Structured Monolithic Catalysts vs. Fixed Bed for the Oxidative Dehydrogenation of Propane





Abstract
:1. Introduction
2. Results and Discussion
2.1. Optimisation of Catalyst Loading on Honeycombs
2.2. Catalytic Activity
3. Materials and Methods
3.1. Catalyst Preparation
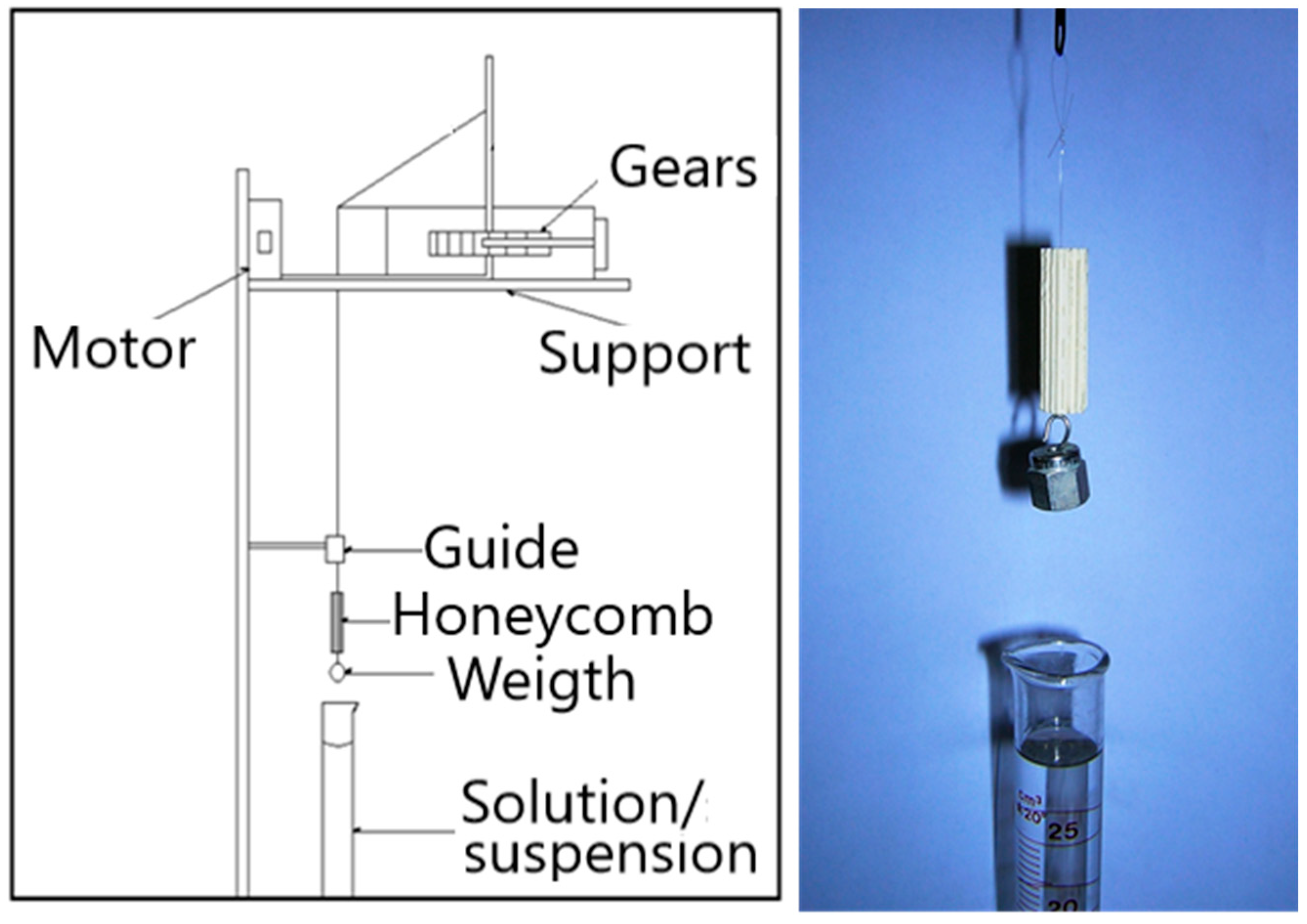
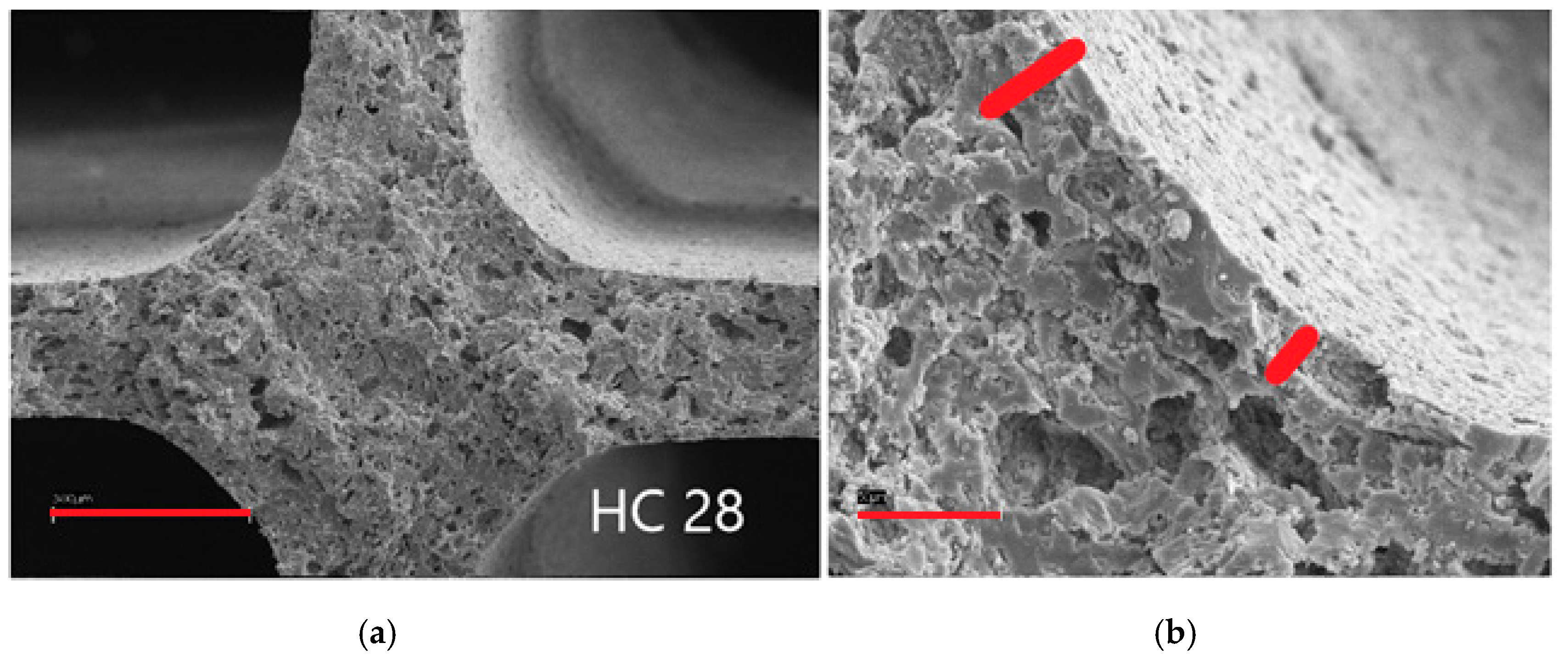
3.2. Catalyst Deposition on Honeycombs
3.3. Catalysts Characterisation
3.4. Catalytic Activity Testing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Alpha Olefins Market worth 13.46 Billion USD by 2022. Available online: https://www.marketsandmarkets.com/PressReleases/alpha-olefin.asp https://www.marketsandmarkets.com/PressReleases/alpha-olefin.asp (accessed on 15 December 2018).
- Olefins & Derivatives. Available online: https://ihsmarkit.com/products/chemical-market-olefins-derivatives.html (accessed on 15 December 2018).
- Capannelli, G.; Carosini, E.; Cavani, F.; Monticelli, O.; Trifirò, F. Comparison of the catalytic performance of V2O5/γ-Al2O3 in the oxidehydrogenation of propane to propylene in different reactor configurations: (i) packed-bed reactor, (ii) monolith-like reactor and (iii) Catalytic Membrane Reactor. Chem. Eng. Sci. 1996, 51, 1817–1826. [Google Scholar] [CrossRef]
- Argyle, M.D.; Chen, K.; Bell, A.T.; Iglesia, E. Effect of Catalyst Structure on Oxidative Dehydrogenation of Ethane and Propane on Alumina-Supported Vanadia. J. Catal. 2002, 208, 139–149. [Google Scholar] [CrossRef] [Green Version]
- Kondratenko, E.V.; Steinfeldt, N.; Baerns, M. Transient and steady state investigation of selective and non-selective reaction pathways in the oxidative dehydrogenation of propane over supported vanadia catalysts. Phys. Chem. Chem. Phys. 2006, 8, 1624–1633. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Bian, Z.; Dewangan, N.; Xu, J.; Kawi, S. High-performance catalytic perovskite hollow fiber membrane reactor for oxidative propane dehydrogenation. J. Membrane Sci. 2019, 578, 36–42. [Google Scholar] [CrossRef]
- Erdohelyi, A.; Solymosi, F. Partial oxidation of ethane over supported vanadium pentoxide catalysts. J. Catal. 1990, 123, 31–42. [Google Scholar] [CrossRef]
- Haber, J.; Kozlowska, A.; Kozłowski, R. The structure and redox properties of vanadium oxide surface compounds. J. Catal. 1986, 102, 52–63. [Google Scholar] [CrossRef]
- Koranne, M.M.; Goodwin, J.G., Jr.; Marcelin, G. Characterization of Silica- and Alumina-Supported Vanadia Catalysts Using Temperature Programmed Reduction. J. Catal. 1994, 148, 369–377. [Google Scholar] [CrossRef]
- Tian, H.; Ross, E.I.; Wachs, I.E. Quantitative Determination of the Speciation of Surface Vanadium Oxides and Their Catalytic Activity. J. Phys. Chem. B 2006, 110, 9593–9600. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.D.; Bell, A.T.; Iglesia, E. The Relationship between the Electronic and Redox Properties of Dispersed Metal Oxides and Their Turnover Rates in Oxidative Dehydrogenation Reactions. J. Catal. 2002, 209, 35–42. [Google Scholar] [CrossRef]
- Rozanska, X.; Fortrie, R.; Sauer, J. Oxidative Dehydrogenation of Propane by Monomeric Vanadium Oxide Sites on Silica Support. J. Phys. Chem. C 2007, 111, 6041–6050. [Google Scholar] [CrossRef]
- Cavani, F.; Ballarini, N.; Cericola, A. Oxidative dehydrogenation of ethane and propane: How far from commercial implementation? Catal. Today 2007, 127, 113–131. [Google Scholar] [CrossRef]
- Shee, D.; Malleswara Rao, T.V.; Deo, G. Kinetic parameter estimation for supported vanadium oxide catalysts for propane ODH reaction: Effect of loading and support. Catal. Today 2006, 118, 288. [Google Scholar] [CrossRef]
- Bottino, A.; Capannelli, G.; Comite, A.; Storace, S.; Di Felice, R. Kinetic investigations on the oxidehydrogenation of propane over vanadium supported on γ-Al2O3. Chem. Eng. J. 2003, 94, 11–18. [Google Scholar] [CrossRef]
- Słoczynski, J.; Grabowski, R.; Kozłowska, A.; Tokarz-Sobieraj, R.; Witko, M. Interaction of oxygen with the surface of vanadia catalysts. J. Mol. Catal. A Chem. 2007, 277, 27–34. [Google Scholar] [CrossRef]
- Martìnez-Huerta, M.V.; Gao, X.; Tian, H.; Wachs, I.E.; Fierro, J.L.G.; Bañares, M.A. Oxidative dehydrogenation of ethane to ethylene over alumina-supported vanadium oxide catalysts: Relationship between molecular structures and chemical reactivity. Catal. Today 2006, 118, 279–286. [Google Scholar] [CrossRef]
- Gao, X.; Bare, S.R.; Fierro, J.L.G.; Wachs, I.E. Structural characteristics and reactivity/reducibility properties of dispersed and bilayered V2O5/TiO2/SiO2 catalysts. J. Phys. Chem. B 1999, 103, 618. [Google Scholar] [CrossRef]
- Rossetti, I.; Fabbrini, L.; Ballarini, N.; Oliva, C.; Cavani, F.; Cericola, A.; Bonelli, B.; Piumetti, M.; Garrone, E.; Dyrbeck, H.; et al. V2O5-SiO2 systems prepared by flame pyrolysis as catalysts for the oxidative dehydrogenation of propane. J. Catal. 2008, 256, 45–61. [Google Scholar] [CrossRef]
- Piumetti, M.; Garrone, E.; Cavani, F.; Rossetti, I.; Bonelli, B. Vanadium-containing catalysts for oxidation reactions. Chim. Oggi Chem. Today 2012, 30, 29–32. [Google Scholar]
- Rossetti, I.; Mancini, G.F.; Ghigna, P.; Scavini, M.; Piumetti, M.; Bonelli, B.; Cavani, F.; Comite, A. Spectroscopic enlightening of the local structure of VO X active sites in catalysts for the Odh of propane. J. Phys. Chem. C 2012, 116, 22386–22398. [Google Scholar] [CrossRef]
- Oliva, C.; Cappelli, S.; Rossetti, I.; Ballarini, N.; Cavani, F.; Forni, L. EPR enlightening some aspects of propane ODH over VOx-SiO2 and VOx-Al2O3. Chem. Eng. J. 2009, 154, 131–136. [Google Scholar] [CrossRef]
- Rossetti, I.; Fabbrini, L.; Ballarini, N.; Oliva, C.; Cavani, F.; Cericola, A.; Bonelli, B.; Piumetti, M.; Garrone, E.; Dyrbeck, H.; et al. V-Al-O catalysts prepared by flame pyrolysis for the oxidative dehydrogenation of propane to propylene. Catal. Today 2009, 141, 271–281. [Google Scholar] [CrossRef]
- Piumetti, M.; Bonelli, B.; Massiani, P.; Dzwigaj, S.; Rossetti, I.; Casale, S.; Gaberova, L.; Armandi, M.; Garrone, E. Effect of vanadium dispersion and support properties on the catalytic activity of V-SBA-15 and V-MCF mesoporous materials prepared by direct synthesis. Catal. Today 2011, 176, 458–464. [Google Scholar] [CrossRef]
- Piumetti, M.; Bonelli, B.; Massiani, P.; Dzwigaj, S.; Rossetti, I.; Casale, S.; Armandi, M.; Thomas, C.; Garrone, E. Effect of vanadium dispersion and of support properties on the catalytic activity of V-containing silicas. Catal. Today 2012, 179, 140–148. [Google Scholar] [CrossRef]
- Steinfeldt, N.; Müller, D.; Berndt, H. VOx species on alumina at high vanadia loadings and calcination temperature and their role in the ODP reaction. Appl. Catal. A Gen. 2004, 272, 201–213. [Google Scholar] [CrossRef]
- Solsona, B.; Lopez Nieto, J.M.; Dıaz, U. Siliceous ITQ-6: A new support for vanadia in the oxidative dehydrogenation of propane. Microporous Mesoporous Mater. 2006, 94, 339–347. [Google Scholar] [CrossRef]
- Chiarello, G.L.; Rossetti, I.; Forni, L.; Lopinto, P.; Migliavacca, G. Solvent nature effect in preparation of perovskites by flame pyrolysis: 2. Alcohols and alcohols + propionic acid mixtures. Appl. Catal. B Environ. 2007, 72, 227–232. [Google Scholar] [CrossRef]
- Chiarello, G.L.; Rossetti, I.; Forni, L.; Lopinto, P.; Migliavacca, G. Solvent nature effect in preparation of perovskites by flame-pyrolysis. 1. Carboxylic acids. Appl. Catal. B Environ. 2007, 72, 218–226. [Google Scholar] [CrossRef]
- Wu, T.; Yu, Q.; Qin, Q. Energy analysis of chemical looping oxidative dehydrogenation of propane. Pet. Sci. Technol. 2018, 36, 266–272. [Google Scholar] [CrossRef]
- Fabbrini, L.; Rossetti, I.; Forni, L. La2O3 as primer for supporting La0.9Ce0.1CoO3 on cordieritic honeycombs. Appl. Catal. B Environ. 2005, 56, 221–227. [Google Scholar] [CrossRef]
- Fabbrini, L.; Rossetti, I.; Forni, L. Effect of primer on honeycomb-supported La0.9Ce0.1CoO3 perovskite for methane catalytic flameless combustion. Appl. Catal. B Environ. 2003, 44, 107–116. [Google Scholar] [CrossRef]
- Dinse, A.; Ozarowski, A.; Hess, C.; Schomacker, R.; Dinse, K.-P. Potential of High-Frequency EPR for Investigation of Supported Vanadium Oxide Catalysts. J. Phys. Chem. C 2008, 112, 17664–17671. [Google Scholar] [CrossRef] [Green Version]
- Michaels, J.N.; Stern, D.L.; Grasselli, R.K. Oxydehydrogenation of propane over Mg-V-Sb-oxide catalysts. II. Reaction kinetics and mechanism. Catal. Lett. 1996, 42, 139–148. [Google Scholar] [CrossRef]
- Viparelli, P.; Ciambelli, P.; Lisi, L.; Ruoppolo, G.; Russo, G.; Volta, J.C. Oxidative dehydrogenation of propane over vanadium and niobium oxides supported catalysts. Appl. Catal. 1999, 184, 291–301. [Google Scholar] [CrossRef]
- García, T.; López, J.M.; López Nieto, J.M.; Sanchis, R.; Dejoz, A.; Vázquez, M.I.; Solsona, B. Insights into the catalytic production of hydrogen from propane in the presence of oxygen: Cooperative presence of vanadium and gold catalysts. Fuel Process. Technol. 2015, 134, 290–296. [Google Scholar] [CrossRef] [Green Version]
- Al-Ghamdi, S.A.; de Lasa, H.I. Propylene production via propane oxidative dehydrogenation over VOx/c-Al2O3 catalyst. Fuel 2014, 128, 120–140. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Suspension | Catalyst Amount (g) | H2O Volume (mL) | HNO3 (mL) | Ball-Milling Time (h) |
|---|---|---|---|---|
| A | 0.4064 | 25 | 0.15 | 12 |
| B | 0.4032 | 25 a | 0.15 | 12 |
| C | 0.1487 | 25 | 0.15 | 24 |
| D | 0.1961 | 25 | 0.15 | 24 |
| E | 0.4019 | 25 | 0.15 | 48 |
| F | 0.3382 | 25 | 0.15 | 24 |
| G | 0.1010 | 25 | 0.15 | 24 |
| H | 0.2010 | 25 | 0.15 | 24 |
| I | 0.0633 | 25 | 0.15 | 24 |
| L | 0.0688 | 25 | 0.25 | 24 |
| Sample | SSA (m2/g) | Micropore Area (m2/g) | Pore Volume (cm3/g) |
|---|---|---|---|
| V10Si (powder) | 37 | 13 | 0.09 |
| V10Al (powder) | 20 | 14 | 0.07 |
| Honeycomb | 0.2 | - | - |
| Sample 28 (only primer) | 1.8 | 0.7 | 3.19 × 10−4 |
| Sample 50 (only primer) | 4.7 | 2.5 | 0.011 |
| HCSi (sample 49) | 2.2 | 1.0 | 0.008 |
| HCAl (sample 50) | 3.5 | 2.1 | 0.011 |
| Catalyst | Activation Temperature (°C) | Time Factor (Ncm3/min gcat) | Productivity (g/h gcat) | Enhancement Factor |
|---|---|---|---|---|
| V10Si | 600 | 14.3 | 124 | - |
| V10Si | 800 | 14.3 | 164 | - |
| V10Si | 600 | 26.4 | 233 | - |
| V10Si | 700 | 21.2 | 251 | - |
| V10Al | 600 | 21.9 | 98 | - |
| HCSi (sample 49) | 600 | 1079.9 | 1752 | 0.18 |
| HCAl (sample 50) | 600 | 1030.5 | 2121 | 0.46 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rossetti, I.; Bahadori, E.; Tripodi, A.; Ramis, G. Structured Monolithic Catalysts vs. Fixed Bed for the Oxidative Dehydrogenation of Propane. Materials 2019, 12, 884. https://doi.org/10.3390/ma12060884
Rossetti I, Bahadori E, Tripodi A, Ramis G. Structured Monolithic Catalysts vs. Fixed Bed for the Oxidative Dehydrogenation of Propane. Materials. 2019; 12(6):884. https://doi.org/10.3390/ma12060884
Chicago/Turabian StyleRossetti, Ilenia, Elnaz Bahadori, Antonio Tripodi, and Gianguido Ramis. 2019. "Structured Monolithic Catalysts vs. Fixed Bed for the Oxidative Dehydrogenation of Propane" Materials 12, no. 6: 884. https://doi.org/10.3390/ma12060884
APA StyleRossetti, I., Bahadori, E., Tripodi, A., & Ramis, G. (2019). Structured Monolithic Catalysts vs. Fixed Bed for the Oxidative Dehydrogenation of Propane. Materials, 12(6), 884. https://doi.org/10.3390/ma12060884