Deformation Behavior and Precipitation Features in a Stretched Al–Cu Alloy at Intermediate Temperatures



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
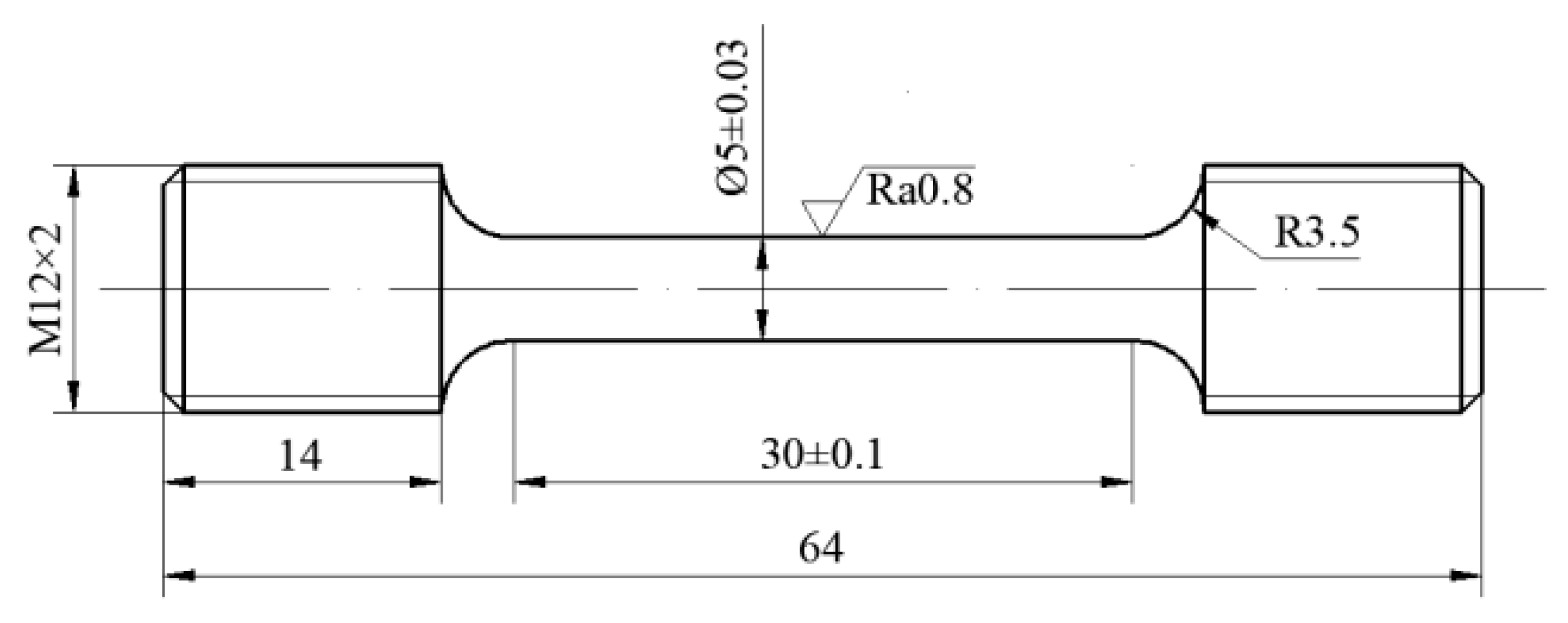
2. Materials and Experimental Procedures
3. Experimental Findings and Discussions
3.1. Deformation Behavior and Mechanisms
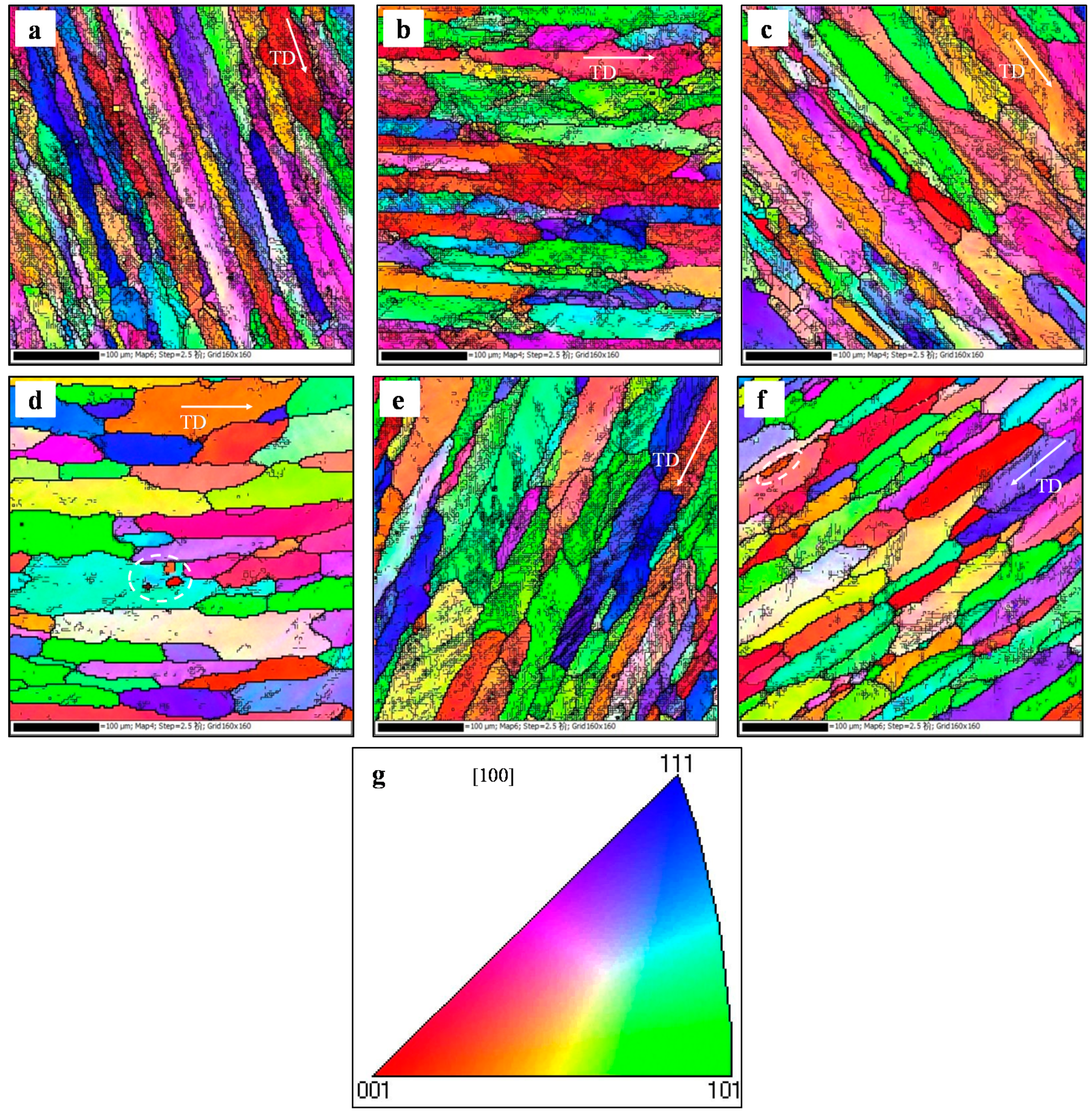
3.2. Effects of Deformation Parameters on Substructures and Grains
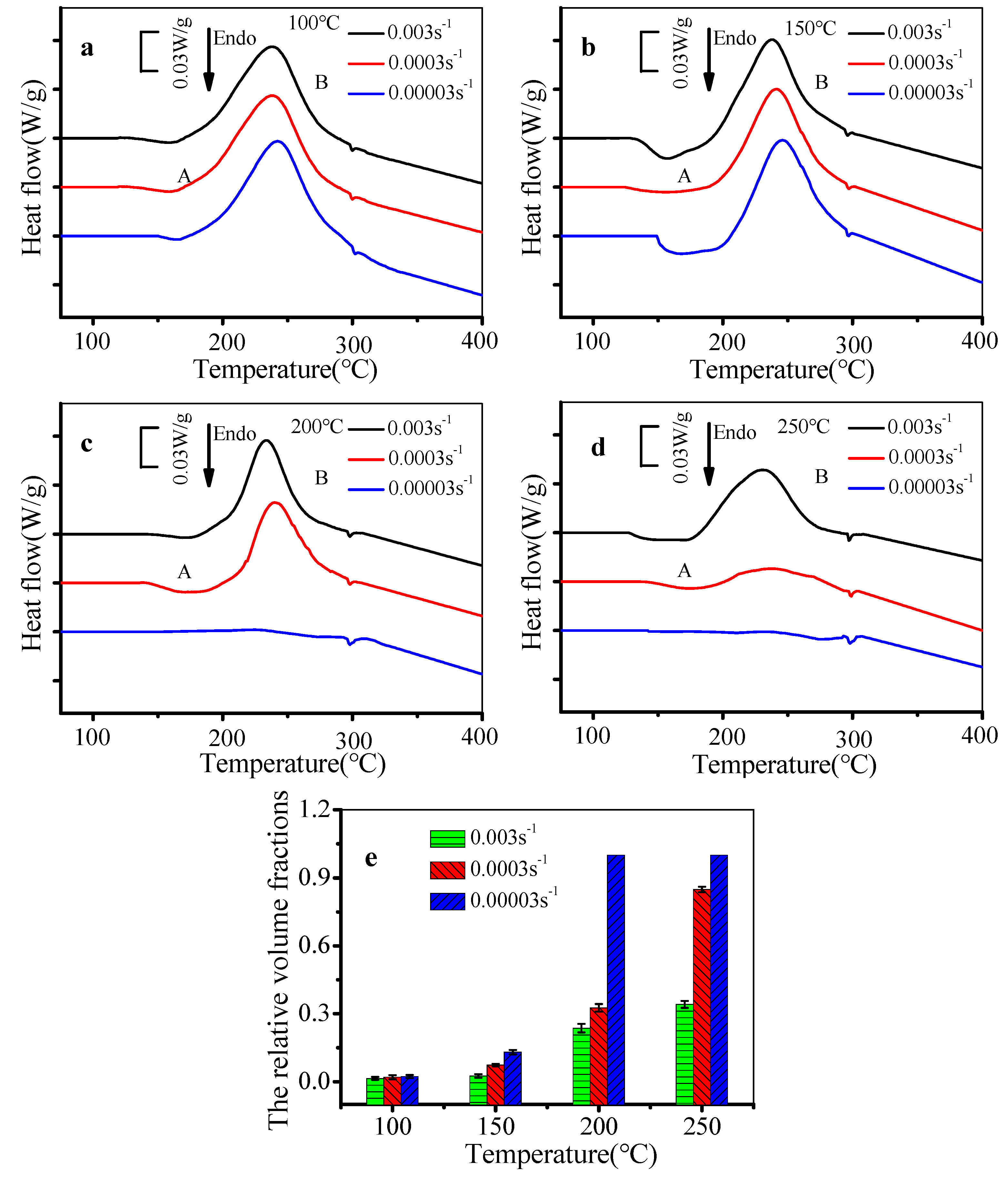
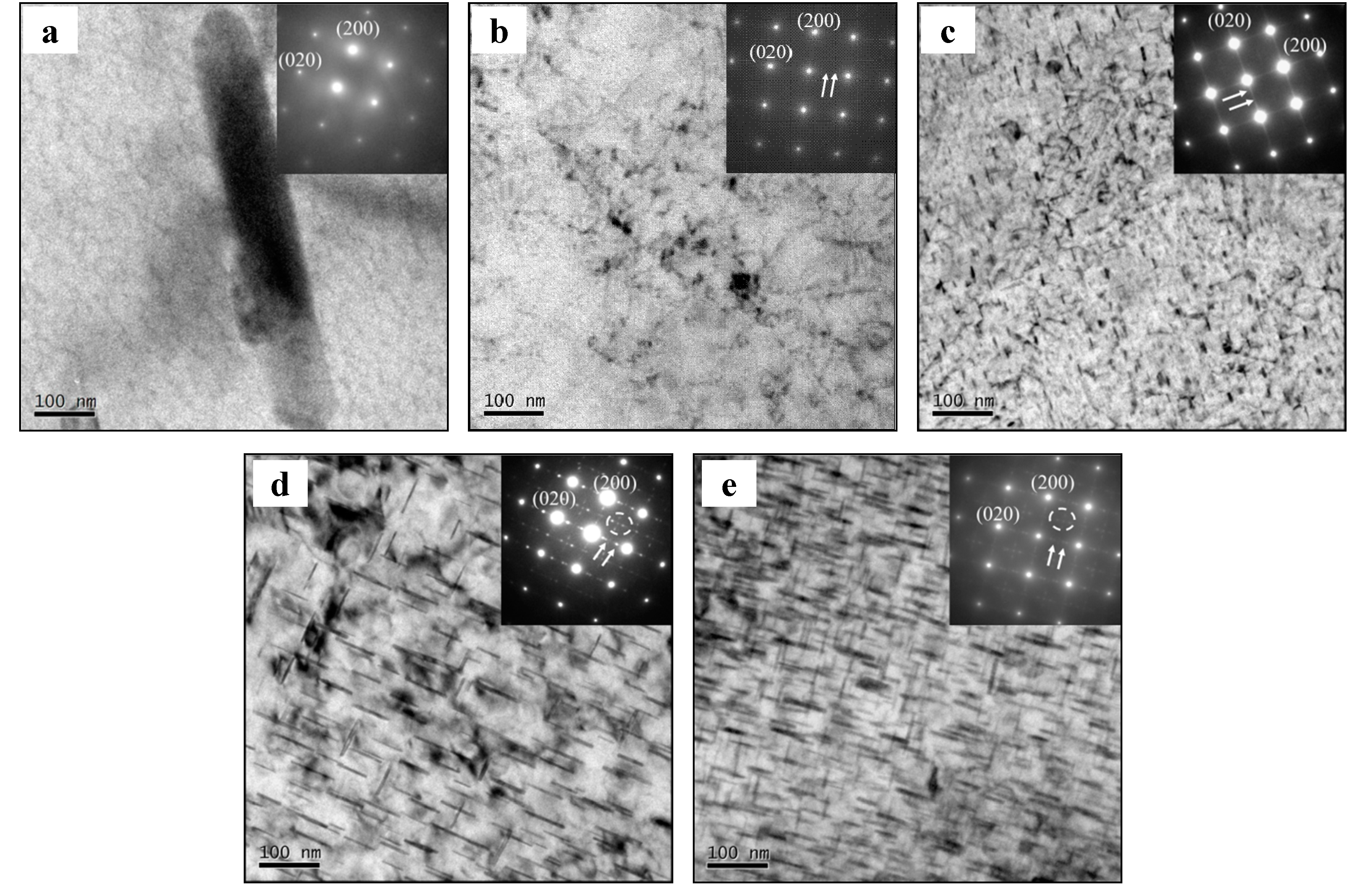
3.3. Precipitation Features
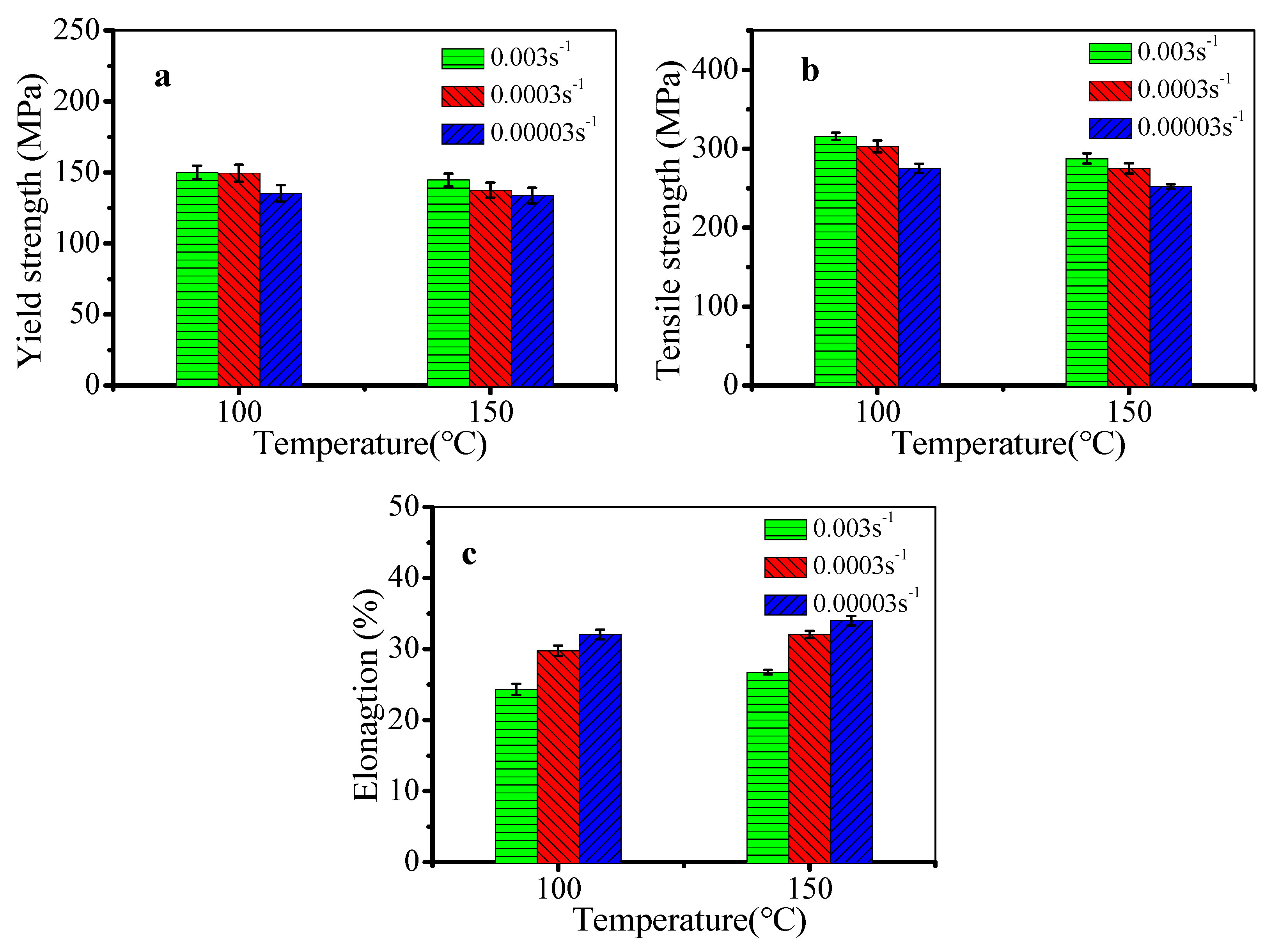
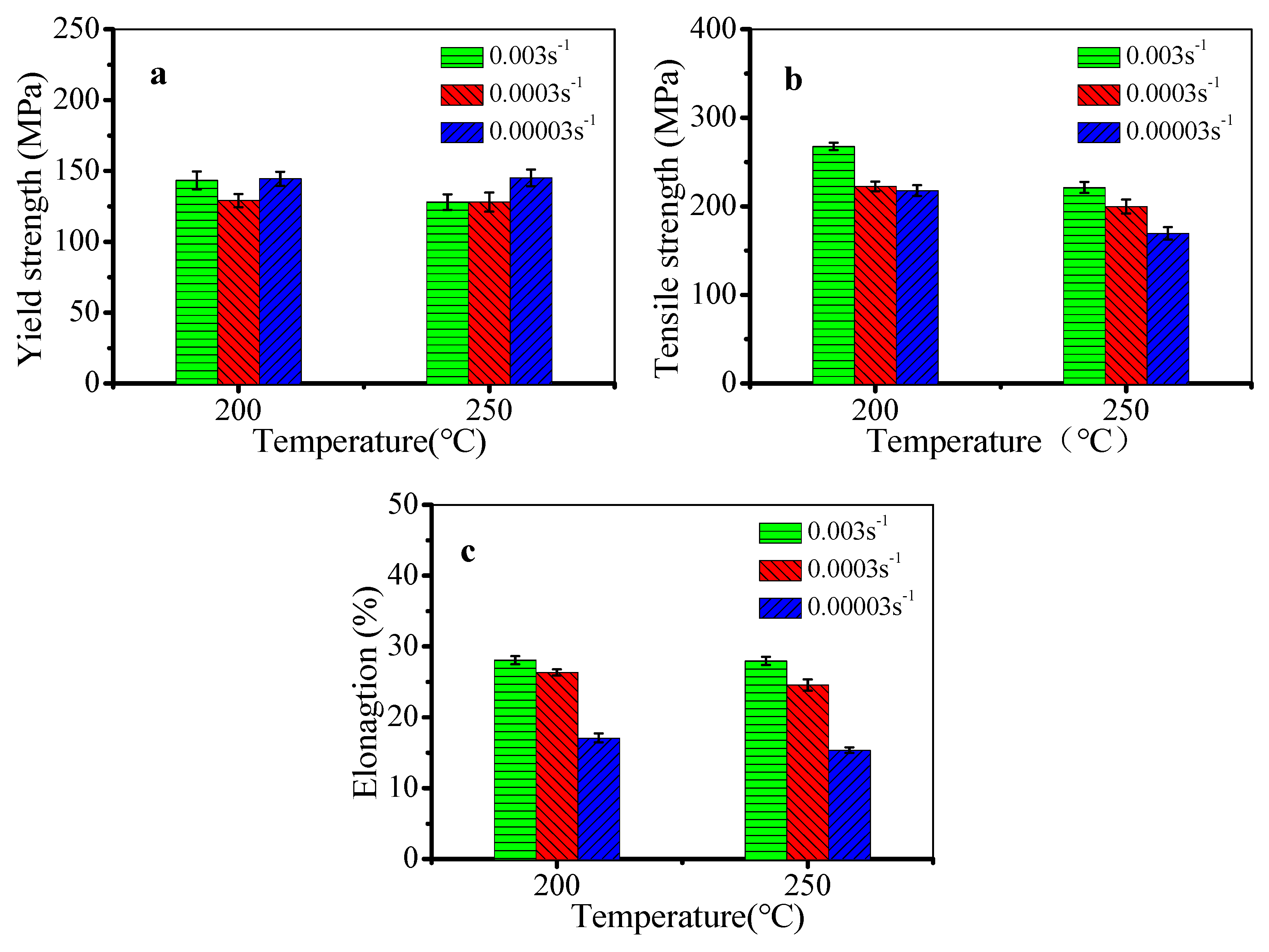
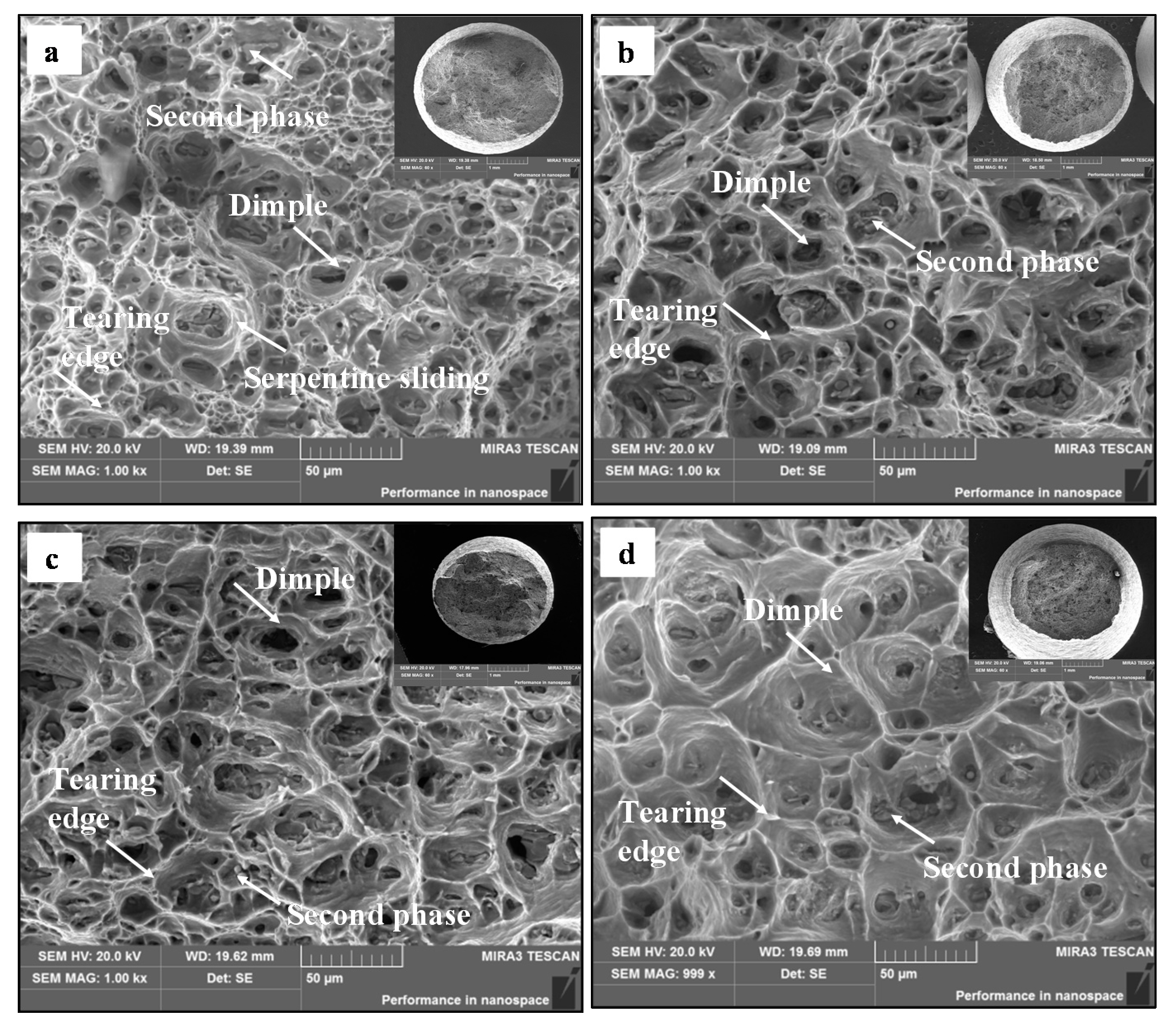
3.4. Effects of Deformation Parameters on Mechanical Properties and Fracture Morphologies
4. Conclusions
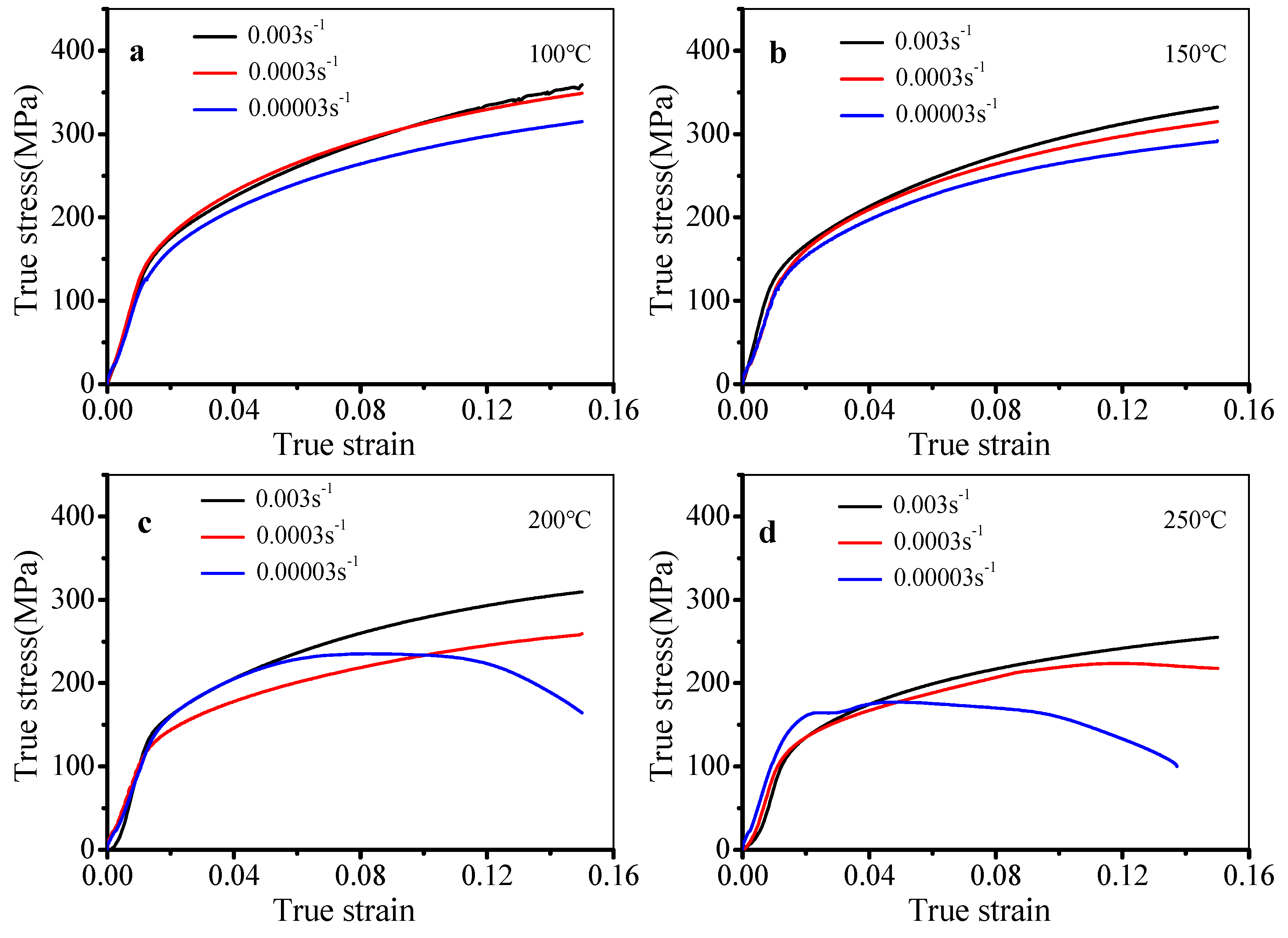
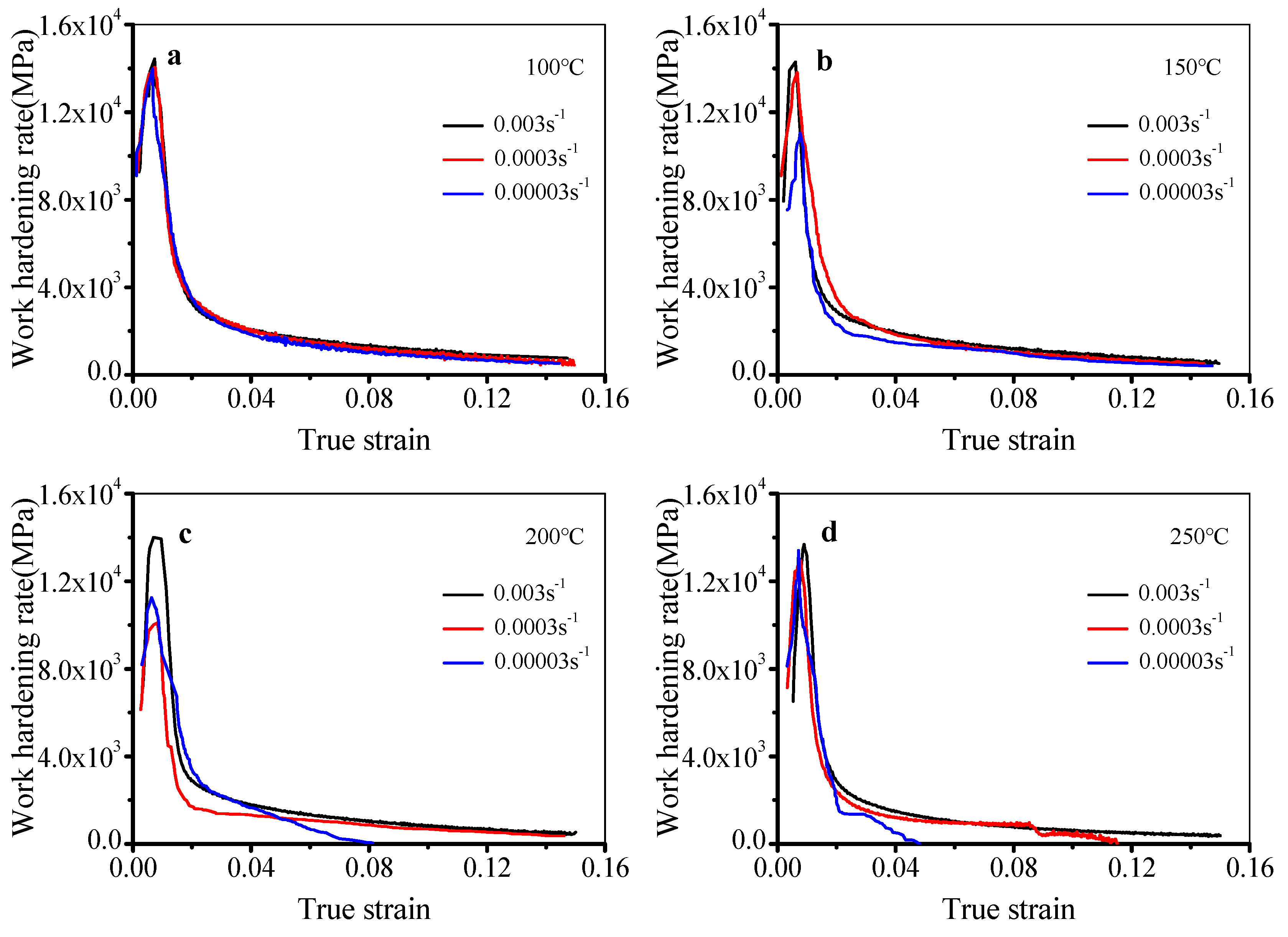
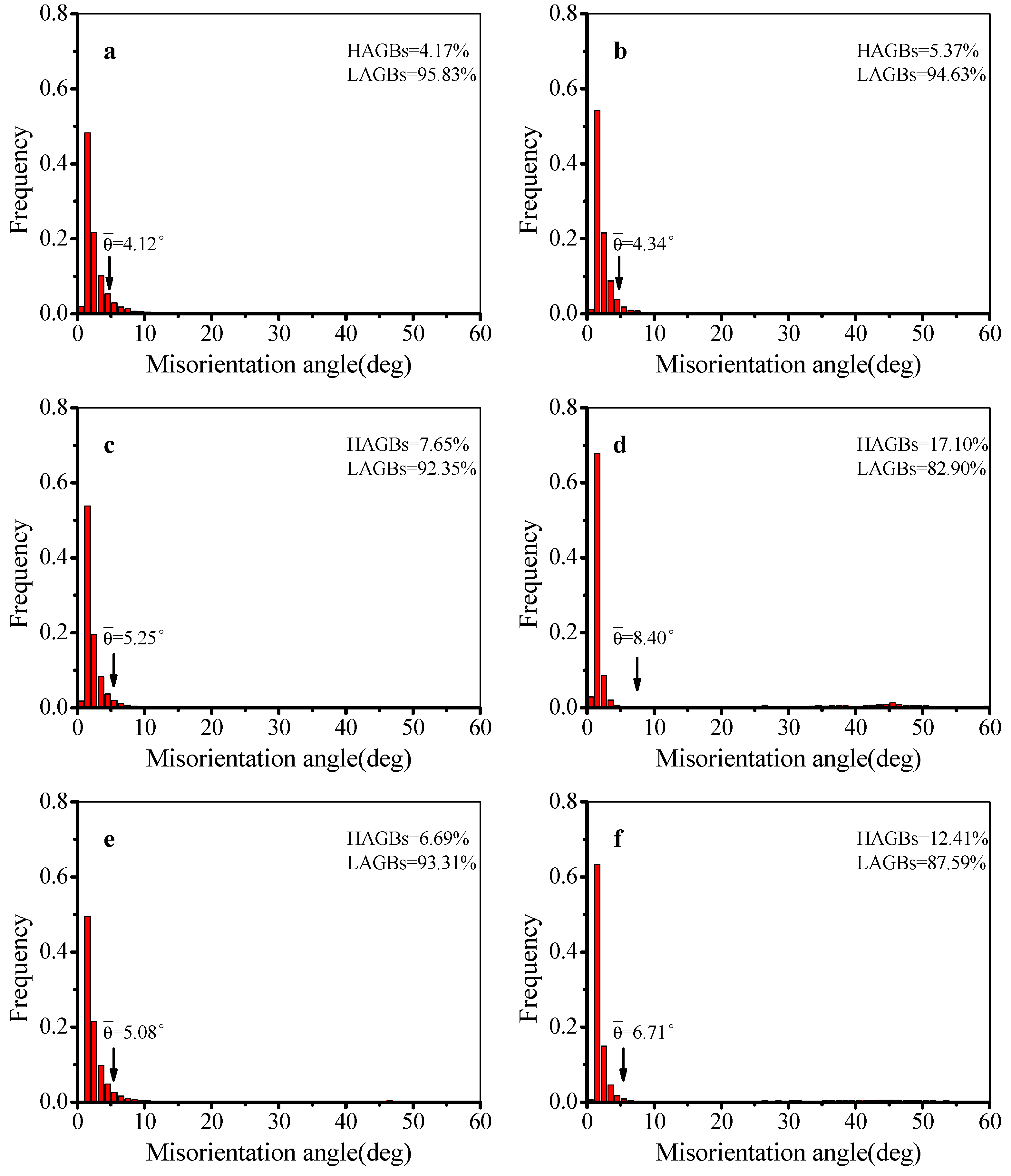
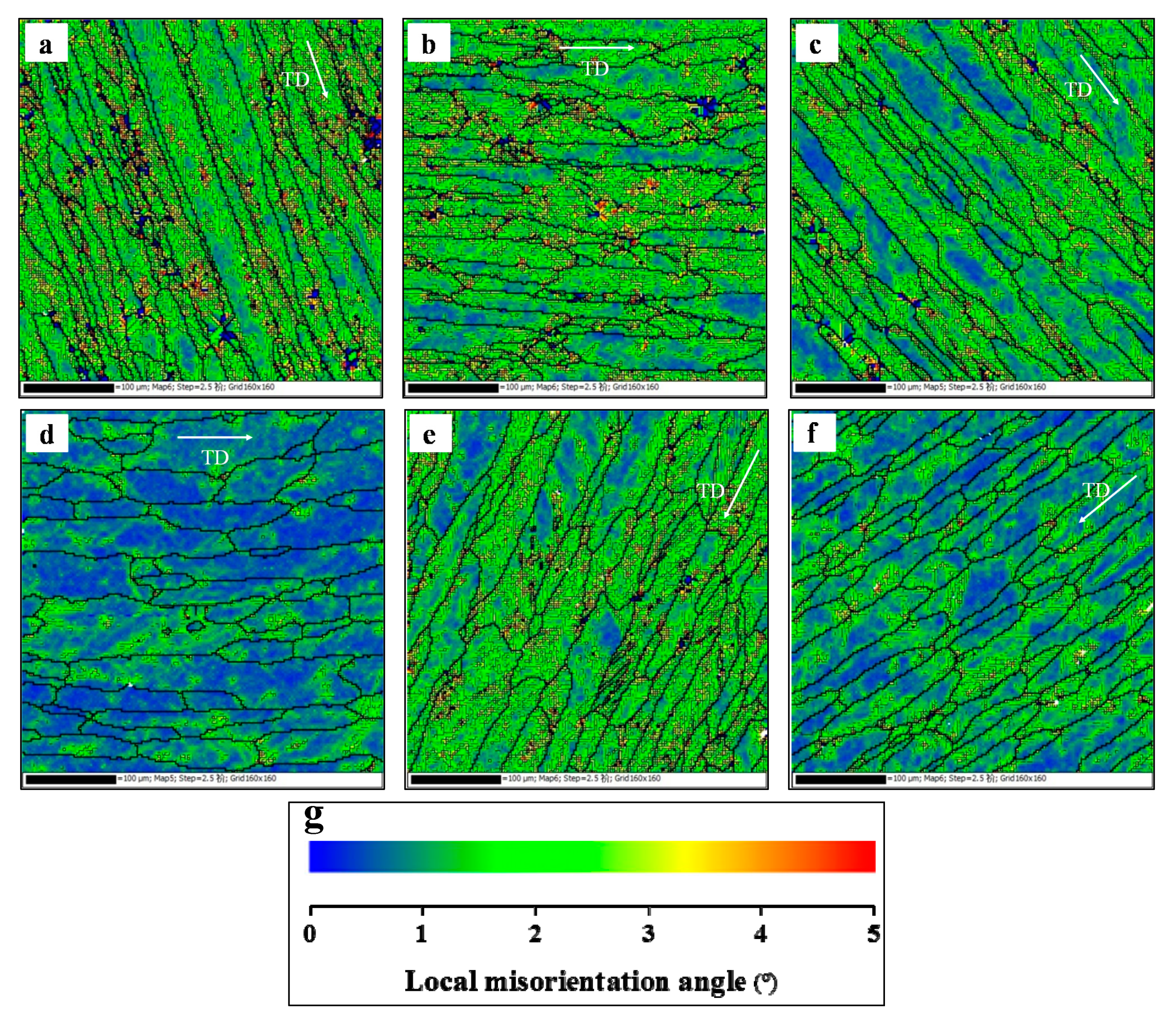
- The flow stress monotonically rises at 100 °C and 150 °C due to the dominant work hardening. When the temperature is raised to 200 °C and 250 °C, the enhanced dynamic recovery reduces substructures. The dynamic recovery becomes more obvious at lower strain rates. Meanwhile, some dynamic recrystallization grains appear due to the rotation of small substructures. Thus, the true stress firstly increases and then keeps stable or drops with increasing true strain.
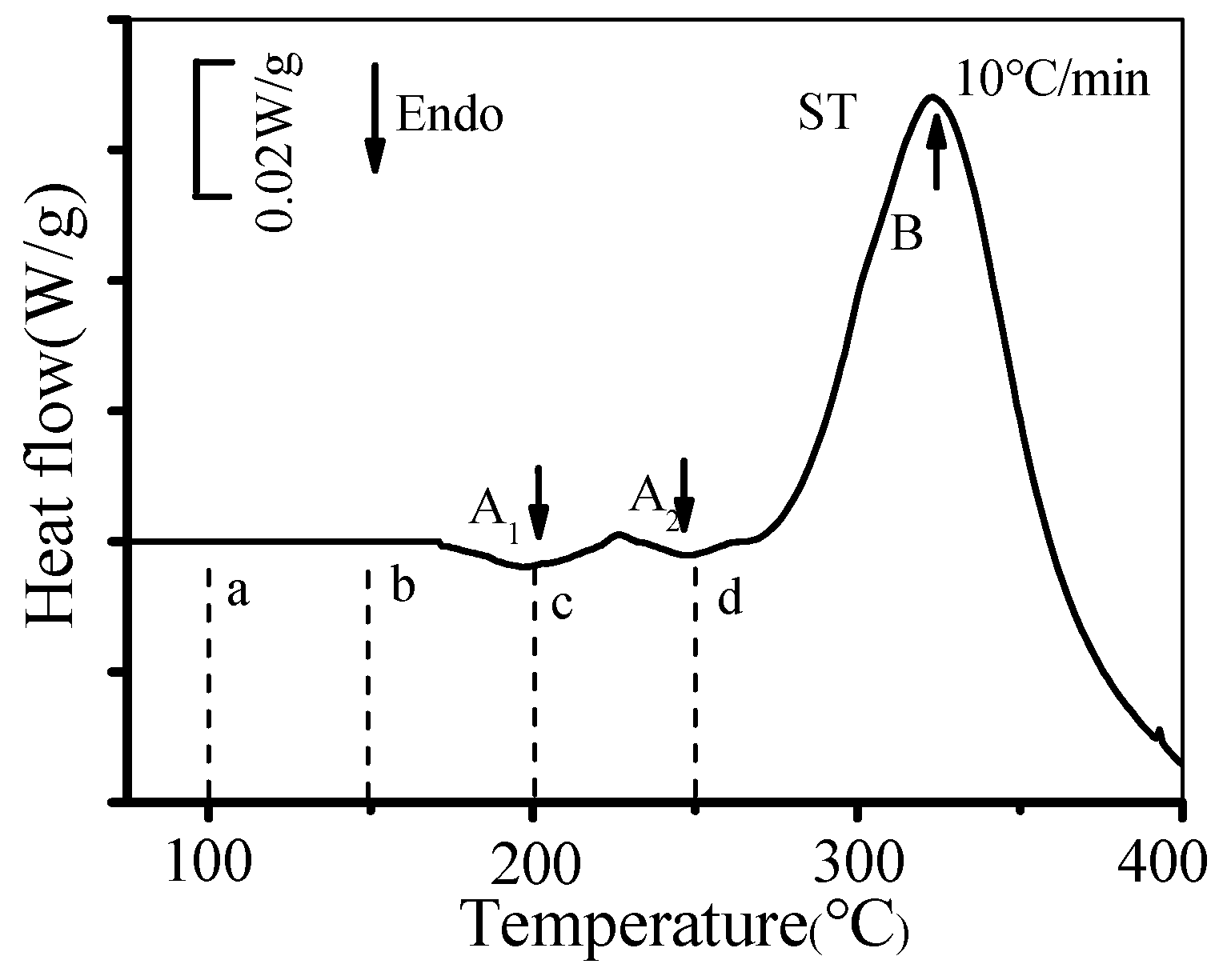
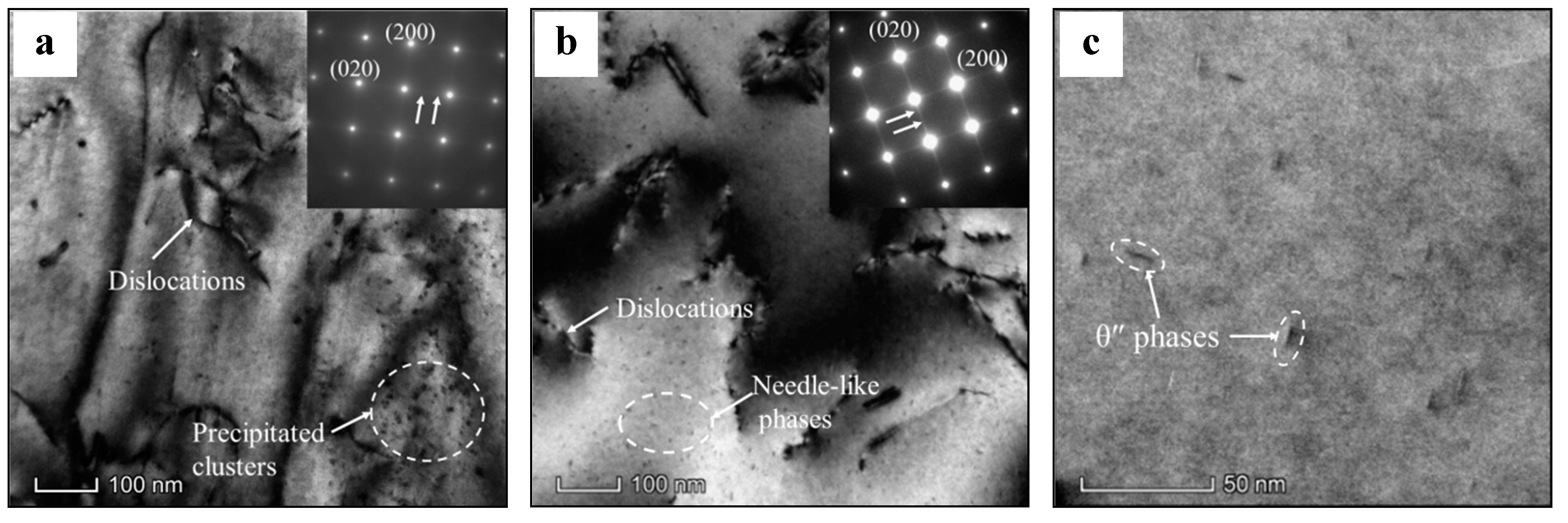
- The type of precipitates is greatly affected by the heating process before deformation. When the alloy is heated to 100 °C and 150 °C, Cu-rich clusters and G.P. zones appear. When the alloy is heated to 200 °C and 250 °C, θ′′ phases precipitate.
- The content and size of precipitates increase due to the enhanced activation energy at lower strain rates or higher deformation temperatures. Meanwhile, the transformation of precipitates is accelerated, and θ′ and θ′′ phases increase. However, θ′ and θ′′ phases prefer to precipitate along the {020}Al direction due to the stress orientation effect, which results in the uneven distribution of phases.
- To alleviate work hardening and avoid the inhomogeneous precipitation of phases, the reasonable strain rate and temperature are about 0.0003 s−1 and 150 °C, respectively.
Author Contributions
Funding
Conflicts of Interest
References
- Lin, Y.C.; Xia, Y.C.; Jiang, Y.Q.; Zhou, H.M.; Li, L.T. Precipitation hardening of 2024-T3 aluminum alloy during creep aging. Mater. Sci. Eng. A 2013, 565, 420–429. [Google Scholar] [CrossRef]
- Rasaee, S.; Mirzaei, A.H. Constitutive modeling of 2024 aluminum alloy based on the Johnson-Cook model. Trans. Indian Inst. Met. 2019, 72, 1023–1030. [Google Scholar] [CrossRef]
- Choi, H.; Lee, D.; Ahn, S.; Lee, C.; Kim, S. Stress corrosion cracking sensitivity of high-strength 2xxx series aluminum alloys in 3.5% NaCl solution. Korean J. Mater. Res. 2018, 28, 738–747. [Google Scholar] [CrossRef]
- Li, B.; Pan, Q.L.; Yin, Z.M. Characterization of hot deformation behavior of as-homogenized Al–Cu–li–Sc–Zr alloy using processing maps. Mater. Sci. Eng. A 2018, 614, 199–206. [Google Scholar] [CrossRef]
- Trimble, D.; O’Donnell, G.E. Flow stress prediction for hot deformation processing of 2024Al-T3 alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 1232–1250. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, Q.; He, D.G.; Zhu, X.H.; Liu, D.Y.; Li, X.H. Effects of solution time and cooling rate on microstructures and mechanical properties of 2219 Al alloy for a larger spun thin-wall ellipsoidal head. J. Mater. Res. Technol. 2020. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.X.; Gong, H.; Li, S.; Ahmad, A.S. A physically based constitutive model and continuous dynamic recrystallization behavior analysis of 2219 aluminum alloy during hot deformation process. Materials 2018, 11, 1443. [Google Scholar] [CrossRef] [Green Version]
- Teymoory, P.; Zarei-Hanzaki, A.; Shafieizad, A.H.; Abedi, H.R.; Vesely, J.; Ebrahimi, M. Evaluating the high temperature superplastic behavior of a thermomechanically processed Al–Cu aluminum alloy through miniaturized testing method. Mater. Res. Express 2019, 6, 105010. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhao, G.Q.; Xu, X.; Chen, X.X.; Zhang, C.S. Constitutive modeling, processing map establishment and microstructure analysis of spray deposited Al–Cu–Li alloy 2195. J. Alloy. Compd. 2019, 779, 735–751. [Google Scholar] [CrossRef]
- Wang, W.G.; Wang, G.; Guo, G.N.; Rong, Y.M. Competitive relationship between thermal effect and grain boundary precipitates on the ductility of an as-quenched Al–Cu–Mn alloy. Int. J. Damage Mech. 2018, 27, 779–798. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, B.; Zhang, B.X. Effect of initial microstructure on the hot compression deformation behavior of a 2219 aluminum alloy. Mater. Des. 2012, 34, 15–21. [Google Scholar] [CrossRef]
- Wu, J.J.; Guo, R.C. Constitutive behavior for quenching of Al–Cu–Mg alloy with consideration of precipitation. J. Eng. Mater. Technol. 2018, 140, 041009. [Google Scholar] [CrossRef]
- Bai, Z.H.; Qiu, F.; Liu, Y.Y.; Zhou, W.; Jiang, Q.C. Age hardening and mechanical properties of cast Al–Cu alloy modified by La and Pr. Adv. Eng. Mater. 2015, 17, 143–147. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L.; Liu, Z.Y.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Three-dimensional processing maps and microstructural evolution of a CNT-reinforced Al–Cu–Mg nanocomposite. Mater. Sci. Eng. A 2017, 702, 425–437. [Google Scholar] [CrossRef]
- Bo, G.W.; Jiang, F.L.; Dong, Z.Y.; Wang, G.; Zhang, H. Revealing the influence of preprecipitation microstructure on hot workability in an Al–Cu–Mg–Zr alloy. Mater. Sci. Eng. A 2019, 755, 147–157. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.X.; Gong, H.; Dong, F.; Ahmad, A.S. Modified kinetic model for describing continuous dynamic recrystallization behavior of Al 2219 alloy during hot deformation process. J. Alloy. Compd. 2020, 817, 153301. [Google Scholar] [CrossRef]
- Chen, G.; Lu, L.P.; Ren, C.Z.; Ge, X. Temperature dependent negative to positive strain rate sensitivity and compression behavior for 2024-T351 aluminum alloy. J. Alloys Compd. 2018, 765, 569–585. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.X.; Gong, H.; Wang, K. Modification of constitutive model and evolution of activation energy on 2219 aluminum alloy during warm deformation process. Trans. Nonferrous Met. Soc. China 2019, 29, 448–459. [Google Scholar] [CrossRef]
- Wei, D.B.; Yang, K.; Zhang, P.Z.; Li, F.K.; Liang, H.X.; Yao, Z.J. Morphological evolution of S-phase in 2024 aluminum under tensile creep at 448-463 K. J. Mater. Eng. Perform. 2019, 28, 3614–3621. [Google Scholar] [CrossRef]
- García-Hernández, J.L.; Garay-Reyes, C.G.; Gómez-Barraza, I.K.; Ruiz-Esparza-Rodríguez, M.A.; Gutiérrez-Castañeda, E.J.; Estrada-Guel, I.; Maldonado-Orozco, M.C.; Martínez-Sánchez, R. Influence of plastic deformation and Cu/Mg ratio on the strengthening mechanisms and precipitation behavior of AA2024 aluminum alloys. J. Mater. Res. Technol. 2019, 8, 5471–5475. [Google Scholar] [CrossRef]
- Song, Y.F.; Ding, X.F.; Zhao, X.J.; Xiao, L.R.; Guo, L. The effect of stress-aging on dimensional stability behavior of Al–Cu–Mg alloy. J. Alloy. Compd. 2017, 718, 298–303. [Google Scholar] [CrossRef]
- Paoletti, C.; Regev, M.; Spigarelli, S. Modelling of creep in alloys strengthened by rod-shaped particles: Al–Cu–Mg age-hardenable alloys. Metals 2018, 8, 930. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Shi, Z.; Lin, J.G.; Yang, Y.L.; Rong, Q. Extended application of a unified creep-ageing constitutive model to multistep heat treatment of aluminium alloys. Mater. Des. 2017, 122, 422–432. [Google Scholar] [CrossRef]
- Li, J.Y.; Chen, S.Y.; Li, F.S.; Chen, K.H.; Huang, L.P. Synergy effect of Si addition and pre-straining on microstructure and properties of Al–Cu–Mg alloys with a medium Cu/Mg ratio. Mater. Sci. Eng. A 2019, 767, 138429. [Google Scholar] [CrossRef]
- Mirzadeh, H. Simple physically-based constitutive equations for hot deformation of 2024 and 7075 aluminum alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 1614–1618. [Google Scholar] [CrossRef]
- El-Aty, A.A.; Xu, Y.; Zhang, S.H.; Ha, S.; Yan, M.; Chen, D.Y. Impact of high strain rate deformation on the mechanical behavior, fracture mechanisms and anisotropic response of 2060 Al–Cu–Li alloy. J. Adv. Res. 2019, 18, 19–37. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.M.; Chen, M.S.; Zhou, Y.; Wen, D.X.; He, D.G. A new method to predict the metadynamic recrystallization behavior in a typical nickel-based superalloy. Appl. Phys. A 2016, 122, 601. [Google Scholar] [CrossRef]
- Chen, D.D.; Lin, Y.C.; Chen, X.M. A strategy to control microstructures of a Ni-based superalloy during hot forging based on particle swarm optimization algorithm. Adv. Manufact. 2019, 7, 238–247. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wen, D.X.; Chen, M.S.; Chen, X.M. A novel unified dislocation density based model for hot deformation behavior of a nickel-based superalloy under dynamic recrystallization conditions. Appl. Phys. A 2016, 122, 805. [Google Scholar] [CrossRef]
- Rezayat, M.; Parsa, M.H.; Mirzadeh, H.; Cabrera, J.M. Dynamic deformation response of Al–Mg and Al–Mg/B4C composite at elevated temperatures. Mater. Sci. Eng. A 2018, 712, 645–654. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Zhao, C.Y.; Chen, M.S.; Chen, D.D. A novel constitutive model for hot deformation behaviors of Ti–6Al–4V alloy based on probabilistic method. Appl. Phys. A 2016, 122, 716. [Google Scholar] [CrossRef]
- Lin, Y.C.; Luo, S.C.; Jiang, X.Y.; Tang, Y.; Chen, M.S. Hot deformation behavior of a Sr-modified Al–Si–Mg alloy: Constitutive model and processing maps. Trans. Nonferrous Met. Soc. China 2018, 28, 592–603. [Google Scholar] [CrossRef]
- Lin, Y.C.; Liang, Y.J.; Chen, M.S.; Chen, X.M. A comparative study on phenomenon and deep belief network models for hot deformation behavior of an Al–Zn–Mg–Cu alloy. Appl. Phys. A 2017, 123, 68. [Google Scholar] [CrossRef]
- Lin, Y.C.; He, M.; Chen, M.S.; Wen, D.X.; Chen, J. New insights into the effects of initial δ phase (Ni3Nb) on hot tensile deformation behaviors and material constants of a Ni-based superalloy. Trans. Nonferrous Met. Soc. China 2016, 26, 107–117. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zou, Z.Y.; Wen, H.R.; Pu, S.A.; Lv, W.Q. A Characterization of Hot Flow Behaviors Involving Different Softening Mechanisms by ANN for As-Forged Ti–10V–2Fe–3Al Alloy. High Temp. Mater. Proc. 2015, 34, 651–665. [Google Scholar]
- Lin, Y.C.; Xiaom, Y.W.; Jiang, Y.Q.; Pang, G.D.; Li, H.B.; Zhang, X.Y.; Zhou, K.C. Spheroidization and dynamic recrystallization mechanisms of Ti-55511 alloy with bimodal microstructures during hot compression in α + β region. Mater. Sci. Eng. A 2020, 782, 139282. [Google Scholar] [CrossRef]
- Lin, Y.C.; Pang, G.D.; Jiang, Y.Q.; Liu, X.G.; Zhang, X.Y.; Chen, C.; Zhou, K.C. Hot compressive deformation behavior and microstructural evolution of a Ti-55511 alloy with basket-weave microstructures. Vacuum 2019, 169, 108878. [Google Scholar] [CrossRef]
- Quan, G.Z.; Shi, R.J.; Zhao, J.; Liu, Q.; Xiong, W.; Qiu, H.M. Modeling of dynamic recrystallization volume fraction evolution for AlCu4SiMg alloy and its application in FEM. Trans. Nonferrous Met. Soc. China 2019, 29, 1138–1151. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.Y.; Chen, X.M.; Chen, J.; Wen, D.X.; Zhang, J.L.; Li, L.T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Wang, S.; Luo, J.R.; Hou, L.G.; Zhuang, J.S. Physically based constitutive analysis and microstructural evolution of AA7050 aluminum alloy during hot compression. Mater. Des. 2016, 107, 277–289. [Google Scholar] [CrossRef]
- Tomczyk, A.; Seweryn, A.; Grądzka-Dahlke, M. The effect of dynamic recrystallization on monotonic and cyclic behaviour of Al–Cu–Mg Alloy. Materials 2018, 11, 874. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Chen, F.; Wang, H.; Zhu, H.; Cui, Z. Study on Dynamic Recrystallization Behaviors in a Hot-Deformed FB2 Ultra-supercritical Rotor Steel. Metall. Mater. Microstruct. Anal. 2019, 8, 145–158. [Google Scholar] [CrossRef]
- Birosca, S.; Liu, G.; Ding, R.; Jiang, J.; Simm, T.; Deen, C.; Whittaker, M. The dislocation behaviour and GND development in a nickel based superalloy during creep. Int. J. Plast. 2019, 118, 252–268. [Google Scholar] [CrossRef] [Green Version]
- Son, S.K.; Takeda, M.; Mitome, M.; Bando, Y.; Endo, T. Precipitation behavior of an Al–Cu alloy during isothermal aging at low temperatures. Mater. Lett. 2005, 59, 629–632. [Google Scholar] [CrossRef]
- Rodríguez-Veiga, A.; Bellón, B.; Papadimitriou, I.; Esteban-Manzanares, G.; Sabirov, I.; LLorca, J. A multidisciplinary approach to study precipitation kinetics and hardening in an Al–4Cu (wt. %) alloy. J. Alloy. Compd. 2018, 757, 504–519. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Xia, Y.C.; Jiang, Y.Q.; Li, L.T. Precipitation in Al–Cu–Mg alloy during creep exposure. Mater. Sci. Eng. A 2012, 556, 796–800. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F. Precipitation and grain refinement in a 2195 Al friction stir weld. Metall. Mater. Trans. A 2006, 37, 3593–3604. [Google Scholar] [CrossRef]
- Liu, G.; Lin, Y.C.; Zhang, X.C.; Zhou, H.M.; Jiang, Y.Q. Effects of two-stage creep-aging on precipitates of an Al–Cu–Mg alloy. Mater. Sci. Eng. A 2014, 614, 45–53. [Google Scholar] [CrossRef]
- Papazian, J.M. A calorimetric study of precipitation in aluminum alloy 2219. Metall. Mater. Trans. A 1981, 12, 269–280. [Google Scholar] [CrossRef]
- Starink, M.J. Analysis of aluminium based alloys by calorimetry: Quantitative analysis of reactions and reaction kinetics. Int. Mater. Rev. 2004, 49, 191–226. [Google Scholar] [CrossRef]
- Xu, F.S.; Zhang, J.; Deng, Y.L.; Zhang, X.M. Precipitation orientation effect of 2124 aluminum alloy in creep aging. Trans. Nonferrous Met. Soc. China 2014, 24, 2067–2071. [Google Scholar] [CrossRef]
- Biswas, A.; Siegel, D.J.; Wolverton, C.; Seidman, D.N. Precipitates in Al–Cu alloys revisited: Atom-probe tomographic experiments and first-principles calculations of compositional evolution and interfacial segregation. Acta Mater. 2011, 59, 6187–6204. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhu, X.H.; Dong, W.Y.; Yang, H.; Xiao, Y.W.; Kotkunde, N. Effects of deformation parameters and stress triaxiality on the fracture behaviors and microstructural evolution of an Al–Zn–Mg–Cu alloy. J. Alloy. Compd. 2020, 832, 154988. [Google Scholar] [CrossRef]













© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.C.; Dong, W.-Y.; Zhu, X.-H.; Wu, Q.; He, Y.-J. Deformation Behavior and Precipitation Features in a Stretched Al–Cu Alloy at Intermediate Temperatures. Materials 2020, 13, 2495. https://doi.org/10.3390/ma13112495
Lin YC, Dong W-Y, Zhu X-H, Wu Q, He Y-J. Deformation Behavior and Precipitation Features in a Stretched Al–Cu Alloy at Intermediate Temperatures. Materials. 2020; 13(11):2495. https://doi.org/10.3390/ma13112495
Chicago/Turabian StyleLin, Y.C., Wen-Yong Dong, Xu-Hao Zhu, Qiao Wu, and Ying-Jie He. 2020. "Deformation Behavior and Precipitation Features in a Stretched Al–Cu Alloy at Intermediate Temperatures" Materials 13, no. 11: 2495. https://doi.org/10.3390/ma13112495
APA StyleLin, Y. C., Dong, W. -Y., Zhu, X. -H., Wu, Q., & He, Y. -J. (2020). Deformation Behavior and Precipitation Features in a Stretched Al–Cu Alloy at Intermediate Temperatures. Materials, 13(11), 2495. https://doi.org/10.3390/ma13112495