Experimental Investigation on Friction and Wear Behavior of the Vertical Spindle and V-belt of a Cotton Picker


Abstract
:1. Introduction
2. Experimental Procedure
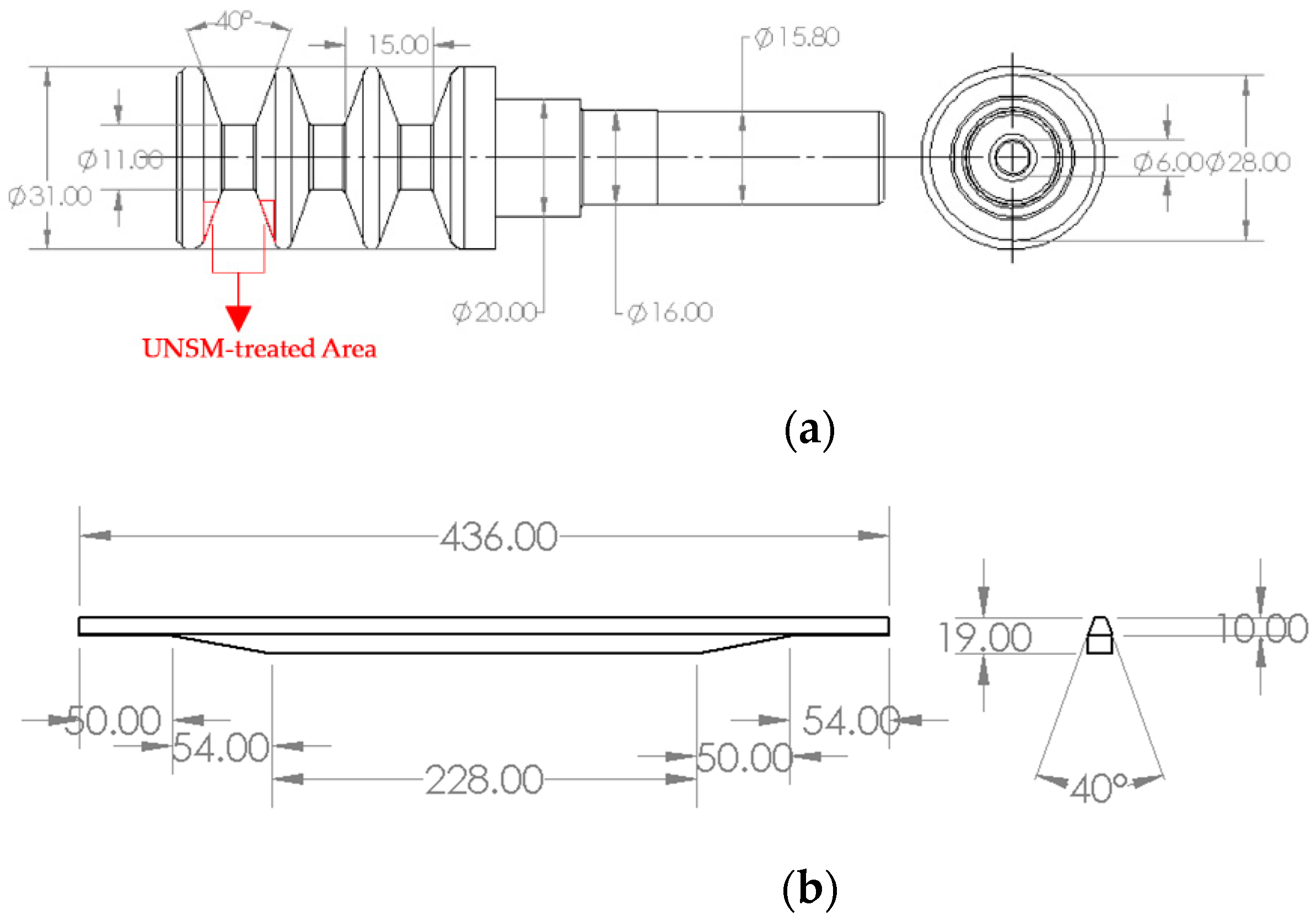
2.1. Specimen Preparation
2.2. The UNSM Technique
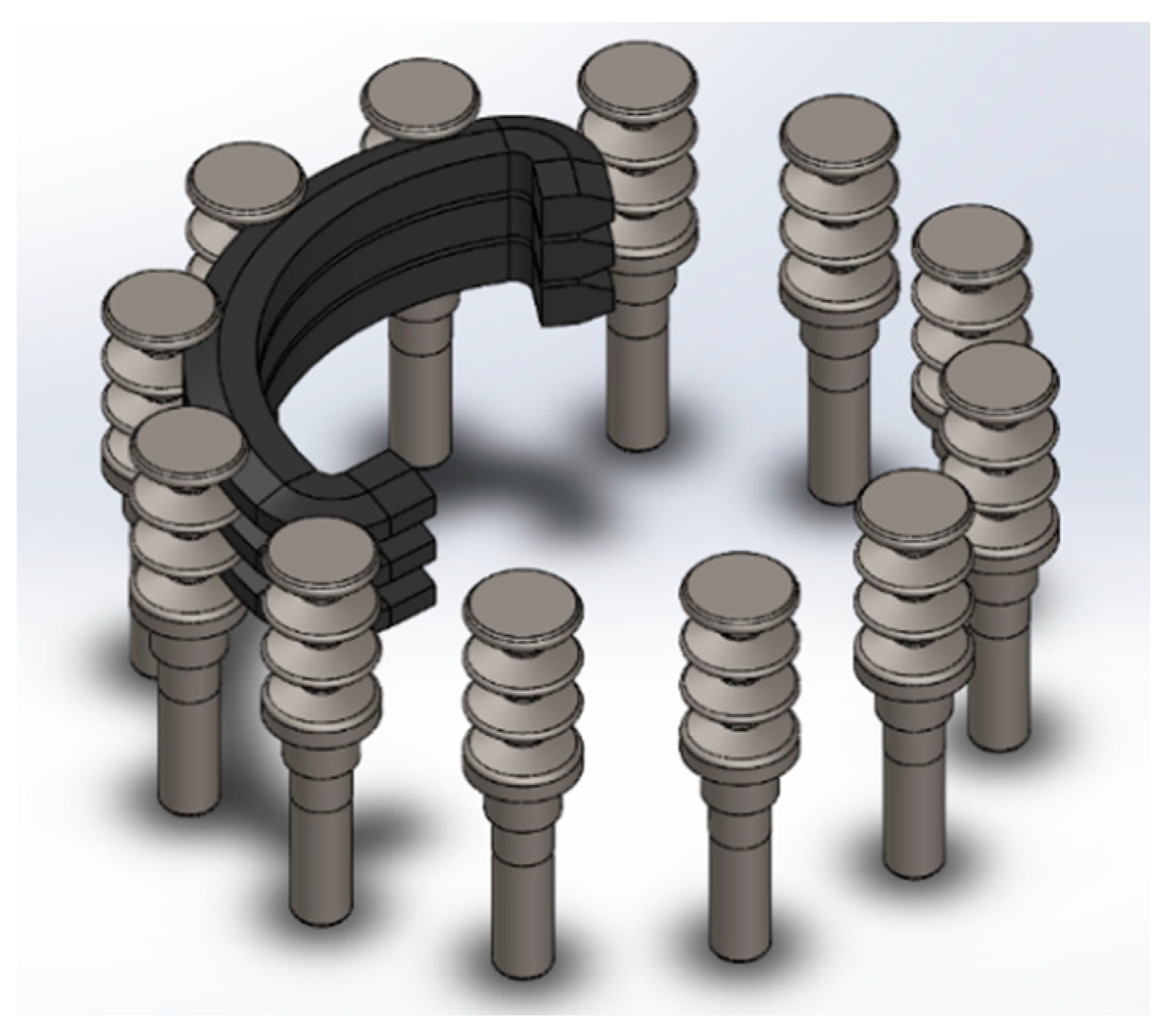
2.3. Working Principle of the Cotton Picker
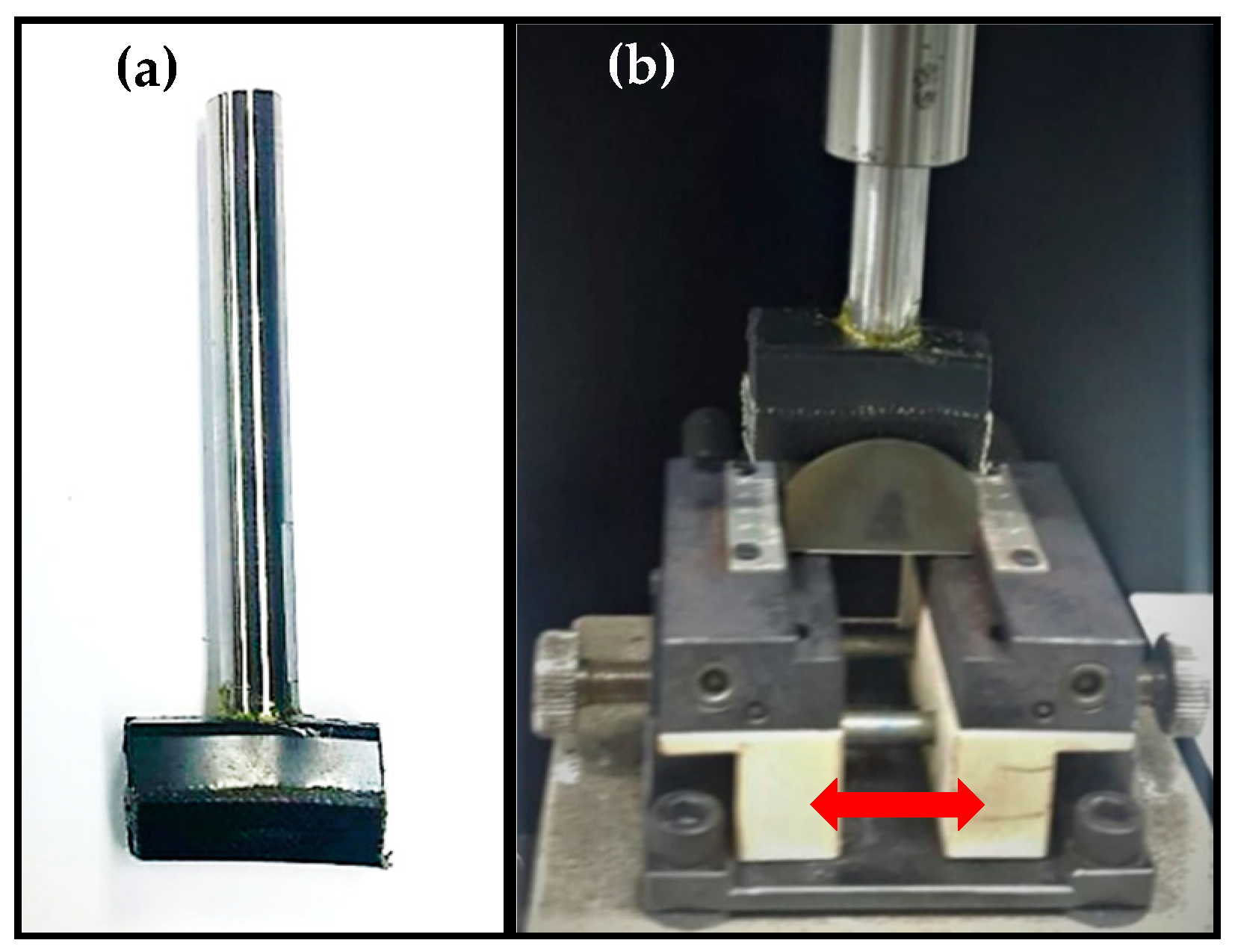
2.4. Tribological Test
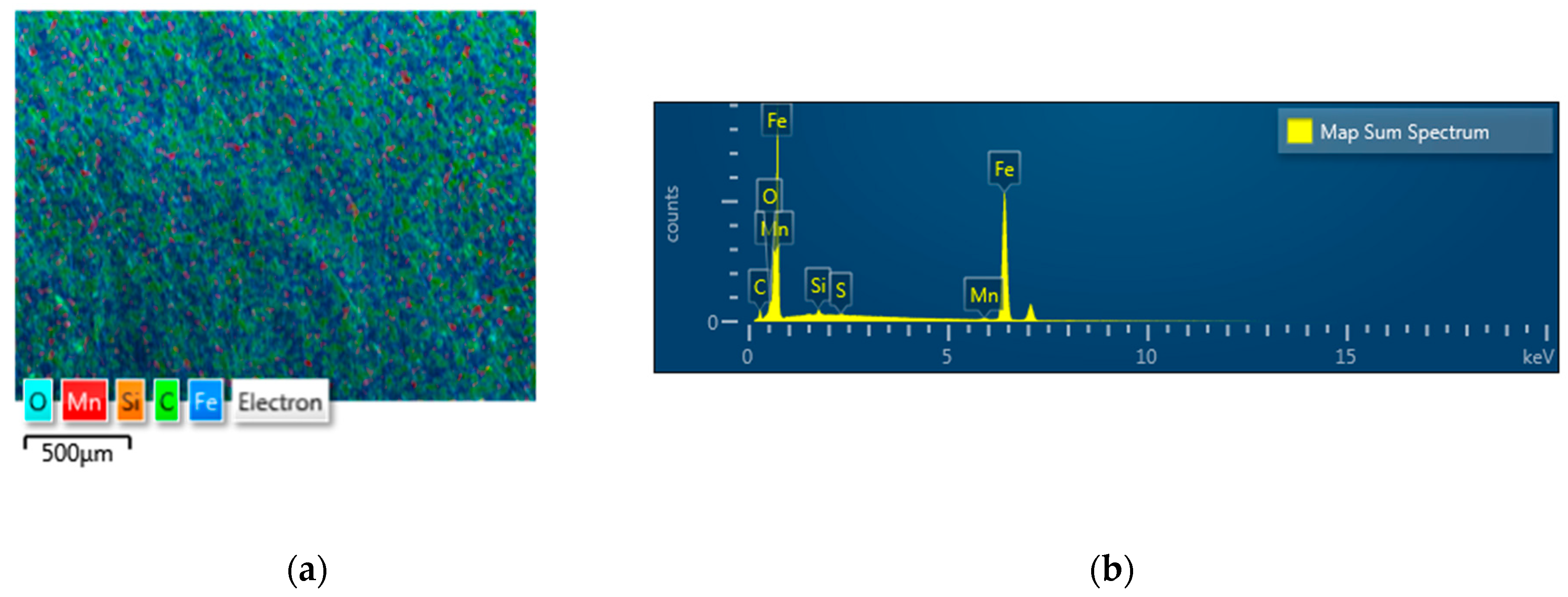
2.5. Surface Characterizations
3. Results and Discussion
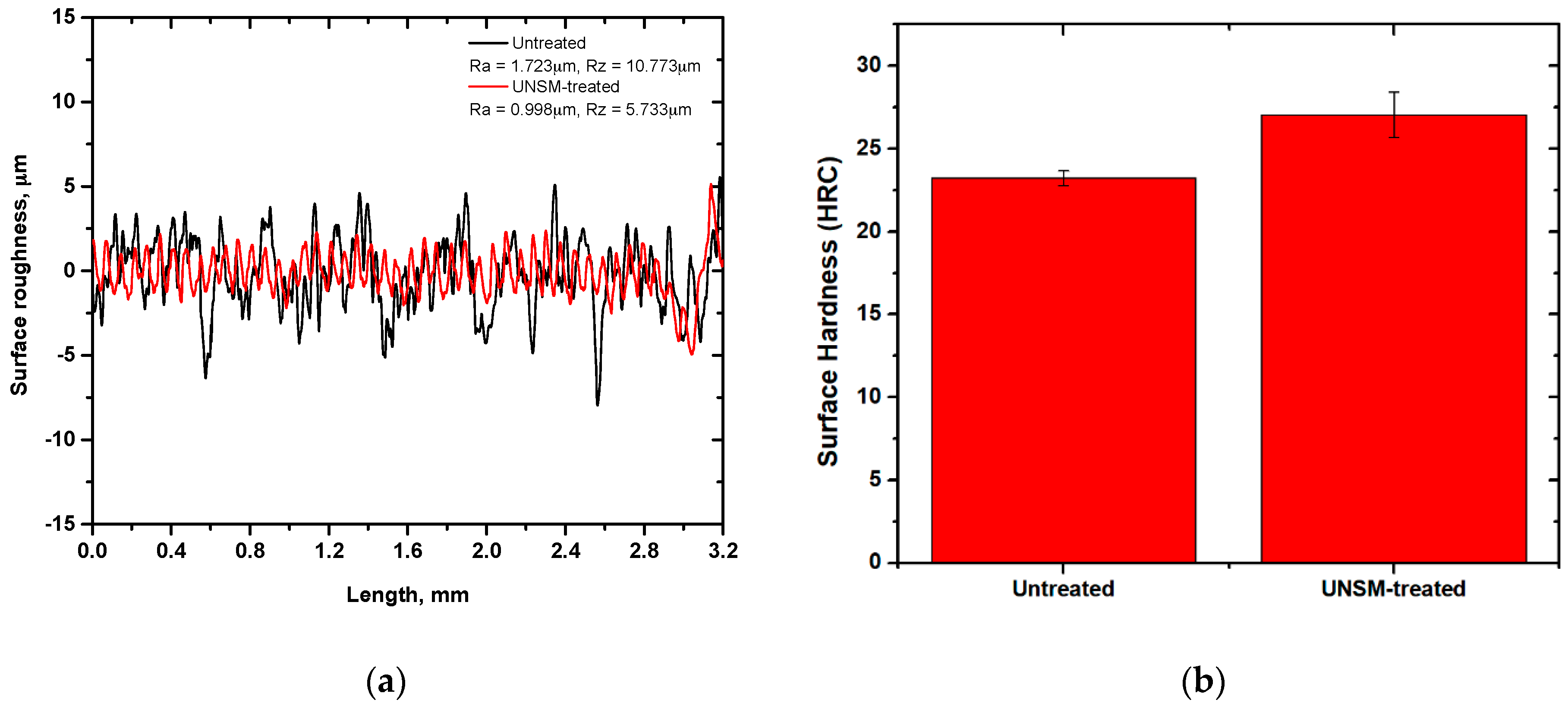
3.1. Surface Roughness and Hardness
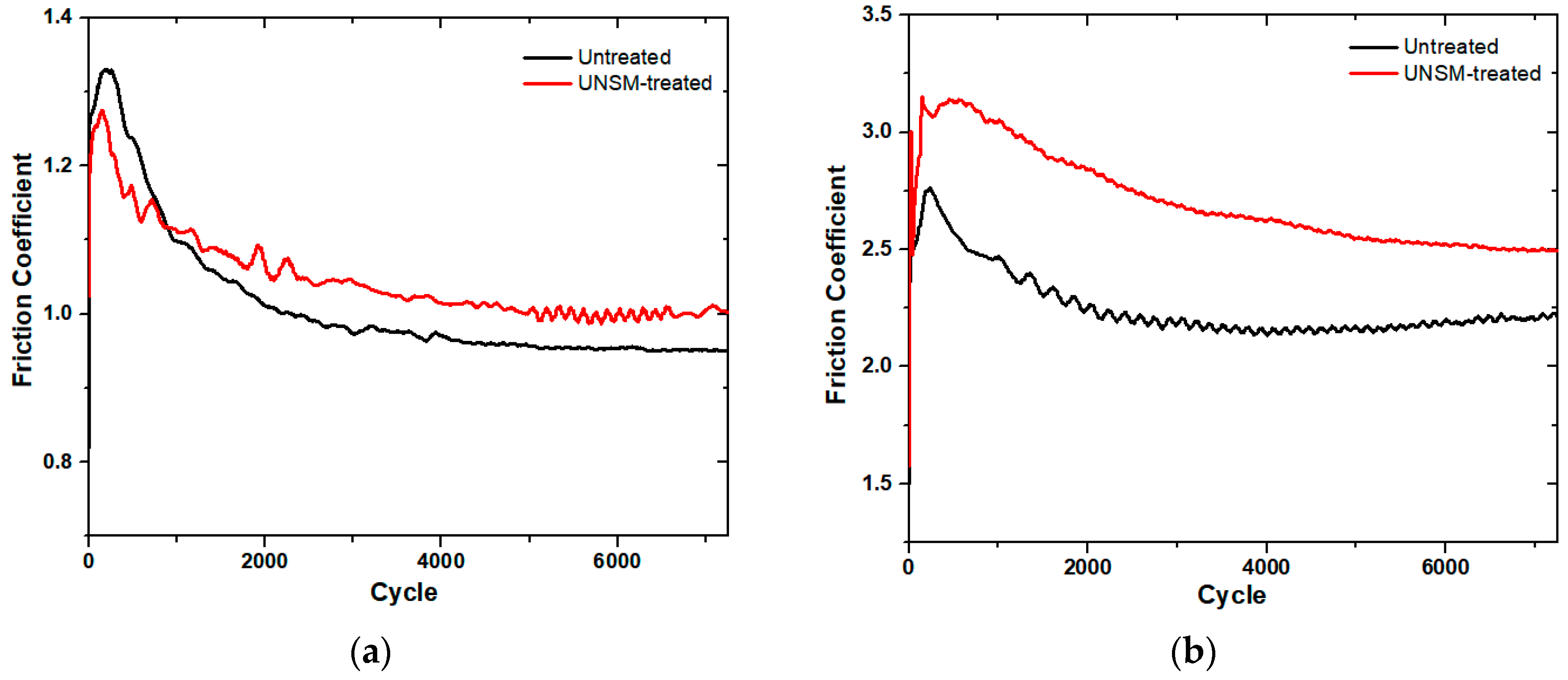
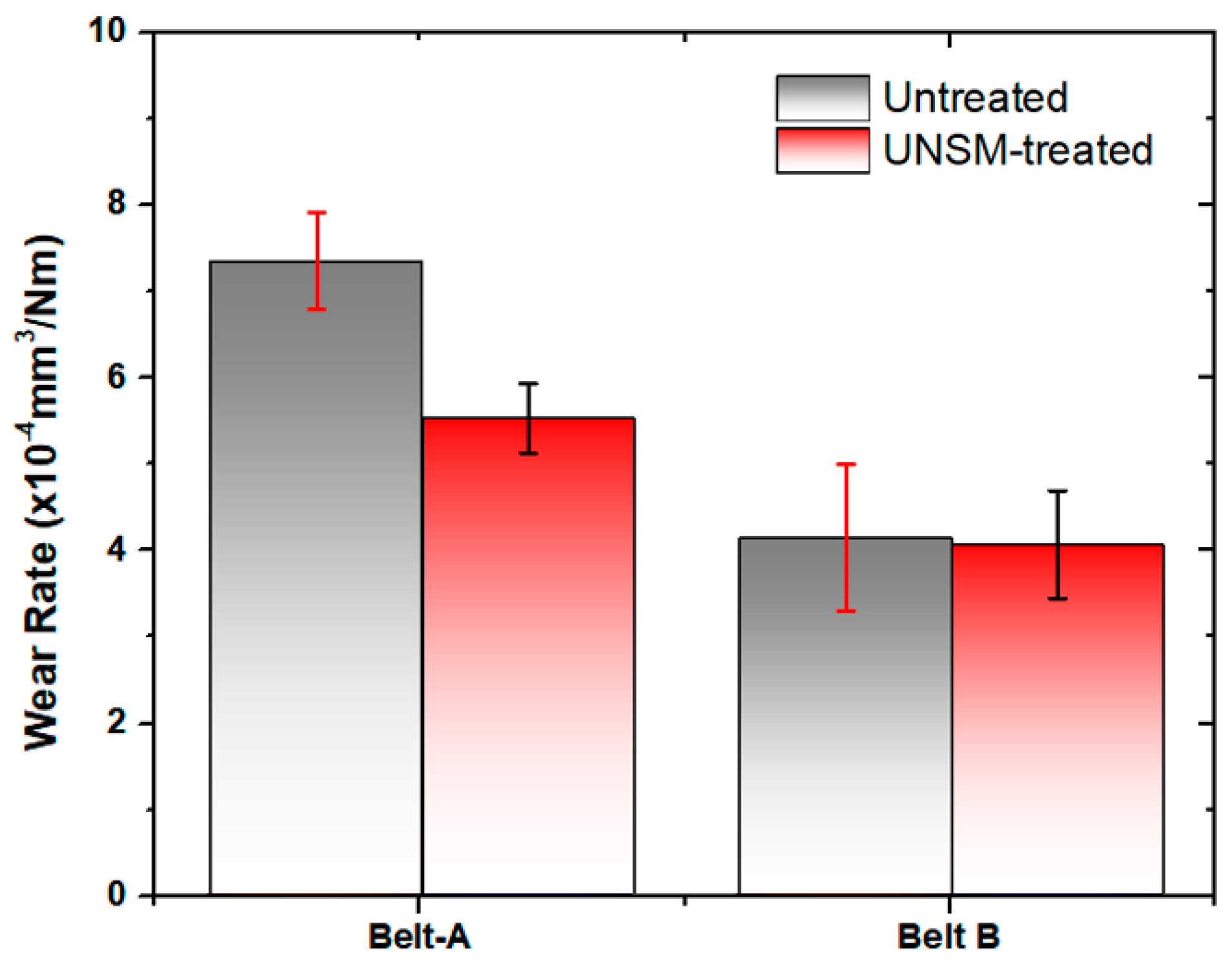
3.2. Friction and Wear Behavior
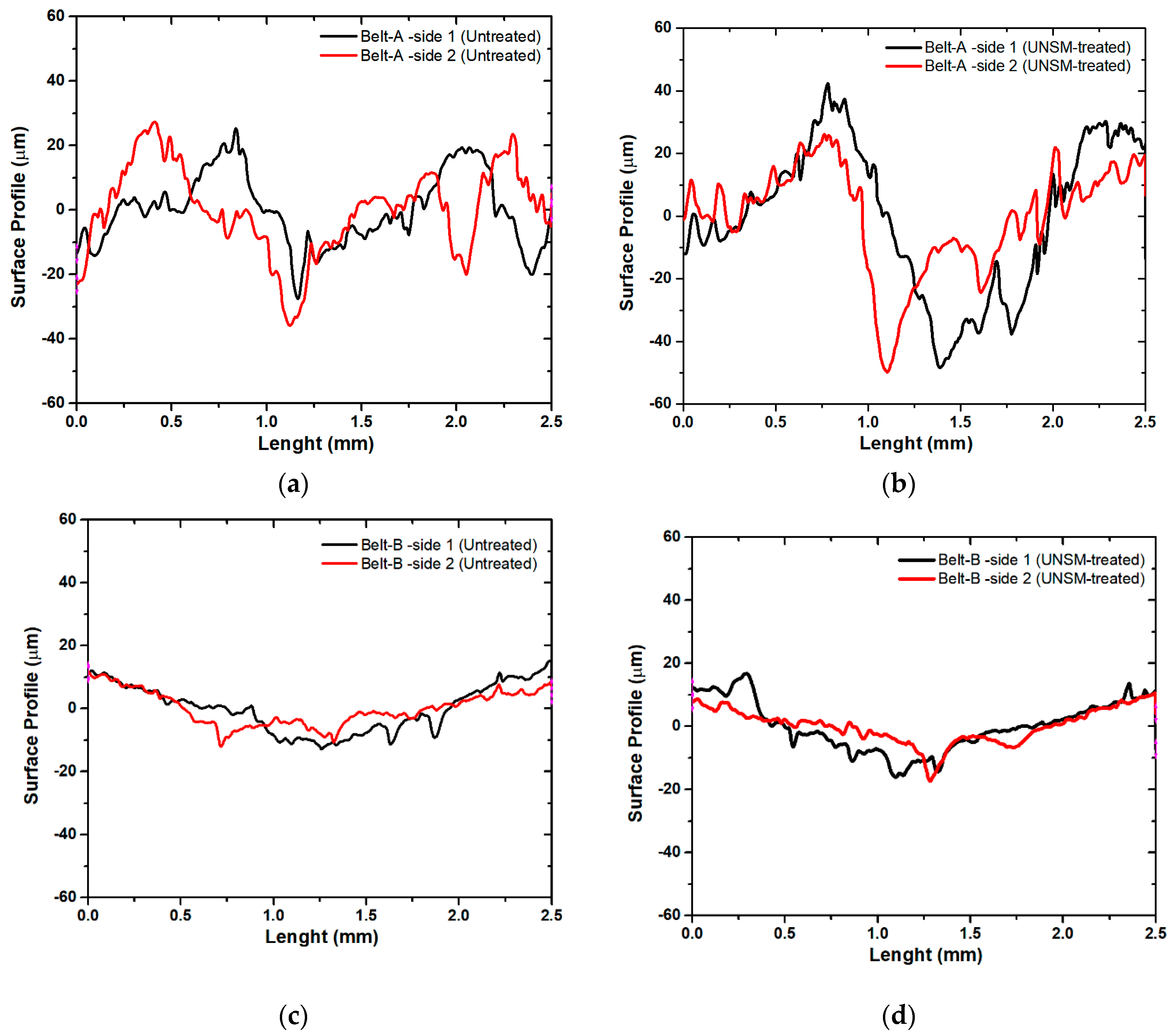
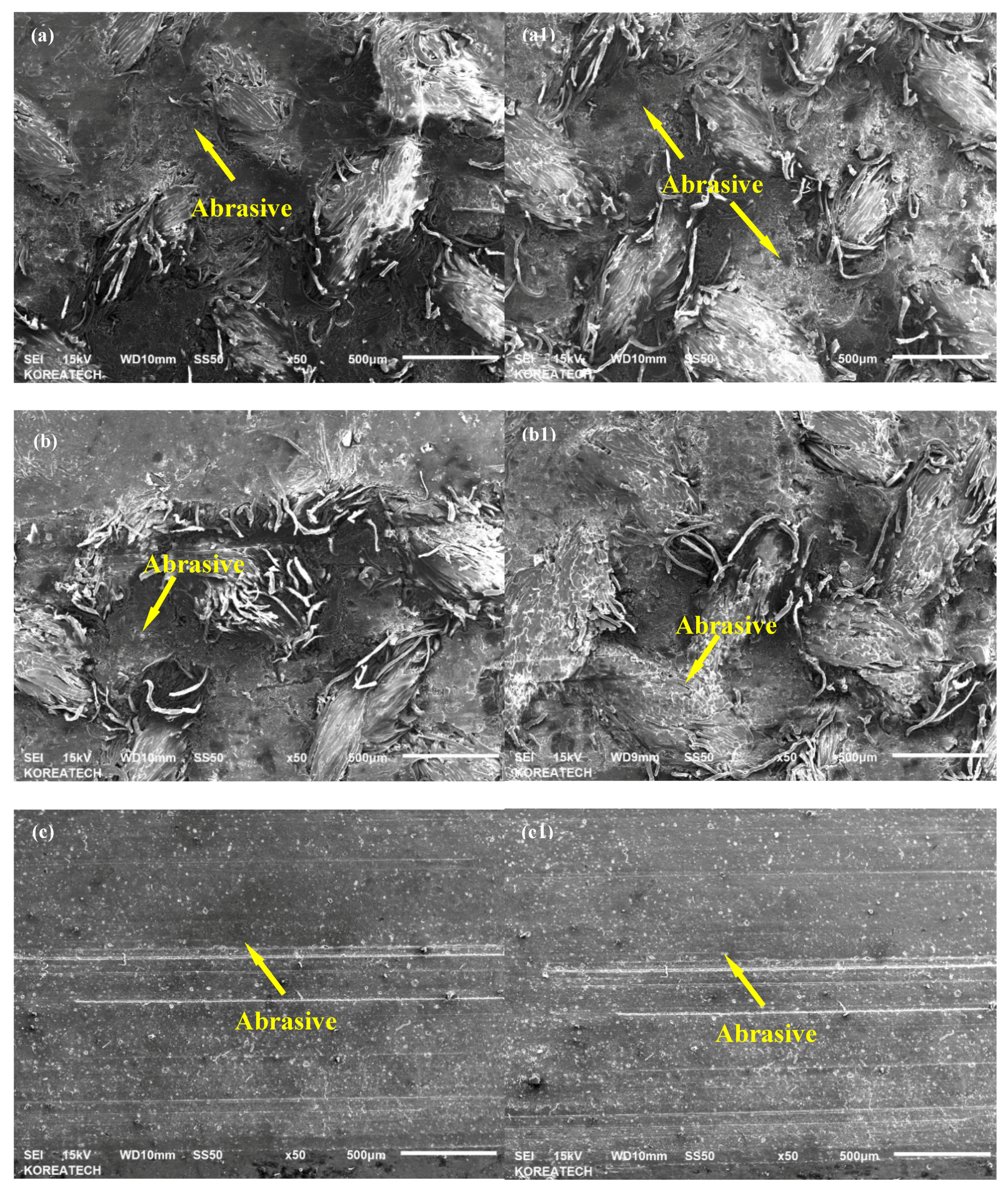
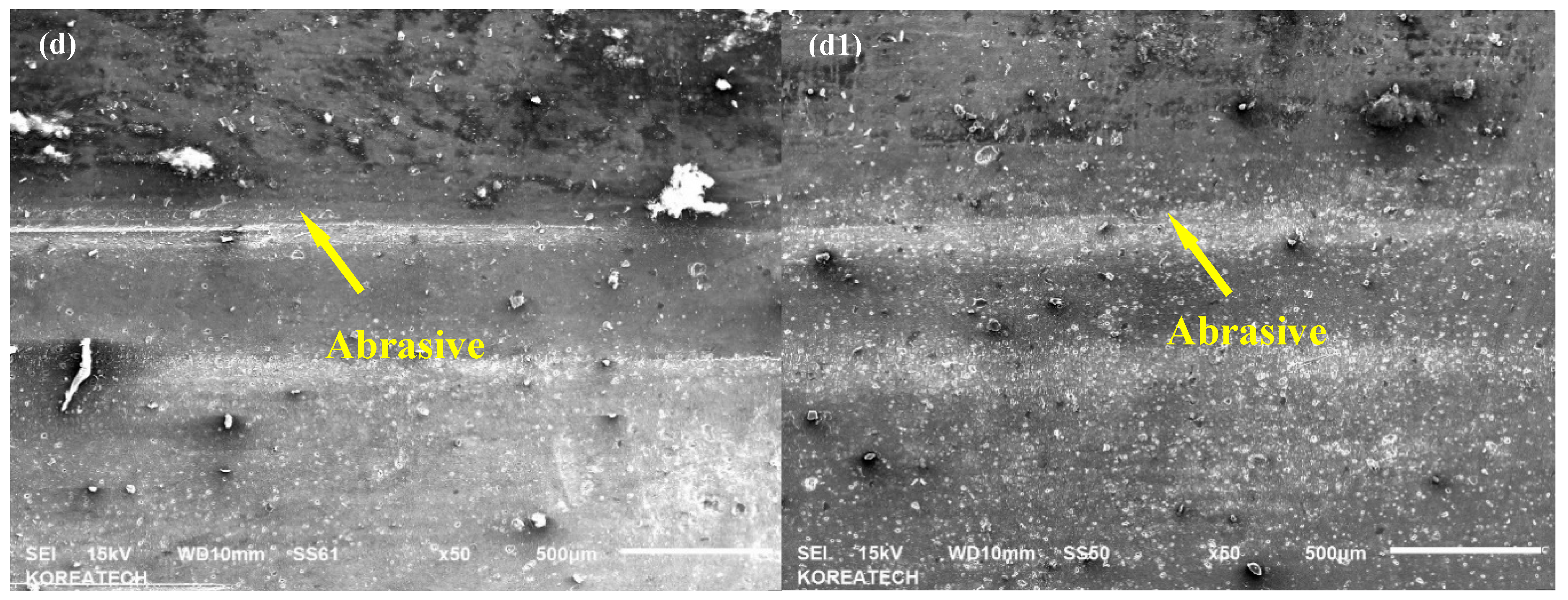
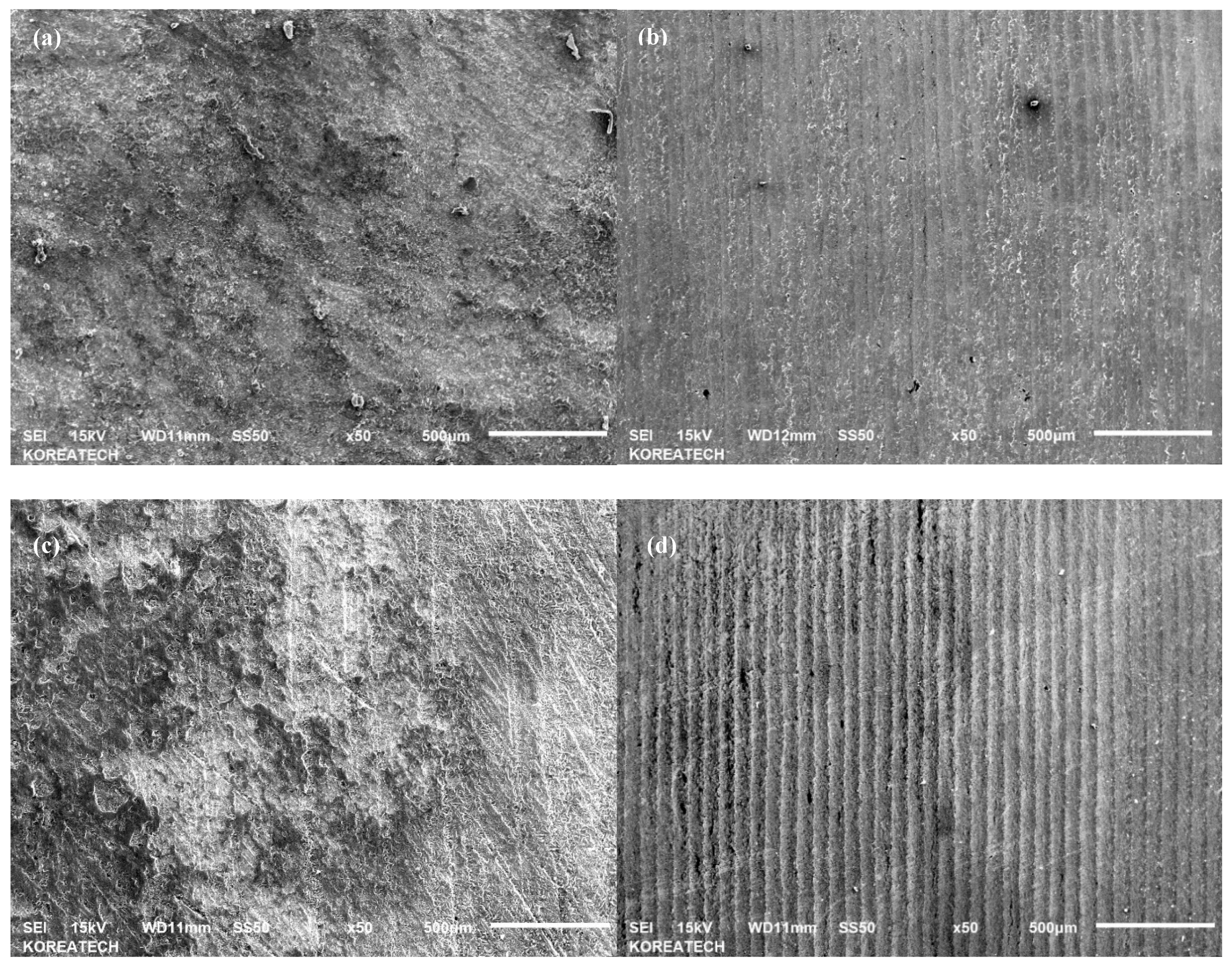
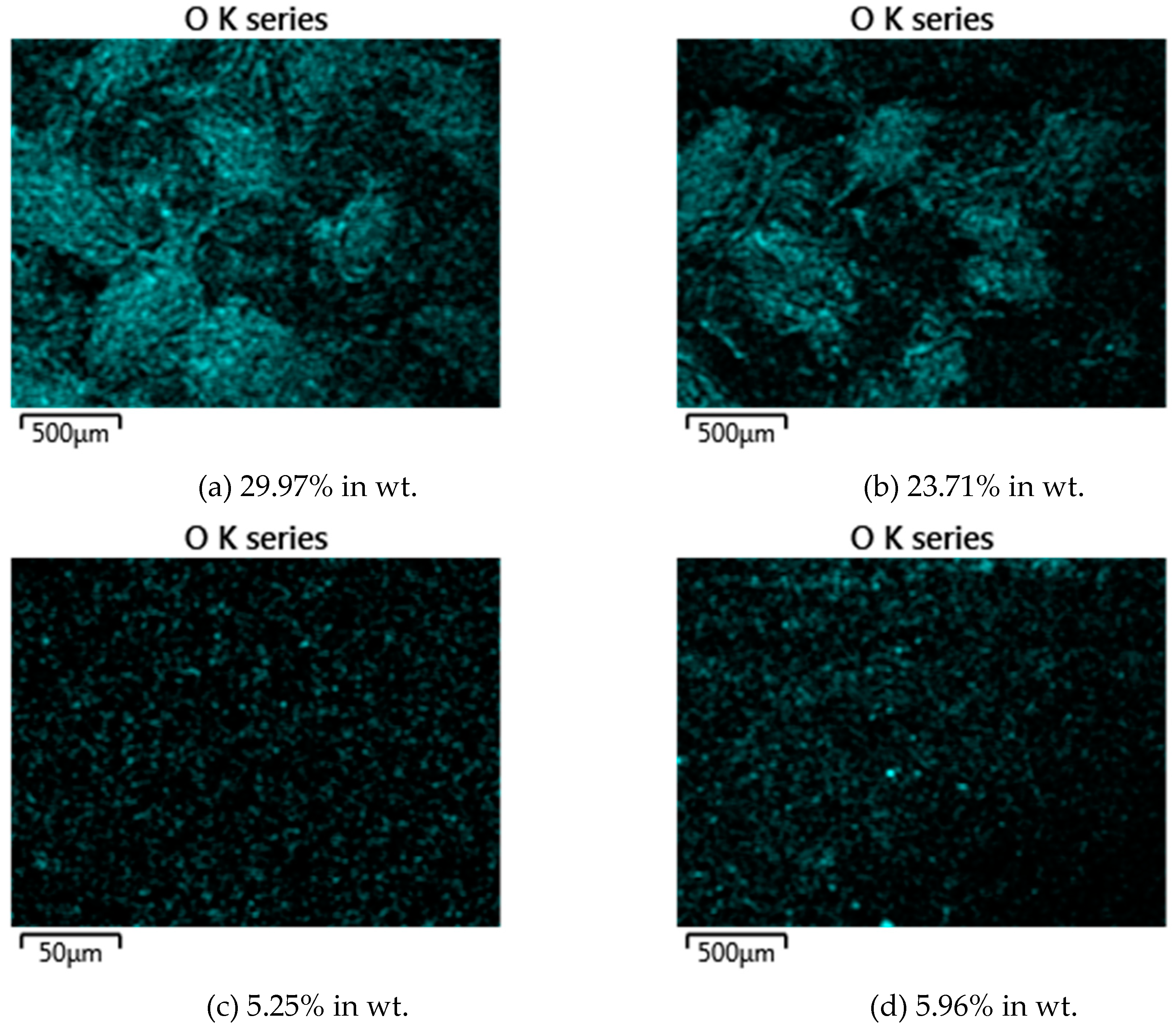
3.3. Wear Mechanisms
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Baker, K.D. Spindle speed optimization for cotton pickers. Appl. Eng. Agric. 2016, 31, 217–225. [Google Scholar] [CrossRef]
- Kazama, E.H.; da Silva, R.P.; Ormond, A.T.S.; Alcantara, A.S.; do Vale, W.G. Cotton and fiber quality in function of picker harvest speed. Rev. Bras. Eng. Agric. Ambient. 2018, 22, 583–588. [Google Scholar] [CrossRef]
- De Almeida, A.; Greenberg, S. Technology assessment: Energy-efficient belt transmissions. Energy Build. 1995, 22, 245–253. [Google Scholar] [CrossRef]
- Kong, L.; Parker, R.G. Steady Mechanics of Belt-Pulley Systems. J. Appl. Mech. 2005, 72, 25. [Google Scholar] [CrossRef]
- Shim, H.J.; Kim, J.K. Cause of failure and optimization of a V-belt pulley considering fatigue life uncertainty in automotive applications. Eng. Fail. Anal. 2009, 16, 1955–1963. [Google Scholar] [CrossRef]
- Yu, D.; Childs, T.H.C.; Dalgarno, K.W. V-ribbed belt design, wear and traction capacity. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 1998, 212, 333–344. [Google Scholar] [CrossRef]
- Balta, B.; Sonmez, F.O.; Cengiz, A. Speed losses in V-ribbed belt drives. Mech. Mach. Theory 2014, 86. [Google Scholar] [CrossRef]
- Childs, T.H.C. The contact and friction between flat belts and pulleys. Int. J. Mech. Sci. 1980, 22, 117–126. [Google Scholar] [CrossRef]
- Leamy, M.J.; Wasfy, T.M. Analysis of Belt-Driven Mechanics Using a Creep-Rate-Dependent Friction Law. J. Appl. Mech. 2002, 69, 763. [Google Scholar] [CrossRef]
- Amanov, A.; Sasaki, S.; Kim, D.E.; Penkov, O.V.; Pyun, Y.S. Improvement of the tribological properties of Al6061-T6 alloy under dry sliding conditions. Tribol. Int. 2013, 64, 24–32. [Google Scholar] [CrossRef]
- Amanov, A.; Pyun, Y.-S.; Sasaki, S. Effects of ultrasonic nanocrystalline surface modification (UNSM) technique on the tribological behavior of sintered Cu-based alloy. Tribol. Int. 2014, 72, 187–197. [Google Scholar] [CrossRef]
- Amanov, A.; Pyun, Y.S. Local heat treatment with and without ultrasonic nanocrystal surface modification of Ti-6Al-4V alloy: Mechanical and tribological properties. Surf. Coat. Technol. 2017, 326, 343–354. [Google Scholar] [CrossRef]
- Amanov, A.; Umarov, R. The effects of ultrasonic nanocrystal surface modification temperature on the mechanical properties and fretting wear resistance of Inconel 690 alloy. Appl. Surf. Sci. 2018, 441, 515–529. [Google Scholar] [CrossRef]
- Amanov, A.; Pyun, Y.S. Lowering friction of ball screws made of different steel grades through ultrasonic impact treatment. Tribol. Int. 2018, 123, 105–119. [Google Scholar] [CrossRef]
- Chang, S.; Pyun, Y.-S.; Amanov, A.; Chang, S.; Pyun, Y.-S.; Amanov, A. Wear Enhancement of Wheel-Rail Interaction by Ultrasonic Nanocrystalline Surface Modification Technique. Materials 2017, 10, 188. [Google Scholar] [CrossRef] [PubMed]
- Amanov, A.; Cho, I.S.; Pyoun, Y.S.; Lee, C.S.; Park, I.G. Micro-dimpled surface by ultrasonic nanocrystal surface modification and its tribological effects. Wear 2012, 286–287, 136–144. [Google Scholar] [CrossRef]
- Amanov, A.; Cho, I.S.; Pyun, Y.S. Microstructural evolution and surface properties of nanostructured Cu-based alloy by ultrasonic nanocrystalline surface modification technique. Appl. Surf. Sci. 2015, 388, 185–195. [Google Scholar] [CrossRef]
- Baker, K.D.; Hughs, E.; Foulk, J. Cotton quality as affected by changes in spindle speed. Appl. Eng. Agric. 2010, 26, 363–369. [Google Scholar] [CrossRef]
- Feng, D.; Shen, M.; Peng, X.; Meng, X. Surface Roughness Effect on the Friction and Wear Behaviour of Acrylonitrile–Butadiene Rubber (NBR) Under Oil Lubrication. Tribol. Lett. 2016, 65, 10. [Google Scholar] [CrossRef]
- Kheradmandfard, M.; Kashani-Bozorg, S.F.; Lee, J.S.; Kim, C.-L.; Hanzaki, A.Z.; Pyun, Y.-S.; Cho, S.-W.; Amanov, A.; Kim, D.-E. Significant improvement in cell adhesion and wear resistance of biomedical β-type titanium alloy through ultrasonic nanocrystal surface modification. J. Alloys Compd. 2018, 762, 941–949. [Google Scholar] [CrossRef]
- Moon, J.H.; Baek, S.M.; Lee, S.G.; Seong, Y.J.; Amanov, A.; Lee, S.H.; Kim, H.S. Effects of residual stress on the mechanical properties of copper processed using ultrasonic nanocrystalline surface modification. Mater. Res. Lett. 2019, 7, 97–102. [Google Scholar] [CrossRef]
- Yin, F.; Cheng, G.J.; Xu, R.; Zhao, K.; Li, Q.; Jian, J.; Hu, S.; Sun, S.; An, L.; Han, Q. Ultrastrong nanocrystalline stainless steel and its Hall-Petch relationship in the nanoscale. Scr. Mater. 2018, 155, 26–31. [Google Scholar] [CrossRef]
- Dobatkin, S.V.; Valiev, R.Z.; Krasilnikov, N.A.; Raab, G.I.; Konenkova, V.N. Structure and properties of steel St3 after hot equal-channel angular pressing. Met. Sci. Heat Treat. 2000, 42, 366–369. [Google Scholar] [CrossRef]
- Amanov, A.; Urmanov, B.; Amanov, T.; Pyun, Y.S. Strengthening of Ti-6Al-4V alloy by high temperature ultrasonic nanocrystal surface modification technique. Mater. Lett. 2017, 196, 198–201. [Google Scholar] [CrossRef]
- Kong, L.; Parker, R.G. Microslip friction in flat belt drives. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2005, 219, 1097–1106. [Google Scholar] [CrossRef]
- Amanov, A.; Pyun, Y.S.; Cho, I.S.; Lee, C.S.; Park, I.G. The evaluation of the micro-tracks and micro-dimples on the tribological characteristics of thrust ball bearings. J. Nanosci. Nanotechnol. 2011, 11, 701–705. [Google Scholar] [CrossRef] [PubMed]
- Sawyer, W.G.; Argibay, N.; Burris, D.L.; Krick, B.A. Mechanistic studies in friction and wear of bulk materials. Annu. Rev. Mater. Res. 2014, 44, 395–427. [Google Scholar] [CrossRef]
- Sakagami, K. Prediction of friction drive limit of metal V-belt. SAE Int. J. Eng. 2015, 8, 1408–1416. [Google Scholar] [CrossRef]
- Manin, L.; Michon, G.; Remond, D.; Dufour, R. From transmission error measurement to pulley-belt slip determination in in serpentine belt drives: Influence of tensioner and belt characteristics. Mech. Mach. Theory 2009, 44, 813–821. [Google Scholar] [CrossRef]
- Boneh, Y.; Sagy, A.; Reches, Z. Frictional strength and wear-rate of carbonate faults during high-velocity, steady-state sliding. Earth Planet. Sci. Lett. 2013, 381, 127–137. [Google Scholar] [CrossRef]
- Hakami, F.; Pramanik, A.; Ridgway, N.; Basak, A.K. Developments of rubber material wear in conveyer belt system. Tribol. Int. 2017, 111, 148–158. [Google Scholar] [CrossRef]
- Briscoe, B.J.; Sinha, S.K. Wear of polymers. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2002, 216, 401–413. [Google Scholar] [CrossRef]
- So, H.; Yu, D.; Chuang, C. Formation and wear mechanism of tribo-oxides and the regime of oxidational wear of steel. Wear 2002, 253, 1004–1015. [Google Scholar] [CrossRef]
- Yin, C.; Liang, Y.; Liang, Y.; Li, W.; Yang, M. Formation of a self-lubricating layer by oxidation and solid-state amorphization of nano-lamellar microstructures during dry sliding wear tests. Acta Mater. 2019, 166, 208–220. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Shore Hardness, A | Natural Rubber (C5H8) | C | ZnO | S |
|---|---|---|---|---|---|
| Rubber A | 55 | 69 | 25 | 5 | 1 |
| Rubber B | 45 | 78 | 18 | 3 | 1 |
| Low-Carbon Steel (ST3) | Tensile Strengtd, MPa | Yield Strengtd, MPa | Elastic Modulus, GPa | Shear Modulus, GPa | Poisson’s Ratio | Elongation, % |
| >490 | >290 | 190 | 73 | 0.29 | >21% |
| Low-Carbon Steel (ST3) | C | Si | Mn | Ni | S | P | Cr | Cu | As | Fe |
| 0.32 | 0.24 | 0.60 | 0.25 | 0.04 | 0.035 | 0.25 | 0.25 | 0.08 | 97.0 |
| Frequency, kHz | Amplitude, µm | Speed, mm/min | Static Load, N | Feed-Rate, µm | Ball Diameter, mm |
|---|---|---|---|---|---|
| 20 | 20 | 2000 | 20 | 30 | 2.38 |
| Normal Load, N | Reciprocating Cycles | Linear Speed, cm/s | Stroke, mm | Temperature, °C | Contact Stress, Pa |
|---|---|---|---|---|---|
| 5.0 | 7250 | 2.51 | 4.0 | >25.0 | 245.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amanov, A.; Sembiring, J.P.B.A.; Amanov, T. Experimental Investigation on Friction and Wear Behavior of the Vertical Spindle and V-belt of a Cotton Picker. Materials 2019, 12, 773. https://doi.org/10.3390/ma12050773
Amanov A, Sembiring JPBA, Amanov T. Experimental Investigation on Friction and Wear Behavior of the Vertical Spindle and V-belt of a Cotton Picker. Materials. 2019; 12(5):773. https://doi.org/10.3390/ma12050773
Chicago/Turabian StyleAmanov, Auezhan, Jan Putra Bahtra Agung Sembiring, and Tileubay Amanov. 2019. "Experimental Investigation on Friction and Wear Behavior of the Vertical Spindle and V-belt of a Cotton Picker" Materials 12, no. 5: 773. https://doi.org/10.3390/ma12050773
APA StyleAmanov, A., Sembiring, J. P. B. A., & Amanov, T. (2019). Experimental Investigation on Friction and Wear Behavior of the Vertical Spindle and V-belt of a Cotton Picker. Materials, 12(5), 773. https://doi.org/10.3390/ma12050773