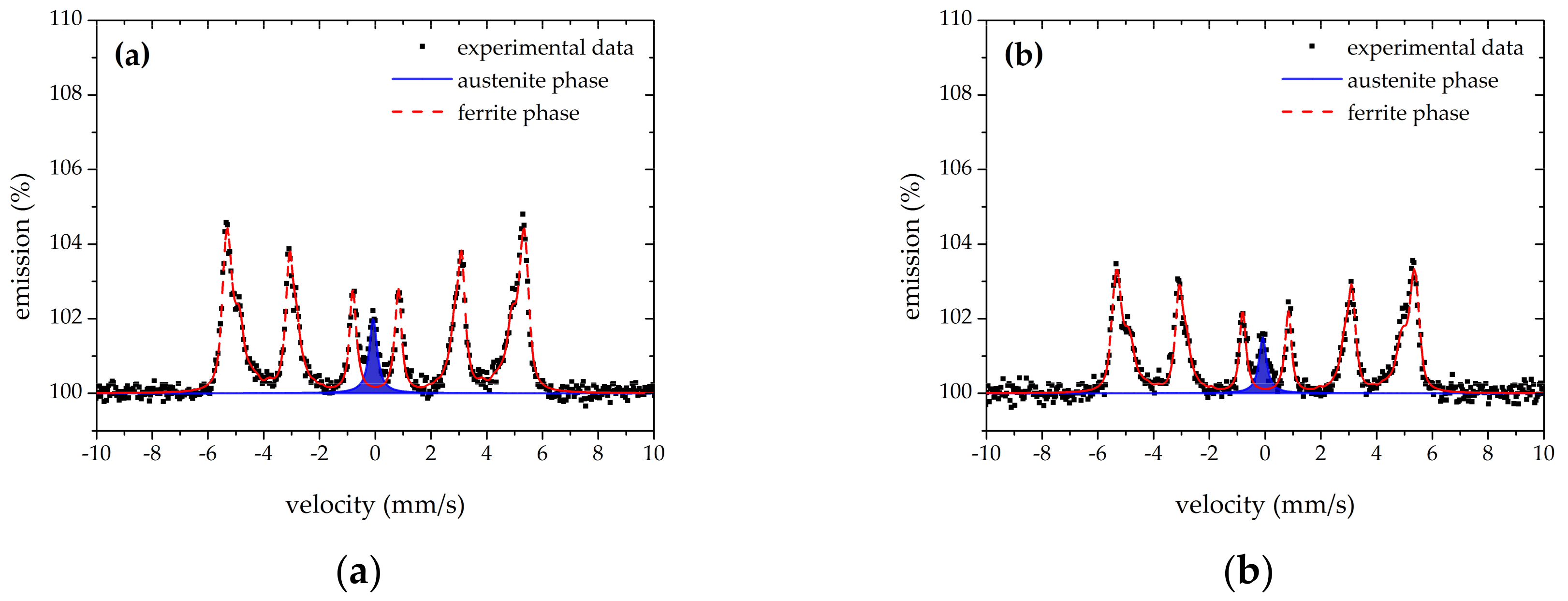
3.3. Mössbauer Spectroscopy
3.4. Electron Backscatter Diffraction (EBSD) Analysis
4. Conclusions
- Neutron diffraction provided the results from the bulk of the material. Depending on the quenching and tempering parameters, the measured amount of the RA was 5.8 (2) % for specimens QT1 and QT2, which did not change significantly from the measured Q1 and Q2 specimens, respectively. The amount of RA for specimens QT3 and QT4 was on average 14.0 (2) % because of the interrupted quenching to 180 °C, in comparison with the quenching to 40 °C for specimens QT1 and QT2. Additionally, RA was proven to distribute in the core area of the specimens due to the fast inductive heat treatment, which provides a lower transformation speed in the core area of the specimens in comparison with the surface layer.
- Backscattering the Mössbauer spectroscopy, a commercial newly developed method of RA assessment, provided the results from a polished cross-section surface (depth up to 1–20 µm from the surface) and showed a correlation with the neutron diffraction within the scatter range (see Table 4). Mössbauer spectroscopy also confirmed the excessive amount of RA in the core area of the specimens.
- The EBSD analysis is usually applied in order to describe the phase distribution in the microstructure, and this study deals with the limitations of this method. Although, the average amount of indexed points was 70–80%, the FCC phase was not resolved, which allowed the prediction of the ultra-fine RA films in the microstructure.
- Due to higher content of silicon, RA was stabilized in the microstructure after tempering, which was confirmed by the results of both the neutron diffraction and Mössbauer spectroscopy, and the ultra-fine RA films around the martensitic phase were predicted by the EBSD method.
- Although stabilized RA did not deteriorate the ductility and plasticity of the inductive quenched and tempered specimens QT1 and QT3, a high amount of the soft FCC phase reduced the tensile strength and hardness of the heat-treated steel. Hence, the suggested interrupted quenching for specimen QT3 was found to not be reliable for the production of inductive heat-treated spring steel with advanced properties and a UTS above 2100 N/mm2.
- The differences in mechanical properties of the specimens QT after the heat treatment were explained not only based on the amount of RA, but also based on the µ-strain in the BCC and FCC phases measured by neutron diffraction. Specimen QT1 had the best combination of strength and plasticity due to a higher amount of martensite in the structure (after quenching to 40 °C) and sufficient tempering (460 °C), which contributed to the increase of the tensile strength and decrease of the µ-strain, especially in the core area, respectively. Lower tempering temperatures lead to higher µ-strain values and they support the brittle fracture.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kocich, R.; Kunčická, L.; Král, P.; Strunz, P. Characterization of innovative rotary swaged Cu-Al clad composite wire conductors. Mater. Design. 2018, 160, 828–835. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Dvořák, K.; Macháčková, A. Rotary swaged laminated Cu-Al composites: Effect of structure on residual stress and mechanical and electric properties. Mater. Sci. Eng. A. 2019, 742, 743–750. [Google Scholar] [CrossRef]
- Naizabekov, A.B.; Andreyachshenko, V.A.; Kocich, R. Study of deformation behavior, structure and mechanical properties of the AlSiMnFe alloy during ECAP-PBP. Micron. 2013, 44, 210–217. [Google Scholar] [CrossRef] [PubMed]
- Bobeth, S.; Matthies, E. New opportunities for electric car adoption: the case of range myths, new forms of subsidies, and social norms. Energy Effic. 2018, 11, 1763–1782. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Kursab, M. FEA of plastic flow in AZ63 alloy during ECAP process. Acta. Phys. Pol. A. 2012, 122, 581–587. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Ryukhtin, V.; Cullen, J.C.T.; Lavery, N.P. Study of structure of naturally aged aluminium after twist channel angular pressing. Mater. Charact. 2019, 152, 94–100. [Google Scholar] [CrossRef] [Green Version]
- Kocich, R.; Macháčková, A.; Fojtík, F. Comparison of strain and stress conditions in conventional and ARB rolling processes. Int. J. Mech. Sci. 2012, 64, 54–61. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Hervoches, C.; Macháčková, A. Study of structure and residual stresses in cold rotary swaged tungsten heavy alloy. Mater. Sci. Eng. A. 2017, 704, 25–31. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Dohnalík, D.; Macháčková, A.; Šofer, M. Cold rotary swaging of a tungsten heavy alloy: Numerical and experimental investigations. Int. J. Refract. Met. Hard Mater. 2016, 61, 264–272. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A.; Šofer, M. Improvement of mechanical and electrical properties of rotary swaged Al-Cu clad composites. Mater. Design. 2017, 123, 137–146. [Google Scholar] [CrossRef]
- Varshney, A.; Sangal, S.; Kundu, S.; Mondal, K. Super strong and highly ductile low alloy multiphase steels consisting of bainite, ferrite and retained austenite. Mater. Design. 2016, 95, 75–88. [Google Scholar] [CrossRef]
- Hofer, C.; Winkelhofer, F.; Clemens, H.; Primig, S. Morphology change of retained austenite during austempering of carbide-free bainitic steel. Mater. Sci. Eng. A. 2016, 664, 236–246. [Google Scholar] [CrossRef]
- Paravicini Bagliani, E.; Santofimia, M.J.; Zhao, L.; Sietsma, J.; Anelli, E. Microstructure, tensile and toughness properties after quenching and partitioning treatments of a medium-carbon steel. Mater. Sci. Eng. A. 2013, 559, 486–495. [Google Scholar] [CrossRef]
- De Diego-Calderón, I.; Sabirov, I.; Molina-Aldareguia, J.M.; Föjer, C.; Thiessen, R.; Petrov, R.H. Microstructural design in quenched and partitioned (Q&P) steels to improve their fracture properties. Mater. Sci. Eng. A. 2016, 657, 136–146. [Google Scholar]
- Gao, G.; Zhang, B.; Cheng, C.; Zhao, P.; Zhang, H.; Bai, B. Very high cycle fatigue behaviors of bainite/martensite multiphase steel treated by quenching-partitioning-tempering process. Int. J. Fatigue. 2016, 92, 203–210. [Google Scholar] [CrossRef]
- Luo, P.; Gao, G.; Zhang, H.; Tan, Z.; Misra, R.D.K.; Bai, B. On structure-property relationship in nanostructured bainitic steel subjected to the quenching and partitioning process. Mater. Sci. Eng. A. 2016, 661, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Guia, X.; Gaoa, G.; Guoa, H.; Zhaoa, F.; Tana, Z.; Bai, B. Effect of bainitic transformation during BQ & P process on the mechanical properties in an ultrahigh strength Mn-Si-Cr-C steel. Mater. Sci. Eng. A. 2017, 684, 598–605. [Google Scholar]
- HajyAkbary, F.; Sietsma, J.; Miyamoto, G.; Kamikawa, N.; Petrov, R.H.; Furuhara, T.; Santofimia, M.J. Analysis of the mechanical behavior of a 0.3C-1.6Si-3.5Mn (wt%) quenching and partitioning steel. Mater. Sci. Eng. A. 2016, 667, 505–514. [Google Scholar] [CrossRef]
- Hao, Q.; Qin, S.; Liu, Y.; Zuo, X.; Chen, N.; Huang, W.; Rong, Y. Effect of retained austenite on the dynamic tensile behavior of a novel quenching-partitioning-tempering martensitic steel. Mater. Sci. Eng. A. 2016, 662, 16–25. [Google Scholar] [CrossRef]
- Horn, R.M.; Ritchie, R.O. Mechanism of tempered martensite embrittlement in low alloy steels. Metal. Trans. A 1978, 9, 1039–1053. [Google Scholar] [CrossRef]
- Lan, H.F.; Du, L.X.; Li, Q.; Qiu, C.L.; Li, J.P.; Misra, R.D.K. Improvement of strength-toughness combination in austempered low carbon bainitic steel: The key role of refining prior austenite grain size. J. Alloy. Compd. 2017, 710, 702–710. [Google Scholar] [CrossRef]
- DeArdo, A.J.; Garcia, C.I.; Palmiere, E.J. Thermomechanical Processing of Steels. In ASM Handbook, Vol 4: Heat Treating, 3rd ed.; ASM International: Geauga County, OH, USA, 1991; pp. 237–255. [Google Scholar]
- Zahng, C.; Liu, Y.; Jiang, C.; Xiao, J. Effect of niobium and vanadium on hydrogen-induced delayed fracture in high strength spring steel. J. Iron Steel Res. Int. 2011, 18, 49–53. [Google Scholar] [CrossRef]
- Yu, Q.; Sun, Y. Abnormal growth of austenite grain of low-carbon steel. Mater. Sci. Eng. A 2006, 420, 34–38. [Google Scholar] [CrossRef]
- Yang, G.; Sun, X.; Li, Z.; Li, X.; Yong, O. Effects of vanadium on the microstructure and mechanical properties of a high strength low alloy martensite steel. Mater. Design. 2013, 50, 102–107. [Google Scholar] [CrossRef]
- Moropoulos, S.; Karagiannis, S.; Ridley, N. The effect of austenitising temperature on prior austenite grain size in low-alloyed steel. Mater. Sci. Eng. A. 2008, 483–484, 735–739. [Google Scholar] [CrossRef]
- Muszka, K.; Hodgson, P.D.; Majta, J. Study of the effect of grain size on the dynamic mechanical properties of microalloyed steels. Mater. Sci. Eng. A 2009, 500, 25–33. [Google Scholar] [CrossRef]
- Canale, L.C.F.; Totten, G.E. Steel heat treatment failures due to quenching. In Failure Analysis of Heat Treated Components, 1st ed.; Canale, L.C.F., Mesquita, R.A., Totten, G.E., Eds.; ASM International: Geauga County, OH, USA, 2008; pp. 255–284. [Google Scholar]
- Kobasko, N.; Aronov, M.; Powell, J.; Vanas, J. Intensive Quenching of Steel Parts: Equipment and Method. In Proceedings of the 7th IASME/WSEAS International Conference on Health Transfer, Thermal Engineering and Environment, Moscow, Russia, 20–22 August 2009. [Google Scholar]
- Neutron Diffraction Experiments on MEREDIT Instrument. Available online: http://www.xray.cz/xray/csca/kol2010/abst/beran.htm (accessed on 16 October 2019).
- Mikula, P. Past and Present Status of Neutron Scattering at the Research Reactor in Řež. Mater. Struct. 2006, 13, 51–62. [Google Scholar]
- Rodrıguez-Carvajal, J. Recent advances in magnetic structure determination by neutron powder diffraction. Phys. B 1993, 192, 55–69. [Google Scholar] [CrossRef]
- Greenwood, N.N.; Gibb, T.C. Mössbauer Spectroscopy; Springer: Amsterdam, The Netherlands, 1971; pp. 1–76. [Google Scholar]
- Vértes, A.; Korecz, L.; Burger, K. Mössbauer Spectroscopy; Elsevier Scientific Pub. Co.: Amsterdam, The Netherlands, 1979; pp. 34–52. [Google Scholar]
- Gütlich, P.; Bill, E.; Trautwein, A.X. Mössbauer Spectroscopy and Transition Metal Chemistry: Fundamentals and Applications; Springer: Berlin, Germany, 2011; pp. 73–135. [Google Scholar]
- Danon, J. Lectures on the Mössbauer Effect; Gordon and Breach: New York, NY, USA, 1968; pp. 66–104. [Google Scholar]
- Pechousek, J.; Kouril, L.; Novak, P.; Kaslik, J.; Navarik, J. Austenitemeter – spectrometer for rapid determination of residual austenite in steels. Measurement 2019, 131, 671–676. [Google Scholar] [CrossRef]
- Klencsár, Z.; Kuzmann, E.; Vértes, A. User-friendly software for Mössbauer spectrum analysis. J. Radioanal. Nucl. Chem. 1996, 210, 105–118. [Google Scholar] [CrossRef]
- Vatavuk, J.; Canale, L.C.F. Steel failures due to tempering and isothermal heat treatment. In Failure Analysis of Heat Treated Components, 1st ed.; Canale, L.C.F., Mesquita, R.A., Totten, G.E., Eds.; ASM International: Geauga County, OH, USA, 2008; pp. 285–309. [Google Scholar]
- Yu, D.; Chen, Y.; Huang, L.; An, K. Tracing phase transformation and lattice evolution in a TRIP sheet steel under high-temperature annealing by real-time in situ neutron diffraction. Crystals 2018, 131, 360. [Google Scholar] [CrossRef] [Green Version]
- Harjo, S.; Kawasaki, T.; Gong, W.; Aizawa, K. Dislocation characteristics in lath martensitic steel by neutron diffraction. J. Phys. Conf. Ser. 2016, 476, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Varga, I.; Kuzmann, E.; Vértes, A. Kinetics of a-c phase transition of Fe-12Cr-4Ni Alloy aged between 500–650 °C. Hyperfine Interact. 1998, 112, 169–174. [Google Scholar] [CrossRef]
- Schwartzendruber, L.J.; Bennett, L.H.; Schoefer, E.A.; Delong, W.T.; Campbell, H.C. Mössbauer-effect examination of ferrite in stainless steel welds and castings. Welding Res. Suppl. 1974, 53, 1–12. [Google Scholar]
- Jha, B.K.; Mishra, N.S. Microstructural evolution during tempering of a multiphase steel containing retained austenite. Mater. Sci. Eng. A 1999, 263, 42–55. [Google Scholar] [CrossRef]
- Besoky, J.I.; Danon, C.A.; Ramos, C.P. Retained austenite phase detected by Mössbauer spectroscopy in ASTM A335 P91 steel submitted to continuous cooling cycles. J. Mater. Res. Technol. 2019, 8, 1888–1896. [Google Scholar] [CrossRef]
- Pierce, D.T.; Coughlin, D.R.; Williamson, D.L.; Clarke, K.D.; Clarke, A.J.; Speer, J.G.; De Moor, E. Characterization of transition carbides in quench and partitioned steel microstructures by Mössbauer spectroscopy and complementary techniques. Acta. Mater. 2015, 90, 417–430. [Google Scholar] [CrossRef] [Green Version]
- Uwakweh, O.N.C.; Bauer, J.P.; Génin, J.-M.R. Mössbauer Study of the Distribution of Carbon Interstitials in Iron Alloys and the Isochronal Kinetics of the Aging of Martensite: The Clustering-Ordering Synergy. Metal. Trans. A 1900, 21, 589–602. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | Cr | V | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.560 | 0.580 | 1.400 | 0.570 | 0.150 | 0.024 | 0.002 | balanced |
| Specimen | Austenitization Temperature, °C | Temperature after Quenching, °C | Tempering Temperature, °C |
|---|---|---|---|
| Q1 | 850 | 40 | - |
| Q2 | 850 | 40 | - |
| Q3 | 850 | 180 | - |
| Q4 | 850 | 180 | - |
| QT1 | 850 | 40 | 460 |
| QT2 | 850 | 40 | 420 |
| QT3 | 850 | 180 | 460 |
| QT4 | 850 | 180 | 300 |
| Specimen | Ultimate Tensile Strength, N/mm2 | Reduction of Area, % | Average Hardness Value, Method HV1 |
|---|---|---|---|
| Q1 | - | - | 864 |
| Q2 | - | - | 862 |
| Q3 | - | - | 780 |
| Q4 | - | - | 788 |
| QT1 | 2114 | 35 | 635 |
| QT2 | 2176 | 19 | 653 |
| QT3 | 1815 | 36 | 580 |
| QT4 | 1699 | 0 | 692 |
| Specimen | RA ± 1.00*, % | δ ± 0.02, mm/s | LW ± 0.05, mm/s | RA Measured by Neutron Diffraction, % |
|---|---|---|---|---|
| Q1 bulk | 7.10 | −0.07 | 0.35 | 5.81 ± 0.16 |
| Q1 rim | 6.70 | −0.09 | 0.33 | |
| Q2 bulk | 6.80 | −0.09 | 0.40 | 5.48 ± 0.16 |
| Q2 rim | 6.20 | −0.10 | 0.37 | |
| Q3 bulk | 8.60 | −0.07 | 0.35 | 7.73 ± 0.16 |
| Q3 rim | 8.40 | −0.05 | 0.31 | |
| Q4 bulk | 8.60 | 0.02 | 0.39 | 7.22 ± 0.15 |
| Q4 rim | 8.40 | −0.06 | 0.33 | |
| QT1 bulk | 6.80 | −0.14 | 0.49 | 5.76 ± 0.17 |
| QT1 rim | 6.10 | −0.13 | 0.55 | |
| QT2 bulk | 6.80 | −0.12 | 0.41 | 5.91 ± 0.15 |
| QT2 rim | 3.40 | −0.15 | 0.26 | |
| QT3 bulk | 12.70 | −0.12 | 0.44 | 14.13 ± 0.18 |
| QT3 rim | 9.40 | −0.11 | 0.39 | |
| QT4 bulk | 14.10 | −0.12 | 0.44 | 13.77 ± 0.19 |
| QT4 rim | 12.60 | −0.13 | 0.37 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Olina, A.; Píška, M.; Petrenec, M.; Hervoches, C.; Beran, P.; Pechoušek, J.; Král, P. Assessment of Retained Austenite in Fine Grained Inductive Heat Treated Spring Steel. Materials 2019, 12, 4063. https://doi.org/10.3390/ma12244063
Olina A, Píška M, Petrenec M, Hervoches C, Beran P, Pechoušek J, Král P. Assessment of Retained Austenite in Fine Grained Inductive Heat Treated Spring Steel. Materials. 2019; 12(24):4063. https://doi.org/10.3390/ma12244063
Chicago/Turabian StyleOlina, Anna, Miroslav Píška, Martin Petrenec, Charles Hervoches, Přemysl Beran, Jiří Pechoušek, and Petr Král. 2019. "Assessment of Retained Austenite in Fine Grained Inductive Heat Treated Spring Steel" Materials 12, no. 24: 4063. https://doi.org/10.3390/ma12244063
APA StyleOlina, A., Píška, M., Petrenec, M., Hervoches, C., Beran, P., Pechoušek, J., & Král, P. (2019). Assessment of Retained Austenite in Fine Grained Inductive Heat Treated Spring Steel. Materials, 12(24), 4063. https://doi.org/10.3390/ma12244063