An Investigation on Microstructure, Texture and Mechanical Properties of AZ80 Mg Alloy Processed by Annular Channel Angular Extrusion


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Initial Material State
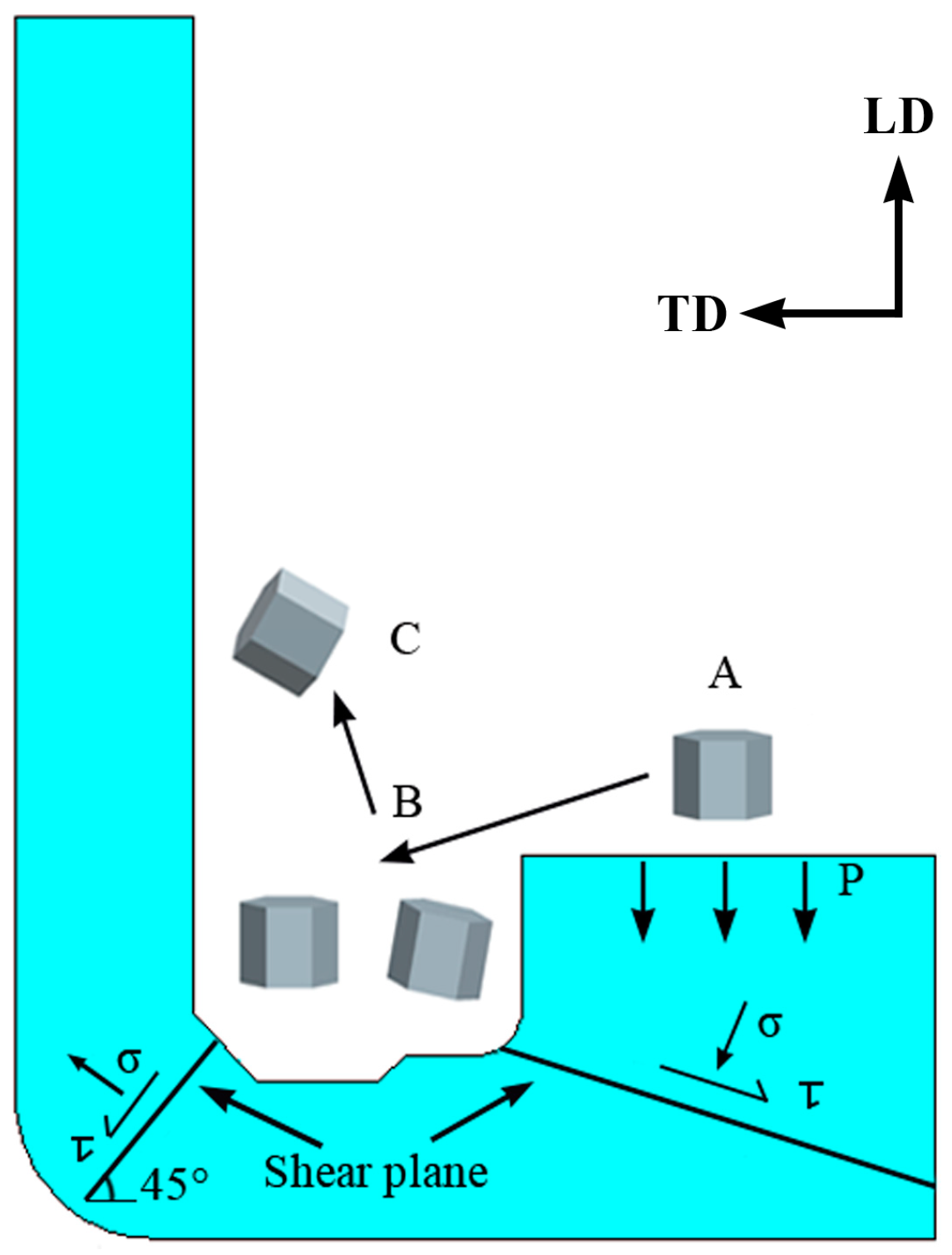
3.2. Finite Element (FE) Analysis
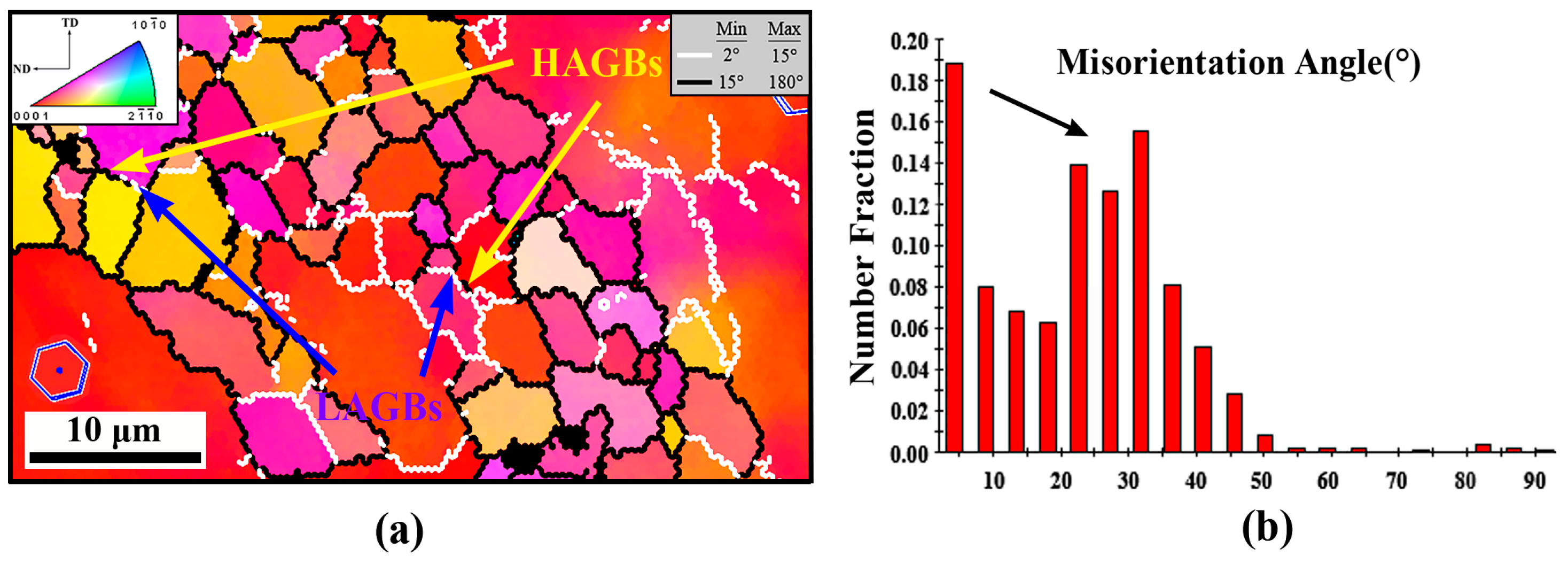
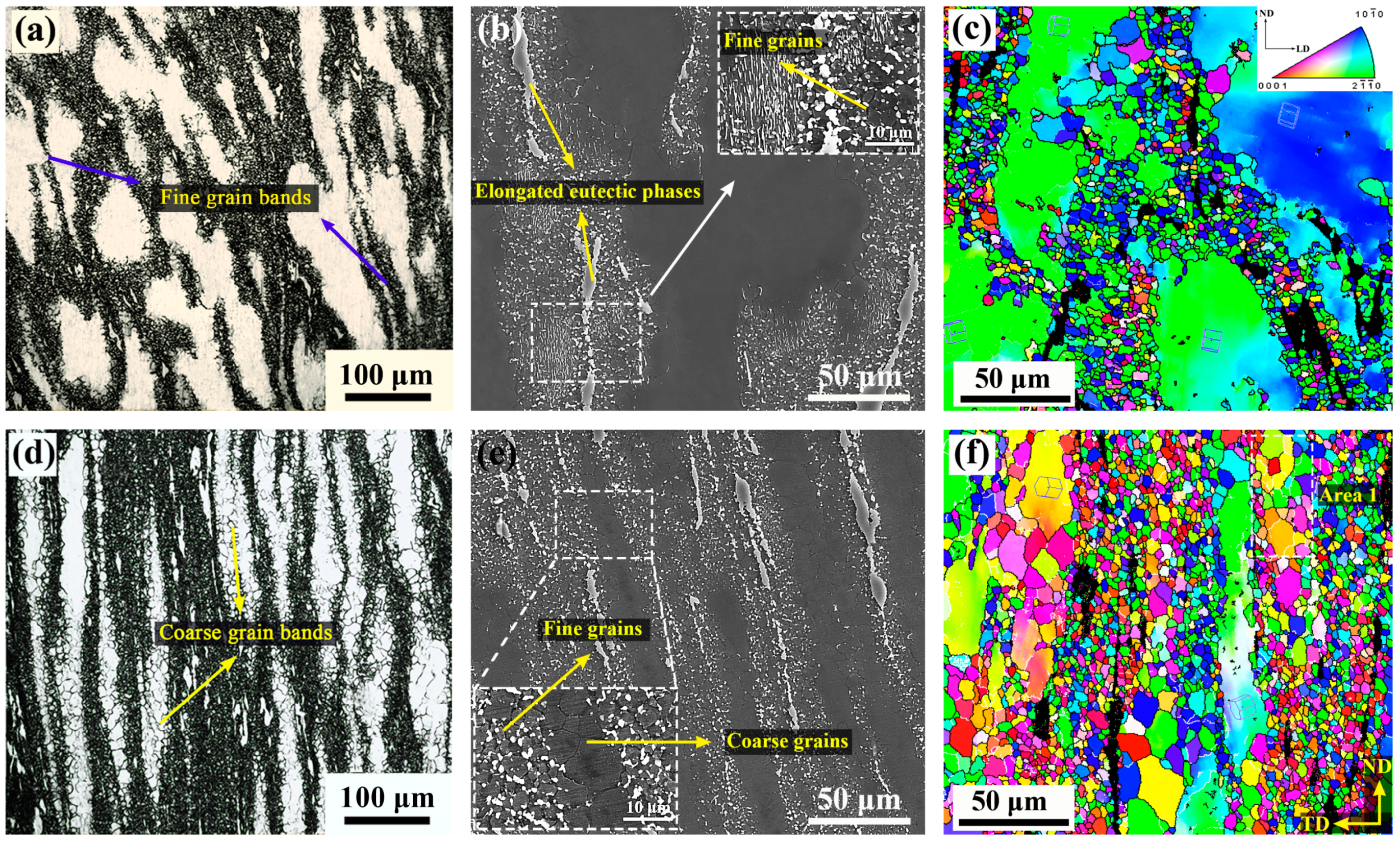
3.3. Effect of Extrusion on Microstructure
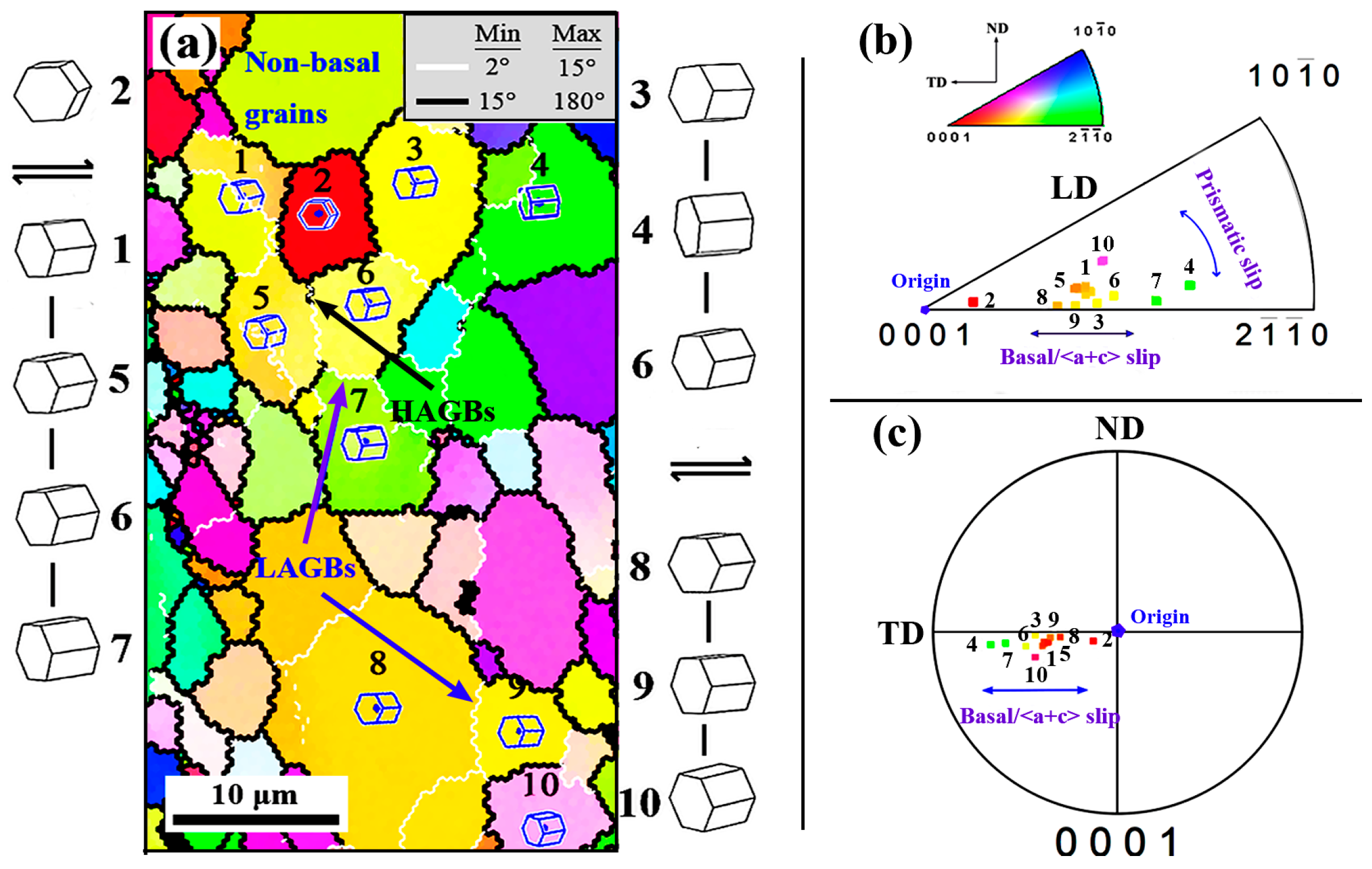
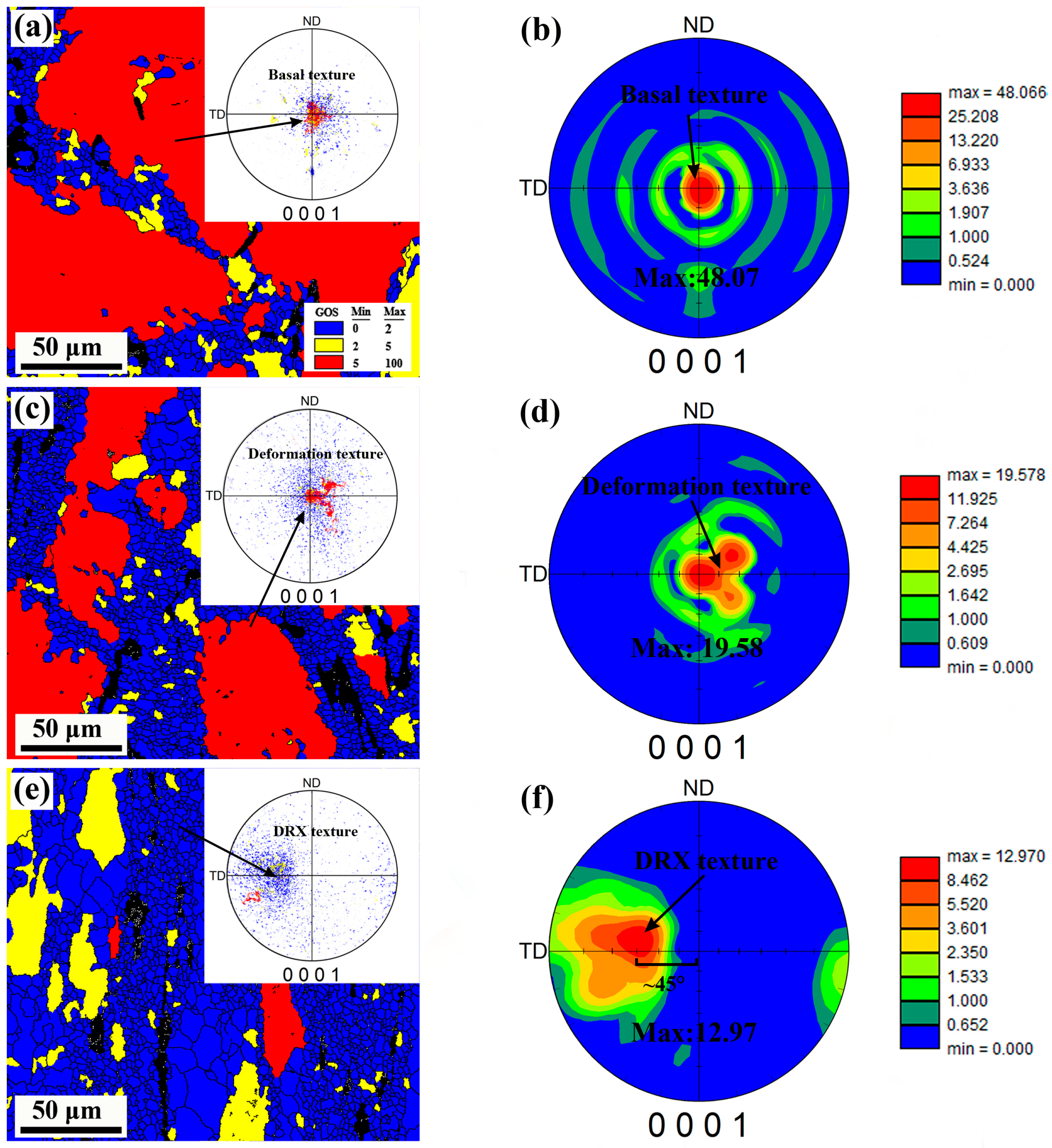
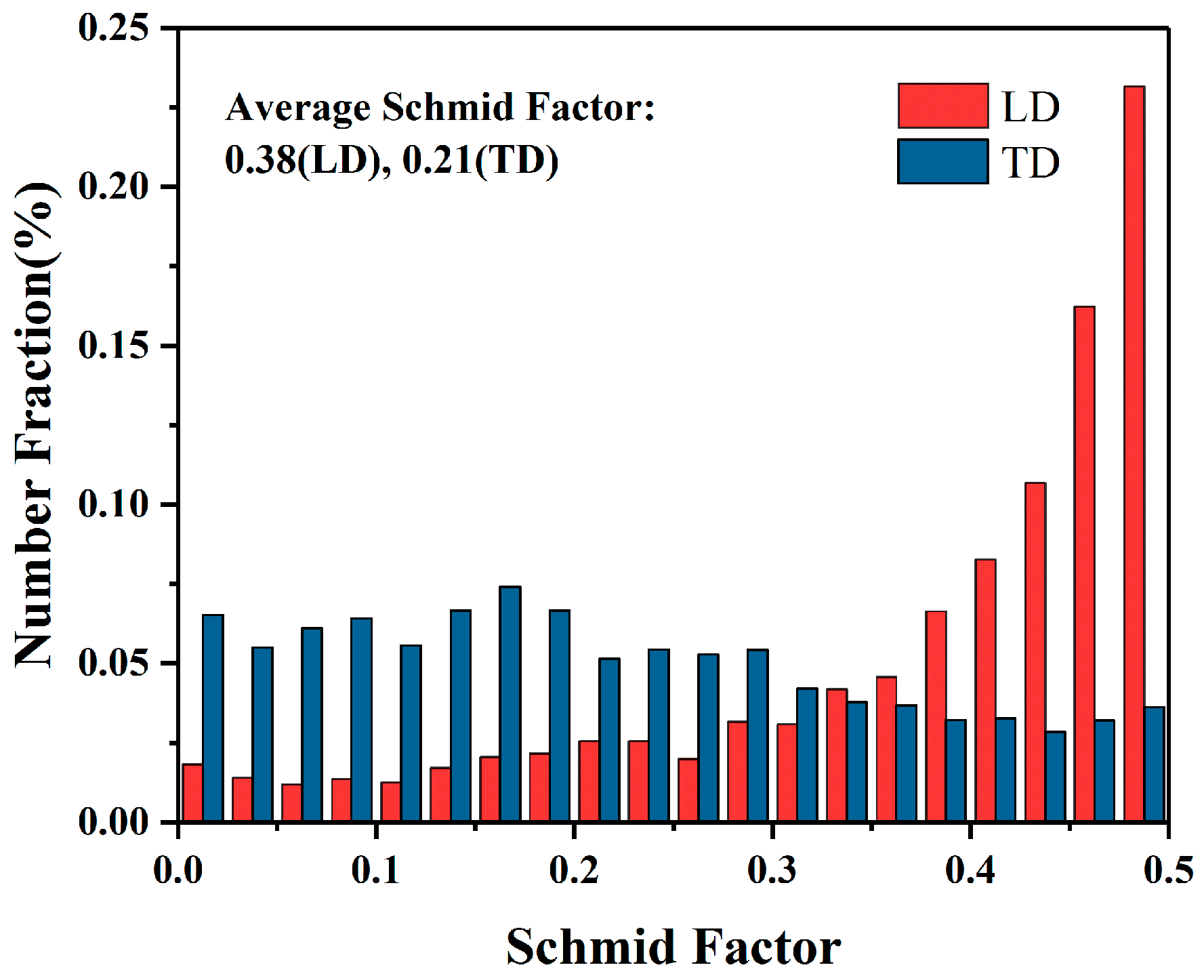
3.4. Texture Evolution
3.5. Mechanical Properties
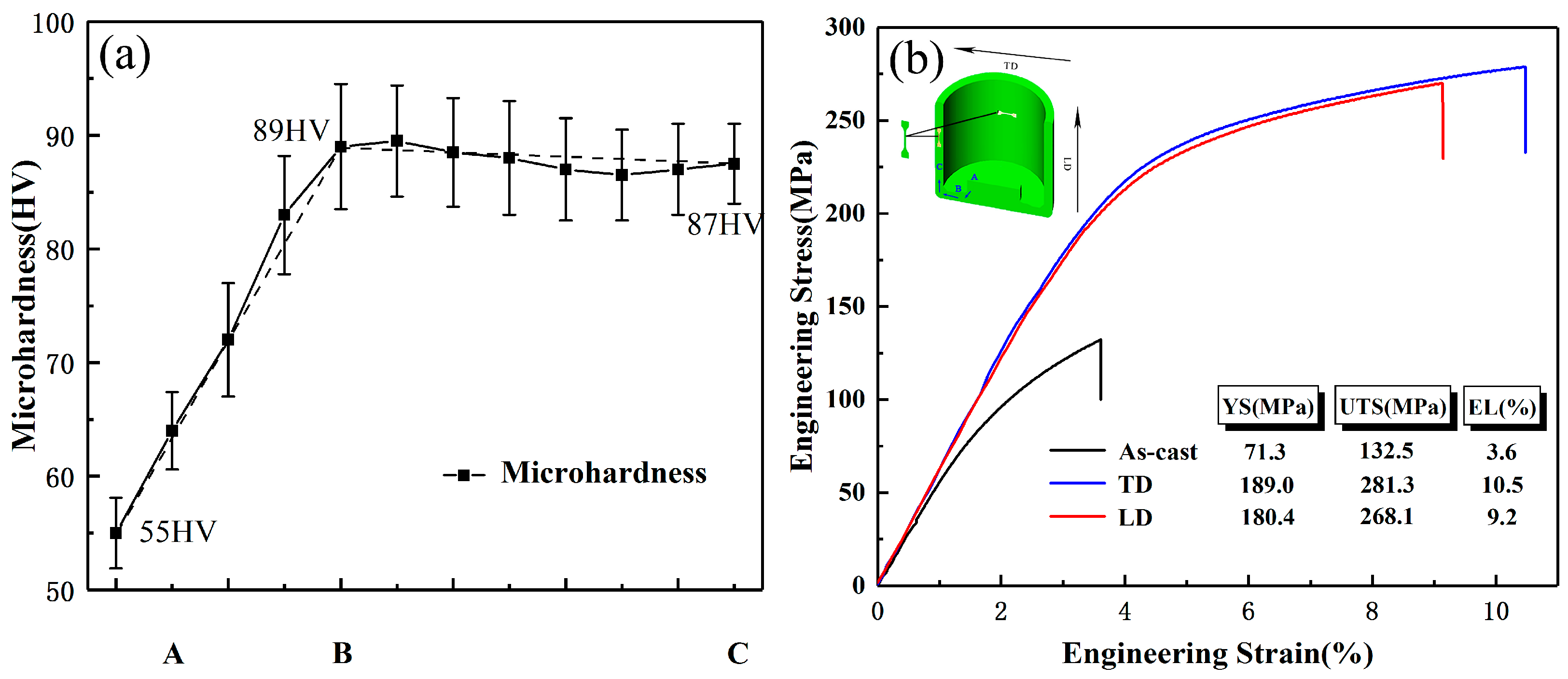
3.5.1. Microhardness
3.5.2. Tensile Properties
4. Conclusions
- (1)
- By introducing a high magnitude of effective strain, the annular channel angular extrusion process exhibited significant microstructure refinement capabilities. The coarse eutectic β-phases formed during the solidification were greatly refined into numerous fine β-particles. Due to the notable DRX nucleation and particles’ pinning effect, the average grain size of the extruded part was eventually refined to ~9.6 μm.
- (2)
- The strong basal texture formed during the initial stage was greatly weaken and transformed into a tilted DRX texture. The shear strain applied in the corner zone and subsequent microstructure refinement were the main reasons for the texture modification.
- (3)
- The material processed by the novel BE process showed simultaneous improvement of strength and ductility. The YS and EL of the extruded AZ80 alloy cup were improved more than 2.5 times, and the UTS was improved more than 2 times, compared to the as-cast state values. Besides, the obtained hardness also exhibited significant improvement.
- (4)
- The notable microstructure refinement and texture weakening were considered to be responsible for the improved mechanical properties.
- (5)
- According to this study, the SPD technique combining conventional BE and two-step ECAP into a single process can feasibly improve the mechanical properties of the AZ80 Mg alloy.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, Z.; Yan, Z.; Du, Y.; Zhang, G.; Zhu, J.; Ren, L.; Wang, Y. Hot Deformation Behavior of Homogenized Mg-13.5Gd-3.2Y-2.3Zn-0.5Zr Alloy via Hot Compression Tests. Materials 2018, 11, 2282. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Z.; Du, Y.; Yan, Z.; Che, X. Effect of Isothermal Repetitive Upsetting Extrusion on the Microstructure of Mg-12.0Gd-4.5Y-2.0Zn-0.4Zr Alloy. Materials 2018, 11, 2092. [Google Scholar] [CrossRef]
- Chang, L.L.; Wang, Y.N.; Zhao, X.; Huang, J.C. Microstructure and mechanical properties in an AZ31 magnesium alloy sheet fabricated by asymmetric hot extrusion. Mater. Sci. Eng. A 2008, 496, 512–516. [Google Scholar] [CrossRef]
- Yang, Z.; Ma, A.; Liu, H.; Sun, J.; Song, D.; Wang, C.; Yuan, Y.; Jiang, J. Multimodal Microstructure and Mechanical Properties of AZ91 Mg Alloy Prepared by Equal Channel Angular Pressing plus Aging. Metals 2018, 8, 763. [Google Scholar] [CrossRef]
- Hu, H.J.; Ying, Y.L.; Ou, Z.W.; Wang, X.Q. Comparisons of microstructures and texture and mechanical properties of magnesium alloy fabricated by compound extrusion and direct extrusion. Mater. Sci. Eng. A 2017, 695, 360–366. [Google Scholar] [CrossRef]
- Luo, D.; Pan, Y.; Wang, H.-Y.; Zhao, L.-G.; Liu, G.-J.; Liu, Y.; Jiang, Q.-C. Effect of Rolling Route on Microstructure and Tensile Properties of Twin-Roll Casting AZ31 Mg Alloy Sheets. Materials 2016, 9, 433. [Google Scholar] [CrossRef]
- Go, Y.; Jo, S.M.; Park, S.H.; Kim, H.S.; You, B.S.; Kim, Y.M. Microstructure and mechanical properties of non-flammable Mg-8Al-0.3Zn-0.1Mn-0.3Ca-0.2Y alloy subjected to low-temperature, low-speed extrusion. J. Alloy Compd. 2018, 739, 69–76. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Yan, J.; Qin, Z.; Yan, K. Mechanical Properties and Microstructure Evolution of Mg-6 wt.% Zn Alloy during Equal-Channel Angular Pressing. Metals 2018, 8, 841. [Google Scholar] [CrossRef]
- Mehrotra, P.; Lillo, T.M.; Agnew, S.R. Ductility enhancement of a heat-treatable magnesium alloy. Scr. Mater. 2006, 55, 855–858. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, Y.; Liu, M.; Lin, J.; Roven, H.J. Microstructure evolution of AZ series magnesium alloys during cyclic extrusion compression. Mater. Sci. Eng. A 2010, 527, 2265–2273. [Google Scholar] [CrossRef]
- Maghsoudi, M.H.; Zarei-Hanzaki, A.; Abedi, H.R. Modification of the grain structure, γ phase morphology and texture in AZ81 Mg alloy through accumulative back extrusion. Mater. Sci. Eng. A 2014, 595, 99–108. [Google Scholar] [CrossRef]
- Shatermashhadi, V.; Manafi, B.; Abrinia, K.; Faraji, G.; Sanei, M. Development of a novel method for the backward extrusion. Mater. Des. 2014, 62, 361–366. [Google Scholar] [CrossRef]
- Hosseini, S.H.; Abrinia, K. Determination of processing power and optimum billet radius of modified backward extrusion by upper bound approach. Trans. Nonferrous Met. Soc. China 2016, 26, 2170–2178. [Google Scholar] [CrossRef]
- Hosseini, S.H.; Abrinia, K.; Faraji, G. Applicability of a modified backward extrusion process on commercially pure aluminum. Mater. Des. 2015, 65, 521–528. [Google Scholar] [CrossRef]
- Barrett, C.D.; Imandoust, A.; Oppedal, A.L.; Inal, K.; Tschopp, M.A.; El Kadiri, H. Effect of grain boundaries on texture formation during dynamic recrystallization of magnesium alloys. Acta Mater. 2017, 128, 270–283. [Google Scholar] [CrossRef]
- Xu, S.W.; Matsumoto, N.; Kamado, S.; Honma, T.; Kojima, Y. Effect of pre-aging treatment on microstructure and mechanical properties of hot compressed Mg–9Al–1Zn alloy. Mater. Sci. Eng. A 2009, 517, 354–360. [Google Scholar] [CrossRef]
- Duly, D.; Simon, J.P.; Brechet, Y. On the competition between continuous and discontinuous precipitations in binary MgAl alloys. Acta Metall. Mater. 1995, 43, 101–106. [Google Scholar]
- Jung, J.-G.; Park, S.H.; Yu, H.; Kim, Y.M.; Lee, Y.-K.; You, B.S. Improved mechanical properties of Mg–7.6Al–0.4Zn alloy through aging prior to extrusion. Scr. Mater. 2014, 93, 8–11. [Google Scholar] [CrossRef]
- Celotto, S. TEM study of continuous precipitation in Mg–9 wt%Al–1 wt%Zn alloy. Acta Mater. 2000, 48, 1775–1787. [Google Scholar] [CrossRef]
- Chalay-Amoly, A.; Zarei-Hanzaki, A.; Changizian, P.; Fatemi-Varzaneh, S.M.; Maghsoudi, M.H. An investigation into the microstructure/strain pattern relationship in backward extruded AZ91 magnesium alloy. Mater. Des. 2013, 47, 820–827. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Yan, H.; Fan, G.H.; Nakata, T.; Lao, C.S.; Chen, R.S.; Kamado, S.; Han, E.H.; Lu, B.H. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Sadeghi, A.; Pekguleryuz, M. Recrystallization and texture evolution of Mg–3%Al–1%Zn–(0.4–0.8)%Sr alloys during extrusion. Mater. Sci. Eng. A 2011, 528, 1678–1685. [Google Scholar] [CrossRef]
- Borkar, H.; Gauvin, R.; Pekguleryuz, M. Effect of extrusion temperature on texture evolution and recrystallization in extruded Mg–1% Mn and Mg–1% Mn–1.6%Sr alloys. J. Alloys Compd. 2013, 555, 219–224. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, Z.; Ji, J.; Sun, Z. Effects of second phases on deformation behavior and dynamic recrystallization of as-cast Mg-4.3Li-4.1Zn-1.4Y alloy during hot compression. J. Alloys Compd. 2019, 770, 540–548. [Google Scholar] [CrossRef]
- Li, Z.; Dong, J.; Zeng, X.Q.; Lu, C.; Ding, W.J. Influence of Mg17Al12 intermetallic compounds on the hot extruded microstructures and mechanical properties of Mg–9Al–1Zn alloy. Mater. Sci. Eng. A 2007, 466, 134–139. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T. Twin recrystallization mechanisms in magnesium-rare earth alloys. Acta Mater. 2015, 96, 111–132. [Google Scholar] [CrossRef]
- Fatemi-Varzaneh, S.M.; Zarei-Hanzaki, A.; Cabrera, J.M. Shear banding phenomenon during severe plastic deformation of an AZ31 magnesium alloy. J. Alloys Compd. 2011, 509, 3806–3810. [Google Scholar] [CrossRef]
- Yamasaki, M.; Hagihara, K.; Inoue, S.-I.; Hadorn, J.P.; Kawamura, Y. Crystallographic classification of kink bands in an extruded Mg–Zn–Y alloy using intragranular misorientation axis analysis. Acta Mater. 2013, 61, 2065–2076. [Google Scholar] [CrossRef]
- Yoshida, Y.; Cisar, L.; Kamado, S.; Koike, J.; Kojima, Y. Texture Development of AZ31 Magnesium Alloy during ECAE Processing. Mater. Sci. Forum 2003, 419–422, 533–538. [Google Scholar] [CrossRef]
- Máthis, K.; Köver, M.; Stráská, J.; Trojanová, Z.; Džugan, J.; Halmešová, K. Micro-Tensile Behavior of Mg-Al-Zn Alloy Processed by Equal Channel Angular Pressing (ECAP). Materials 2018, 11, 1644. [Google Scholar] [CrossRef]
- Minárik, P.; Král, R.; Čížek, J.; Chmelík, F. Effect of different c/a ratio on the microstructure and mechanical properties in magnesium alloys processed by ECAP. Acta Mater. 2016, 107, 83–95. [Google Scholar] [CrossRef]
- Li, X.; Jiao, F.; Al-Samman, T.; Ghosh Chowdhury, S. Influence of second-phase precipitates on the texture evolution of Mg–Al–Zn alloys during hot deformation. Scr. Mater. 2012, 66, 159–162. [Google Scholar] [CrossRef]
- Peng, T.; Wang, Q.; Lin, J.; Liu, M.; Roven, H.J. Microstructure and enhanced mechanical properties of an Mg–10Gd–2Y–0.5Zr alloy processed by cyclic extrusion and compression. Mater. Sci. Eng. A 2011, 528, 1143–1148. [Google Scholar] [CrossRef]
- Hanna, A.; Azzeddine, H.; Lachhab, R.; Baudin, T.; Helbert, A.-L.; Brisset, F.; Huang, Y.; Bradai, D.; Langdon, T.G. Evaluating the textural and mechanical properties of an Mg-Dy alloy processed by high-pressure torsion. J. Alloys Compd. 2019, 778, 61–71. [Google Scholar] [CrossRef]
- Torbati-Sarraf, S.A.; Sabbaghianrad, S.; Figueiredo, R.B.; Langdon, T.G. Orientation imaging microscopy and microhardness in a ZK60 magnesium alloy processed by high-pressure torsion. J. Alloys Compd. 2017, 712, 185–193. [Google Scholar] [CrossRef]
- Zeng, G.; Yu, S.; Gao, Y.; Liu, C.; Han, X. Effects of hot ring rolling and aging treatment on microstructure and mechanical properties of AZ80-Ag alloy. Mater. Sci. Eng. A 2015, 645, 273–279. [Google Scholar] [CrossRef]
- Asqardoust, S.; Zarei Hanzaki, A.; Abedi, H.R.; Krajnak, T.; Minárik, P. Enhancing the strength and ductility in accumulative back extruded WE43 magnesium alloy through achieving bimodal grain size distribution and texture weakening. Mater. Sci. Eng. A 2017, 698, 218–229. [Google Scholar] [CrossRef]
- Bu, F.; Yang, Q.; Qiu, X.; Zheng, T.; Zhang, D.; Niu, X.; Li, Y.; Liu, X.; Meng, J. Study on the assemblage of Y and Gd on microstructure and mechanical properties of hot extruded Mg–Al–Zn alloy. Mater. Sci. Eng. A 2015, 639, 198–207. [Google Scholar] [CrossRef]
- Dashti, A.; Shaeri, H.M.; Taghiabadi, R.; Djavanroodi, F.; Vali Ghazvini, F.; Javadi, H. Microstructure, Texture, Electrical and Mechanical Properties of AA-6063 Processed by Multi Directional Forging. Materials 2018, 11, 2419. [Google Scholar] [CrossRef]
- Nussbaum, G.; Sainfort, P.; Regazzoni, G.; Gjestland, H. Strengthening mechanisms in the rapidly solidified AZ 91 magnesium alloy. Scr. Metall. 1989, 23, 1079–1084. [Google Scholar] [CrossRef]
- Han, B.Q.; Dunand, D.C. Microstructure and mechanical properties of magnesium containing high volume fractions of yttria dispersoids. Mater. Sci. Eng. A 2000, 277, 297–304. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Huang, Y.; Ren, Y.; Sha, X.; Han, X.; Liu, Z.-Q.; Li, C.; Wu, X.; Chen, H.; et al. Development of low-alloyed and rare-earth-free magnesium alloys having ultra-high strength. Acta Mater. 2018, 149, 350–363. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Parameters | Values |
|---|---|
| Elastic modulus (GPa) | 45.0 |
| Poisson’s ratio | 0.35 |
| Height of billet (mm) | 360 |
| Diameter of billet (mm) | 90 |
| Mesh number of billet (1/2) | 32,000 |
| Minimum mesh edge length (mm) | 2.15 |
| Friction coefficient | 0.3 |
| Extrusion temperature (°C) | 300 |
| Zone | dDRXed (μm) | daverage (μm) | fDRX (%) | feutectic phase (%) | ffine particle (%) |
|---|---|---|---|---|---|
| A | 6.1 (±1.1) | _ | 23 (±5) | 89 (±5) | 11 (±3) |
| B | 5.3 (±1.3) | _ | 53 (±4) | 65 (±4) | 35 (±4) |
| C | 8.3 (±0.9) | 9.6 (±1.4) | 85 (±2) | 39 (±4) | 61 (±3) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Li, S.; Xue, Y.; Zhang, Z. An Investigation on Microstructure, Texture and Mechanical Properties of AZ80 Mg Alloy Processed by Annular Channel Angular Extrusion. Materials 2019, 12, 1001. https://doi.org/10.3390/ma12061001
Zhao X, Li S, Xue Y, Zhang Z. An Investigation on Microstructure, Texture and Mechanical Properties of AZ80 Mg Alloy Processed by Annular Channel Angular Extrusion. Materials. 2019; 12(6):1001. https://doi.org/10.3390/ma12061001
Chicago/Turabian StyleZhao, Xi, Shuchang Li, Yong Xue, and Zhimin Zhang. 2019. "An Investigation on Microstructure, Texture and Mechanical Properties of AZ80 Mg Alloy Processed by Annular Channel Angular Extrusion" Materials 12, no. 6: 1001. https://doi.org/10.3390/ma12061001
APA StyleZhao, X., Li, S., Xue, Y., & Zhang, Z. (2019). An Investigation on Microstructure, Texture and Mechanical Properties of AZ80 Mg Alloy Processed by Annular Channel Angular Extrusion. Materials, 12(6), 1001. https://doi.org/10.3390/ma12061001