The Effect of ECAP Temperature on the Microstructure and Properties of a Rolled Rare Earth Magnesium Alloy

Abstract
:1. Introduction
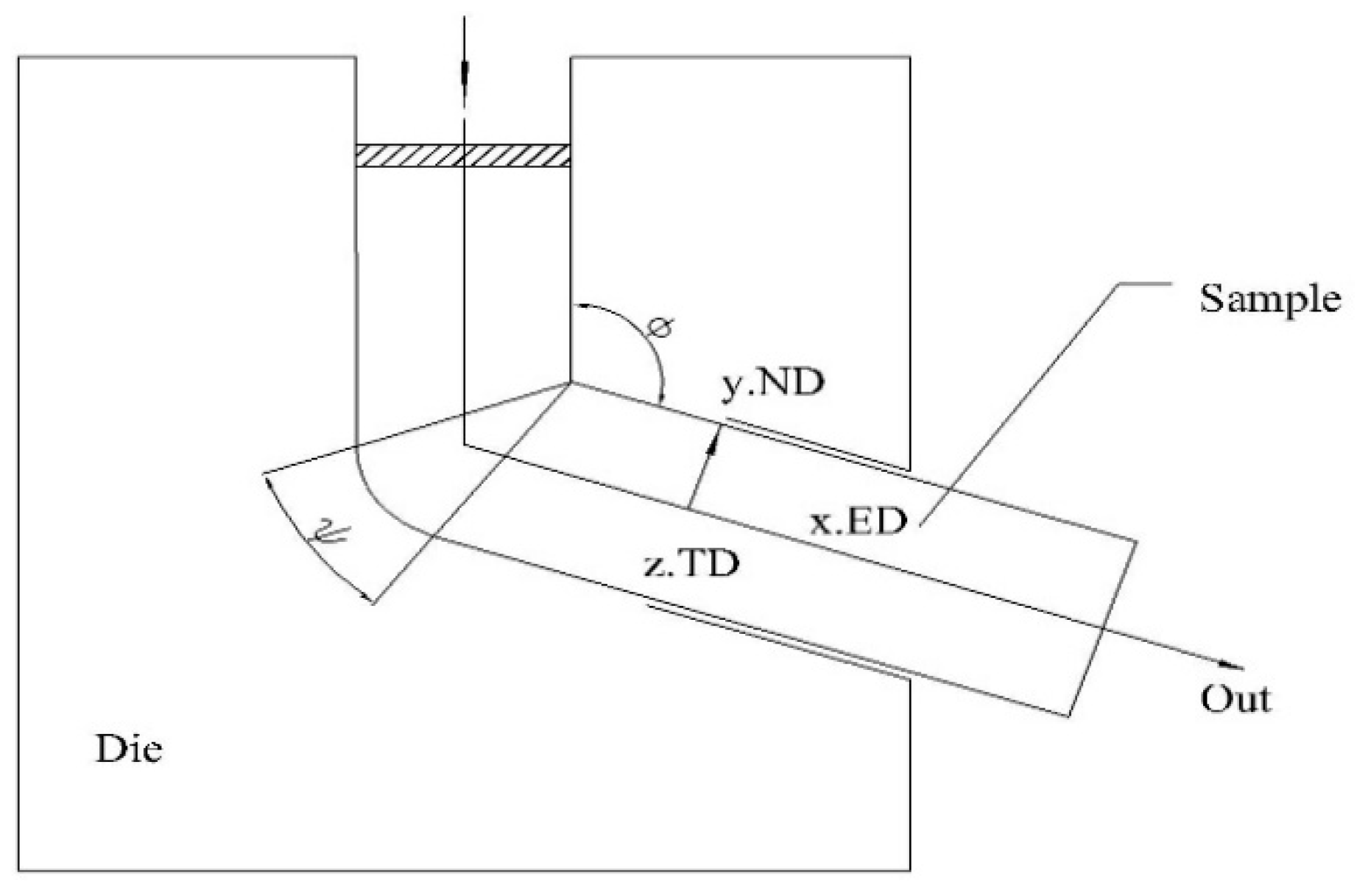
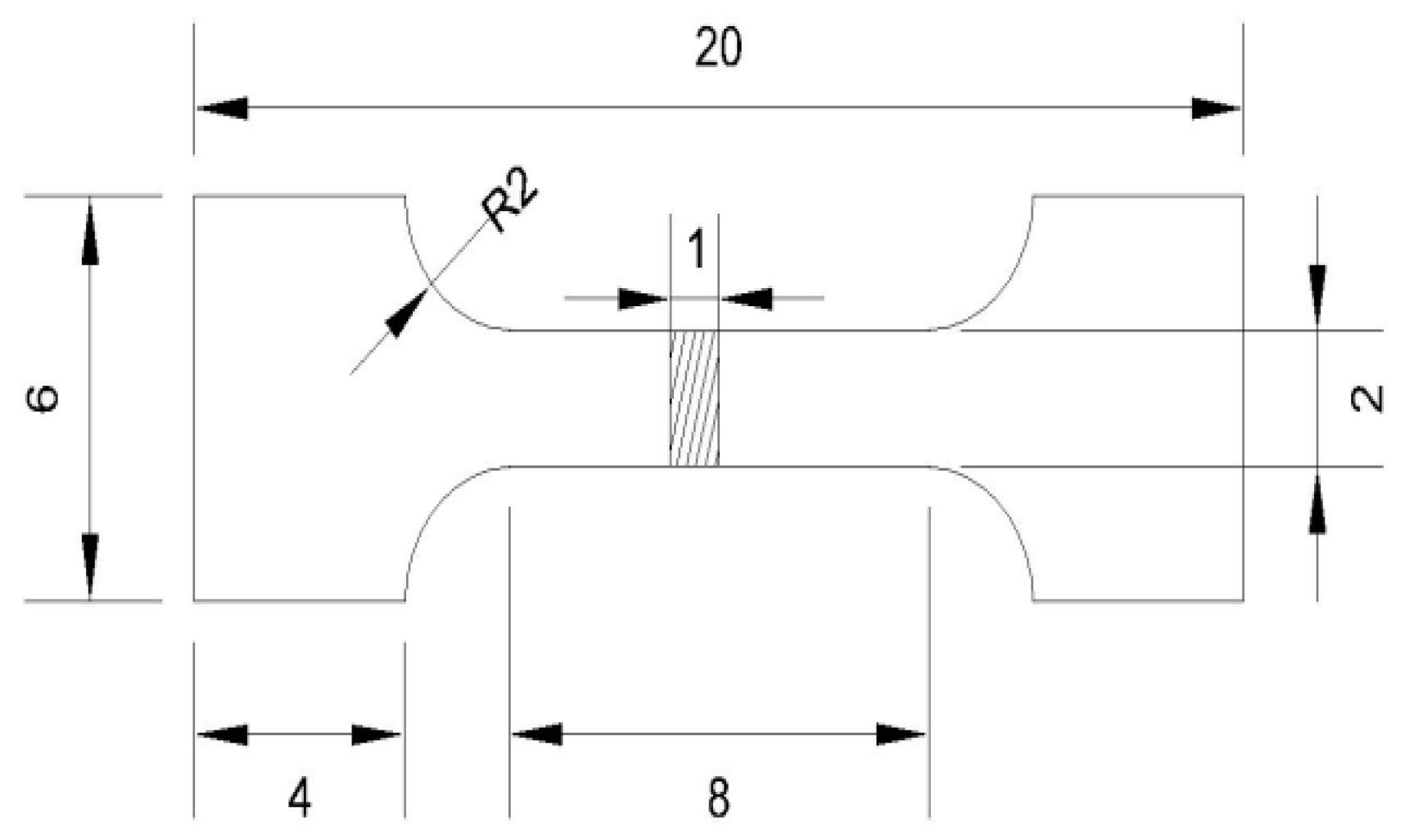
2. Materials and Methods
3. Results and Discussion
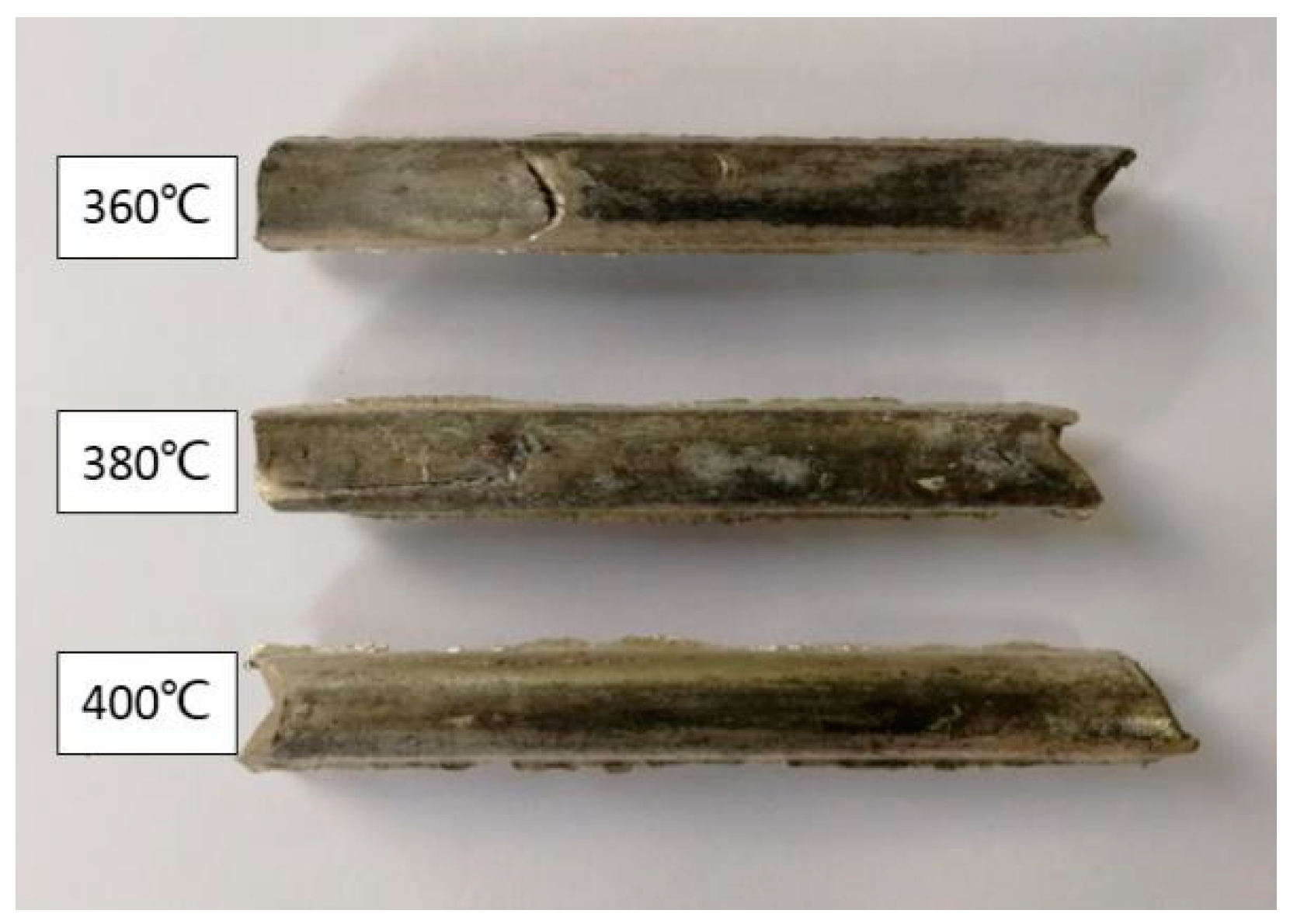
3.1. Effect of Predeformation Temperature on the Microstructure and Properties of the Alloy
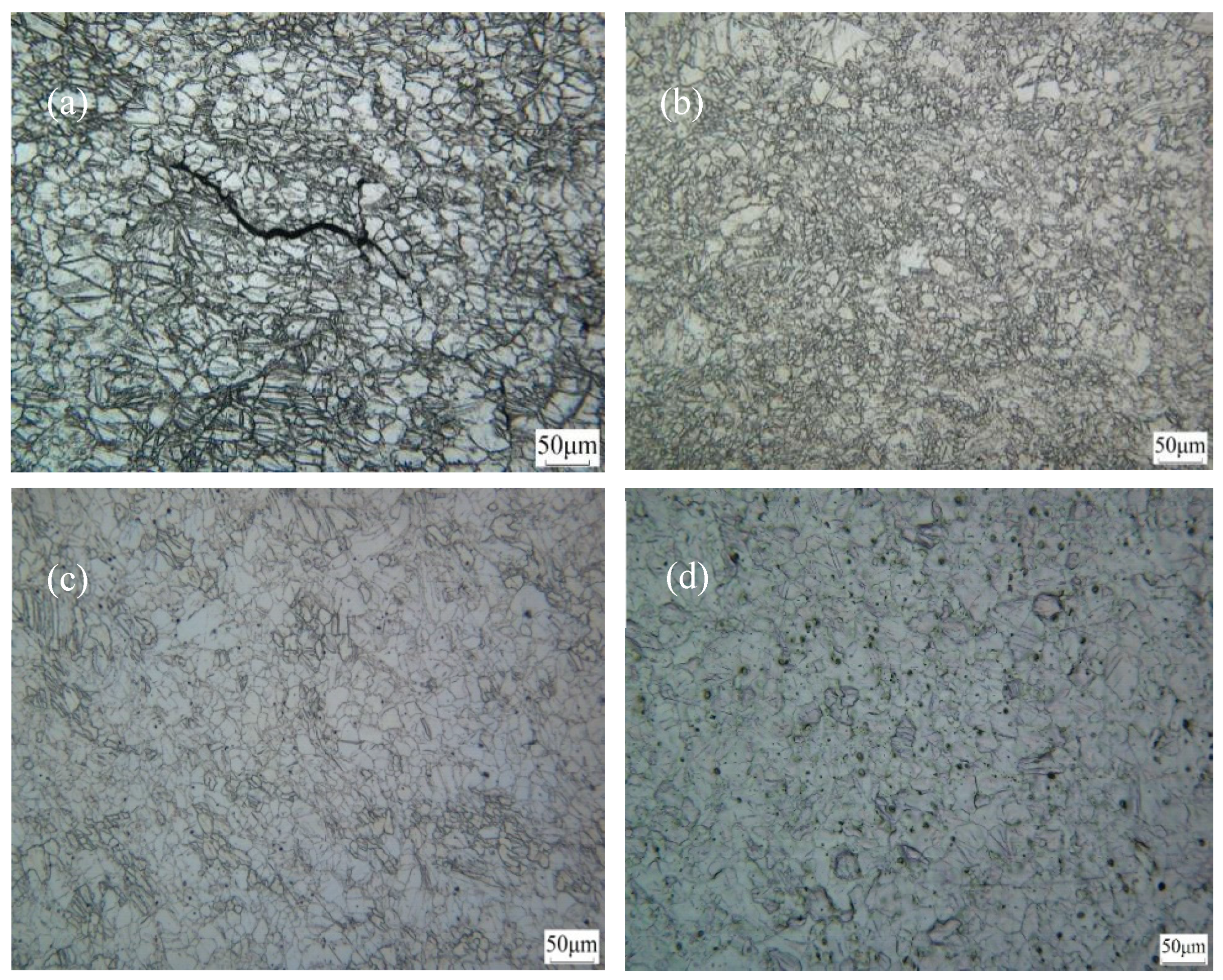
3.2. Microstructure Evolution of Mg Alloy at Different Deformation Temperatures
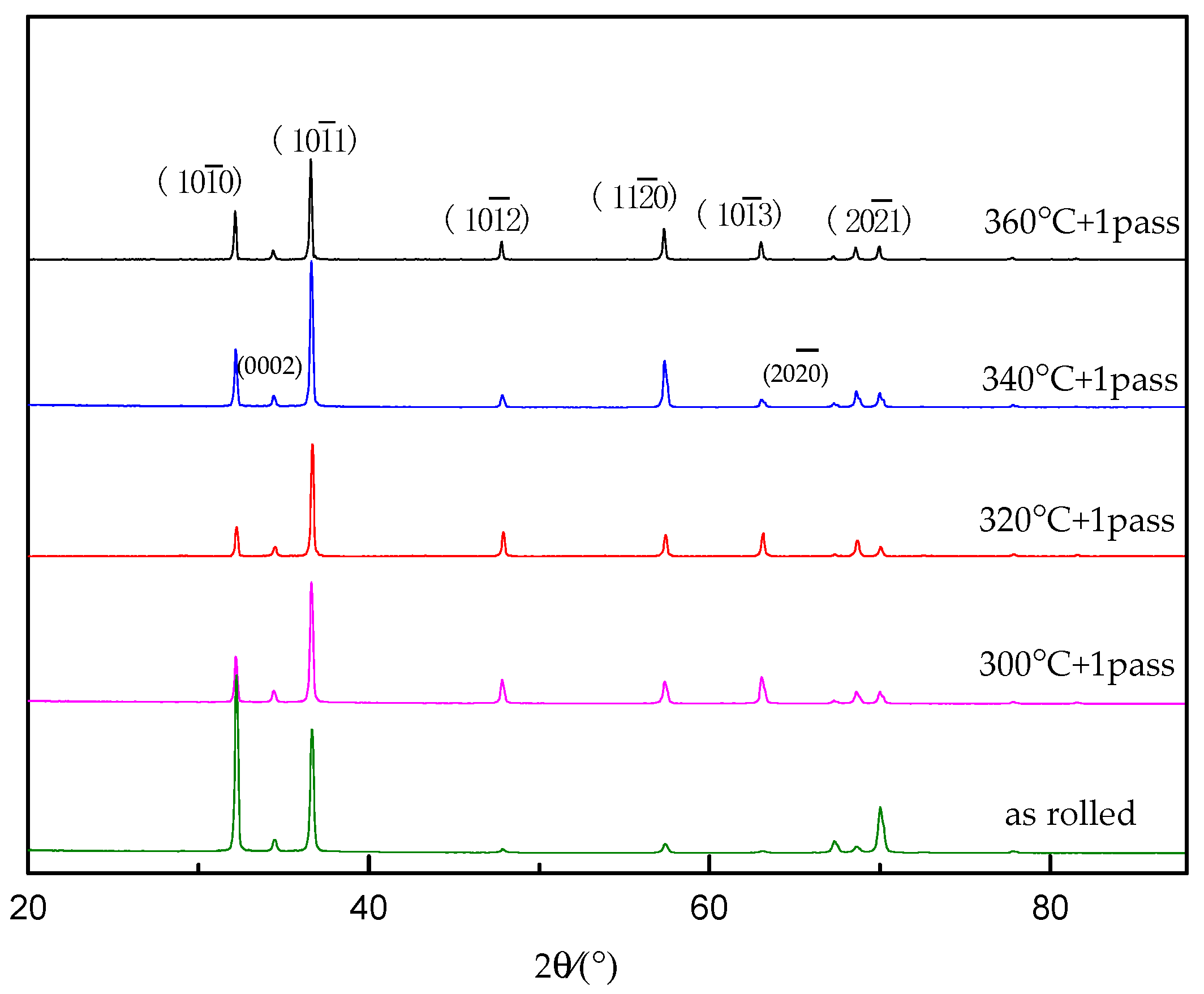
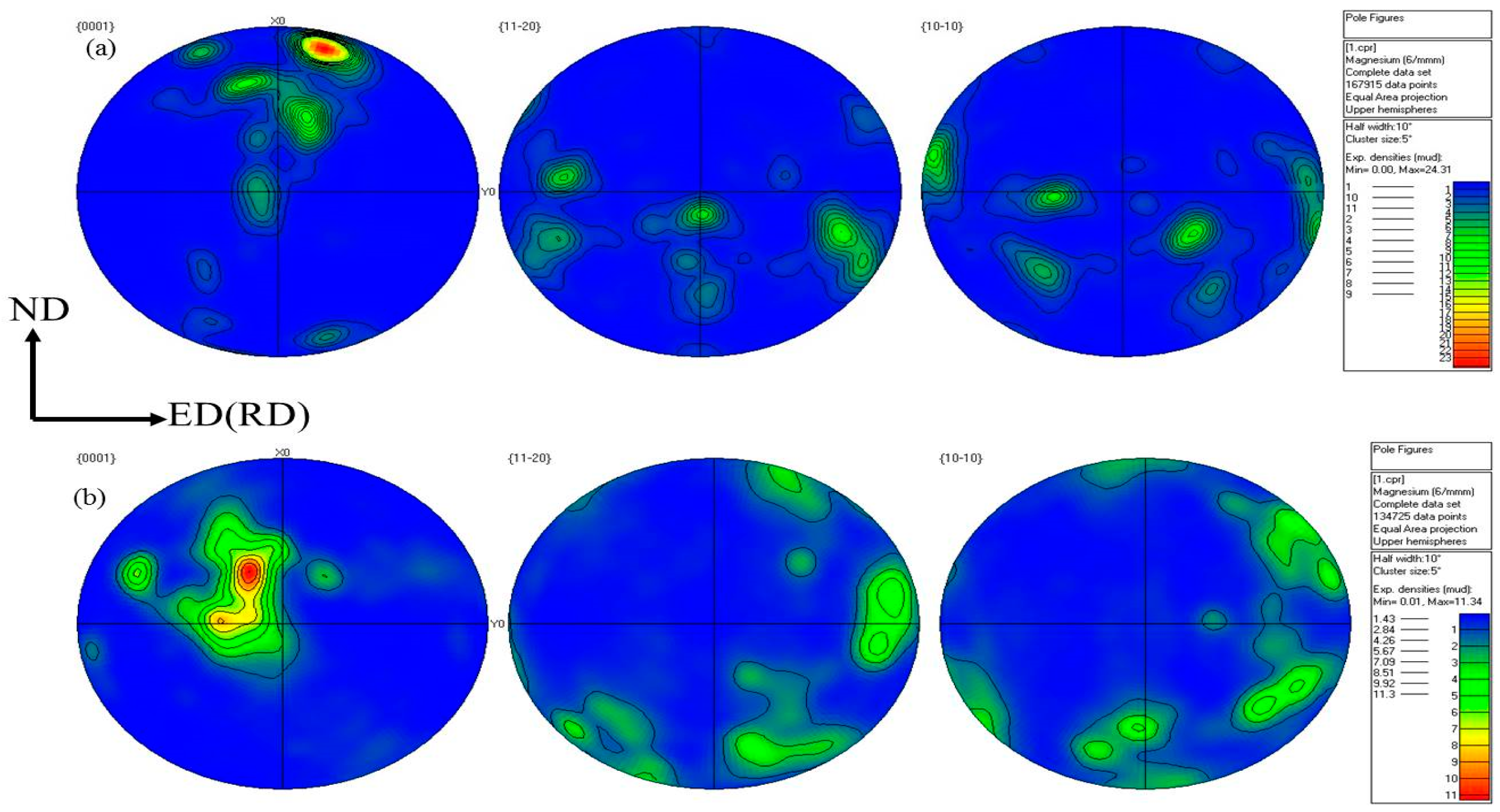
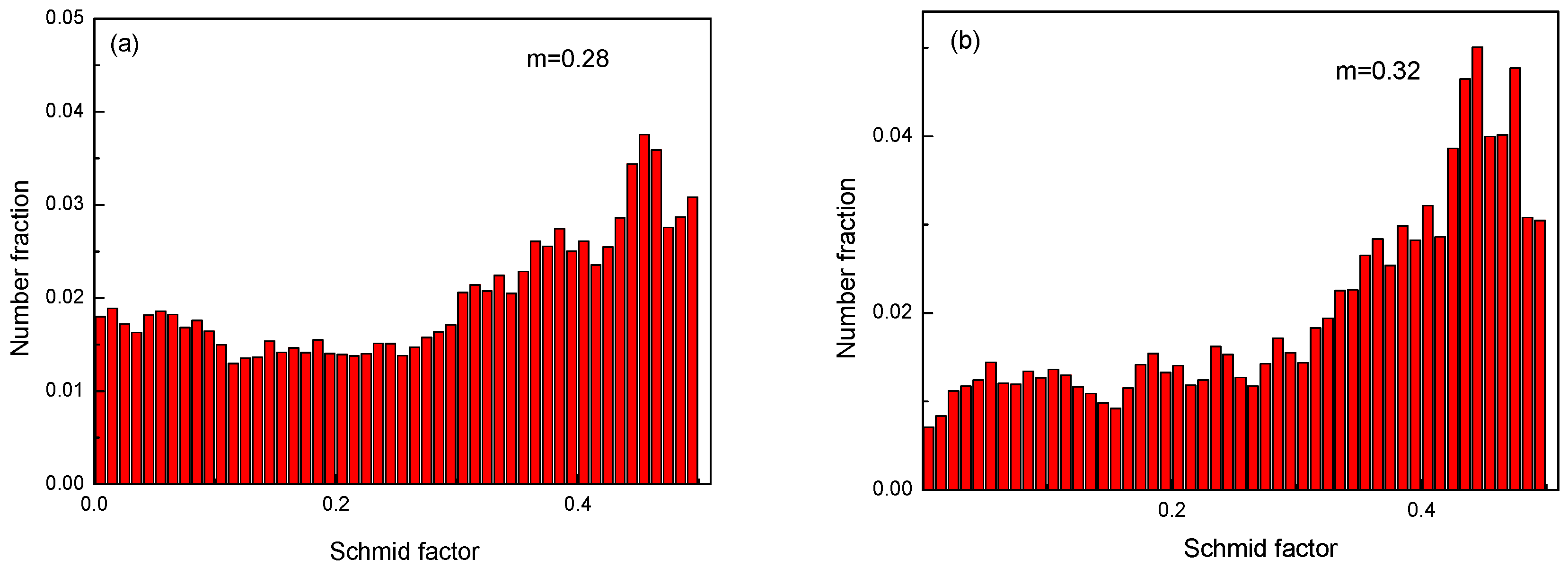
3.3. Texture Evolution of the Mg Alloy at Different Temperatures
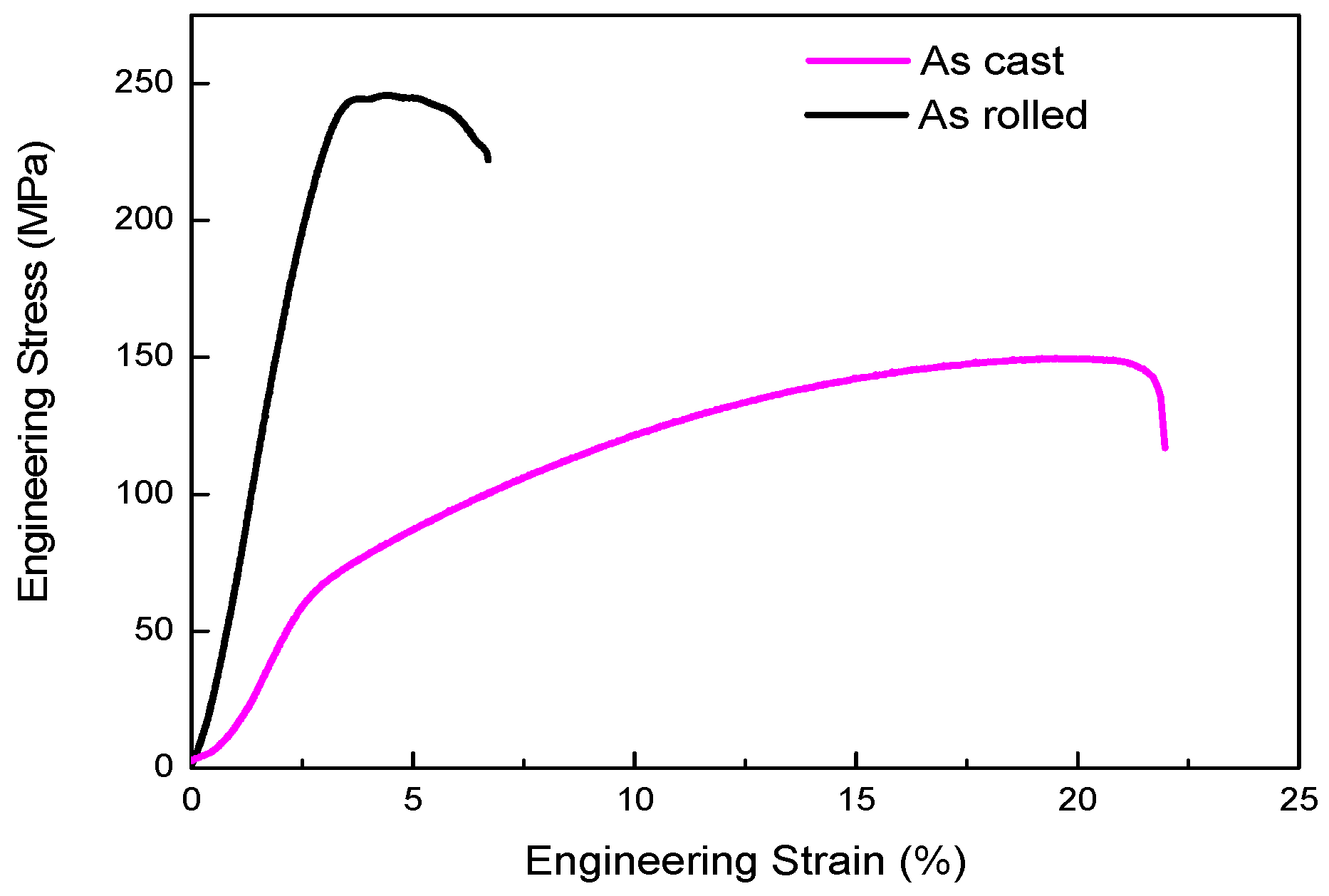
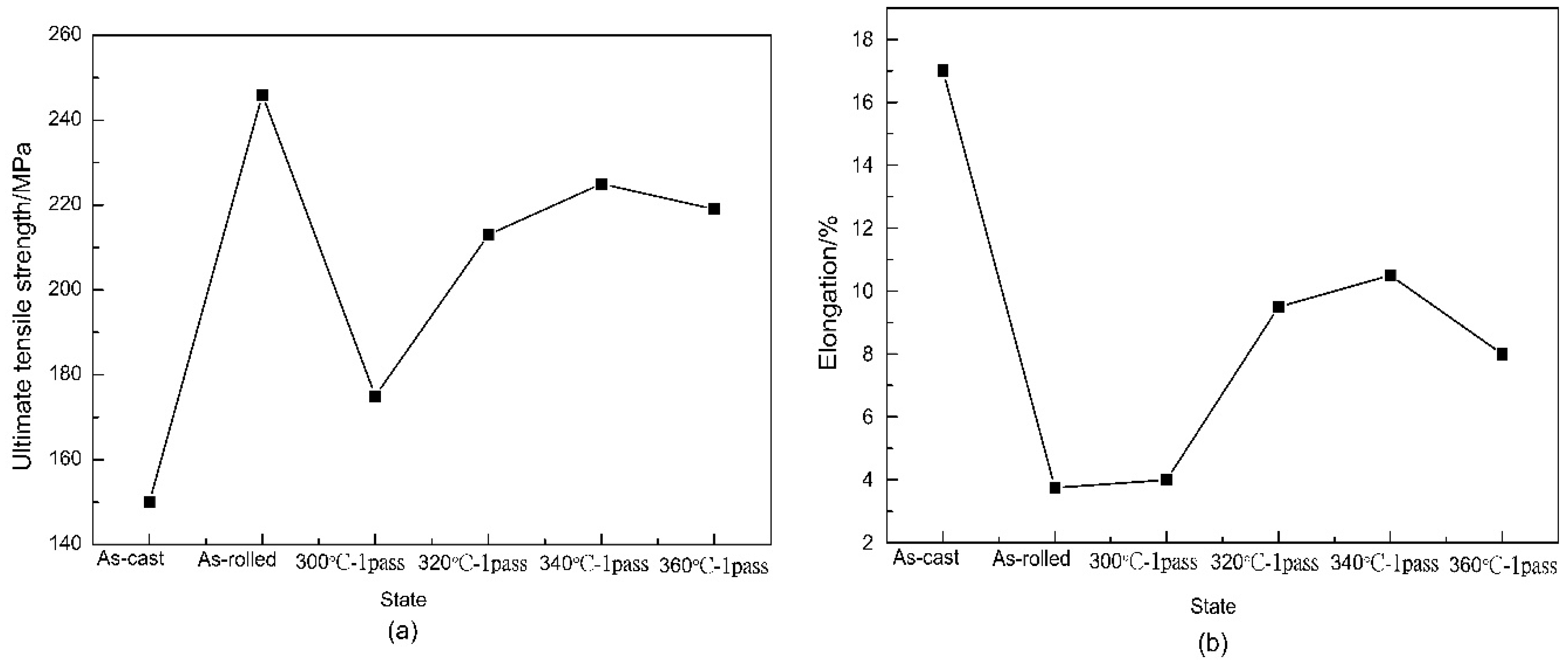
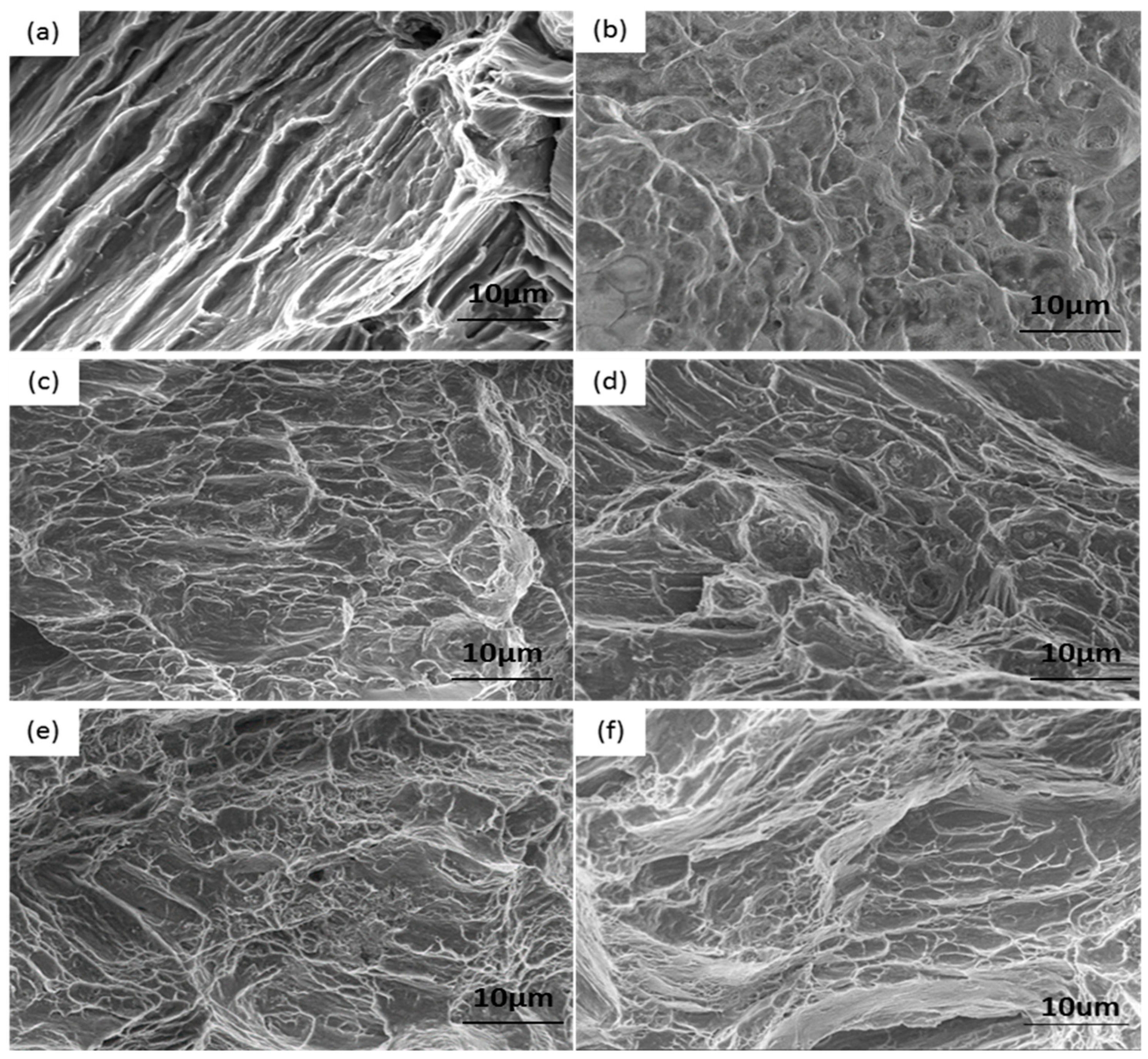
3.4. Mechanical Properties
4. Conclusions
- Of the ECAP temperatures considered, the best rolling temperature of the Mg-2Y-0.6Nd-0.6Zr alloy was 400 °C. Compared with the as-cast sample, the average grain size of the rolled samples was refined from 85 µm to 22 µm, and the UTS improved from 150 MPa to 246 MPa, increasing by approximately 61%, compared with the as-cast magnesium alloy. However, the TEF was greatly reduced because of work hardening.
- Compared with the as-cast sample, the sample after ECAP exhibited grain refinement with a minimum grain size of 11 µm, but the elongation increased, and the tensile strength substantially decreased. The decrease in tensile strength was due to the texture weakening and eliminating the effect of partial work hardening, after ECAP.
- The sample processed with ECAP at 340 °C, achieved the best comprehensive properties, with a UTS of 225 MPa and a TEF of 10.5%. As a result, when the rare earth Mg-2Y-0.6Nd-0.6Zr alloy was subjected to ECAP, a suitable deformation temperature was 340 °C.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Luo, A.A.; Mishra, R.K.; Powell, B.R.; Sachdev, A.K. Magnesium Alloy Development for Automotive Applications. Mater. Sci. Forum. 2012, 706, 69–82. [Google Scholar]
- Dong, J.; Dong, Q.; Dai, Y.; Xing, H.; Han, Y.; Ma, J.; Zhang, J.; Wang, J.; Sun, B. Study on structure homogeneity of plate sample with large dimension during equal channel angular pressing (ECAP). J. Mater. Res. 2016, 31, 3420–3427. [Google Scholar] [CrossRef]
- Su, C.; Lu, L.; Lai, M. A model for the grain refinement mechanism in equal channel angular pressing of Mg alloy from microstructural studies. Mater. Sci. Eng. A 2006, 434, 227–236. [Google Scholar] [CrossRef]
- Gunderovae, D.V.; Polyakova, A.V.; Semenovaa, I.P.; Raab, G.I.; Churakovaa, A.A.; Gimaltdinova, E.I.; Sabirov, I.; Segurado, J.; Sitdikov, V.D.; Alexandrov, I.V.; et al. Evolution of microstructure, macrotexture and mechanical properties of commercially pure Ti during ECAP-conform processing and drawing. Mater. Sci. Eng. A 2013, 562, 128–136. [Google Scholar] [CrossRef] [Green Version]
- Kaseem, M.; Chung, B.K.; Yang, H.W.; Hamad, K.; Ko, Y.G. Effect of Deformation Temperature on Microstructure and Mechanical Properties of AZ31 Mg Alloy Processed by Differential-Speed Rolling. J. Mater. Sci. Technol. 2015, 31, 498–503. [Google Scholar] [CrossRef]
- Murai, T.; Matsuoka, S.-I.; Miyamoto, S.; Oki, Y. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions. J. Mater. Process. Technol. 2003, 141, 207–212. [Google Scholar] [CrossRef]
- Liu, X.; Chen, R.; Han, E. High temperature deformations of Mg–Y–Nd alloys fabricated by different routes. Mater. Sci. Eng. A 2008, 497, 326–332. [Google Scholar]
- Zhao, Y.; Liao, X.; Jin, Z.; Valiev, R.; Zhu, Y.; Liao, X. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Lu, L.; Lu, K. Hardness and strain rate sensitivity of nanocrystalline Cu. Scr. Mater. 2006, 54, 1913–1918. [Google Scholar] [CrossRef]
- Kim, H.-K. The grain size dependence of flow stress in an ECAPed AZ31 Mg alloy with a constant texture. Mater. Sci. Eng. A 2009, 515, 66–70. [Google Scholar] [CrossRef]
- Mordike, B.L. Creep-resistant magnesium alloys. Mater. Sci. Eng. A 2002, 324, 103–112. [Google Scholar] [CrossRef]
- Antion, C.; Donnadieu, P.; Perrard, F.; Deschamps, A.; Tassin, C.; Pisch, A. Hardening precipitation in a Mg–4Y–3RE alloy. Acta Mater. 2003, 51, 5335–5348. [Google Scholar] [CrossRef]
- Avvari, M.; Narendranath, S. Influence of Route-R on wrought magnesium AZ61 alloy mechanical properties through equal channel angular pressing. J. Magnes. Alloy. 2014, 2, 159–164. [Google Scholar] [CrossRef] [Green Version]
- Liang, S.; Liu, Z.; Wang, E. Simulation of extrusion process of AZ31 magnesium alloy. Mater. Sci. Eng. A 2009, 499, 221–224. [Google Scholar] [CrossRef]
- Garces, G.; Muñoz-Morris, M.A.; Morris, D.G.; Perez, P.; Adeva, P. Optimization of strength by microstructural refinement of MgY2Zn1 alloy during extrusion and ECAP processing. Mater. Sci. Eng. A 2014, 614, 96–105. [Google Scholar] [CrossRef] [Green Version]
- Nakashima, K.; Horita, Z.; Nemoto, M.; Langdon, T.G. Development of a multi-pass facility for equal-channel angular pressing to high total strains. Mater. Sci. Eng. A 2000, 281, 82–87. [Google Scholar] [CrossRef]
- Chapuis, A.; Driver, J.H. Temperature dependency of slip and twinning in plane strain compressed magnesium single crystals. Acta Mater. 2011, 59, 1986–1994. [Google Scholar] [CrossRef]
- Krajňák, T.; Minárik, P.; Stráská, J.; Gubicza, J.; Máthis, K.; Janeček, M. Influence of equal channel angular pressing temperature on texture, microstructure and mechanical properties of extruded AX41 magnesium. J. Alloy. Compd. 2017, 705, 273–282. [Google Scholar] [CrossRef]
- Máthis, K.; Köver, M.; Stráská, J.; Trojanová, Z.; Džugan, J.; Halmešová, K. Micro-Tensile Behavior of Mg-Al-Zn Alloy Processed by Equal Channel Angular Pressing (ECAP). Materials 2018, 11, 1644. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Huang, G.; Zhong, X.; Liu, Q. Deformation mechanisms and dynamic recrystallization of AZ31 Mg alloy with different initial textures during hot tension. Mater. Des. 2013, 50, 382–391. [Google Scholar] [CrossRef]
- Hradilova, M.; Montheillet, F.; Fraczkiewicz, A.; Desrayaud, C.; Lejček, P. Effect of Ca-addition on dynamic recrystallization of Mg–Zn alloy during hot deformation. Mater. Sci. Eng. A 2013, 580, 217–226. [Google Scholar] [CrossRef]
- Jiang, Y.; Tang, G.; Shek, C.H.; Xie, J.; Xu, Z.; Zhang, Z. Mechanism of electropulsing induced recrystallization in a cold-rolled Mg–9Al–1Zn alloy. J. Alloy. Compd. 2012, 536, 94–105. [Google Scholar] [CrossRef]
- Wei, Y.; Wang, Q.; Zhu, Y.; Zhou, H.; Ding, W.; Chino, Y.; Mabuchi, M.; Ding, W. Superplasticity and grain boundary sliding in rolled AZ91 magnesium alloy at high strain rates. Mater. Sci. Eng. A 2003, 360, 107–115. [Google Scholar] [CrossRef]
- Cheng, W.; Tian, L.; Ma, S.; Bai, Y.; Wang, H. Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy. Materials 2017, 10, 708. [Google Scholar] [CrossRef] [PubMed]
- Minárik, P.; Veselý, J.; Král, R.; Bohlen, J.; Kubásek, J.; Janeček, M.; Stráská, J. Exceptional mechanical properties of ultra-fine grain Mg-4Y-3RE alloy processed by ECAP. Mater. Sci. Eng. A 2017, 708, 193–198. [Google Scholar] [CrossRef]
- Kim, W.; Hong, S.; Kim, Y.; Min, S.; Jeong, H.; Lee, J. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing. Acta Mater. 2003, 51, 3293–3307. [Google Scholar] [CrossRef]
- Kong, J.; Liu, Q.; Kang, Z.X. Microstructure and mechanical properties of two-phase Mg-10.73Li-4.49Al-0.52Y alloy processed by ECAP. Chin. J. Nonferrous Metals 2012, 25, 500–508. [Google Scholar]
- Tong, L.; Zheng, M.; Chang, H.; Hu, X.; Wu, K.; Xu, S.; Kamado, S.; Kojima, Y. Microstructure and mechanical properties of Mg–Zn–Ca alloy processed by equal channel angular pressing. Mater. Sci. Eng. A 2009, 523, 289–294. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Ni | Fe | Cu | Mg |
|---|---|---|---|---|---|---|
| 0.0061 | 0.0035 | 0.014 | 0.0004 | 0.0017 | 0.0035 | Bal. |
| Sample | UTS (MPa) | YS (MPa) | TEF% |
|---|---|---|---|
| As-cast | 150 | 64 | 17.00 |
| As-rolled | 246 | 216 | 3.75 |
| State | UTS (MPa) | TEF% |
|---|---|---|
| As-cast | 150.00 | 17.00 |
| As-rolled | 246.00 | 3.75 |
| 300 °C-1pass | 175.00 | 4.00 |
| 320 °C-1pass | 213.00 | 9.50 |
| 340 °C-1pass | 225.00 | 10.50 |
| 360 °C-1pass | 219.00 | 8.00 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, Y.; Li, W.; Hu, W.; Shi, X.; Tian, L. The Effect of ECAP Temperature on the Microstructure and Properties of a Rolled Rare Earth Magnesium Alloy. Materials 2019, 12, 1554. https://doi.org/10.3390/ma12091554
Tan Y, Li W, Hu W, Shi X, Tian L. The Effect of ECAP Temperature on the Microstructure and Properties of a Rolled Rare Earth Magnesium Alloy. Materials. 2019; 12(9):1554. https://doi.org/10.3390/ma12091554
Chicago/Turabian StyleTan, Yun, Wei Li, Weiwei Hu, Xiaofang Shi, and Liang Tian. 2019. "The Effect of ECAP Temperature on the Microstructure and Properties of a Rolled Rare Earth Magnesium Alloy" Materials 12, no. 9: 1554. https://doi.org/10.3390/ma12091554
APA StyleTan, Y., Li, W., Hu, W., Shi, X., & Tian, L. (2019). The Effect of ECAP Temperature on the Microstructure and Properties of a Rolled Rare Earth Magnesium Alloy. Materials, 12(9), 1554. https://doi.org/10.3390/ma12091554