Inhibition of Grain Growth by a Ce-rich Precipitate During the Annealing of Spray-Casted Magnesium Alloy

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
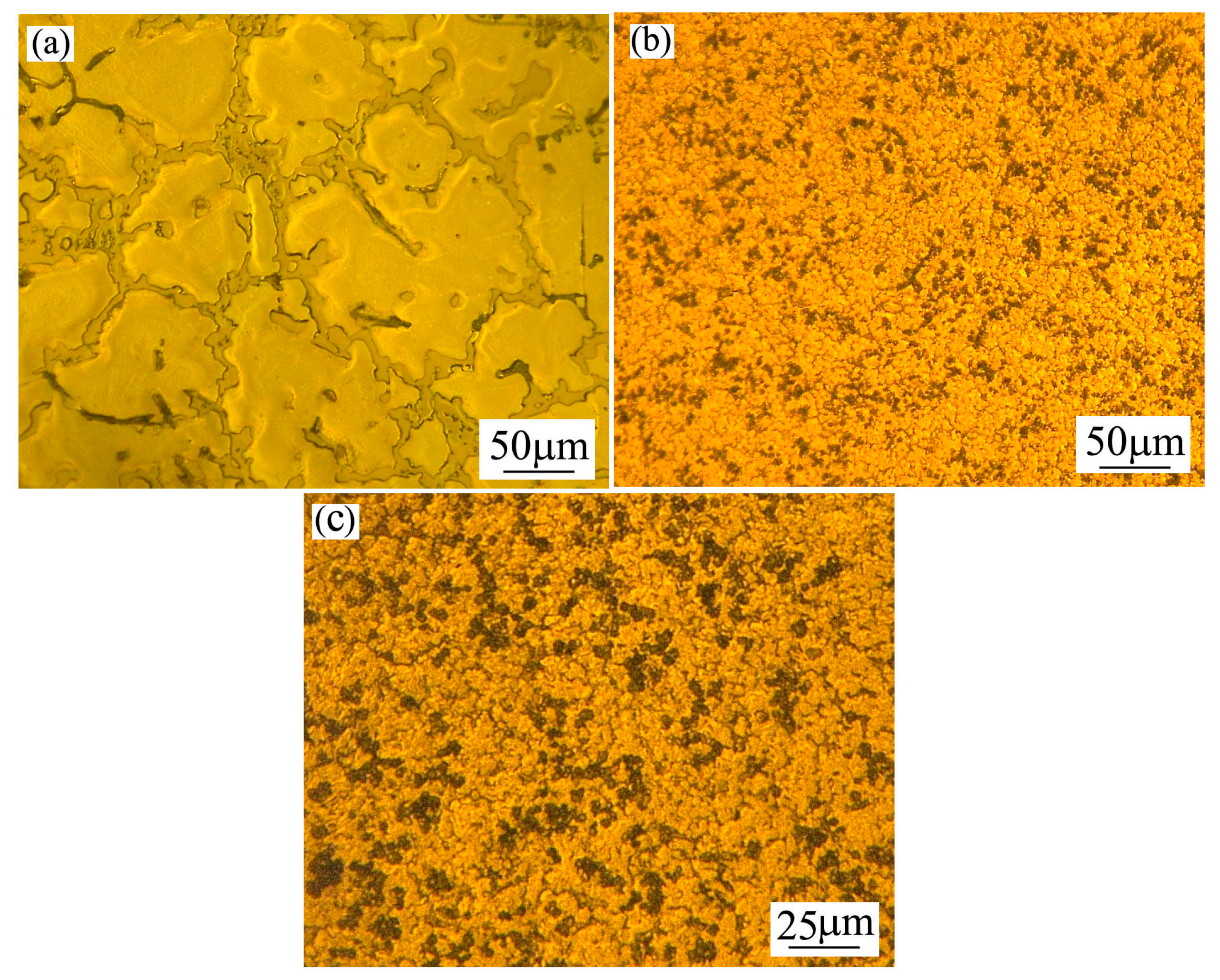
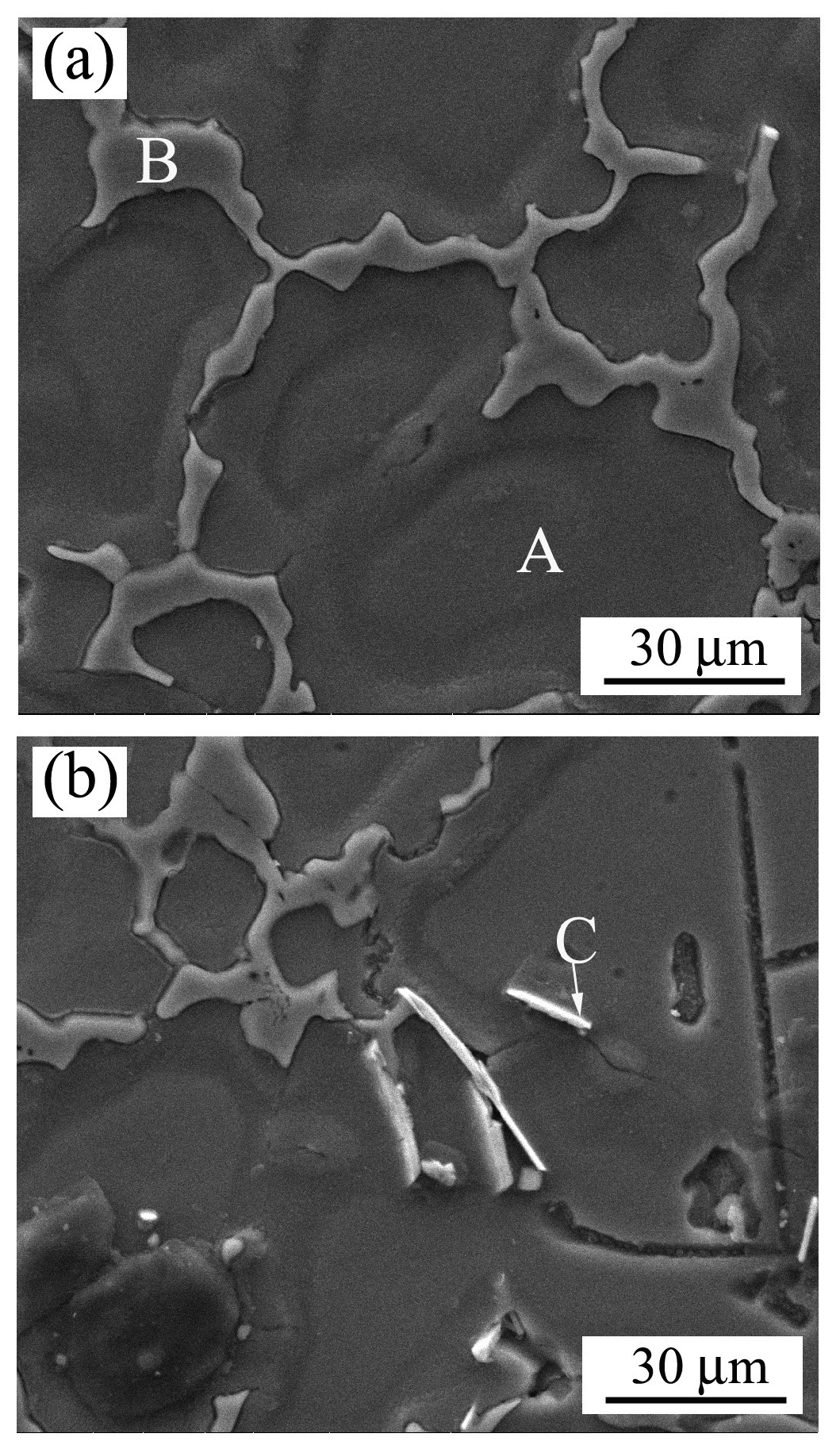
3.1. Effect of the Cooling Rate on the Microstructure Evolution of the AZ91D+0.75Ce Alloy
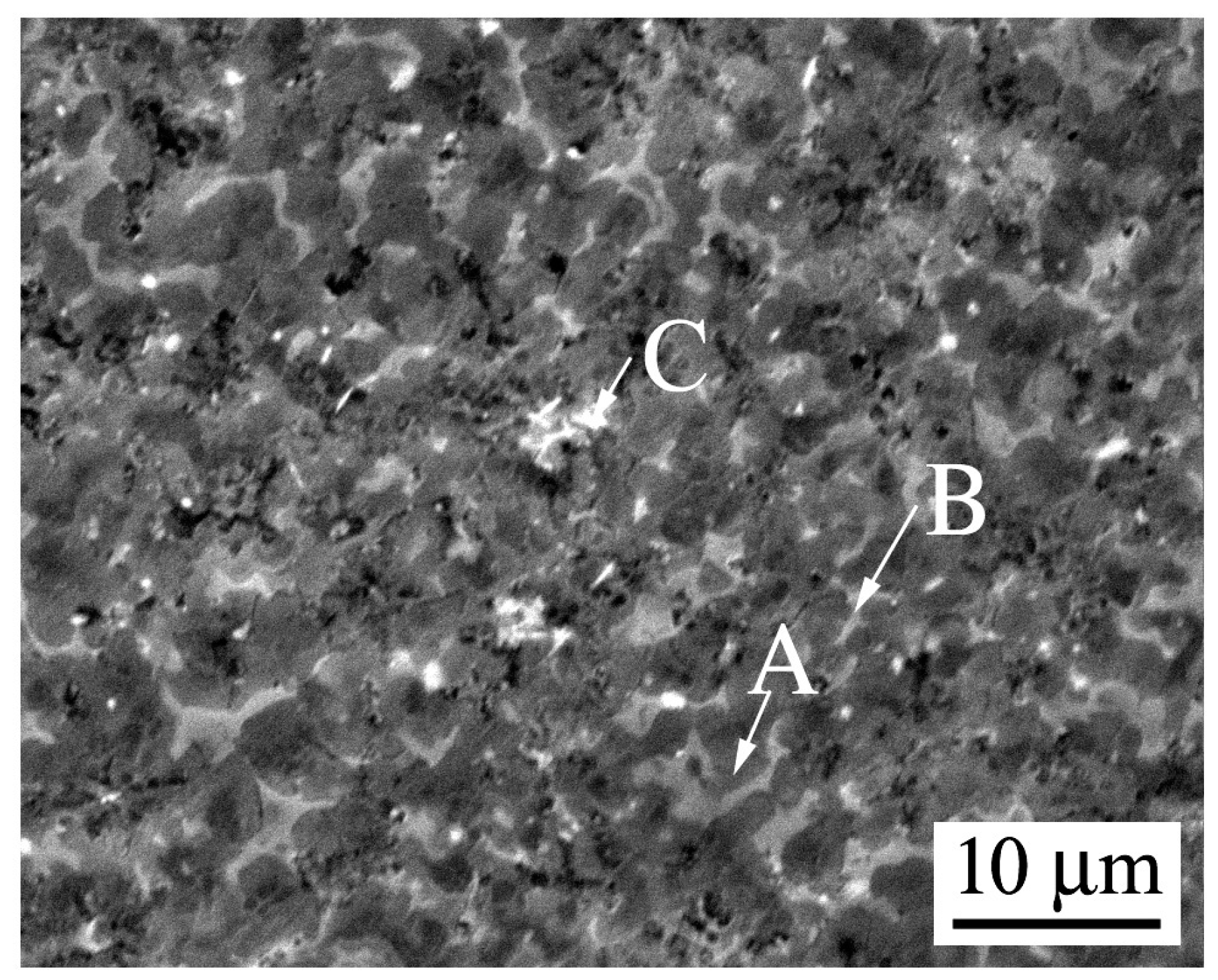
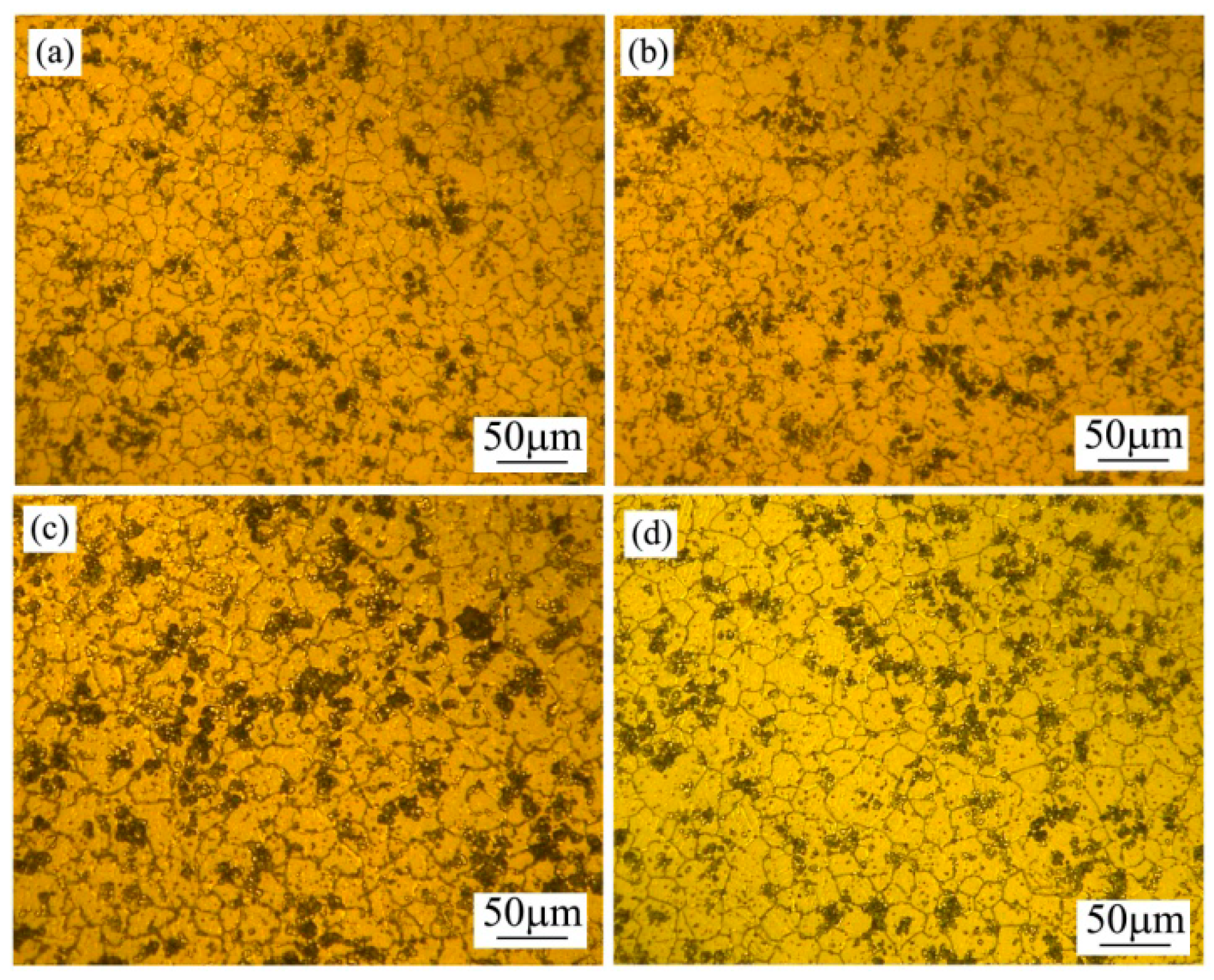
3.2. Effect of Annealing on the Grain Growth and Precipitation of the Spray-Casted Alloy
3.3. Micro-hardness of the As-prepared AZ91D+0.75Ce Alloys
4. Conclusions
- (1)
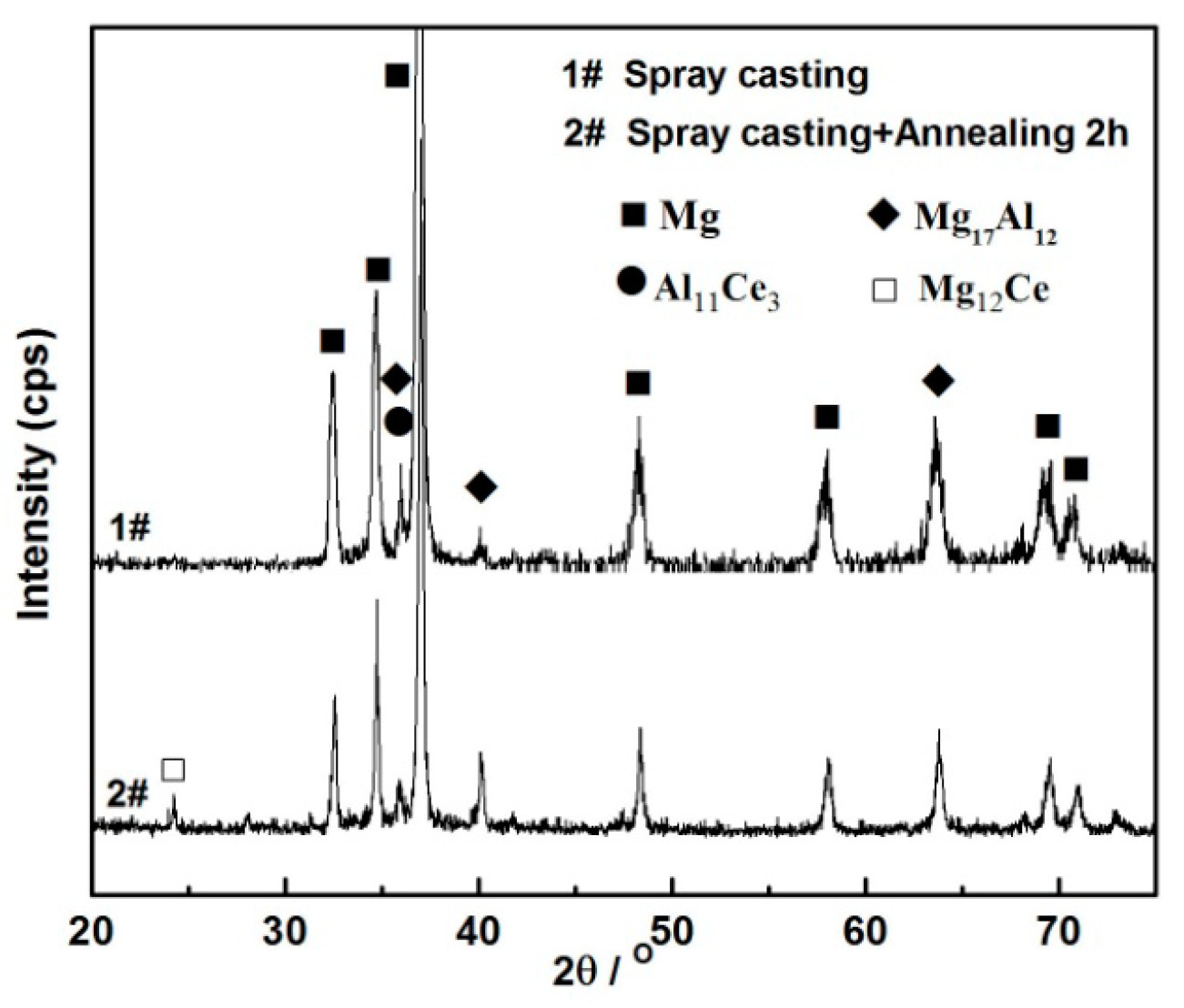
- The grain of the primary α-Mg in the spray-casted AZ91D+0.75Ce alloy was much finer than that in the as-cast condition. The non-equilibrium solidified microstructure presented a reduction of solute segregation and the suppression of the needle-like Al11Ce3 phase;
- (2)
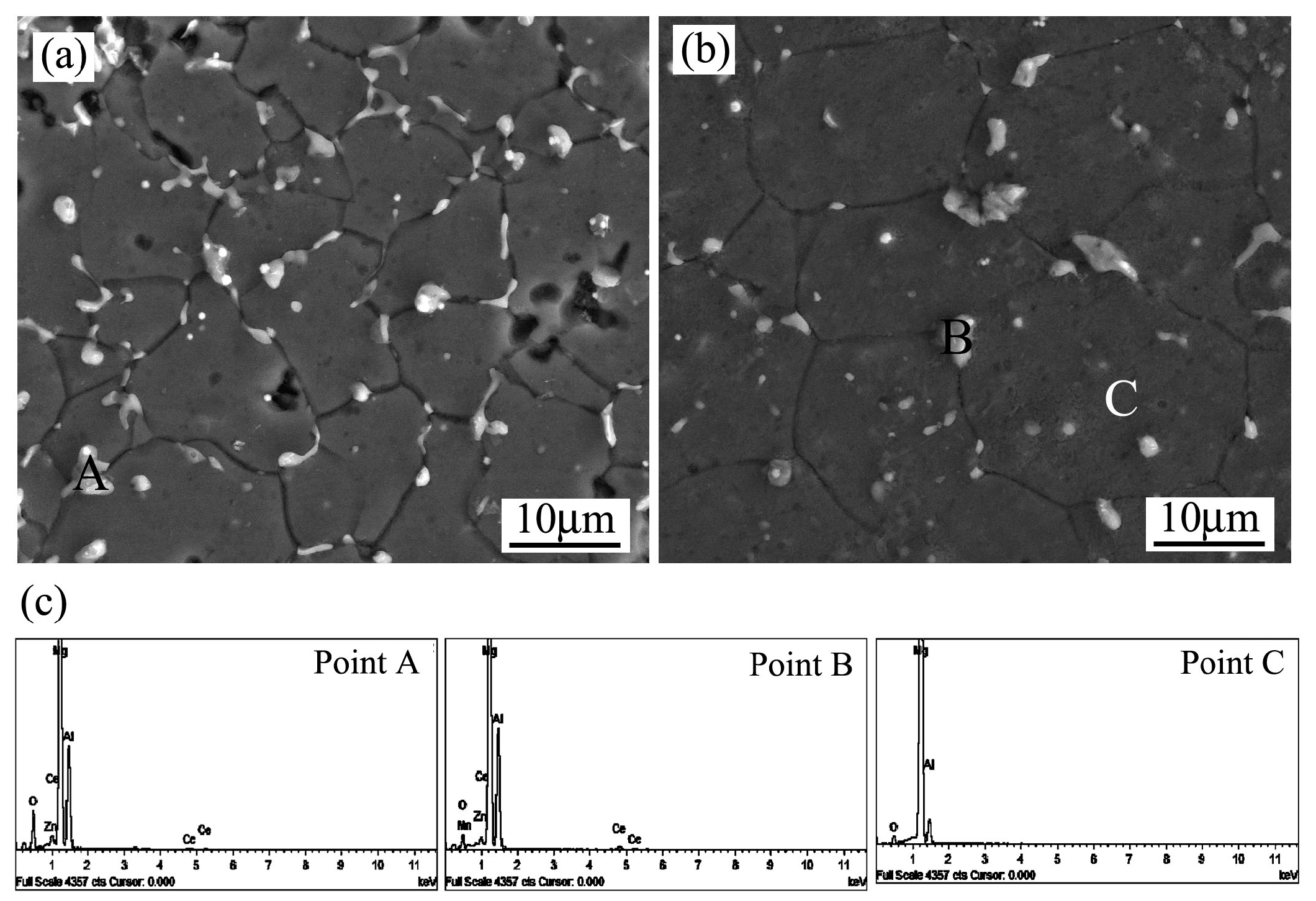
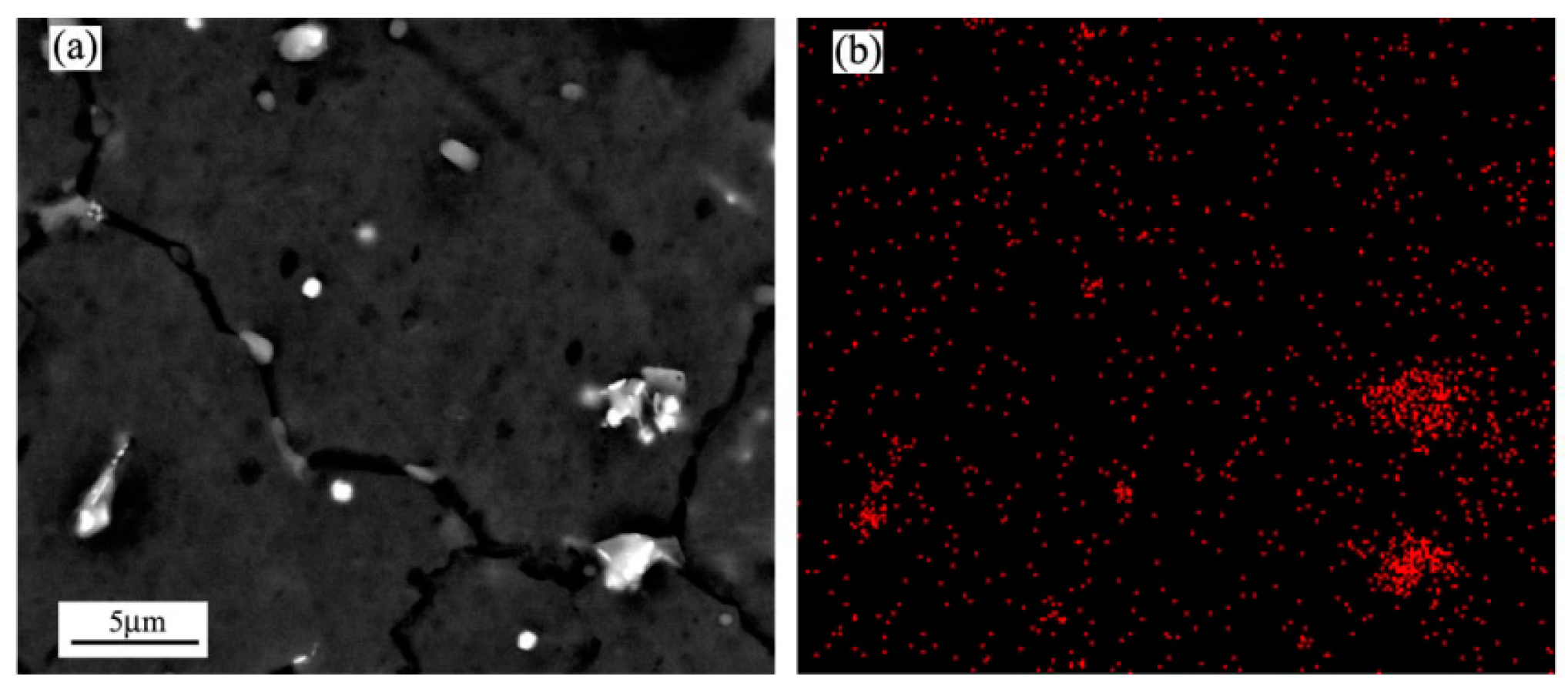
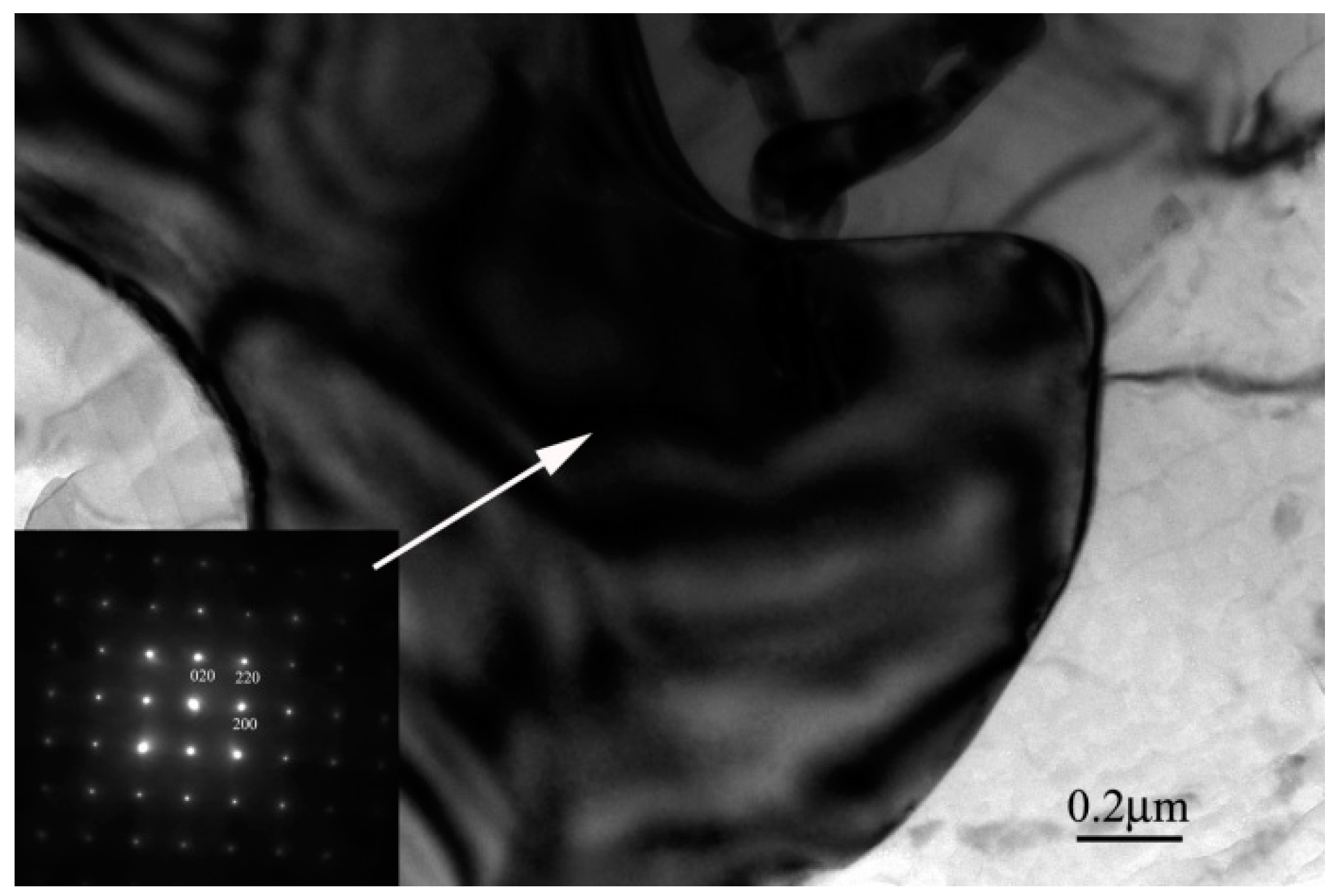
- After being annealed at 420 °C for 2 h, fine Ce-rich particles generated from the supersaturation solid solution and distributed homogeneously in the matrix, which could be inferred as the Mg12Ce phase. In addition, the grain morphology changed from a granular to polygonal shape, accompanied by the disappearance of the β phase at grain boundary;
- (3)
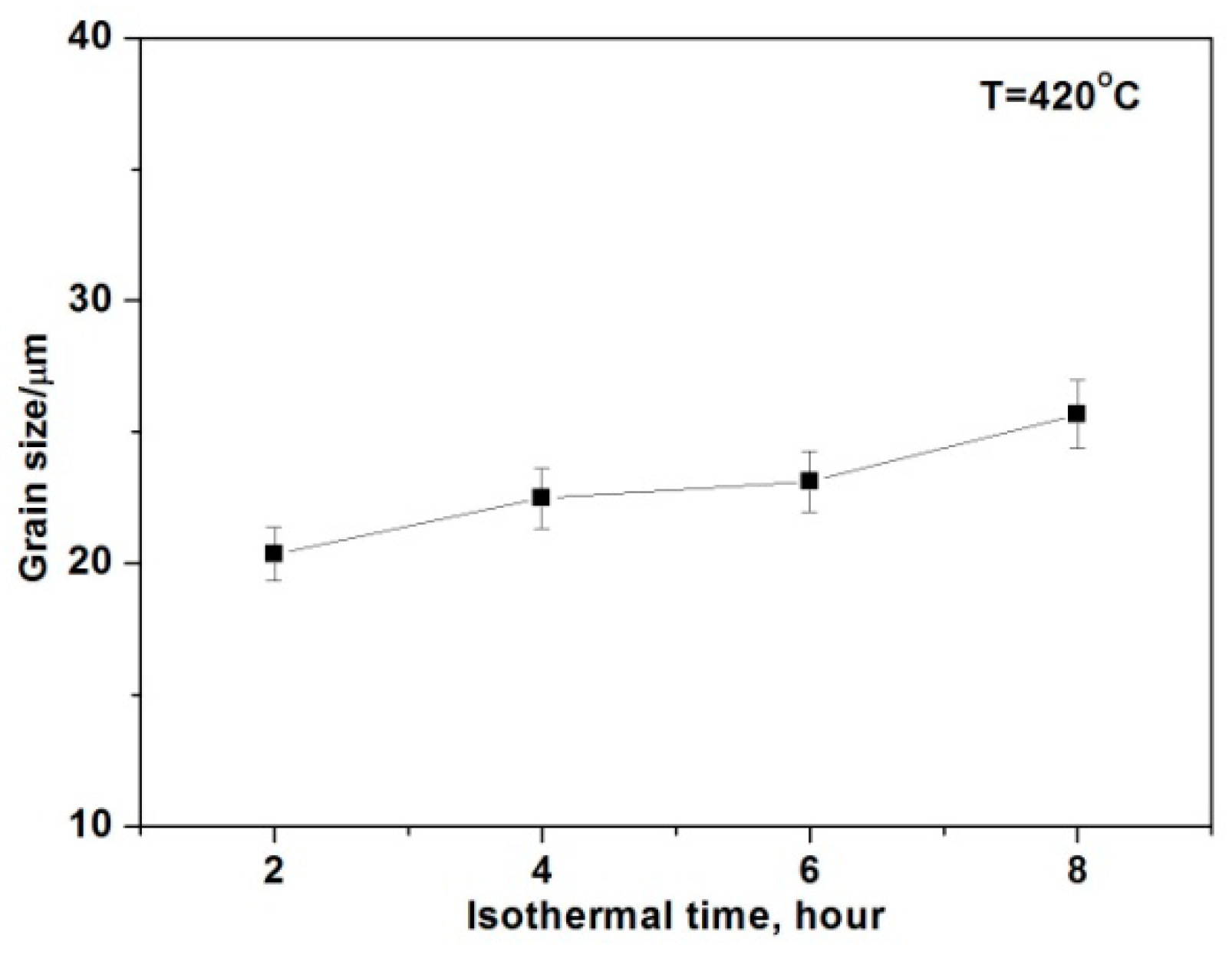
- With increasing the annealing time to 8 h, these Ce-rich particles presented stability, which played an effective role in the inhibition of grain growth at an elevated temperature. As a consequence, the average grain size maintained between 20 μm and 26 μm after the annealing treatment, which indicated a satisfactory thermostability behavior of the fabricated fine grain structure;
- (4)
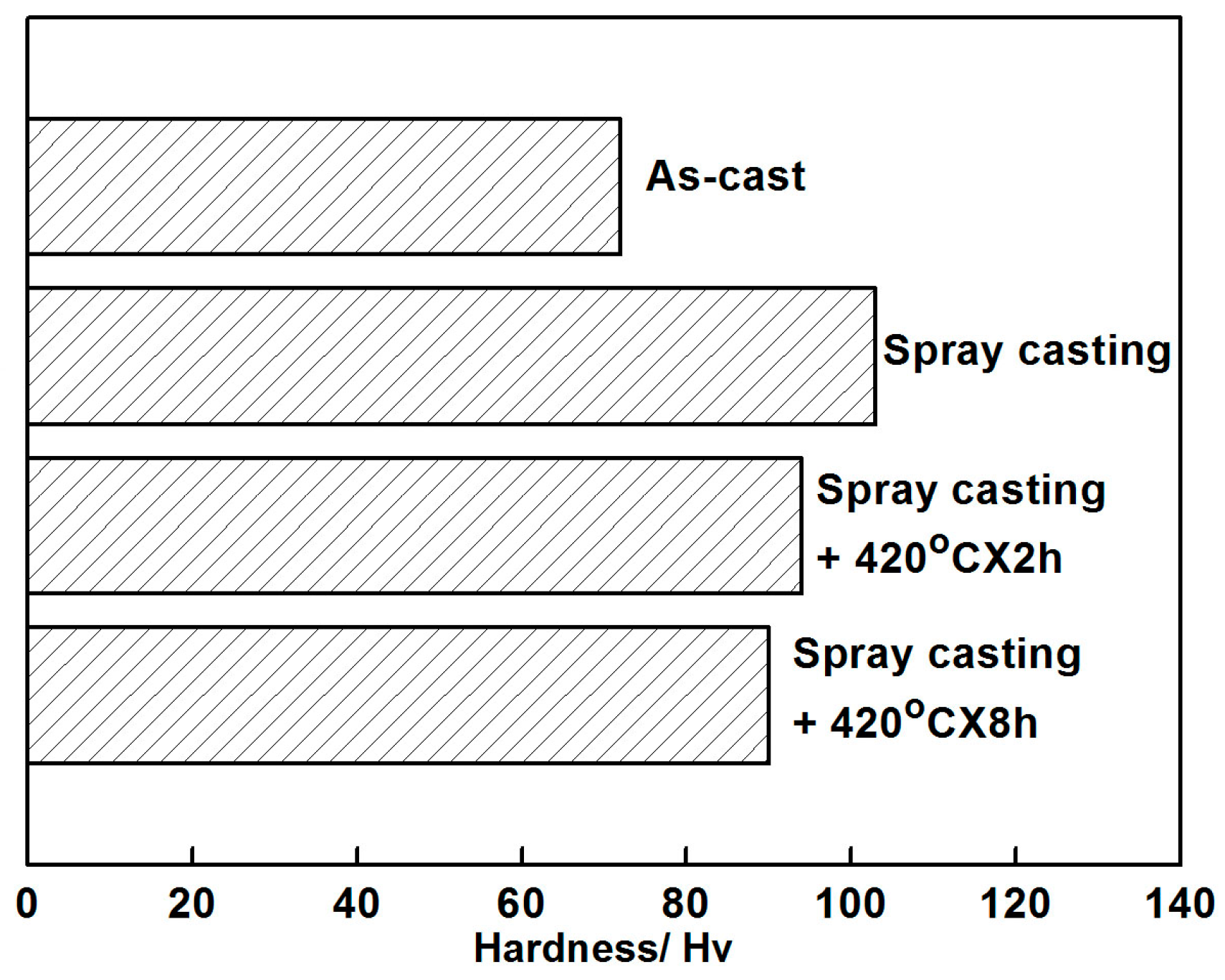
- Both the solid solution strengthening and the fine grain strengthening improved the hardness of the spray-casted alloy with a high cooling rate. Moreover, its value decreased gradually after annealing at 420 °C, due to the dissolution of the β phase and weak grain growth.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Luo, A.A. Recent magnesium alloy development for elevated temperature applications. Int. Mater. Rev. 2004, 49, 13–30. [Google Scholar] [CrossRef]
- Yu, H.; Chen, S.N.; Yang, W.; Zhang, Y.L.; Chen, S.H. Effects of rare element and pressure on the microstructure and mechanical property of AZ91D alloy. J. Alloy. Compd. 2014, 589, 479–484. [Google Scholar] [CrossRef]
- Yuan, Q.H.; Fu, D.M.; Zeng, X.S.; Liu, Y. Fabrication of carbon nanotube reinforced AZ91D composite with superior mechanical properties. Trans. Nonferr. Met. Soc. China 2017, 27, 1716–1724. [Google Scholar] [CrossRef]
- Pan, F.S.; Yang, M.B.; Chen, X.H. A review on casting magnesium alloys: Modification of commercial alloys and development of new alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Christian, J.W. Order–disorder transformations. Theory Transf. Met. Alloy. 2002, 18, 818–831. [Google Scholar]
- Li, Z.; Wu, S.C.; Xu, D.R.; Wang, W.X. Investigation of fatigue property of welded toes on magnesium AZ31B alloy by laser dressing method. Fail. Anal. Prev. 2011, 6, 209–212. [Google Scholar]
- Liu, F.; Yang, G.C. Rapid solidification of highly undercooled bulk liquid superalloy: Recent developments, future directions. Int. Mater. Rev. 2006, 51, 145–170. [Google Scholar] [CrossRef]
- Wang, W.L.; Li, Z.Q.; Wei, B. Macrosegregation pattern and microstructure feature of ternary Fe–Sn–Si immiscible alloy solidified under free fall condition. Acta Mater. 2011, 59, 5482–5493. [Google Scholar] [CrossRef]
- Wei, X.X.; Xu, W.; Kang, J.L.; Ferry, M.; Li, J.F. Phase selection in solidification of undercooled Co–B alloys. J. Mater. Sci. Technol. 2017, 33, 352–358. [Google Scholar] [CrossRef]
- Yang, W.; Yu, H.; Wang, J.H.; Cai, C.C.; Xu, Z.F.; Li, S.; Liu, F.; Yang, G.C. Application of dendrite fragmentation to fabricate the homogeneous dispersed structure in undercooled Cu–Co immiscible alloy. J. Alloy. Compd. 2011, 509, 9675–9678. [Google Scholar] [CrossRef]
- Liu, N.; Chen, C.; Chang, I.; Zhou, P.J.; Wang, X.J. Compositional dependence of phase selection in CoCrCu0.1FeMoNi-Based High-Entropy Alloys. Materials 2018, 11, 1290. [Google Scholar] [CrossRef] [PubMed]
- Jin, Z.Y.; Yu, D.H.; Wu, X.T.; Yin, K.; Yan, K. Drag effects of solute and second phase distributions on the grain growth kinetics of pre-extruded Mg-6Zn alloy. J. Mater. Sci. Technol. 2016, 32, 1260–1266. [Google Scholar] [CrossRef]
- Yang, W.; Chen, S.H.; Zhang, S.Y.; Yu, H.; Yan, Q.S.; Cai, C.C. Effect of cooling rate on non-equilibrium solidified microstructure of Z91-D magnesium alloy. Chin. J. Nonferr. Metals 2014, 24, 593–599. [Google Scholar]
- Ayman, E.; Junko, U.; Katsuvoshi, K. Application of rapid solidification powder metallurgy to the fabrication of high-strength, high-ductility Mg–Al–Zn–Ca–La alloy through hot extrusion. Acta Mater. 2011, 59, 273–282. [Google Scholar] [CrossRef]
- Hu, B.; Peng, L.M.; Yang, Y.L.; Ding, W.J. Effect of solidification conditions on microstructure, mechanical and wear properties of Mg–5Al–3Ca–0.12Sr magnesium alloy. Mater. Des. 2010, 31, 3901–3907. [Google Scholar] [CrossRef]
- Liu, Y.L.; Huang, G.R.; Sun, Y.M.; Zhang, L.; Huang, Z.W.; Wang, J.J.; Liu, C.Z. Effect of Mn and Fe on the formation of Fe- and Mn-Rich intermetallics in Al-5Mg-Mn alloys solidified under near-rapid cooling. Materials 2016, 9, 88. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.K.; Chen, Y.C.; Li, H.T.; Chan, K.S.; Chang, C.J. Effects of Nd and rotary forging on mechanical properties of AZ71 Mg alloys. Trans. Nonferr. Met. Soc. China 2015, 25, 3223–3231. [Google Scholar] [CrossRef]
- Zhou, Z.Z.; Yang, W.; Chen, S.H.; Yu, H.; Xu, Z.F. Combined effect of non-equilibrium solidification and thermal annealing on microstructure evolution and hardness behavior of AZ91 magnesium alloy. Phys. Rev. B Condens. Matter 2014, 443, 35–42. [Google Scholar] [CrossRef]
- Murdoch, H.A.; Schuh, C.A. Stability of binary nanocrystalline alloys against grain growth and phase separation. Acta Mater. 2013, 61, 2121–2132. [Google Scholar] [CrossRef] [Green Version]
- Maazi, N.; Rouag, N. Consideration of Zener drag effect by introducing a limiting radius for neighbourhood in grain growth simulation. J. Cryst. Growth 2002, 243, 361–369. [Google Scholar] [CrossRef]
- Moelans, N.; Blanpain, B.; Wollants, P. Pinning effect of second-phase particles on grain growth in polycrystalline films studied by 3-D phase field simulations. Acta Mater. 2006, 55, 2173–2182. [Google Scholar] [CrossRef]
- Moelansn, N.; Blanpain, B.; Wollants, P. Phase field simulations of grain growth in two-dimensional systems containing finely dispersed second-phase particles. Acta Mater. 2006, 54, 1175–1184. [Google Scholar] [CrossRef]
- Fan, K.; Liu, F.; Liu, X.N.; Zhang, Y.X.; Yang, G.C.; Zhou, Y.H. Modeling of isothermal solid-state precipitation using an analytical treatment of soft impingement. Acta Mater. 2008, 56, 4309–4318. [Google Scholar] [CrossRef]
- Sheng, S.D.; Chen, D.; Chen, Z.H. Effects of Si addition on microstructure and mechanical properties of RS/PM (rapid solidification and powder metallurgy) AZ91 alloy. J. Alloy. Compd. 2009, 470, L17–L20. [Google Scholar] [CrossRef]
- Elsaved, A.; Kondoh, K.; Imai, H.; Umeda, J. Microstructure and mechanical properties of hot extruded Mg–Al–Mn–Ca alloy produced by rapid solidification powder metallurgy. Mater. Des. 2010, 31, 2444–2453. [Google Scholar] [CrossRef]
- Suo, T.; Chen, Y.; Li, Y.; Wang, C.; Fan, X. Strain rate sensitivity and deformation kinetics of ECAPed aluminium over a wide range of strain rates. Mater. Sci. Eng. A 2013, 560, 545–551. [Google Scholar] [CrossRef]
- Liu, F.; Sommer, F.; Bos, C.; Mittemeijer, E.J. Analysis of solid state phase transformation kinetics models and recipes. Int. Mater. Rev. 2007, 52, 193–212. [Google Scholar] [CrossRef]
- Zhou, T.; Yang, M.B.; Zhou, Z.M.; Hu, J.J.; Chen, Z.H. Microstructure and mechanical properties of rapidly solidified/powder metallurgy Mg–6Zn and Mg–6Zn–5Ca at room and elevated temperatures. J. Alloy. Compd. 2013, 560, 161–166. [Google Scholar] [CrossRef]
- Zhao, G.J.; Wen, G.H.; Sheng, G.M. Influence of rapid solidification on Sn−8Zn−3Bi alloy characteristics and microstructural evolution of solder/Cu joints during elevated temperature aging. Trans. Nonferr. Met. Soc. China 2017, 27, 234–240. [Google Scholar] [CrossRef]
- Hu, Q.D.; Yang, L.; Zhou, Z.N.; Huang, Y.J.; Li, J.; Li, J.G. Orientation relationship between magnetic domains and twins in Ni52Fe17Ga27Co4 magnetic shape memory alloy. Metall. Mater. Trans. A 2017, 48, 2675–2681. [Google Scholar] [CrossRef]
- Liu, Y.C.; Sommer, F.; Mittemeijer, E.J. Kinetics of austenitization under uniaxial compressive stress in Fe–2.96 at.% Ni alloy. Acta Mater. 2010, 58, 753–763. [Google Scholar] [CrossRef]
- Teng, H.T.; Zhang, X.L.; Zhang, Z.T.; Li, T.J.; Cockcroft, S. Research on micro-structures of sub-rapidly solidified AZ61 magnesium alloy. Mater. Charact. 2009, 60, 482–486. [Google Scholar] [CrossRef]
- Yang, W.; Liu, F.; Wang, H.F.; Yang, G.C.; Zhou, Y.H. Prediction of the maximal recalescence temperature upon rapid solidification of bulk undercooled Cu70Ni30 alloy. J. Alloy. Compd. 2009, 470, L13–L16. [Google Scholar] [CrossRef]
- Li, J.; Wang, J.; Yang, G. Phase field modeling of grain boundary migration with solute drag. Acta Mater. 2009, 57, 2108–2120. [Google Scholar] [CrossRef]
- Nishijima, M.; Hiraga, K.; Yamasaki, M.; Kawamura, Y. Transmission electron microscopy for precipitate phases in rapidly solidified Mg-2 at%Ce-1 at%Zn and Mg-2 at%Ce alloys. Mater. Trans. 2007, 48, 476–480. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Point | Mg | Al | Zn | Ce | Mn | Si | O |
|---|---|---|---|---|---|---|---|---|
| As-cast | A | 85.81 | 4.81 | - | - | - | - | 9.38 |
| - | B | 52.12 | 33.16 | 2.02 | - | - | - | 12.70 |
| - | C | 21.40 | 48.73 | - | 12.13 | 7.89 | - | 9.85 |
| Spray-casting | A | 73.49 | 12.25 | - | 0.71 | 0.82 | - | 12.73 |
| - | B | 72.60 | 17.28 | - | 0.76 | 0.75 | - | 8.61 |
| - | C | 79.94 | 9.21 | - | 1.65 | - | - | 9.20 |
| Spray-casting + 420 ℃ × 2 h | A | 57.79 | 23.97 | 0.62 | 1.14 | - | 0.65 | 15.83 |
| - | B | 57.41 | 29.50 | 0.78 | 1.07 | 0.29 | - | 10.95 |
| - | C | 85.48 | 8.00 | - | - | - | - | 6.52 |
| - | - | - | - | - | - | - | - | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Yu, H.; Yang, W.; Wang, Z. Inhibition of Grain Growth by a Ce-rich Precipitate During the Annealing of Spray-Casted Magnesium Alloy. Materials 2019, 12, 742. https://doi.org/10.3390/ma12050742
Liu L, Yu H, Yang W, Wang Z. Inhibition of Grain Growth by a Ce-rich Precipitate During the Annealing of Spray-Casted Magnesium Alloy. Materials. 2019; 12(5):742. https://doi.org/10.3390/ma12050742
Chicago/Turabian StyleLiu, Liang, Huan Yu, Wei Yang, and Zhitai Wang. 2019. "Inhibition of Grain Growth by a Ce-rich Precipitate During the Annealing of Spray-Casted Magnesium Alloy" Materials 12, no. 5: 742. https://doi.org/10.3390/ma12050742
APA StyleLiu, L., Yu, H., Yang, W., & Wang, Z. (2019). Inhibition of Grain Growth by a Ce-rich Precipitate During the Annealing of Spray-Casted Magnesium Alloy. Materials, 12(5), 742. https://doi.org/10.3390/ma12050742