Study on Precipitation and Growth of TiN in GCr15 Bearing Steel during Solidification


Abstract
:1. Introduction
2. The Thermodynamics of TiN Inclusions Precipitation during Solidification
2.1. The Chemical Composition of GCr15 Bearing Steel and Temperature of Solidus and Liquidus Line
2.2. The Equilibrium Activity Product of TiN Precipitation
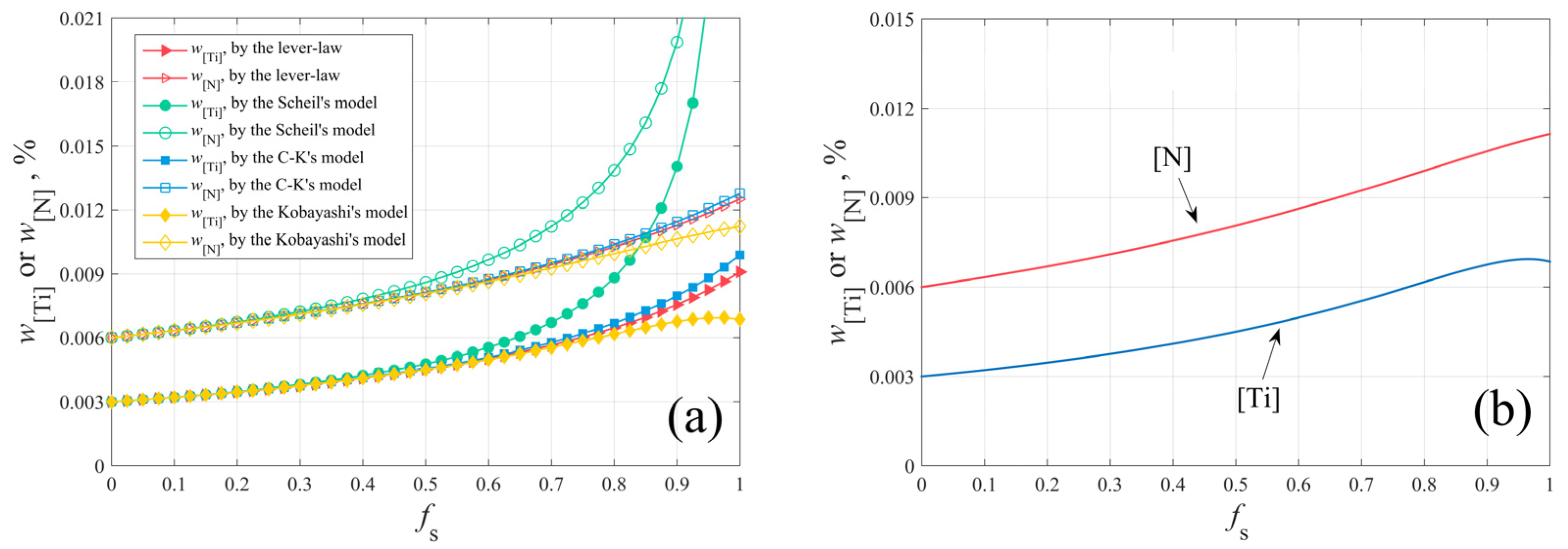
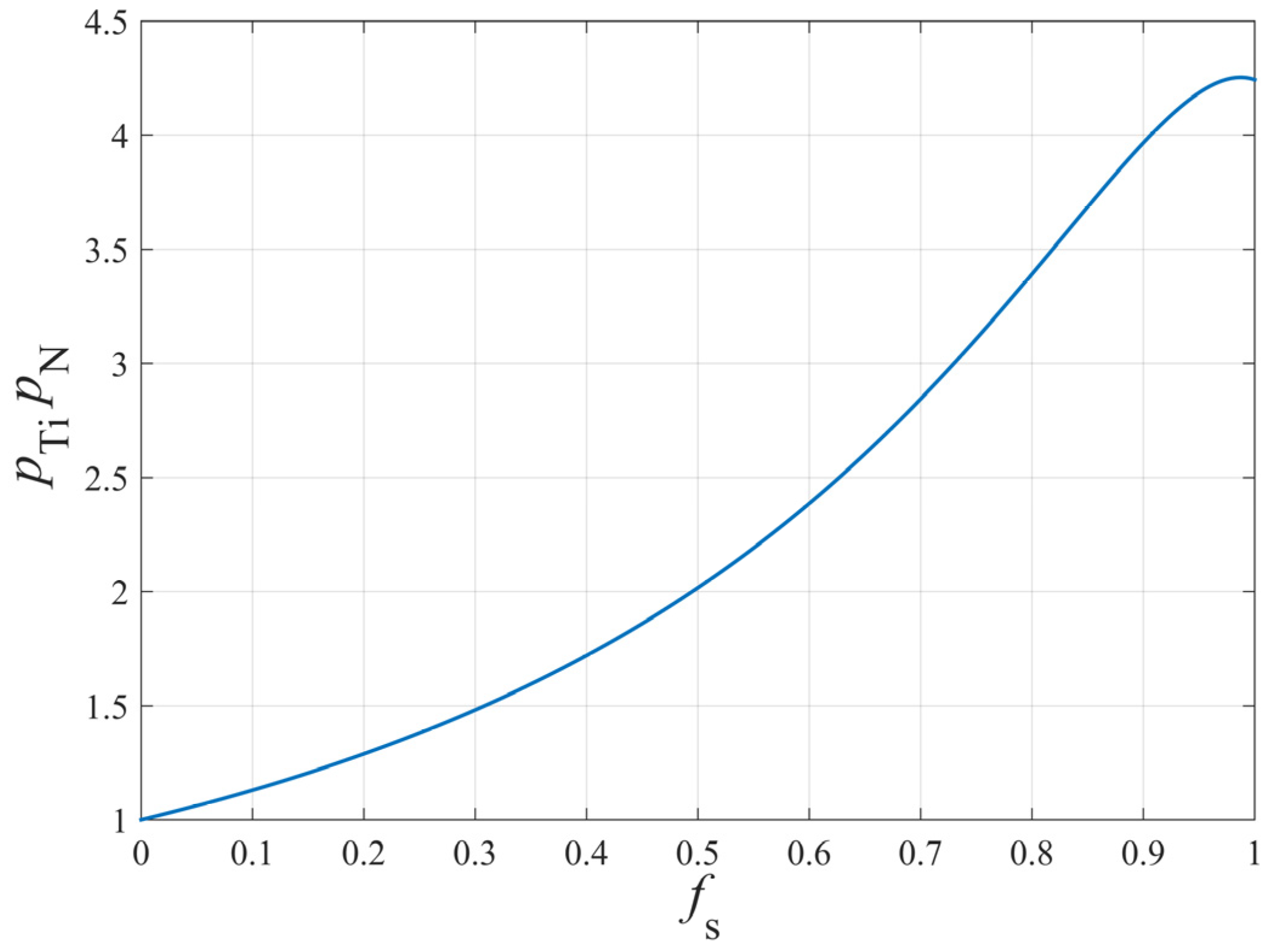
2.3. The Segregation of Solute Elements during the Solidification Process
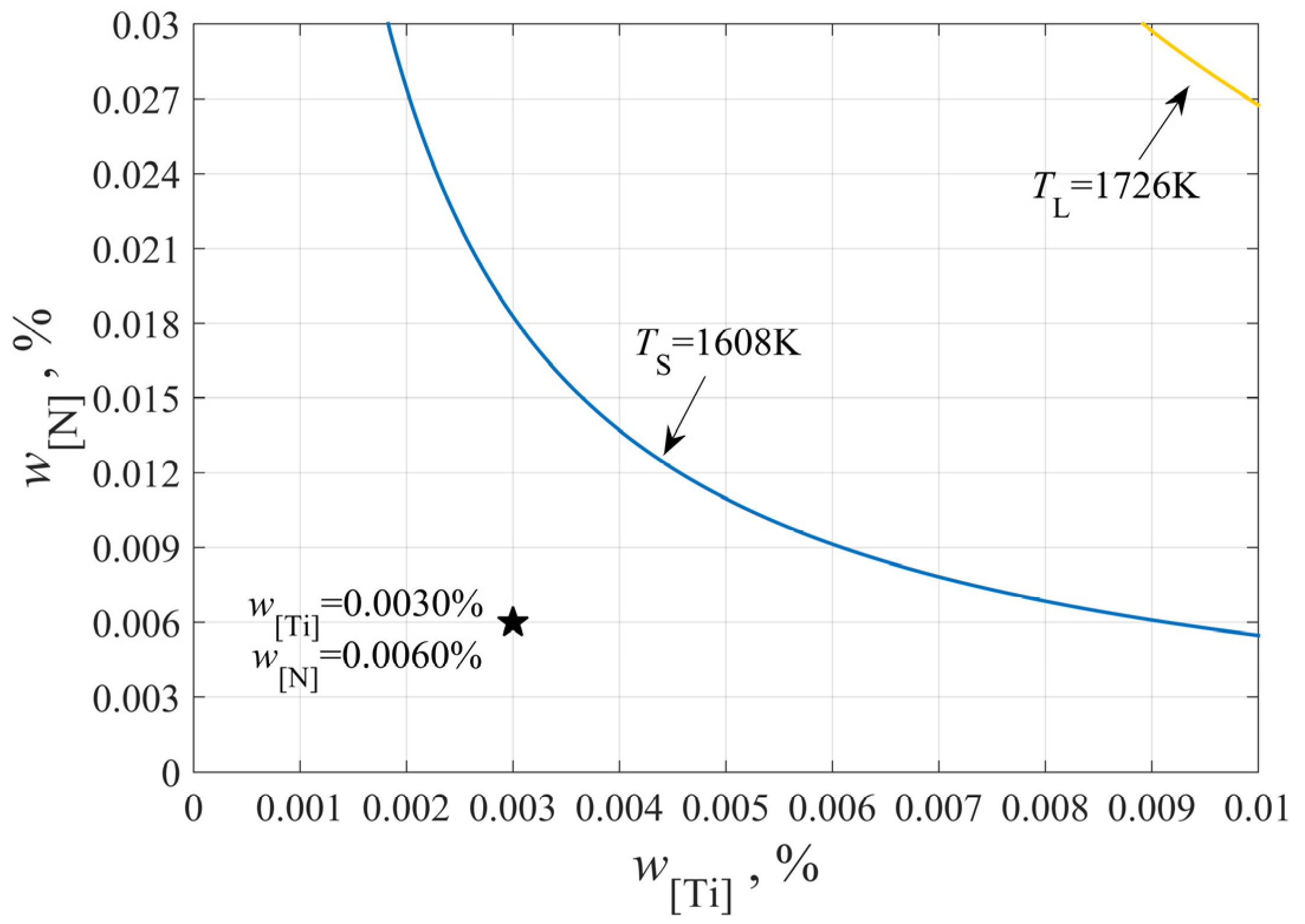
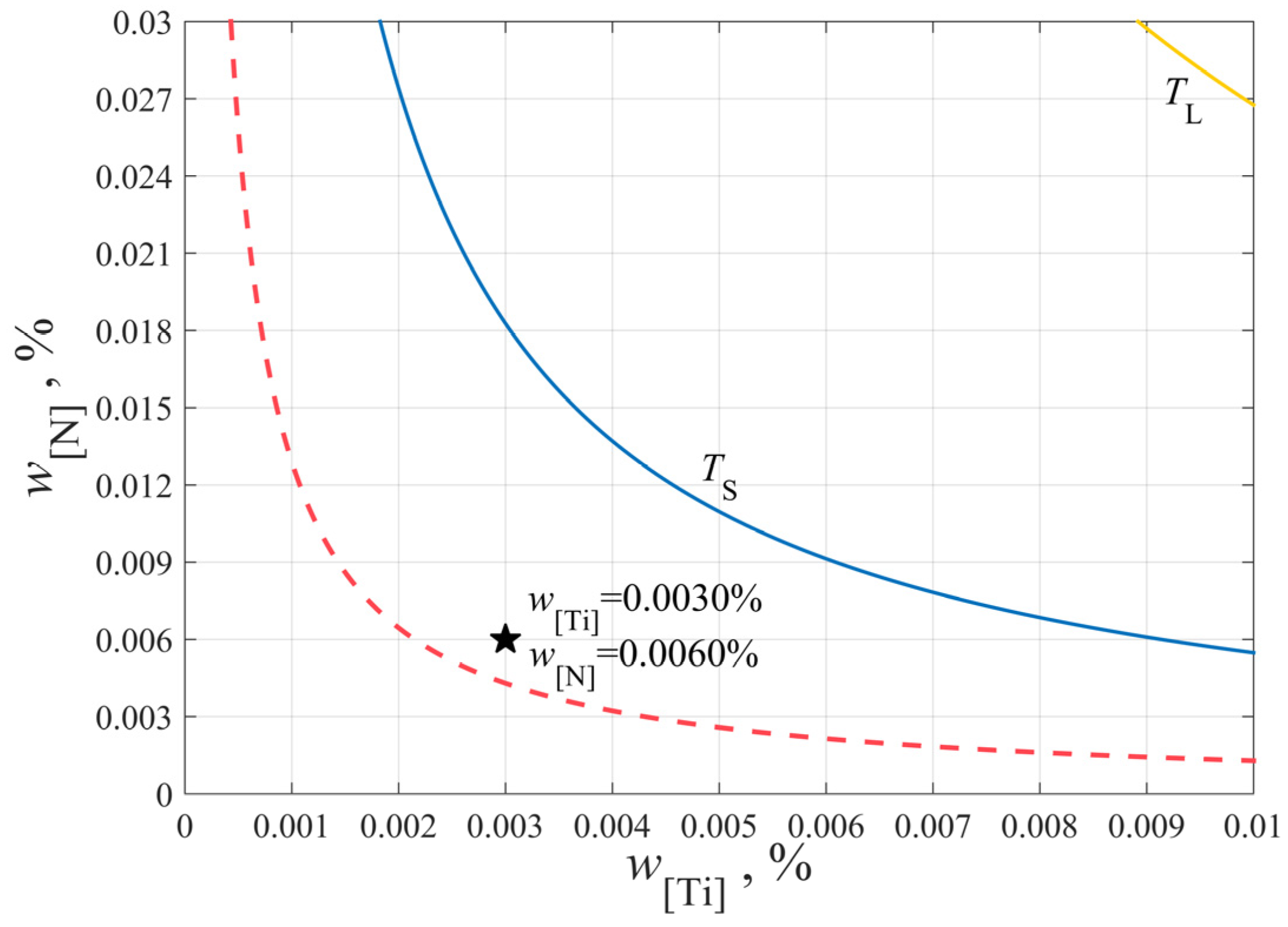
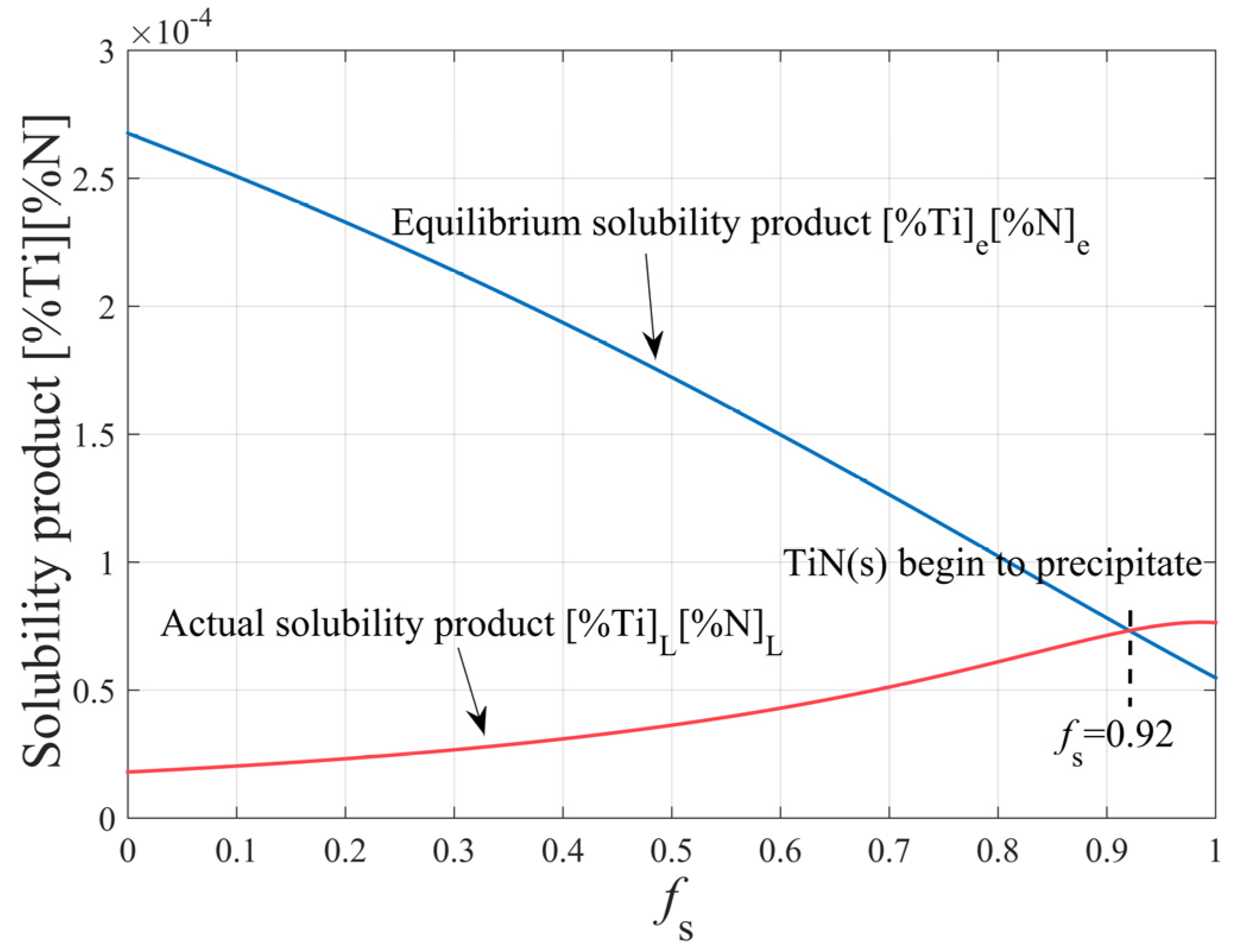
2.4. The Stability Diagram of TiN Inclusions Precipitation Considering Solidification Segregation
2.5. The Precipitation of TiN Inclusions during Solidification
3. The Growth of TiN Inclusions during Solidification
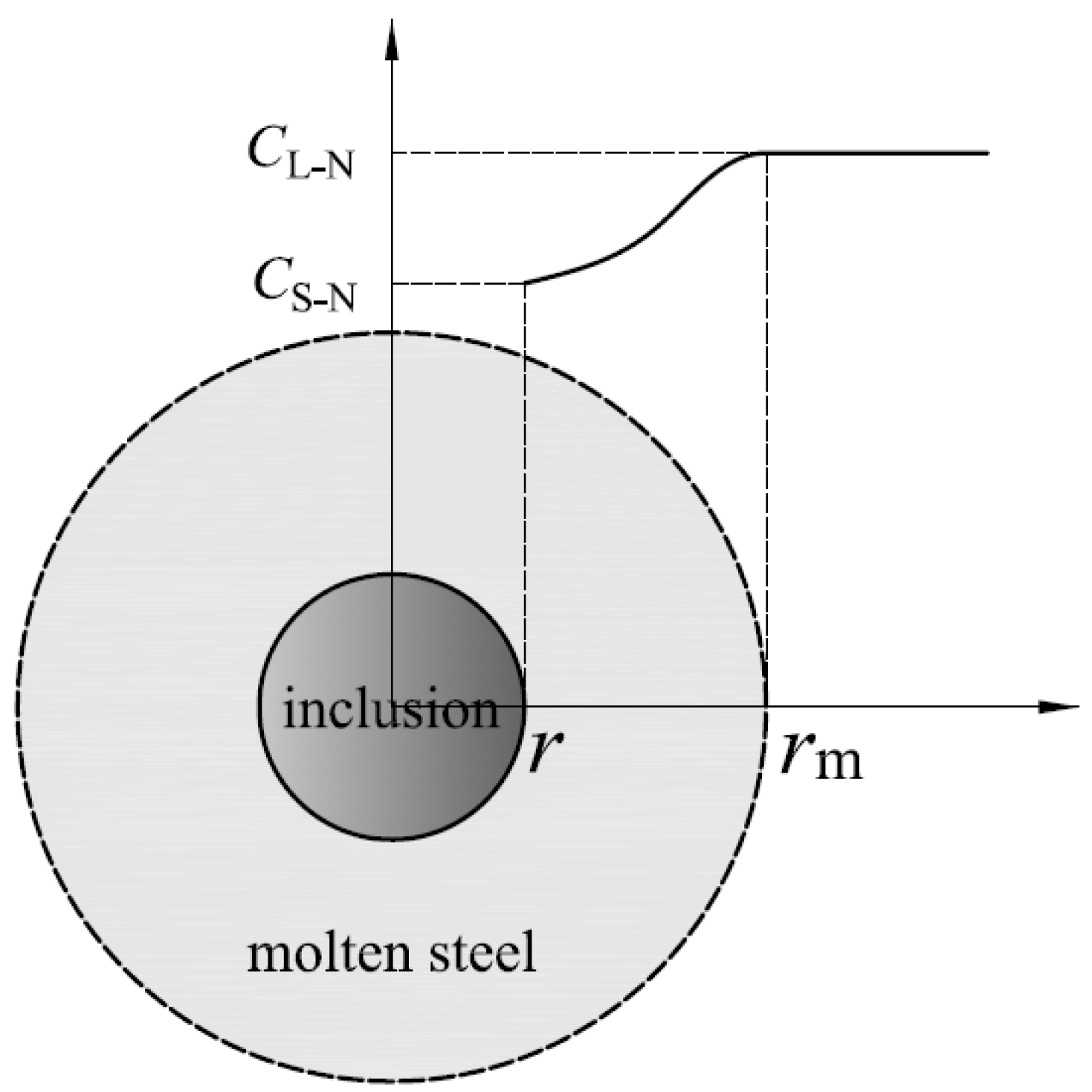
3.1. The Basic Equation of TiN Inclusions’ Growth Dynamics
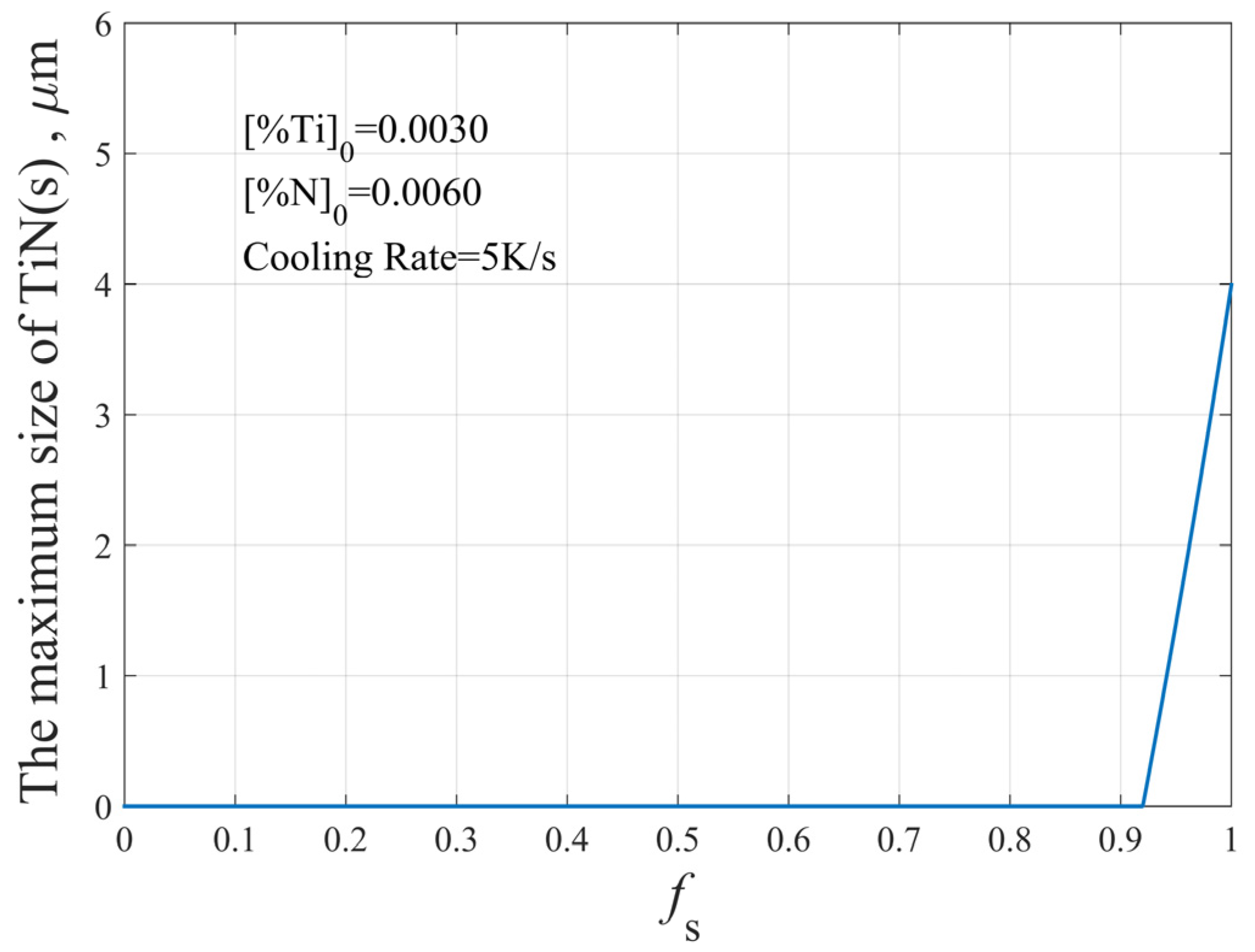
3.2. The Maximum Size of TiN Inclusion
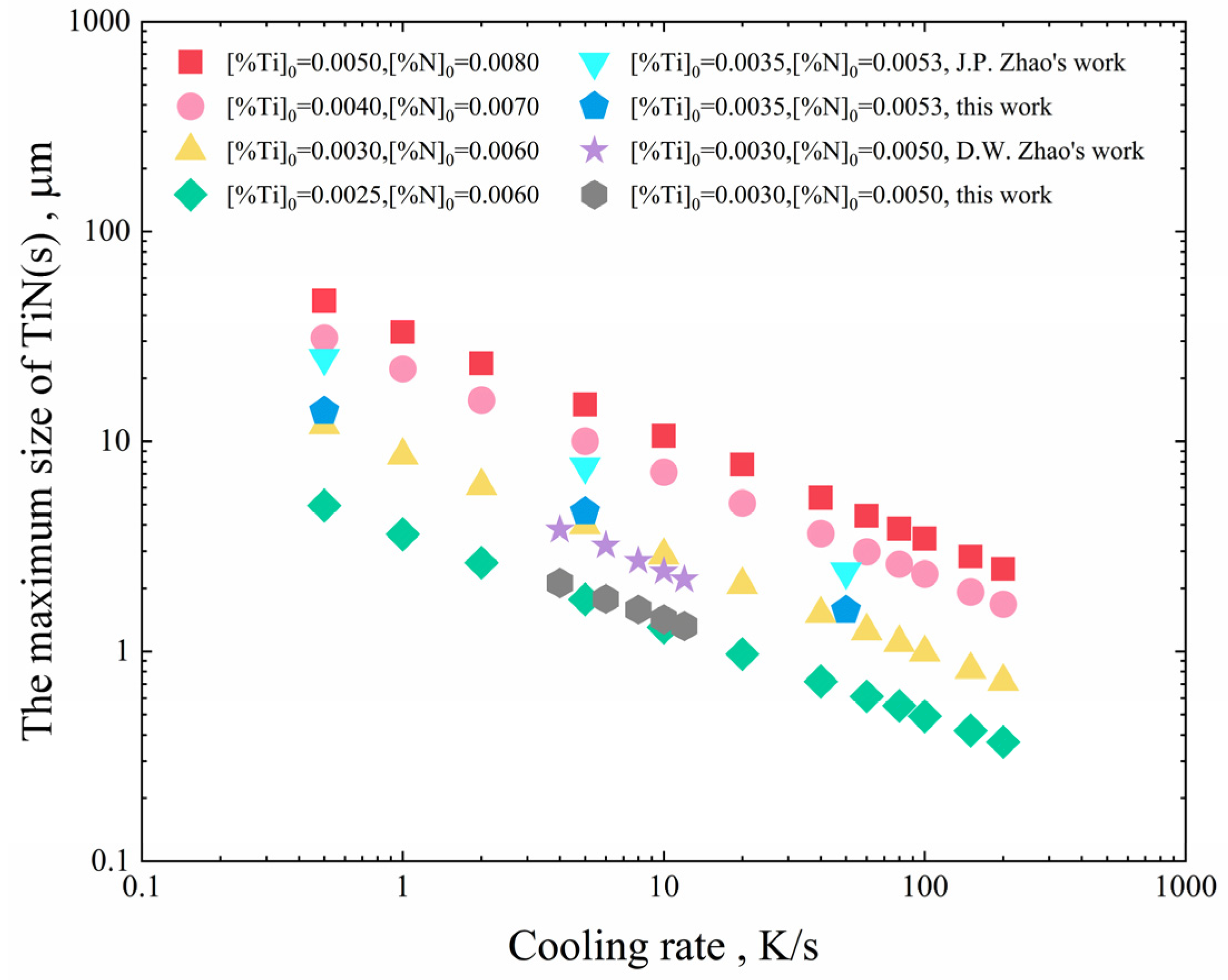
3.3. The Effect of Cooling Rate on the Maximum Size of TiN Inclusions
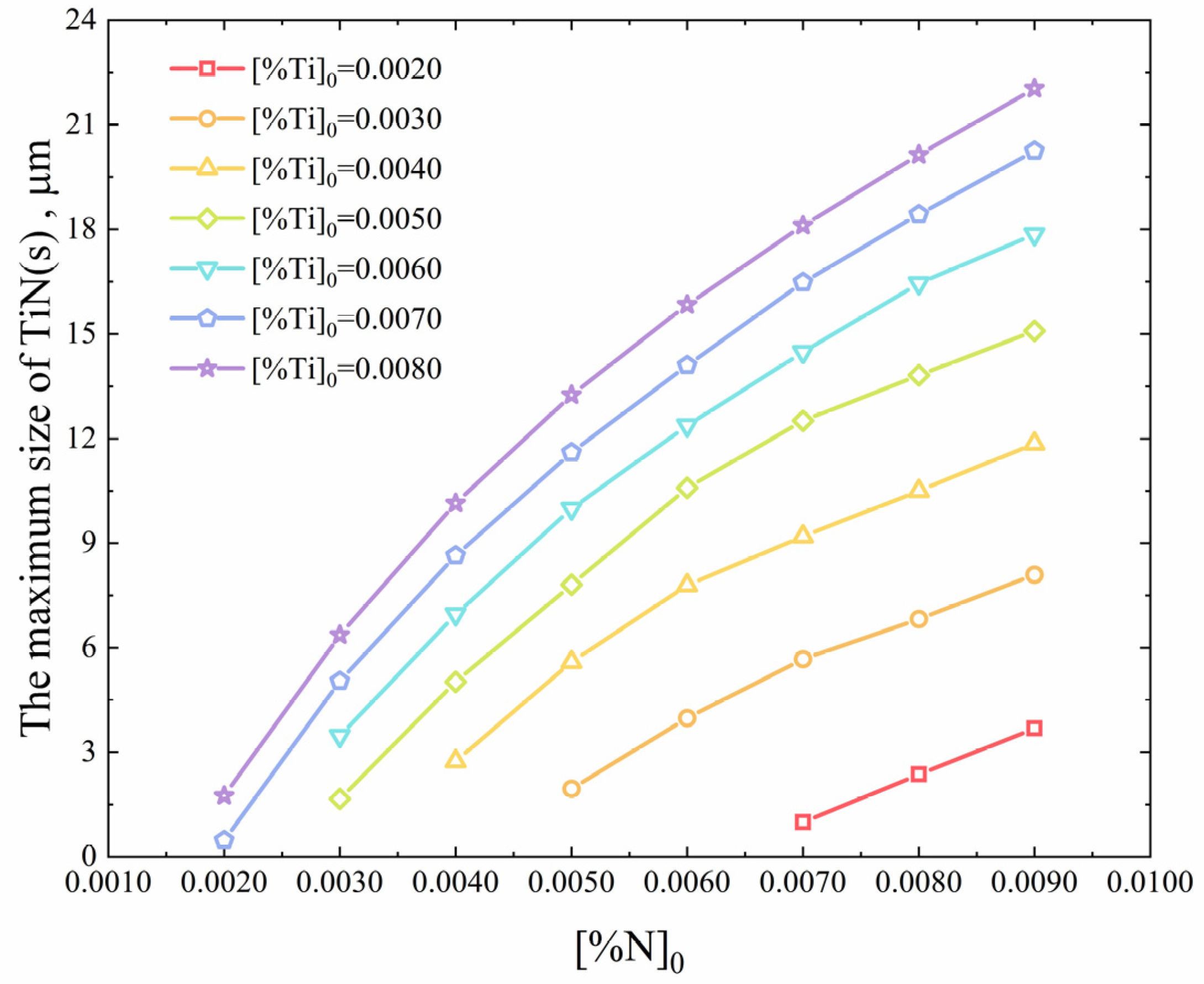
3.4. The Effect of Ti and N Contents in Molten Steel on the Maximum Size of TiN Inclusions
4. Conclusions
- The precipitation model of TiN in GCr15 bearing steel during solidification was established. At the solidification front, as the solid fraction increases, the Ti and N elements will segregate. When the thermodynamic conditions of TiN inclusion formation are satisfied, the TiN inclusions will precipitate in the solid–liquid zone;
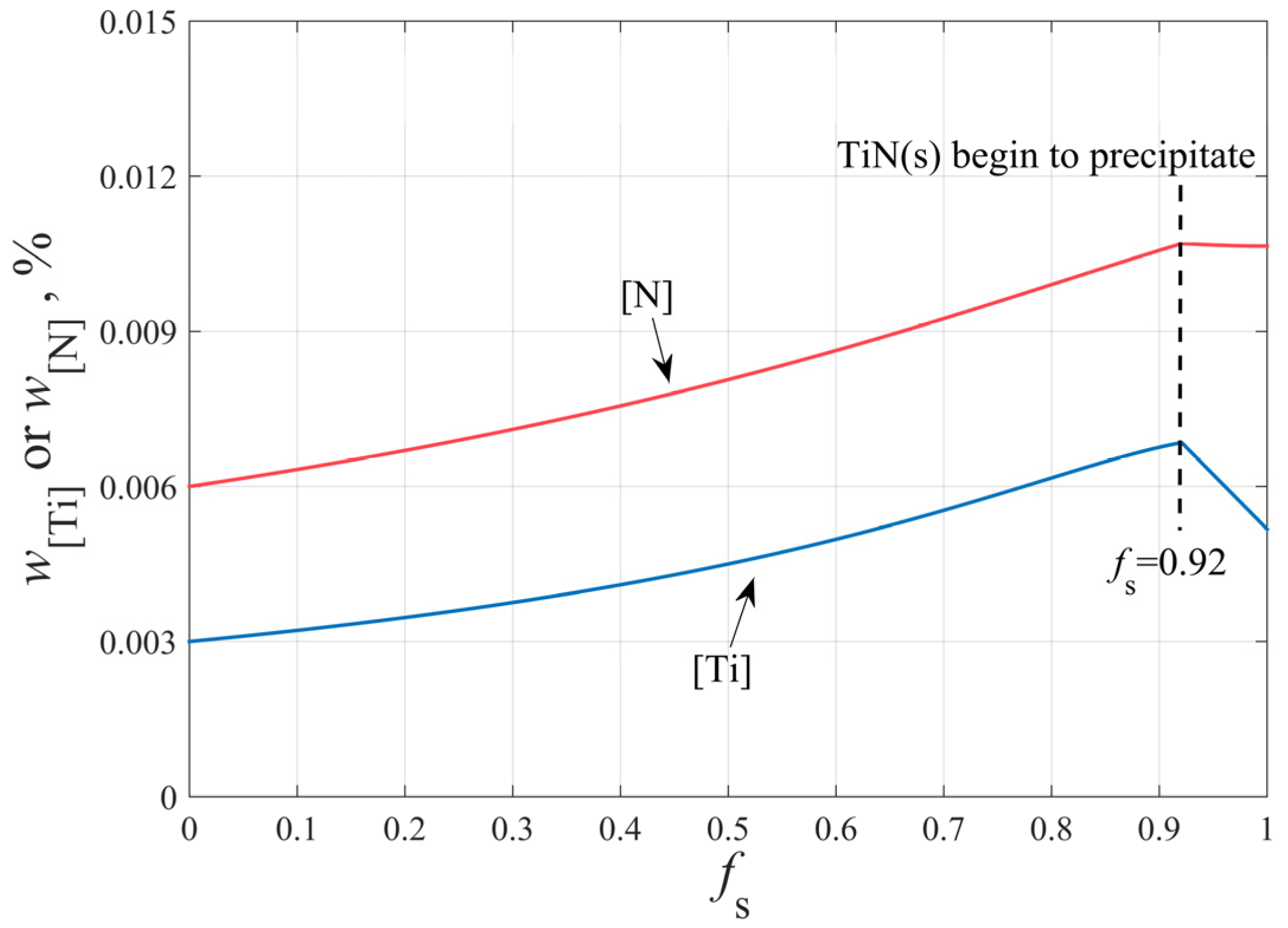
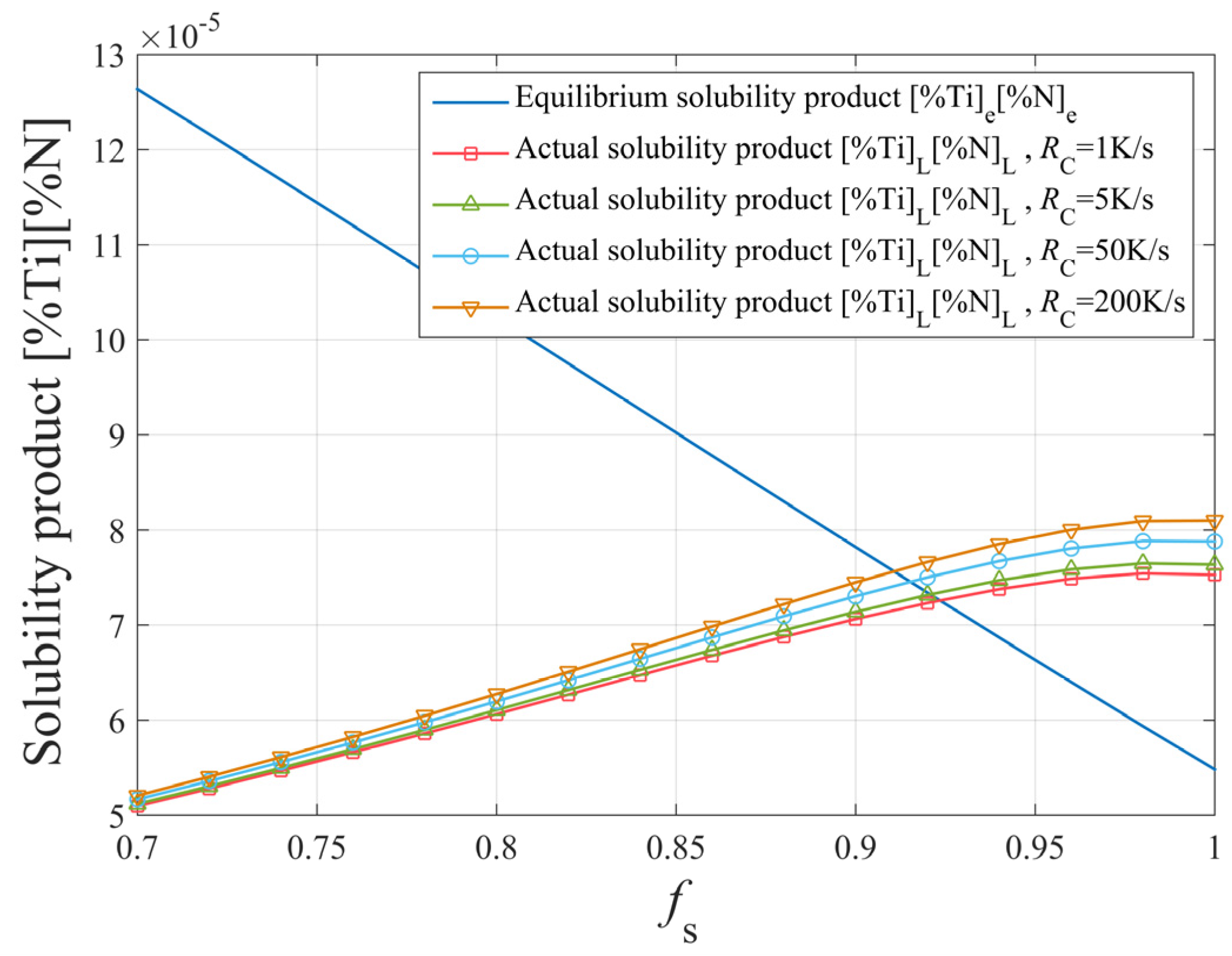
- Before the precipitation of TiN inclusions, the contents of Ti and N increase continuously with the increase of the solid fraction. After the precipitation of TiN inclusions in liquid, the contents of Ti and N decrease with the increase of solid fraction;
- The cooling rate of molten steel has no significant effect on the segregation of Ti and N elements at the solidification front, but it has a significant effect on the size of precipitated TiN. As the cooling rate increases, the growth time of TiN inclusions decreases, and the size of TiN inclusions decreases accordingly;
- The most effective way to reduce the precipitation of TiN is to increase the cooling rate and decrease the contents of Ti and N in steel. The effect of Ti content on the size of TiN inclusions is greater than that of N content.
Author Contributions
Funding
Conflicts of Interest
References
- Sjödin, P.; Jönsson, P.; Andreasson, M.; Winqvist, A. Oxidic steel cleanness in high-carbon chromium-bearing steel. Scand. J. Metall. 1997, 26, 41–46. [Google Scholar]
- Fu, J. The control of titanium and nitrogen in alloy steel. J. Chin. Rare. Earth. Soc. 2000, 9, 394–399. [Google Scholar]
- Zhou, D.G.; Fu, J.; Chen, X.C. Precipitation behavior of TiN in bearing steel. J. Mater. Sci. Technol. 2003, 19, 184–187. [Google Scholar] [CrossRef]
- Yang, X.N.; Cheng, G.G.; Wang, M.L.; Li, Y.; Wang, Y.; Zhao, P. Precipitation and growth of titanium nitride during solidification of clean steel. J. Univ. Sci. Technol. Beijing 2003, 10, 24–26. [Google Scholar]
- Pak, J.J.; Jeong, Y.S.; Hong, I.K.; Cha, W.Y.; Kim, D.S.; Lee, Y.Y. Thermodynamics of TiN formation in Fe-Cr melts. ISIJ Int. 2005, 45, 1106–1111. [Google Scholar] [CrossRef]
- Fu, J.; Zhu, J.; Di, L. Research on precipitation regularity of TiN in micro alloy steel. Acta Metall. Sin. 2000, 36, 801–804. [Google Scholar]
- Chen, J.X. Steelmaking Common Chart Data Manual, 2nd ed.; Metallurgical Industry Press: Beijing, China, 2010. [Google Scholar]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 3rd ed.; Trans. Tech. Pub.: Aedermannsdorf, Switzerland, 1992; p. 280. [Google Scholar]
- Bower, T.F.; Brody, H.D.; Flemings, M.C. Measurements of solute redistribution in dendritic solidification. AIME Met. Soc. Trans. 1966, 236, 624–634. [Google Scholar]
- Clyne, T.W.; Kurz, W. Solute redistribution during solidification with rapid solid state diffusion. Metall. Trans. A 1981, 12, 965–971. [Google Scholar] [CrossRef]
- Ohnaka, I. Mathematical analysis of solute redistribution during solidification with diffusion in solid phase. ISIJ Int. 1986, 26, 1045–1051. [Google Scholar] [CrossRef]
- Kobayashi, S. Mathematical analysis of solute redistribution during solidification based on a columnar dendrite model. ISIJ Int. 1988, 28, 728–735. [Google Scholar] [CrossRef]
- Goto, H.; Miyazawa, K.; Yamaguchi, K.; Ogibayashi, S.; Tanaka, K. Effect of cooling rate on oxide precipitation during solidification of low carbon steels. ISIJ Int. 1994, 34, 414–419. [Google Scholar] [CrossRef]
- Hong, T.; DebRoy, T. Effects of time, temperature, and steel composition on growth and dissolution of inclusions in liquid steels. Ironmak. Steelmak. 2001, 28, 450–454. [Google Scholar] [CrossRef]
- Richardson, F.D. Physical Chemistry of High Temperature Technology; Academic Press: London, UK, 1974; Volume 2, p. 413. [Google Scholar]
- Matsushita, Y.; Mori, T.; Fuwa, T.; Tate, M.; Mori, K.; Segawa, K. Metallurgical Physical-Chemistry; Maruzen Co. Ltd.: Tokyo, Japan, 1970; p. 246. [Google Scholar]
- Ma, W.J.; Bao, Y.P.; Zhao, L.H.; Wang, M. Control of the precipitation of TiN inclusions in gear steels. Int. J. Min. Met. Mater. 2014, 21, 234–239. [Google Scholar] [CrossRef]
- Liu, H.Y.; Wang, H.W.; Li, L.; Zheng, J.Q.; Li, Y.H.; Zeng, X.Y. Investigation of Ti inclusions in wire cord steel. Ironmak. Steelmak. 2011, 38, 53–58. [Google Scholar] [CrossRef]
- Zhao, J.P.; Liu, L.; Fan, J.W.; Wang, L. Analysis of TiN precipitation behavior during solidification of bearing steel. Iron Steel Van. Tit. 2016, 37, 116–121. [Google Scholar]
- Zhao, D.W.; Bao, Y.P.; Wang, M.; Ma, W.J.; Su, L.C. Study and analysis on thermodynamics of TiN(C) precipitating behavior in bearing steel GCr15. Special Steel. 2012, 33, 7–11. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ti | N |
|---|---|---|---|---|---|---|---|
| 0.99 | 0.24 | 0.30 | 0.011 | 0.003 | 1.45 | 0.0030 | 0.0060 |
| Elements | C | Si | Mn | P | S | Cr | Ti | N |
|---|---|---|---|---|---|---|---|---|
| Liquidus | 78 | 7.6 | 4.9 | 34.4 | 38.0 | 1.3 | 20 | 90.0 |
| Solidus | 184.3 | 40.8 | 8.6 | 76.7 | 76.7 | 3.4 | 40 | — |
| Element j | C | Si | Mn | P | S | Cr | Ti | N |
|---|---|---|---|---|---|---|---|---|
| ) | −0.19 | 2.1 | −0.043 | −0.06 | −0.27 | 0.022 | 0.042 | −2.06 |
| ) | 0.14 | 0.048 | −0.02 | 0.059 | 0.007 | −0.046 | −0.6 | 0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Shi, X.; Guo, H.; Guo, J. Study on Precipitation and Growth of TiN in GCr15 Bearing Steel during Solidification. Materials 2019, 12, 1463. https://doi.org/10.3390/ma12091463
Li B, Shi X, Guo H, Guo J. Study on Precipitation and Growth of TiN in GCr15 Bearing Steel during Solidification. Materials. 2019; 12(9):1463. https://doi.org/10.3390/ma12091463
Chicago/Turabian StyleLi, Bin, Xiao Shi, Hanjie Guo, and Jing Guo. 2019. "Study on Precipitation and Growth of TiN in GCr15 Bearing Steel during Solidification" Materials 12, no. 9: 1463. https://doi.org/10.3390/ma12091463
APA StyleLi, B., Shi, X., Guo, H., & Guo, J. (2019). Study on Precipitation and Growth of TiN in GCr15 Bearing Steel during Solidification. Materials, 12(9), 1463. https://doi.org/10.3390/ma12091463