Barkhausen Noise Emission in Hard-Milled Surfaces


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
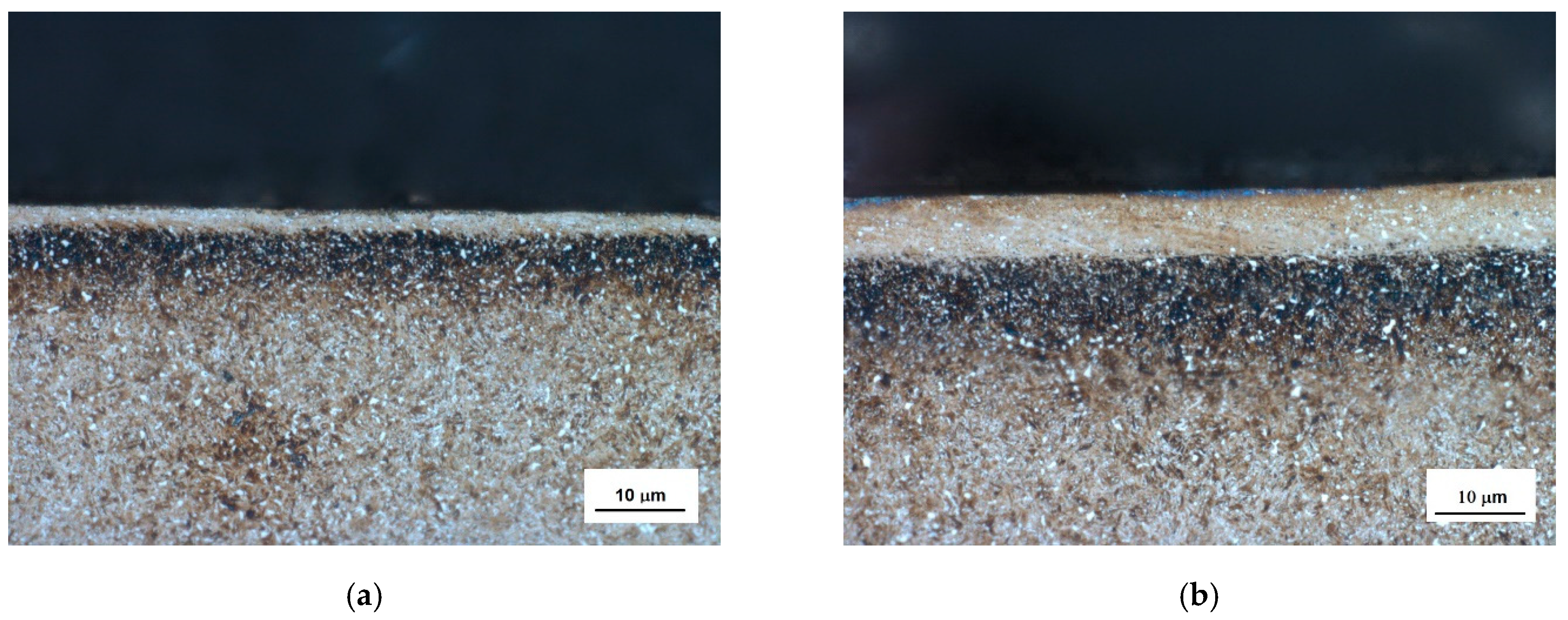
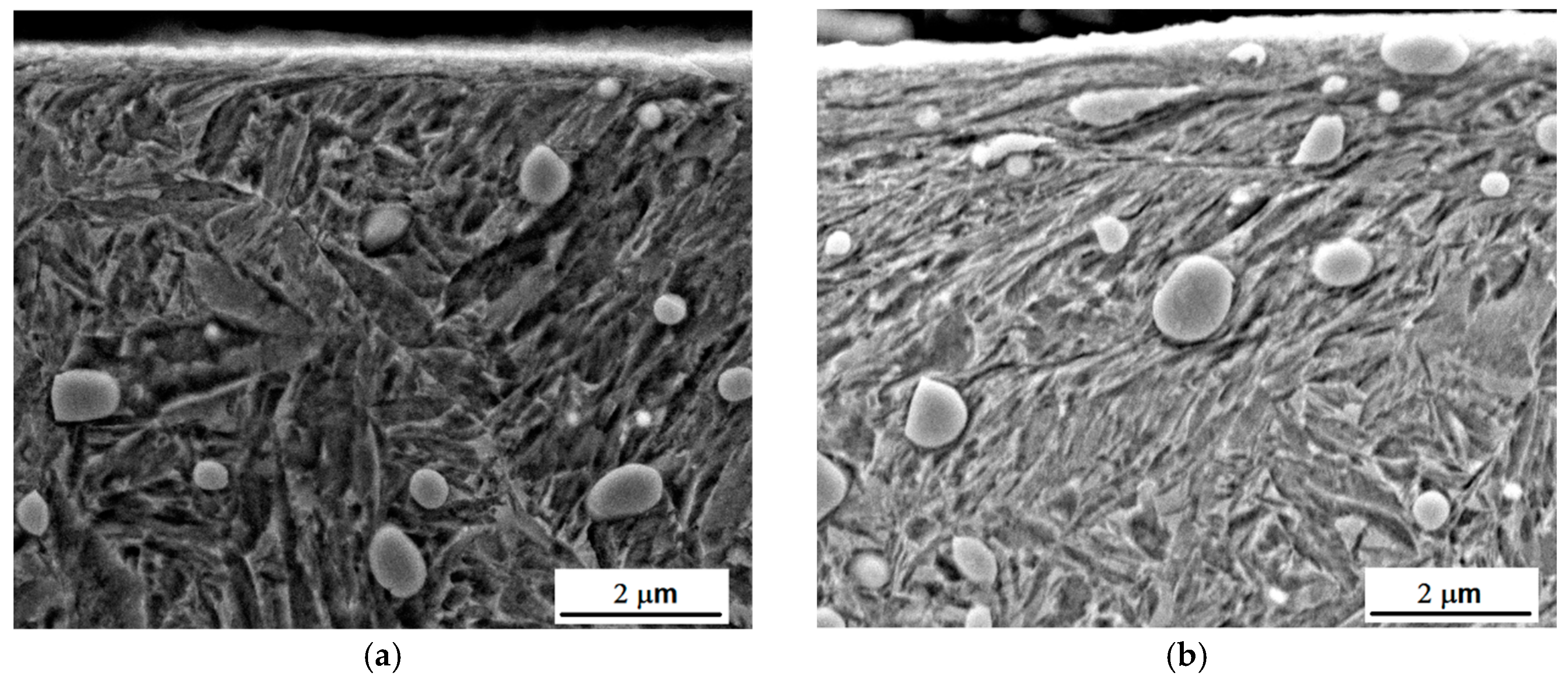
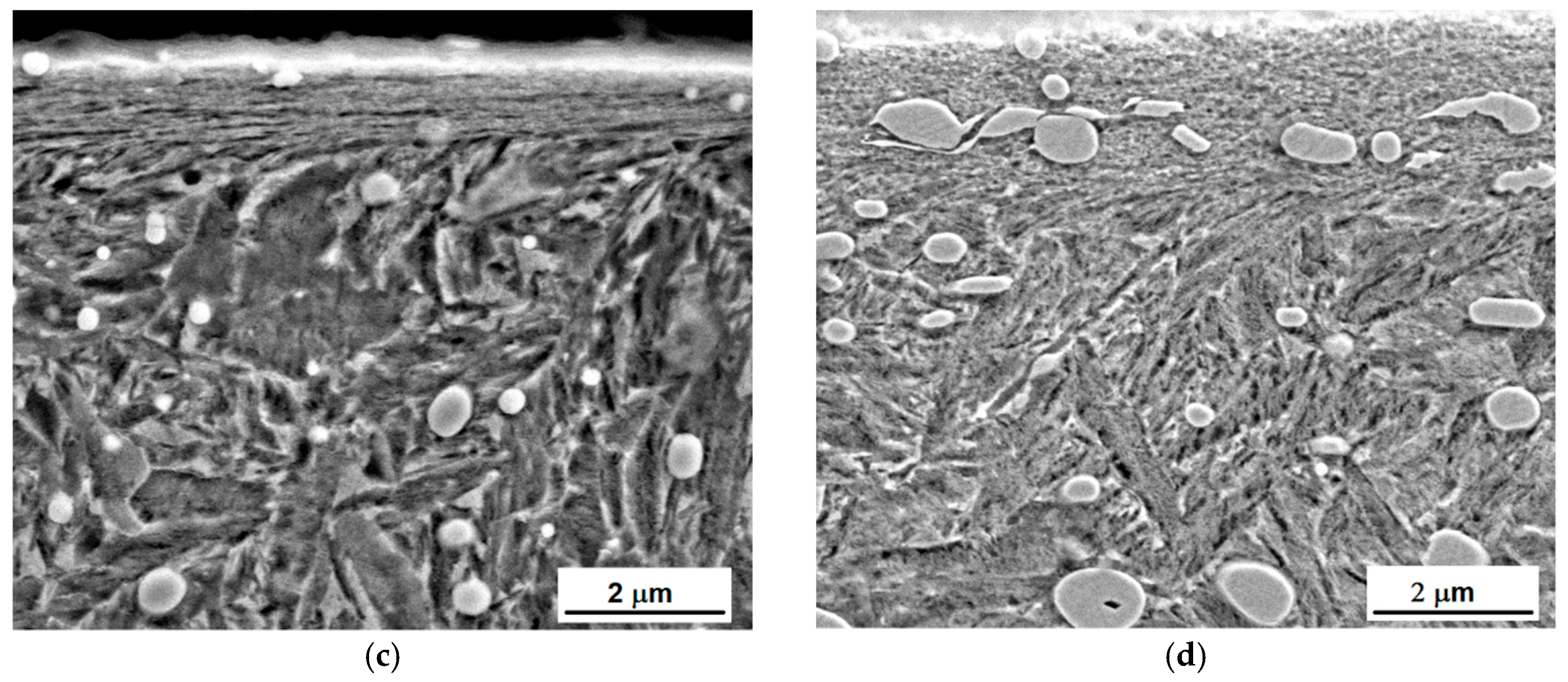
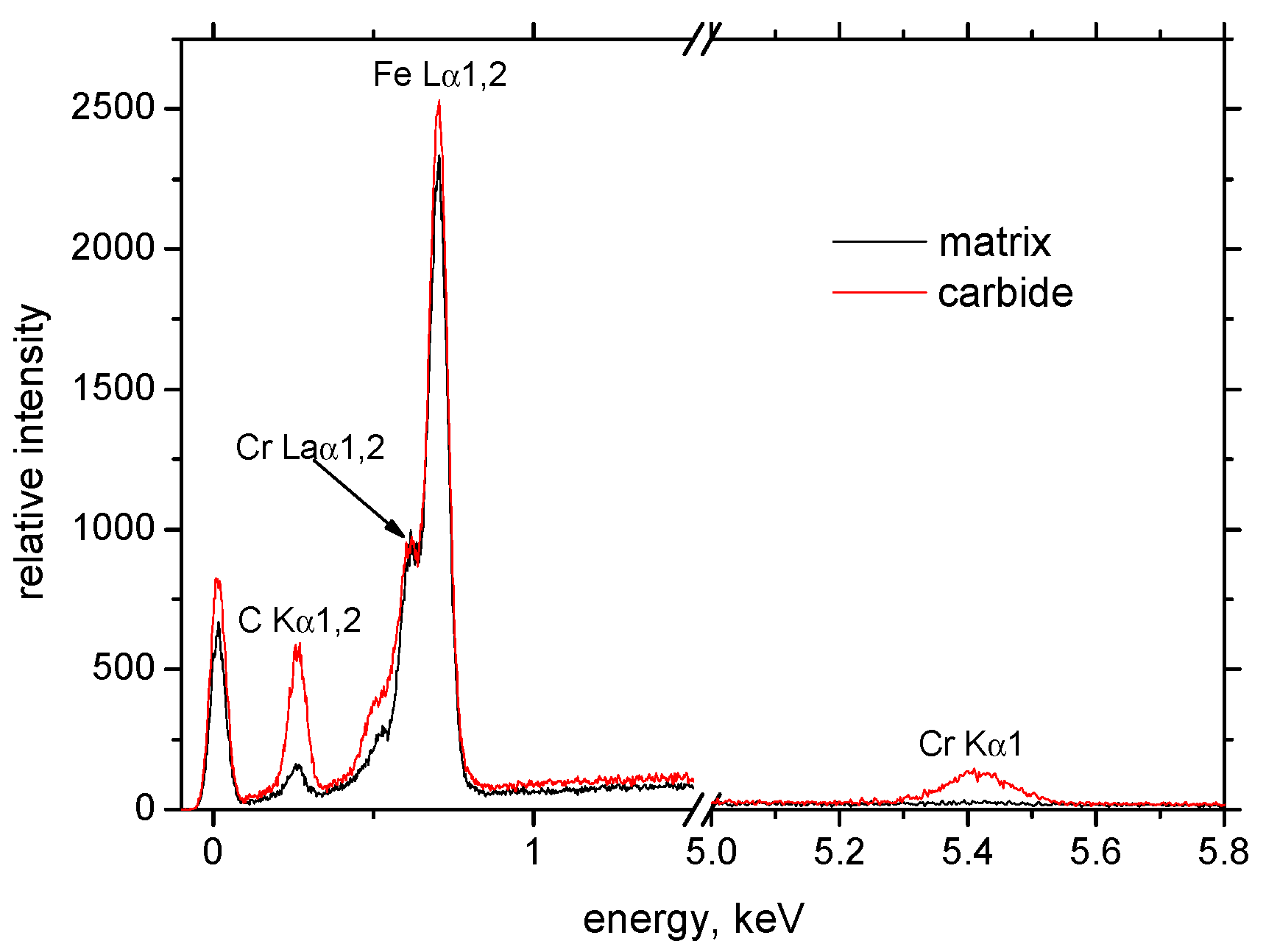
3.1. Metallographic and SEM Observations
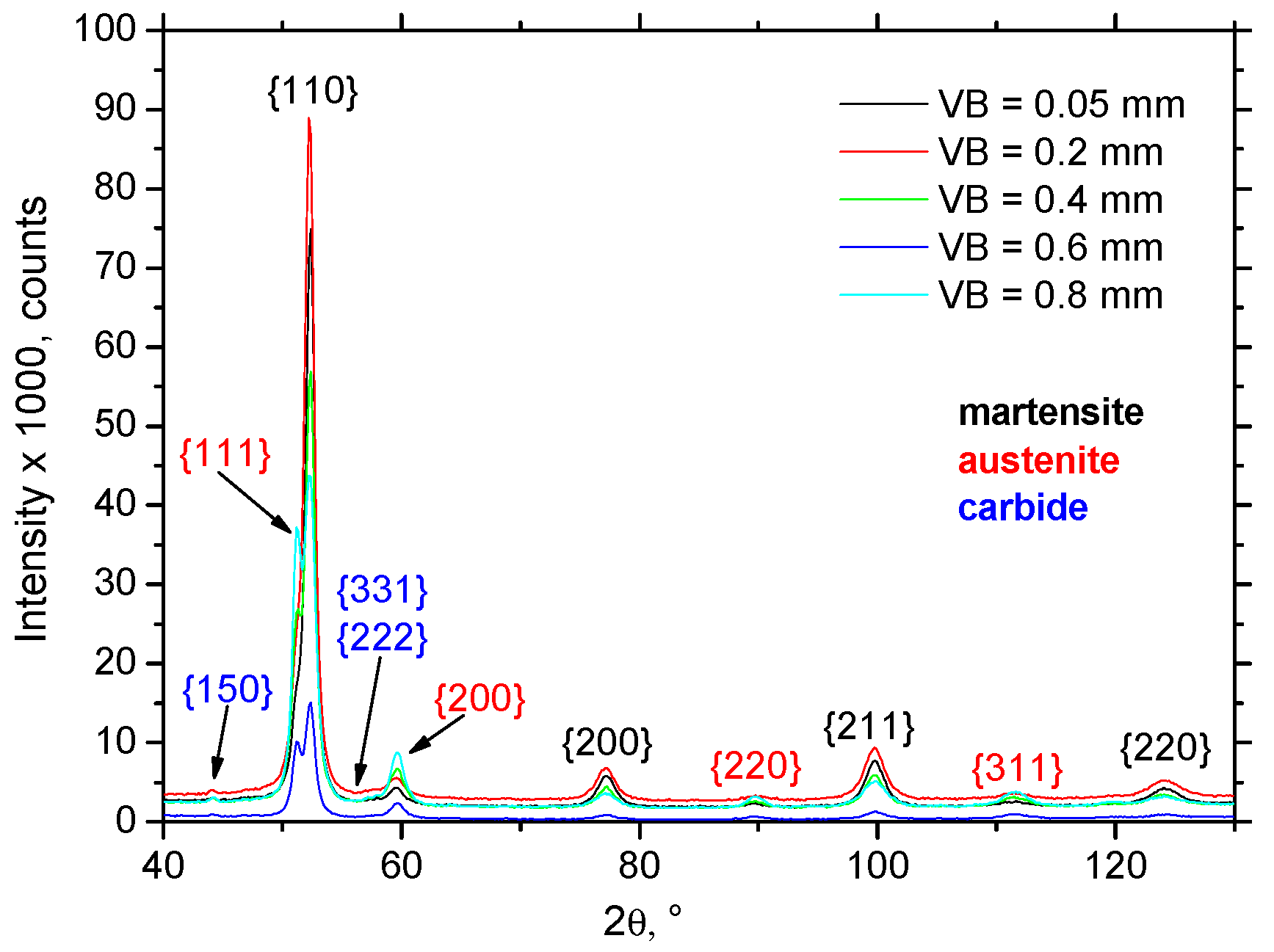
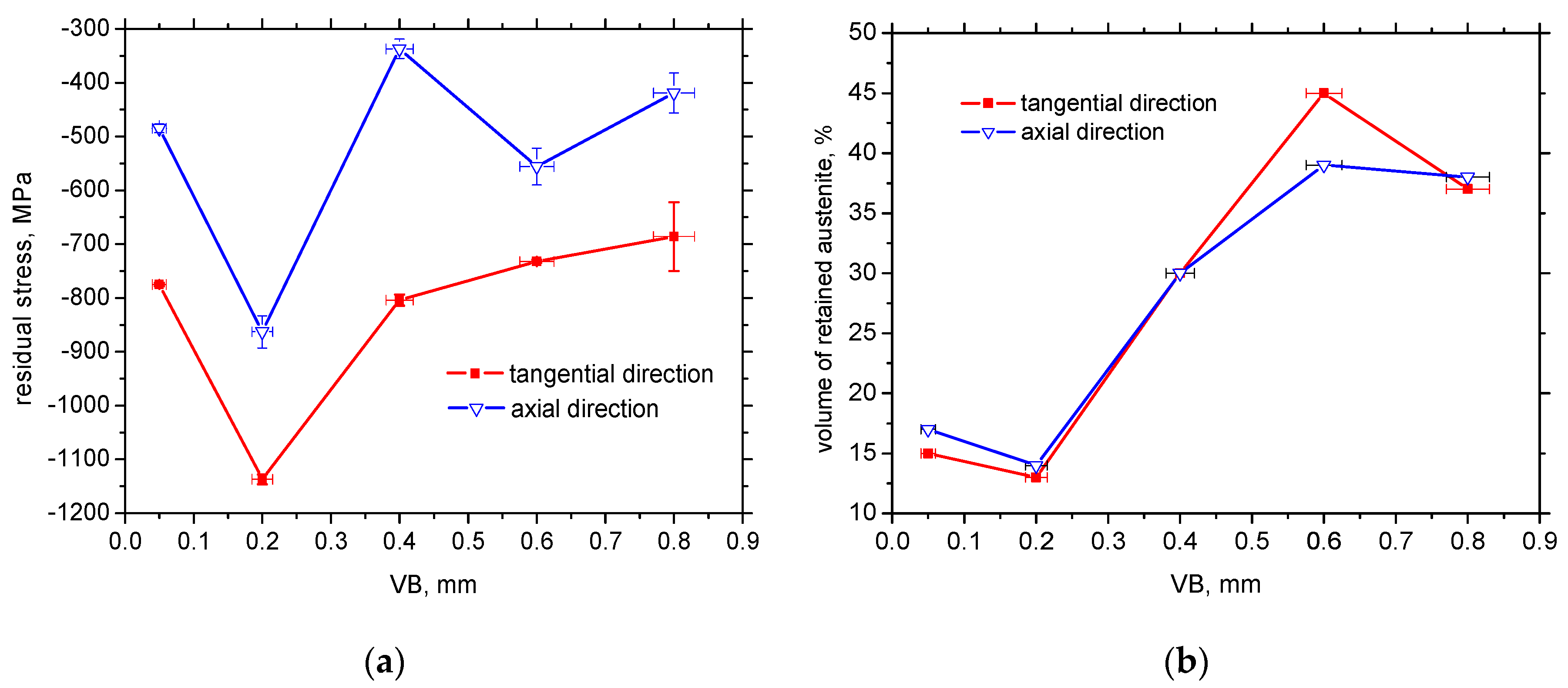
3.2. XRD Measurements
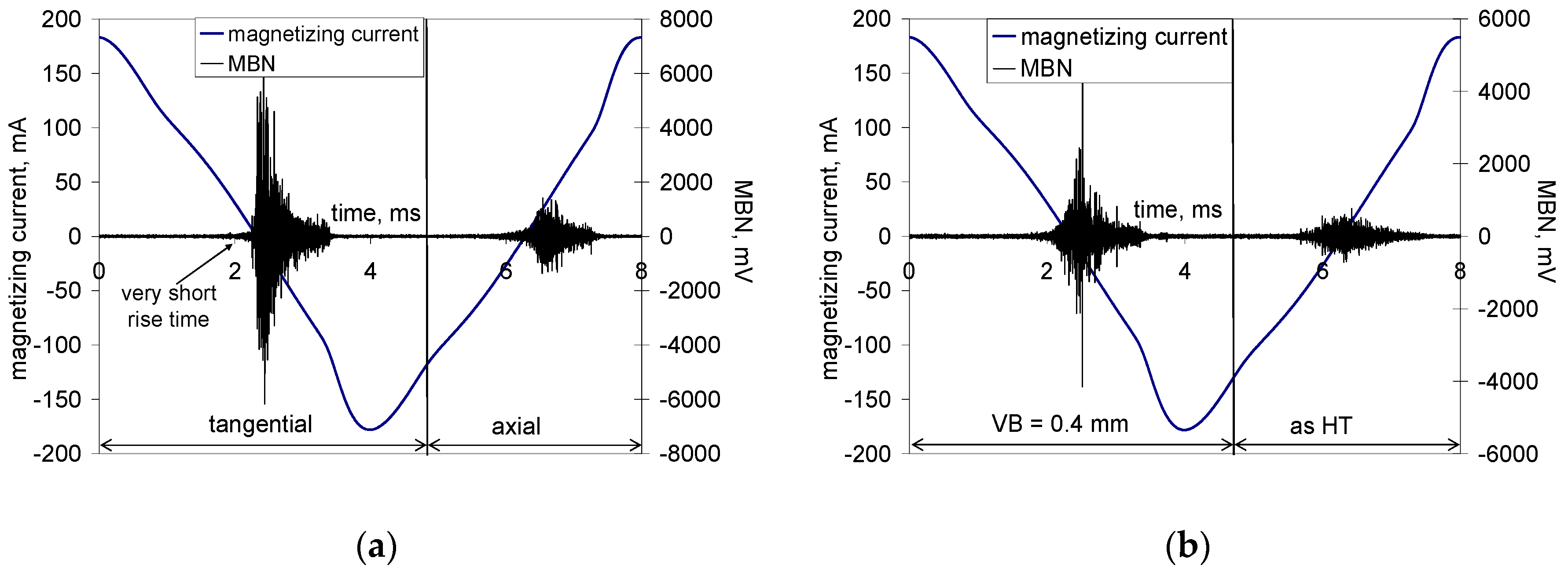
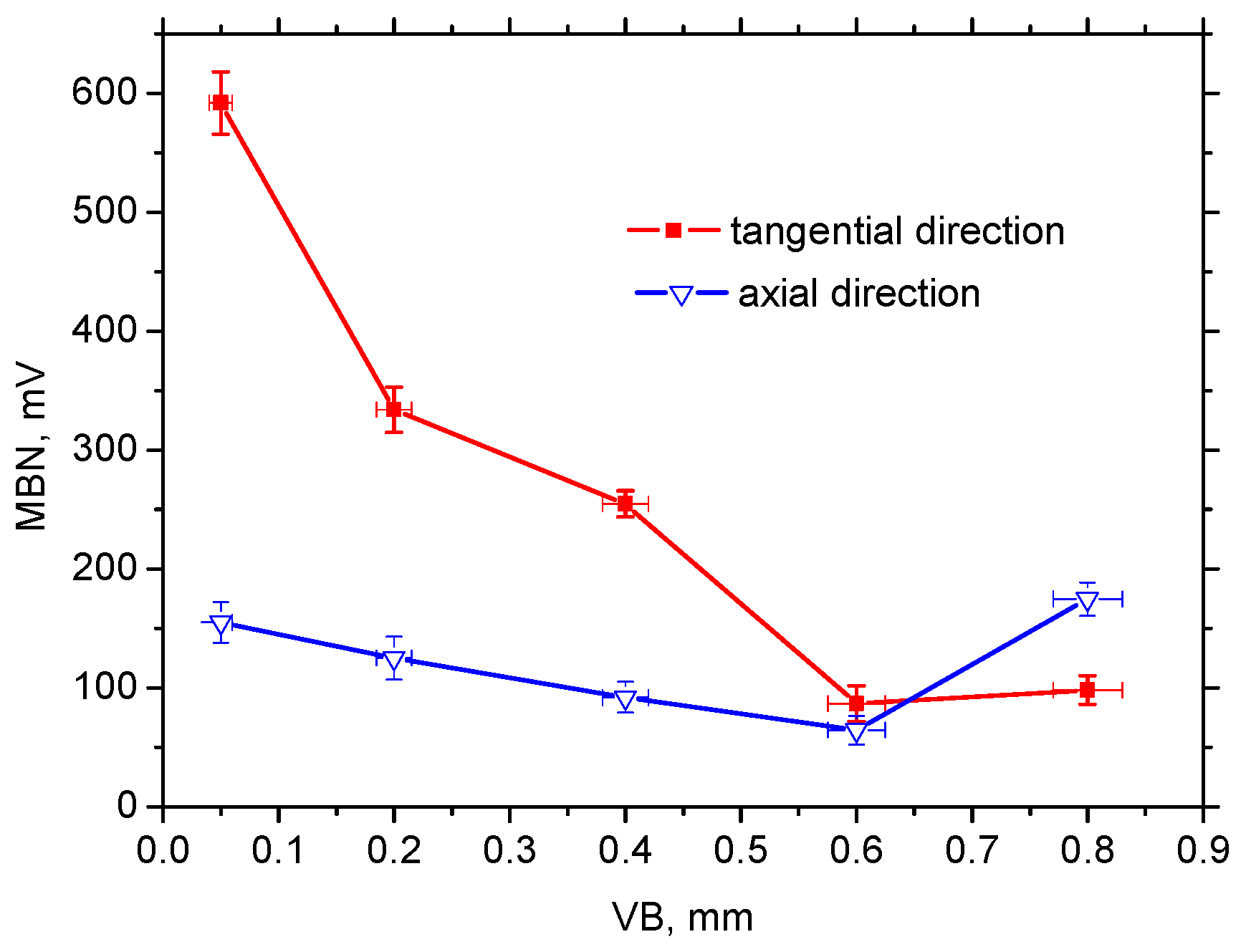
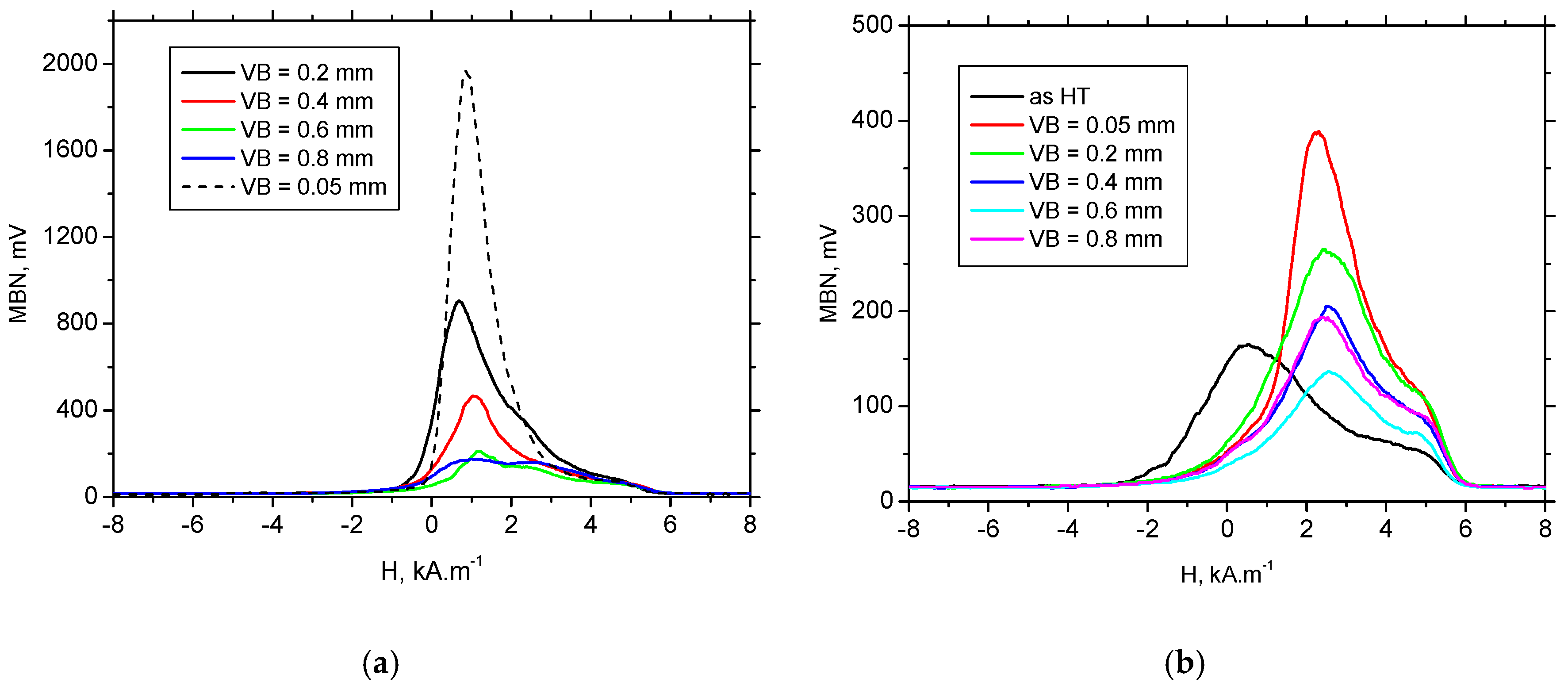
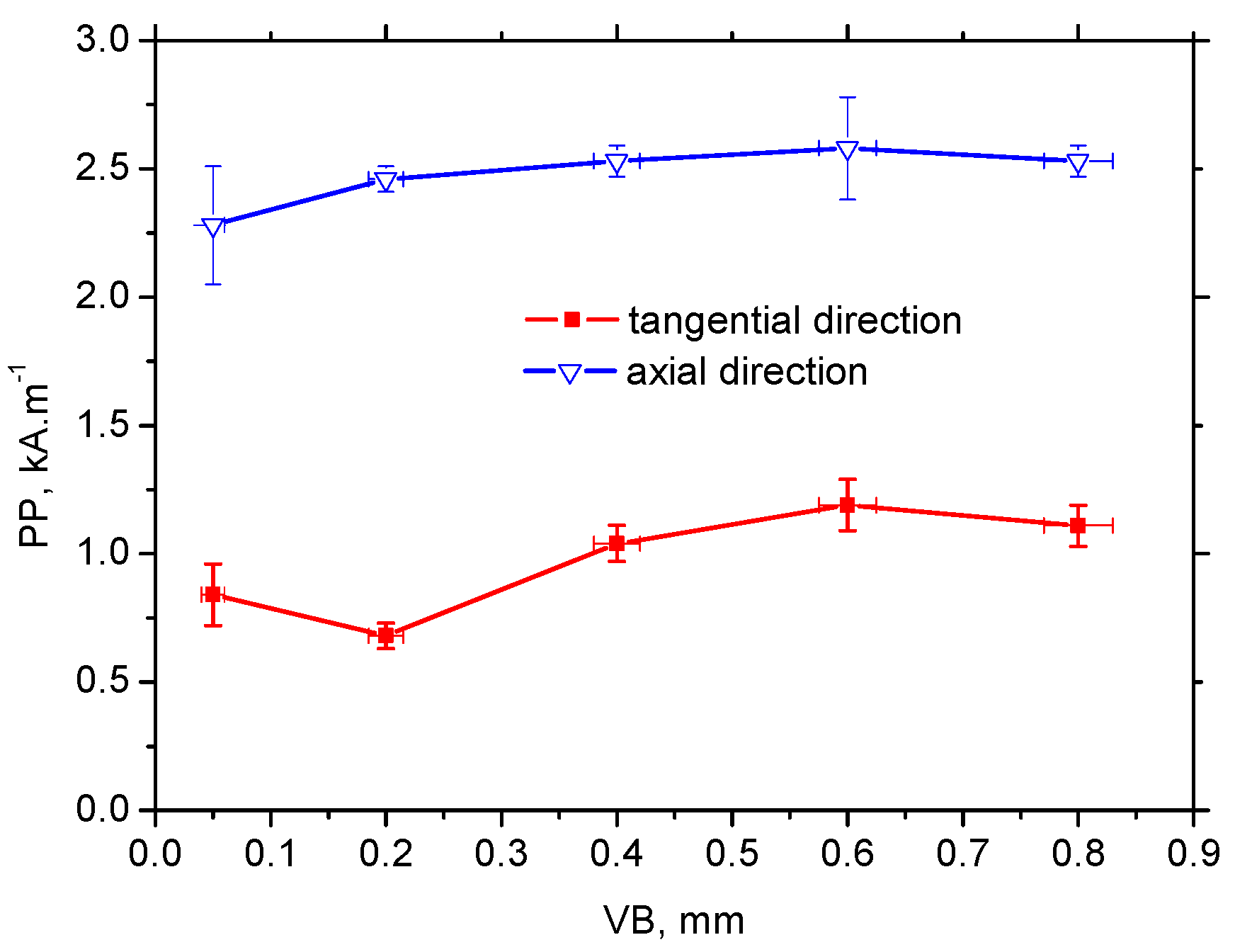
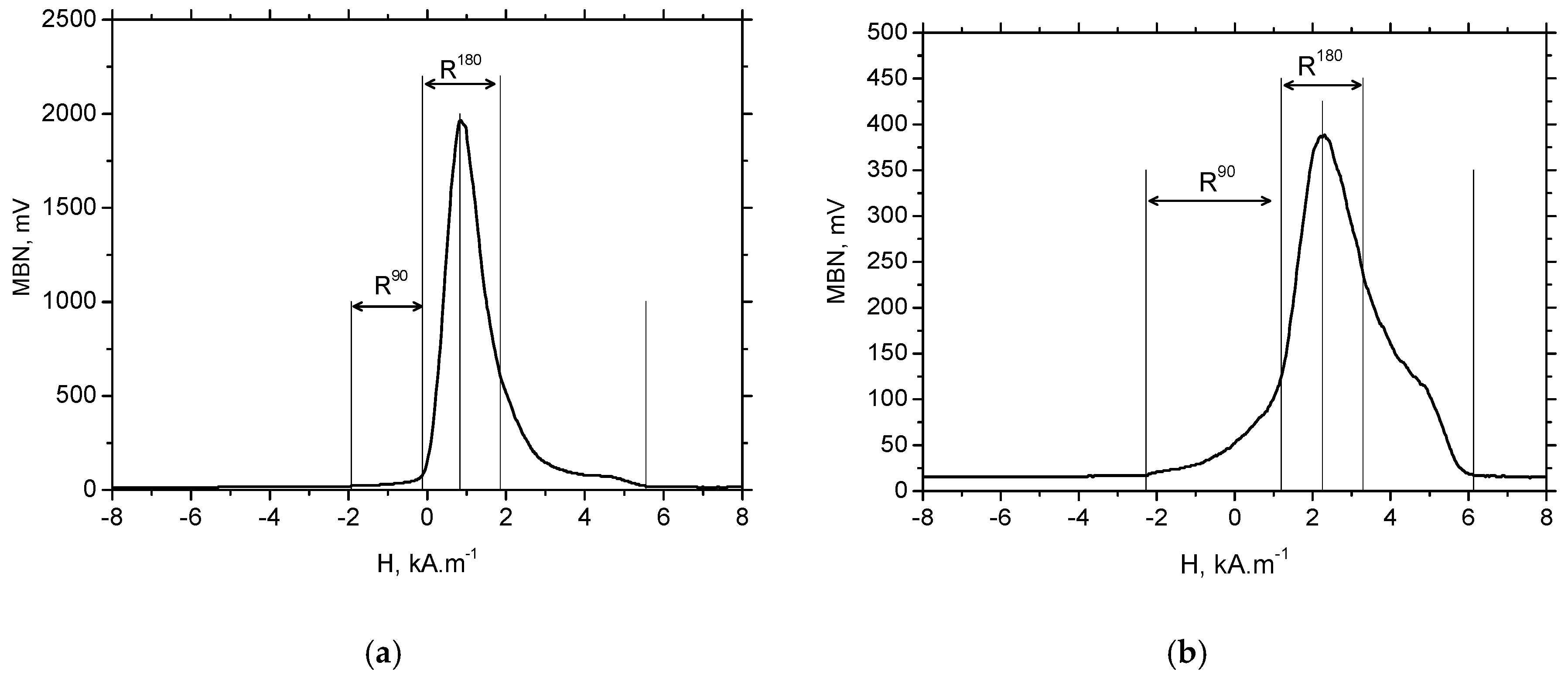
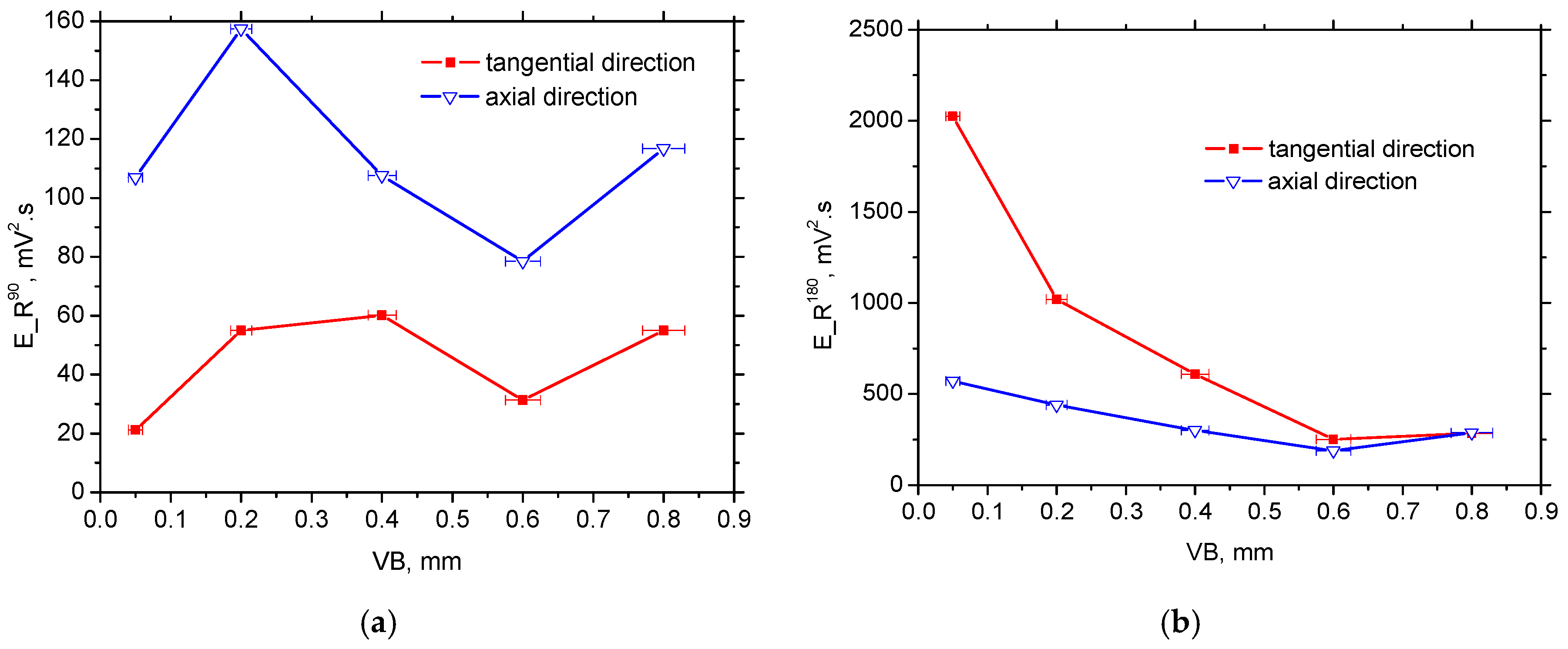
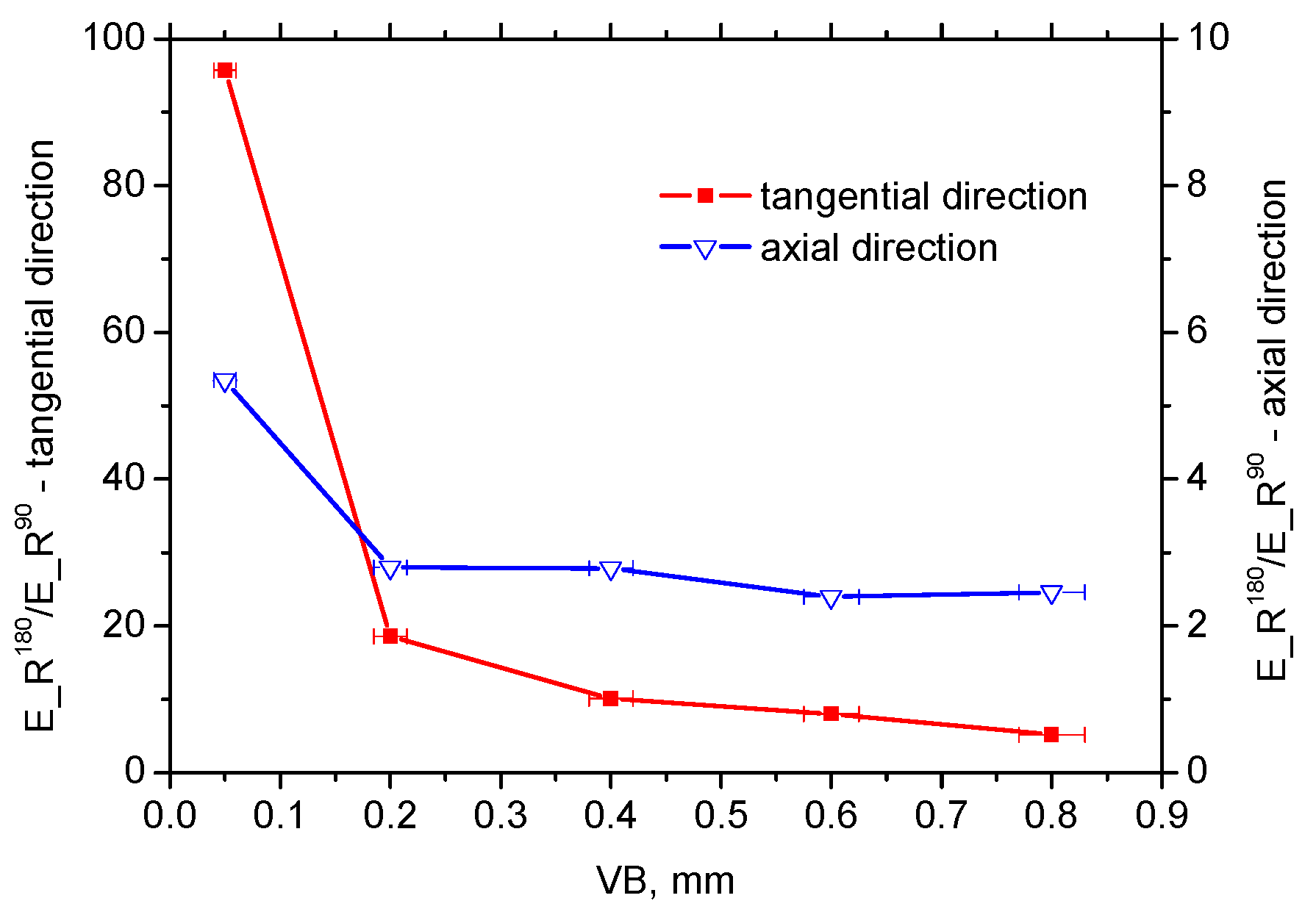
3.3. MBN Measurements
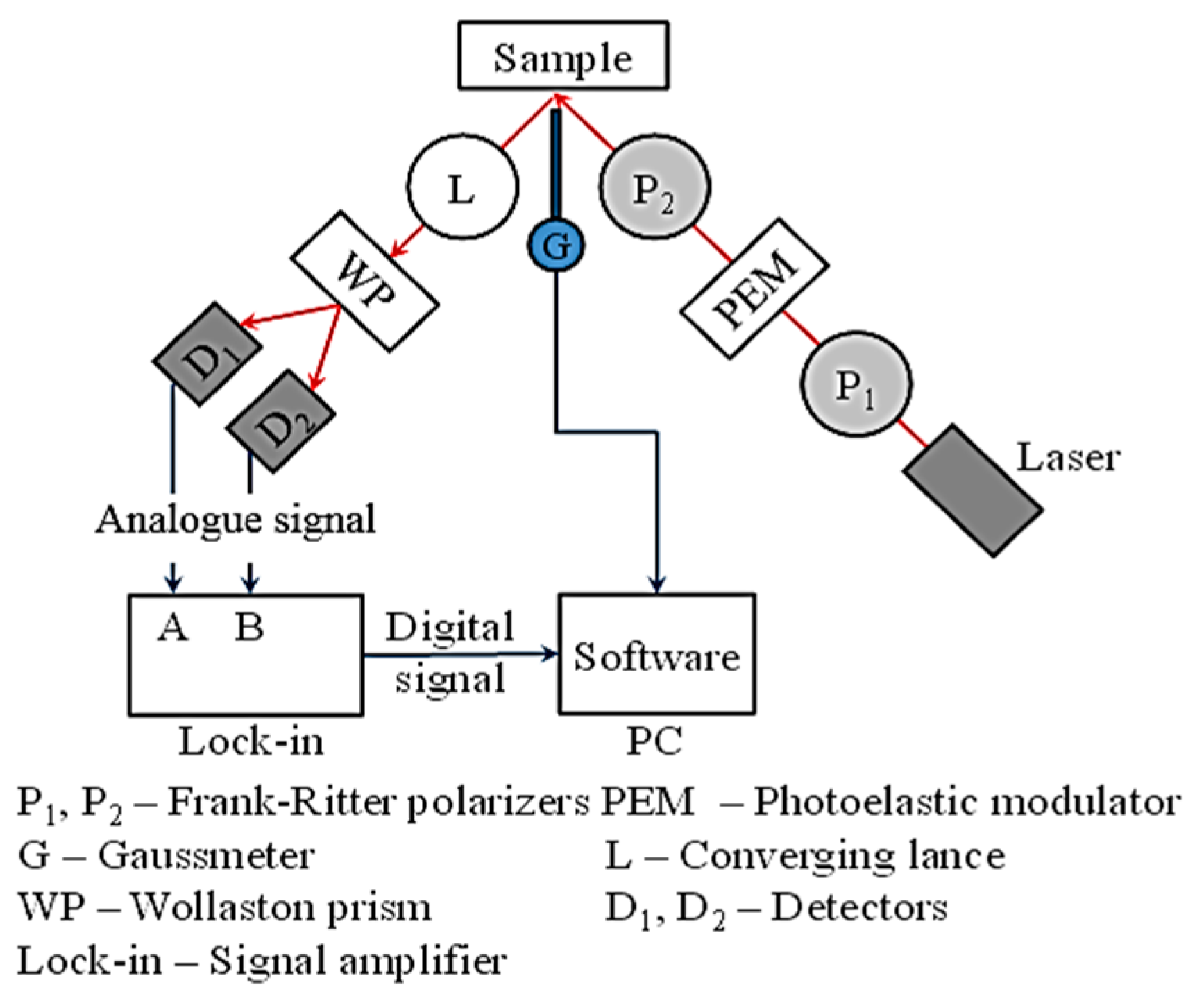
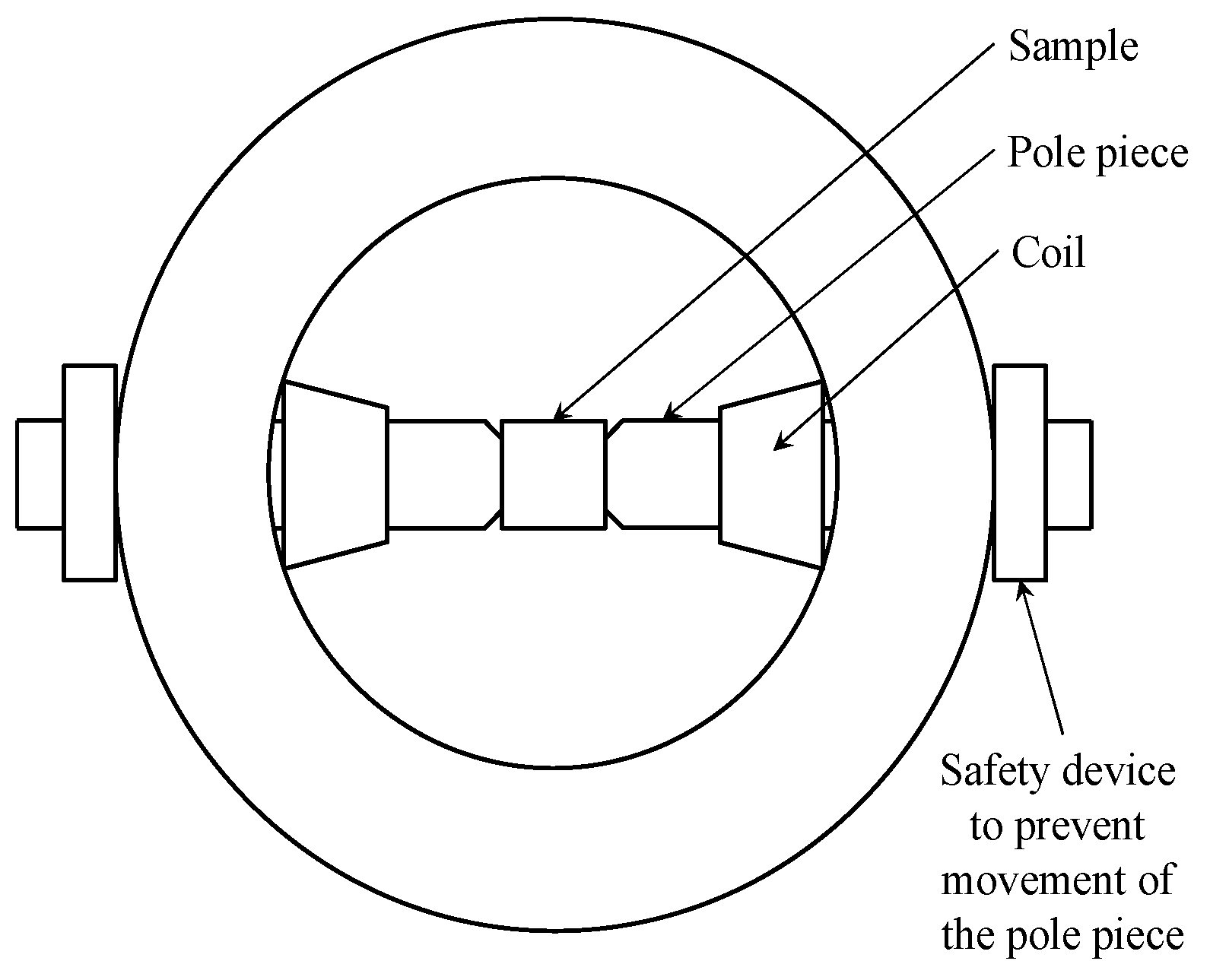
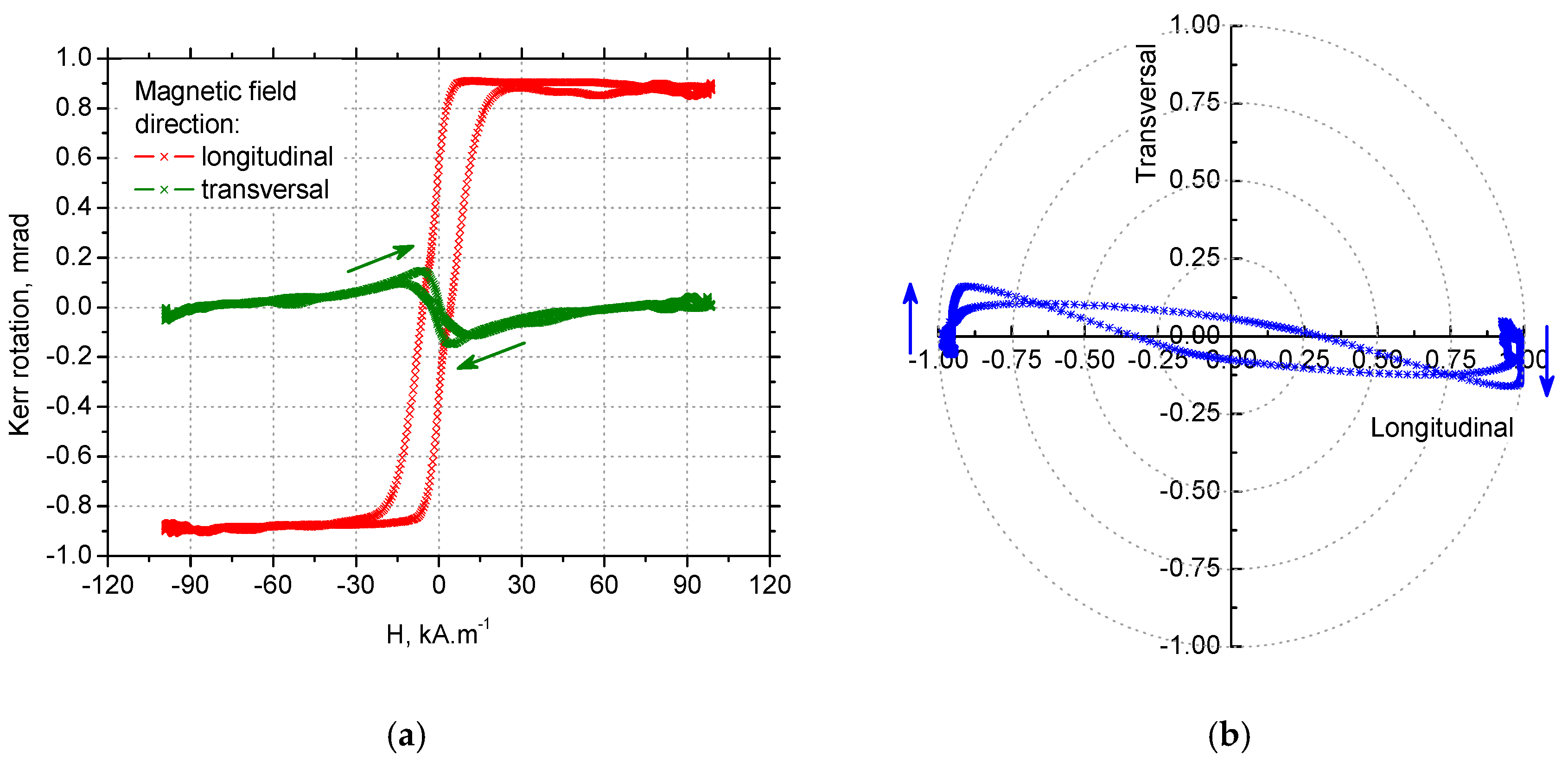
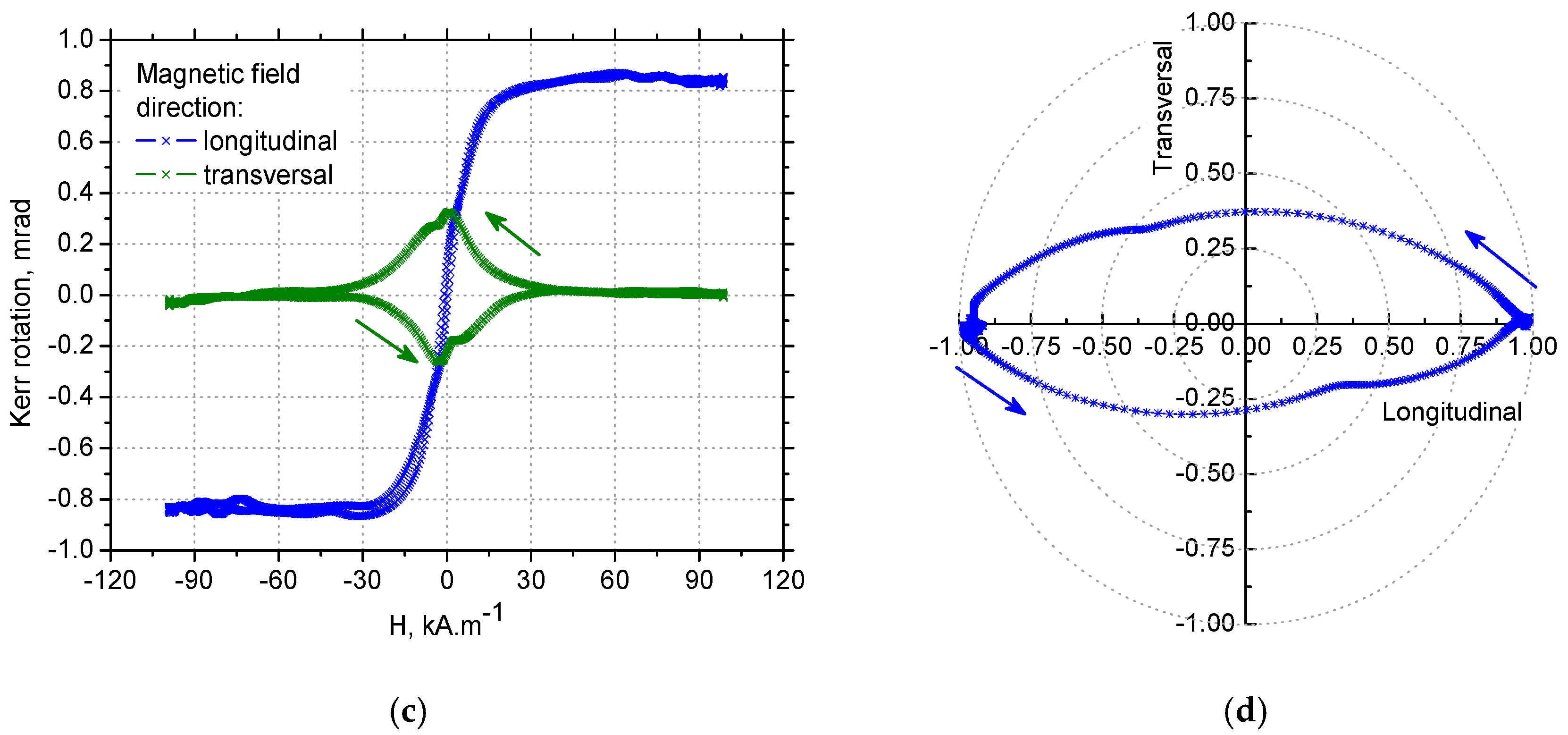
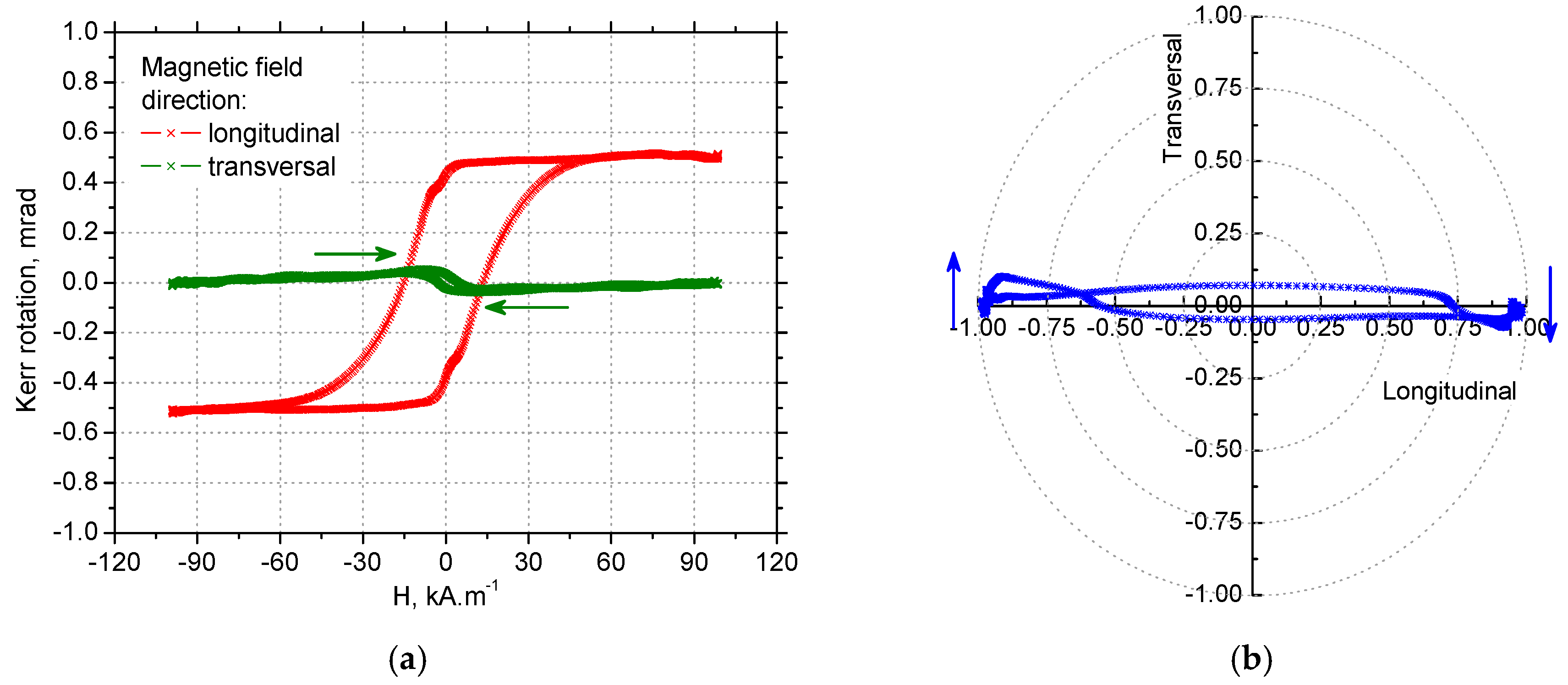
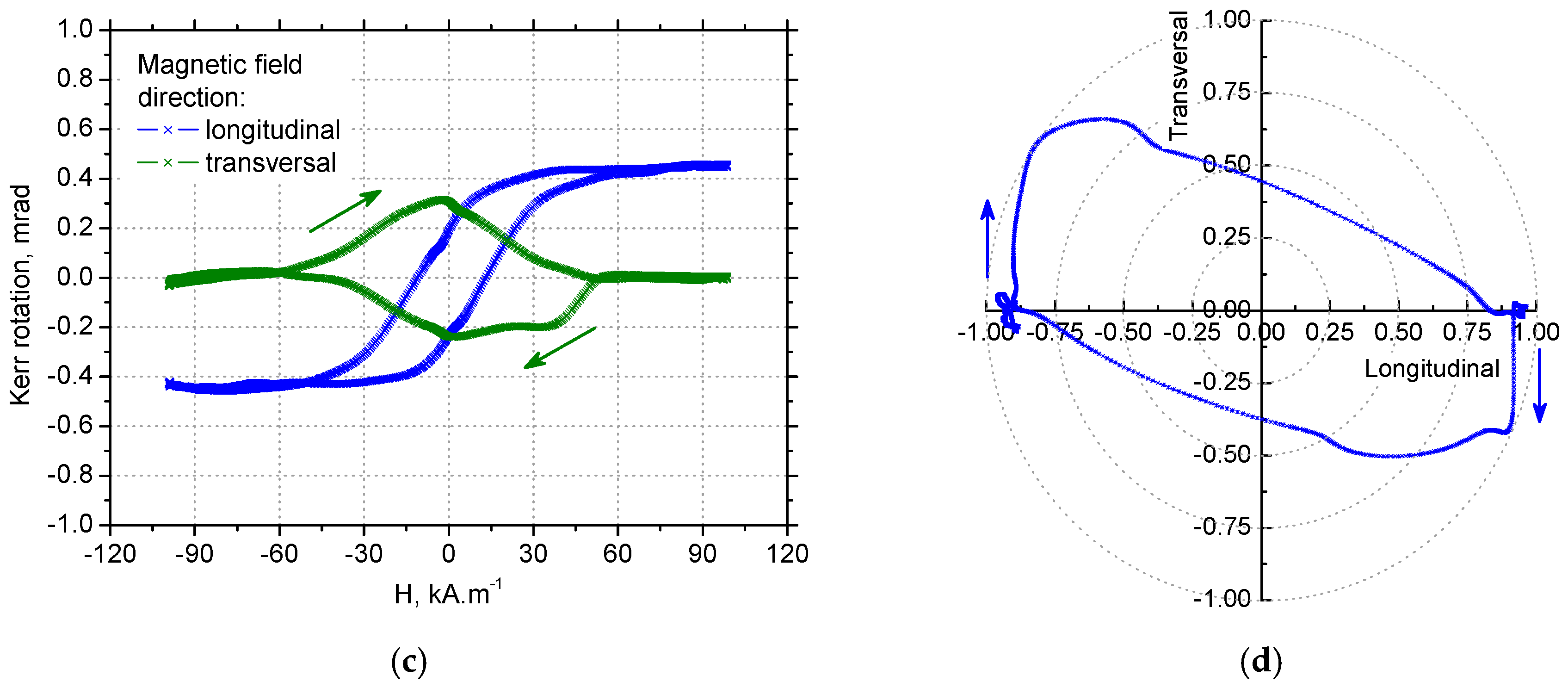
3.4. MOKE Technique Observations
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sorsa, A.; Santa-Aho, S.; Wartiainen, J.; Souminen, L.; Vippola, M.; Leviskä, K. Effect of shot peening parameters to residual stress profiles and Barkhausen noise. J. Non-Destruct. Eval. 2018, 37, 1–11. [Google Scholar] [CrossRef]
- Knyazeva, M.; Vasquez, J.R.; Gondecki, L.; Weibring, M.; Pöhl, F.; Kipp, M.; Tenberge, P.; Theisen, W.; Walther, F.; Biermann, D. Micro-Magnetic and Microstructural Characterization of Wear Progress on Case-Hardened 16MnCr5 Gear Wheels. Materials 2018, 11, 2290. [Google Scholar] [CrossRef] [PubMed]
- Santa-aho, S.; Vippola, M.; Sorsa, A.; Leiviskä, K.; Lindgren, M.; Lepistö, T. Utilization of Barkhausen noise magnetizing sweeps for case-depth detection from hardened steel. NDT&E Int. 2012, 52, 95–102. [Google Scholar] [CrossRef]
- Baak, N.; Schaldach, F.; Nickel, J.; Biermann, D.; Walther, F. Barkhausen Noise Assessment of the Surface Conditions Due to Deep Hole Drilling and Their Influence on the Fatigue Behavior of AISI 4140. Metals 2018, 8, 720. [Google Scholar] [CrossRef]
- Čížek, J.; Neslušan, M.; Čilliková, M.; Mičietová, A.; Melikhova, O. Modification of steel surfaces induced by turning: Non-destructive characterization using Barkhausen noise and positron annihilation. J. Phys. D Appl. Phys. 2014, 47, 1–17. [Google Scholar] [CrossRef]
- Neslušan, M.; Trško, L.; Minárik, P.; Čapek, J.; Bronček, J.; Pastorek, F.; Čížek, J.; Moravec, J. Non-destructive evaluation of steel surfaces after severe plastic deformation via the Barkhausen noise technique. Metals 2018, 8, 1029. [Google Scholar] [CrossRef]
- Neslušan, M.; Čížek, J.; Kolařík, K.; Minárik, P.; Čilliková, M.; Melikhová, O. Monitoring of grinding burn via Barkhausen noise emission in case-hardened steel in large-bearing production. J. Mater. Process. Technol. 2017, 240, 104–117. [Google Scholar] [CrossRef]
- Samoila, C.; Ursutiu, D.; Schleer, W.H.; Jinga, V.; Nascov, V. Using noise and fluctuations for in situ measurements of nitrogen diffusion depth. Materials 2016, 9, 819. [Google Scholar] [CrossRef]
- Neslušan, M.; Čížek, J.; Zgútová, K.; Kejzlar, P.; Šrámek, J.; Čapek, J.; Hruška, P.; Melikhova, O. Microstructural transformation of a rail surface induced by severe thermoplastic deformation and its non-destructive monitoring via Barkhausen noise. Wear 2018, 402, 38–48. [Google Scholar] [CrossRef]
- Moorthy, V.; Shaw, B.A.; Evans, J.T. Evaluation of tempering induced changes in the hardness profile of case-carburized EN36 steel using magnetic Barkhausen noise analysis. NDTE Int. 2003, 36, 43–49. [Google Scholar] [CrossRef]
- Tönshoff, H.K.; Arendt, C.; Ben Mor, R. Cutting of hardened steel. CIRP Ann. 2000, 49, 547–564. [Google Scholar] [CrossRef]
- Guo, Y.B.; Sahni, J. A comparative study of hard turned and cylindrical ground white layers. Int. J. Mach. Tool Manuf. 2004, 44, 135–145. [Google Scholar] [CrossRef]
- Mičietová, A.; Uríček, J.; Blažek, D.; Neslušan, M.; Kejzlar, P.; Čilliková, M. Magneto-structural anisotropy of hard milled surface. Acta Phys. Pol. A 2017, 131, 1087–1089. [Google Scholar] [CrossRef]
- Stupakov, A.; Neslušan, M.; Perevertov, O. Detection of a milling-induced surface damage by the magnetic Barkhausen noise. J. Magn. Magn. Mater. 2016, 410, 198–209. [Google Scholar] [CrossRef]
- Neslušan, M.; Hrabovský, T.; Čilliková, M.; Mičietová, A. Monitoring of hard milled surfaces via Barkhausen noise technique. Procedia Eng. 2015, 132, 472–479. [Google Scholar] [CrossRef]
- Bandt, D. Randzonenbeeinflussung Beim Hartdrehen. Ph.D. Thesis, Leibniz Universität Hannover, Hannover, Germany, 1995. [Google Scholar]
- Rosipal, M. Application of Barkhausen Noise for Study of Surface Integrity of Machined Surfaces. Ph.D. Thesis, University of Žilina, Žilina, Slovakia, 2012. [Google Scholar]
- Poulachon, G.; Moisan, A. Contribution to the study of the cutting mechanism during high speed machining of hardened steel. CIRP Ann. 1998, 47, 73–76. [Google Scholar] [CrossRef]
- Recht, R.F. Catastrophic thermoplastic shear. J. Appl. Mech. 1964, 86, 189–193. [Google Scholar] [CrossRef]
- Tonshoff, H.K.; Wobker, H.G.; Brandt, D. Hartbearbeitung aus der sicht der forschung. VDI-Berichte 1993, 988, 189–209. [Google Scholar]
- Hosseini, S.B.; Dahlgren, R.; Ryttberg, K.; Klement, U. Dissolution of iron-chromium carbides during white layer formation induced by hard turning of AISI 52100 steel. Procedia CIRP 2014, 14, 107–112. [Google Scholar] [CrossRef]
- Chaudhari, R.G.; Hashimoto, F. Process controls for surface integrity generated by hard milling. Procedia CIRP 2016, 45, 15–18. [Google Scholar] [CrossRef]
- Hosseini, S.B.; Beno, T.; Klement, U.; Kaminski, J.; Ryttberg, K. Cutting temperature during hard turning—measurements of effects on white layer formation in AISI 52100. J. Mater. Process. Technol. 2014, 214, 1293–1300. [Google Scholar] [CrossRef]
- Ramesh, A.; Melkote, S.N.; Allard, L.F.; Riester, L.; Watkins, L. Analysis of white layers formed in hard turning of ISIS 52100 steel. Mater. Sci. Eng. A 2005, 390, 88–97. [Google Scholar] [CrossRef]
- Wang, J.Y.; Liu, C.R. The effect of Tool Flank Wear on the Heat Transfer, Thermal Damage and Cutting Mechanics in Finishing Hard Turning. CIRP Ann. 1999, 48, 53–56. [Google Scholar] [CrossRef]
- Bedekar, V.; Shivpuri, R.; Chaudhari, R.; Scott Hyde, R. Nanostructural evolution of hard turning layers in response to insert geometry, cutting parameter and material microstructure. CIRP Ann. 2013, 62, 63–66. [Google Scholar] [CrossRef]
- Hosseini, S.B.; Klement, U.; Yao, Y.; Ryttberg, K. Formation mechanisms of white layers induced by hard turning of AISI 52100. Acta Mater. 2015, 89, 258–267. [Google Scholar] [CrossRef]
- Krause, T.W.; Mandala, K.; Atherton, D.L. Modeling of magnetic Barkhausen noise in single and dual easy axis systems in steel. J. Magn. Magn. Mater. 1999, 195, 193–205. [Google Scholar] [CrossRef]
- Varga, R. Domain Walls and Their Dynamics, 1st ed.; Pavol Jozef Šafárik University: Košice, Slovakia, 2014; pp. 32–41. [Google Scholar]
- Hubert, A.; Schafer, R. Magnetic Domains, 2nd ed.; Springer Science: New York, NY, USA, 1998; pp. 296–311. [Google Scholar]
- Batista, L.; Rabe, U.; Altpeter, I.; Hirsekom, S.; Dobmann, G. On the mechanism of non-destructive evaluation of cementite content in steel using a combination of magnetic Barkhausen noise and magnetic force microscopy techniques. J. Magn. Magn. Mater. 2014, 354, 248–256. [Google Scholar] [CrossRef]
- Martínez-Ortiz, P.; Pérez-Benitez, J.A.; Espina-Hernández, J.H.; Caleyo, F.; Hallen, J.M. On the estimation of the magnetic easy axis in pipeline steels using magnetic Barkhausen noise. J. Magn. Magn. Mater. 2015, 374, 67–74. [Google Scholar] [CrossRef]
- Chávez-Gonzalez, A.F.; Martínez-Ortiz, P.; Pérez-Benitez, J.A.; Espina-Hernández, J.H.; Caleyo, F. Comparison of angular dependence of magnetic Barkhausen noise of hysteresis and initial magnetization curve in API5L steel. J. Magn. Magn. Mater. 2017, 446, 18–27. [Google Scholar] [CrossRef]
- Manh, T.L.; Caleyo, F.; Hallen, J.M.; Pérez-Benitez, J.A.; Espina-Hernández, J.H. Novel method for the accurate determination of magnetocrystalline energy from Barkhausen noise in ferromagnetic materials. Mater. Sci. Eng. B 2017, 225, 98–107. [Google Scholar] [CrossRef]
- Mičica, M.; Blažek, D.; Hadzima, B.; Pištora, J.; Neslušan, M. Anisotropic magnetic properties of milled bearing steel surface. Acta Phys. Pol. A 2015, 127, 1421–1423. [Google Scholar] [CrossRef]























© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neslušan, M.; Mičietová, A.; Hadzima, B.; Mičieta, B.; Kejzlar, P.; Čapek, J.; Uríček, J.; Pastorek, F. Barkhausen Noise Emission in Hard-Milled Surfaces. Materials 2019, 12, 660. https://doi.org/10.3390/ma12040660
Neslušan M, Mičietová A, Hadzima B, Mičieta B, Kejzlar P, Čapek J, Uríček J, Pastorek F. Barkhausen Noise Emission in Hard-Milled Surfaces. Materials. 2019; 12(4):660. https://doi.org/10.3390/ma12040660
Chicago/Turabian StyleNeslušan, Miroslav, Anna Mičietová, Branislav Hadzima, Branislav Mičieta, Pavel Kejzlar, Jiří Čapek, Juraj Uríček, and Filip Pastorek. 2019. "Barkhausen Noise Emission in Hard-Milled Surfaces" Materials 12, no. 4: 660. https://doi.org/10.3390/ma12040660
APA StyleNeslušan, M., Mičietová, A., Hadzima, B., Mičieta, B., Kejzlar, P., Čapek, J., Uríček, J., & Pastorek, F. (2019). Barkhausen Noise Emission in Hard-Milled Surfaces. Materials, 12(4), 660. https://doi.org/10.3390/ma12040660