Additive manufacturing (AM), or 3D printing, has been increasingly adopted in the aerospace, automotive, energy and healthcare industries in recent years. AM 3D printing techniques work by fusing drops, particles or fused filaments to build fused layers with selected shapes and properties. Printing human bones, living 3D implants, turbine components (using superalloys) or automotive engine prototypes are some examples of the unlimited applications of AM [
1].
The most common 3D printing technology is fused deposition modelling FDM because of the low-cost machine and polymer filaments. Only one biopolymer is commercially available and has already been tested by Fused Deposition Modelling (FDM) technologies and is based on PLA: poly(lactic acid). This material is less frequently used than synthetic counterparts due to the lack of technical performance, particularly poor thermal resistance and mechanical performance. However, the mechanical properties of 3D objects from FDM still need improvement [
3]. The main drawback in FDM is the final surface roughness, which depends on the 3D printer’s minimum layer height [
4]. Some surface finishes can be used to improve surface roughness, such as acetone treatments with ABS (acrylonitrile-butadiene-styrene copolymer) filaments, or by using transparent coatings [
5]. Another important limit of FDM printers is the lack of thermoplastic polymers available for this technology [
6].
Historically, industrial sectors like automotive or building have used AM as an integral tool in the design process. The automotive industry has become a demanding sector of 3D printing technologies. The process opens up a new world of freedom in design and allows concept cars/aircrafts to be built more quickly and more efficiently than with traditional methods. FDM technologies are widely used for concept models and functional prototypes, but also for end-use parts and manufacturing tools [
7]. Printing polymeric samples with special effects and a wide color gamut, for example for door handles and dashboard fascia, confer extra value for end consumers and represent a very good business opportunity. ABS is the most common material used for FDM, with which almost 90% of all prototypes are produced, particularly in clinical and automotive applications [
8].
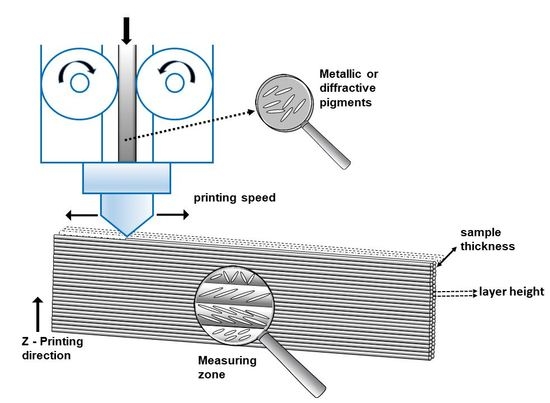
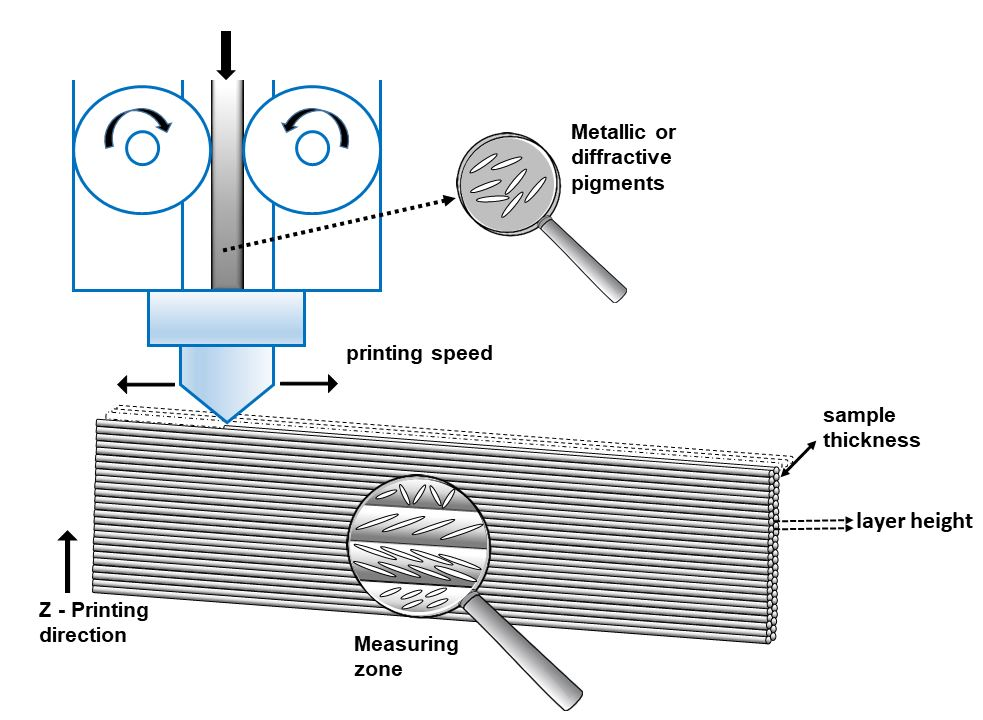
The development of new filaments materials for FDM in order to give new colors, or textural effects as metallic surfaces, is a trending topic in the 3D printing industry. In particular, the use of special effect pigments reinforces the attractive appeal of the materials due to goniochromatic effects, i.e., they present notable color changes under different illumination-viewing conditions (gonio-appearance) [
9,
10,
11,
12,
13]. In this way, it is possible to distinguish between lightness variations due to metallic pigments and hue and chroma variations due to pearlescent, interference or diffraction pigments. Besides this angular dependence on viewing/illumination direction, special-effect pigments also exhibit a visually complex texture. Depending of the geometric nature of the lighting, you can perceive sparkle, under directional conditions, or graininess, under diffuse conditions, or even both combined in most realistic lighting conditions. The sparkle effect is defined as “the aspect of the appearance of a material that seems to emit or reveal tiny bright points of light that are strikingly brighter than their immediate surround and are made more apparent when a minimum of one of the contributors (observer, specimen, light source) is moved” [
14]. Therefore, under direct illumination conditions such as bright sunlight, the flakes in a metallic finish glitter creating a sparkling effect. On the other hand, under diffuse illumination such as a cloudy sky, metallic finishes do not sparkle. Instead, they may create a salt and pepper appearance. This effect may be referred to as graininess or coarseness. In particular, graininess or diffuse coarseness is the perceived contrast of the dark-light irregular pattern, with a scale <100 μm [
14]. Both sparkle and graininess depend on the flake size, orientation and distribution [
15,
16,
17]. However, very few filament producers offer filaments with effect pigments, diffractive pigments or metallic particles, to produce sparkle effects [
18]. Furthermore, any filament producer can guarantee final textural effects on the produced 3D-printed object. The critical factors in FDM printers have been studied to improve the mechanical properties of the 3D object or reduce printing costs [
19,
20,
21,
22]. Vasudevarao et al. [
23] proposed an experimental design to determine significant factors and their interactions for optimal surface finish of parts fabricated via the Fused Deposition Modelling process. As Rapid Prototyping is moving towards Rapid Manufacturing there is an increasing stress on obtaining good quality parts. Quality of a prototype includes the surface quality, the mechanical strength and dimensional accuracy among other things. Surface Finish is critical not only for better functionality and look, but also for cost reduction in terms of reduced post-processing of parts (this includes sanding, filing etc.) and overall prototyping time reduction also. However, the effect of 3D printing parameters on the final visual appearance has not yet been analysed. The aim of this work was to control the metallic and interference effect on 3D-printed objects by changing certain printing parameters, such as filament material, sample thickness, printing speed, etc.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}