1. Introduction
Machine and plant engineering is the main pillar of the German investment goods industry and, due to the export quota of more than 78% in 2017, flagship worldwide. For providing goods for a variety of technical applications, a variety of components is necessary to fulfil the functional requirements. Thereby, the design is tailored to the expectable load types and profiles, the functionality and the required material properties. Despite the wider ranging design possibilities of newly developing production technologies [
1], conventional production technologies remain the preferred technologies due to the capability for mass production, the material integrity and well-established methods to define the material properties. The latter is particularly true for forming technologies and, in particular, the forming technology of cold extrusion due to the possibilities to set the properties in the entire volume. Moreover, the technology of cold forward rod extrusion, which was used as the underlying technology for the material investigated in this study, also gives the possibility to set the material properties locally.
Realized by the selection of the forming parameters, the resulting stress state determines the profile of the plastic flow and thereby the material properties within forward rod extrusion. As a side-effect—besides changes in the hardness degree, the stress state and the general microstructure—ductile initial damage up to Chevron cracks can be induced [
2]. Referring to this ductile damage as initial damage in this study, the average size of initial damage considered within this study was approximately 5 µm and, thus, small-size porosity or defectiveness. The effect of defects or pores on this length scale has not been addressed in the current state of research. The studies of Murakami or Baretta related to material defects considered only defects of different origins at a length scale of more than 40 µm [
3,
4,
5]. The correlation with forming conditions and mechanical properties was firstly shown by Tekkaya et al. [
6]. Investigating the technology of cold forward rod extrusion, earlier studies [
7], that were only correlating the forming conditions and the material performance under service load conditions, were extended by Tekkaya et al. [
6], who identified forming-induced initial damage to be the explanation for the correlation. Apart from this, the correlation of induced pre-deformation under different loading conditions with the fatigue performance has been addressed by [
8] for TWIP-steel and [
9] for DP600. Thereby, the relevance of the consideration of the load direction-dependent material behavior induced by pre-deformation arose, which has not yet been done for the case hardening steel 16MnCrS5 being processed using cold forward rod extrusion and being investigated in this study. The influence of the changes in the material properties needs to be considered for component design and lifetime prediction. The need for effect quantification is apparent regarding the dependence on the load case and the load direction. This is of particularly high importance due to the variety of mechanical load cases in existence under the variety of technical applications of products and workpieces processed using forming technologies and the small-sized nature of the initial damage investigated in this study.
As used for shafts, rigid shafts and gears, cyclic load paths and the understanding of the underlying mechanisms are of particular importance in order to establish safety factors as design criteria and to guarantee the functionality of gear units or power trains. During these applications, the joined components are subtracted to multiple loads like torsion, bending, tension or compression. Whereas the effect on the former three has been extensively investigated for decades and is considered by design criteria, this does not apply to compression loads to the same extent. On the contrary, ASTM E647-15e1 even pointed out to consider only the positive half cycle during the tension–compression load path for fatigue crack growth calculations [
10]. The underlying assumption for this limitation was that compression loads increase the fatigue life by hindering the separation of planes (e.g., mode I crack propagation) and/or crack face closure [
11] and are not critical for cyclic component failure. The contrary finding, viz. the relevance of compression loads for the damage evolution, has been shown throughout the last decades.
In consideration of the initial damage on a length scale below 10 µm, the relevance of crack growth considerations arises in the context of forming-induced initial damage. In representation as loci of increased stress concentration, initial damage as pores can be regarded as loci for crack nucleation and growth. Thereby, the effect of the reduced defect size in comparison to available studies with defect sizes of at least 40 µm/200 µm or
area > 200 µm [
4,
5] was not investigated. In [
4], Murakami et al. characterized the influence of artificially using-pre-loading-technique generated surface cracks at a length scale of 200 to 1000 µm under torsional fatigue and rotation bending for medium carbon steels with a ferrite–pearlite, banded microstructure. Thereby, the negative dependence of the fatigue limit on the crack size was shown. Neither a conclusion at smaller length scales nor the influence of defects in the volume of the material or axial load direction was considered. The
area parameter model was used for the quantitative description and prediction of the fatigue lifetime, whereby the superimposing effect of hardness was indicated [
4].
With regard to crack growth, the importance of compressive loads for material behavior has been shown throughout the literature under crack growth considerations for the load cases of fully compressive tests, compressive underloads and tension–compression tests [
11]. However, the studies focus pre-dominantly on hexagonal magnesium alloys or cubic face-centered aluminum alloys. Cubic body-centered materials like the investigated case hardening steel 16MnCrS5 were not addressed. Under consideration of the clear material dependency of the crack growth mechanisms as emphasized by [
12] and [
13], a basic overview of the different findings is given hereafter. Pommier et al. related load history effects on the crack growth back to the occurrence of cyclic kinematic hardening and the Bauschinger effect [
14]. Carlson and Kardomateas traced the material dependence back to compression-induced closure changes related to microstructural features and deformation properties [
15]. Silva et al. emphasized the importance of compressive loads, especially for long cracks [
11], and indicated compressive load-induced tensile residual stress fields emerging at the crack tip as the reason for these findings [
11]. In accordance, [
16], for ductile materials, and [
17] have shown that cracks initiate and grow up to a certain length due to a tensile residual stress field produced by the cyclic loading at the initial crack tip position. Tack et al. indicated a higher crack growth rate for negative stress ratios
R in comparison to the positive stress ratio of
R = 0.1 and discussed the saturation phenomena regarding compressive effects [
18]. Further investigations were conducted with respect to compression loads applied while shearing under torsional loading conditions. Doing so, the extension of coplanar crack growth was indicated as the underlying mechanism, whereby the growth rate was found to continuously decrease up to the bifurcation of the cracks [
19]. Said et al. highlighted the crack propagation up to failure for negative stress intensity factors by mode shear mechanisms under compressive load during fretting fatigue [
20]. The authors in [
21] showed the effect of compression load on tension–compression fatigue after single-overload at negative stress ratios. Those in [
22] highlighted the amplitude dependence of the fatigue life strength for bearing steels and related it back to the influence of surface residual compressive stresses. The authors in [
23] indicated anisotropic material behavior for AZ80 magnesium alloy as well as the effect of forging for a forged and/and only extruded AZ80 Mg magnesium alloy using proportional and non-proportional axial–torsional fatigue testing methods. Toscano et al. showed tension–compression symmetry and strain amplitude dependence for casted, in comparison to forged, magnesium alloys and related this to the random texture of the former [
24]. Additionally, they showed the diminishing influence of intermetallic inclusions and surface pores on compression–tension fatigue behavior [
24]. Investigating concrete, Vicente et al. showed a negative correlation between porosity and fatigue, whereby small pores were less critical [
25].
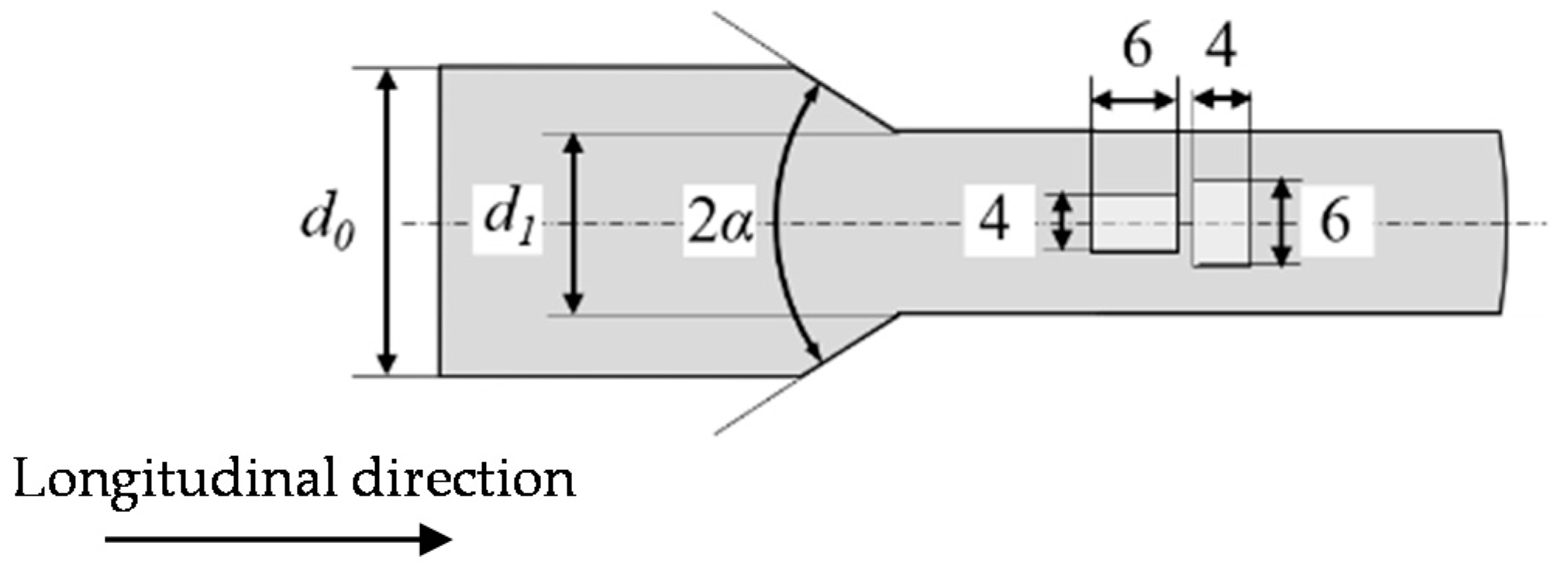
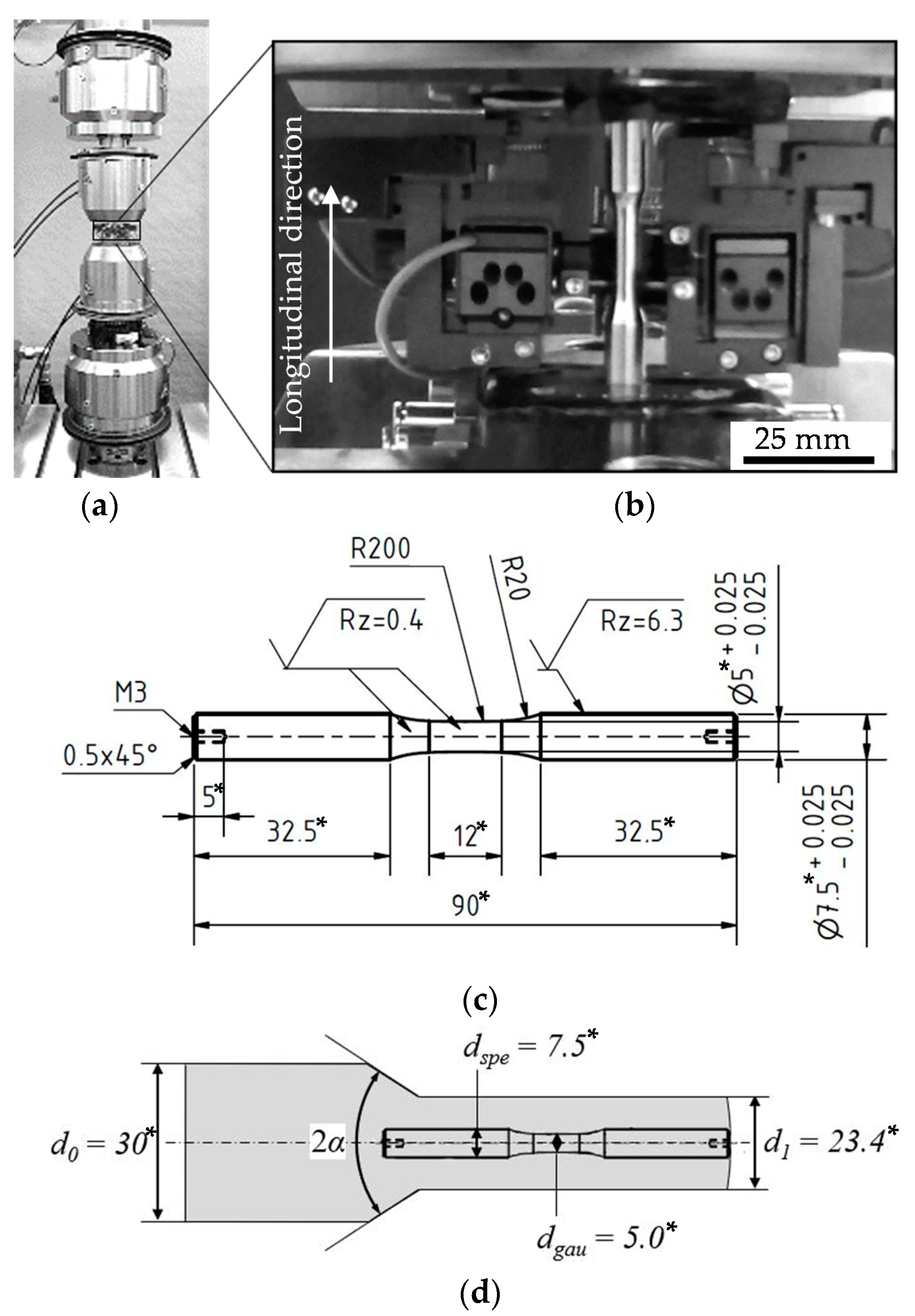
To sum up, the influence of initial damage on the mechanical properties in dependence on the load direction in terms of different types of loads applied in the direction longitudinal to the direction of forward rod extrusion as well as in terms of the loads applied longitudinal and transversal to the direction of forward rod extrusion is not addressed in current research studies. To meet this shortcoming, the current study contributes with a quantification of the influence of forming-induced initial damage in terms of the number of cycles to failure and the material reaction resulting under applied defined loads by comparing to material states that only differ with regard to forward rod extrusion-induced initial damage. The second contribution of this study to that shortcoming is the characterization of the underlying mechanisms under particular consideration of the mechanisms present under the applied compressive loads. In order to realize these aims, the microstructural material state including the state of initial damage is characterized. For the quantification of the effect of forming-induced initial damage, fatigue tests were conducted and compared. In order to identify the mechanisms, a microstructural characterization of the material states at distinct levels within the process of cyclic damage evolution was done, using intermittent fatigue tests and microscopic devices. To address the load direction dependency in terms of loads applied longitudinal and transversal to the direction of forward rod extrusion, cyclic compression fatigue tests were conducted with specimens extracted longitudinal and transversal to the direction of forward rod extrusion. The compressive load path was thereby selected in order to show the effect of compressive loads on the cyclic damage evolution and to get a first impression of the effect of compressive loads superimposed on other loads in complex, superimposed load paths like tension–compression or compression–torsion. The load direction dependency with regard to the load direction for axial loads being applied merely longitudinal to the direction of forward rod extrusion was characterized by performing cyclic compression, tension and compression–tension tests at load ratios of R = 10, R = 0.1 and R = −1, respectively, with specimens extracted in the direction of forward rod extrusion out of the workpieces. In addition to the two extruded material states, the as-received material state of the case hardening steel 16MnCrS5 before forward rod extrusion was analyzed in order to anticipate the forming influence on cyclic damage evolution and the basic load direction dependence of the material.
Proceeding in this way, the aim is to show a first implication of the load path dependency and the contribution of forming-induced initial damage to the anisotropy in the material behavior. Based on the results, conclusions shall be drawn as to further investigations needed to clarify the mechanism and interdependencies of cyclic damage evolution with respect to initial damage. Moreover, scientific knowledge for tests under more complex loading conditions with regard to load path and supporting investigations shall be generated and transferred to modeling and simulation in the long term.
4. Discussion
The contribution to research of the present study was stated in
Section 1 to be, firstly, the quantification of the effect of forming-induced initial damage in the dependence on the load direction by means of the number of cycles to failure and the resulting material reaction under applied defined loads. Secondly, the characterization of the underlying mechanisms was targeted, whereby it was highlighted that the initial material state needed to be firstly characterized in order to realize this aim. The results presented in
Section 3 are discussed hereafter with regard to these two contributions in dependence on and correlation with each other. The material state after forward rod extrusion and the potential implications for the mechanisms are discussed prior to these in order to provide the discussion basis and are additionally considered in order to realize the two target contributions of this study.
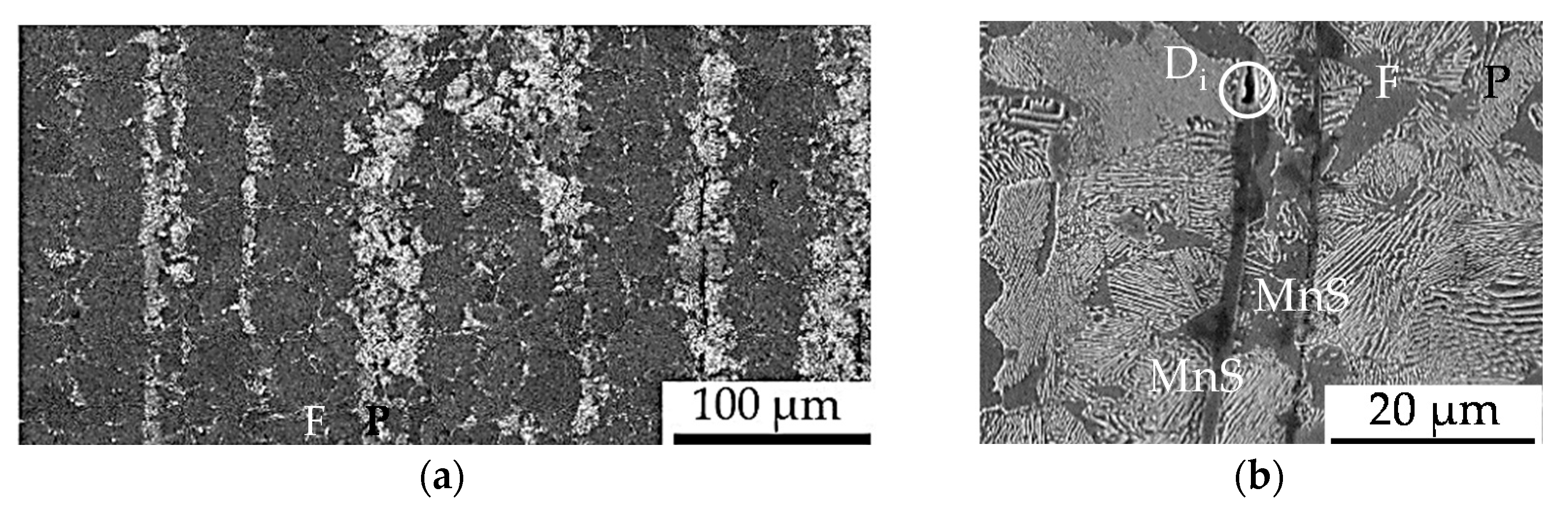
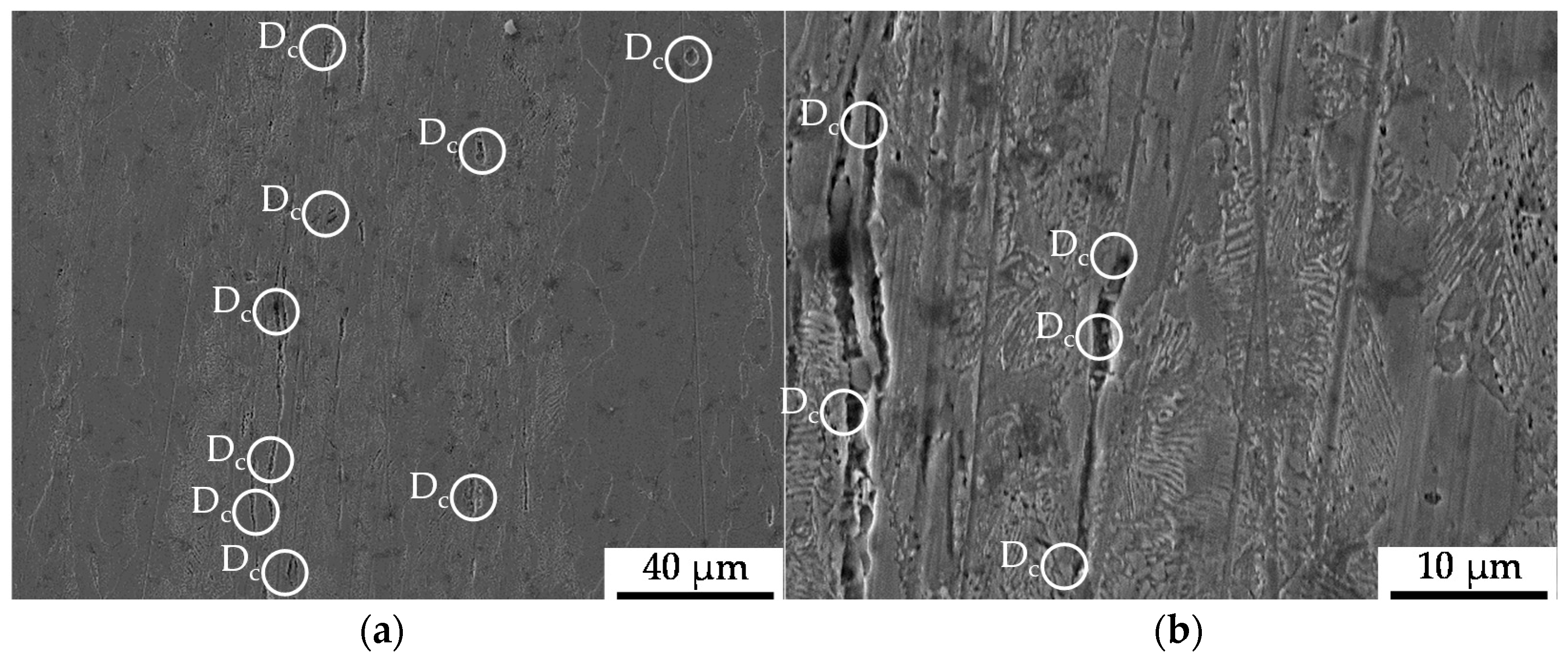
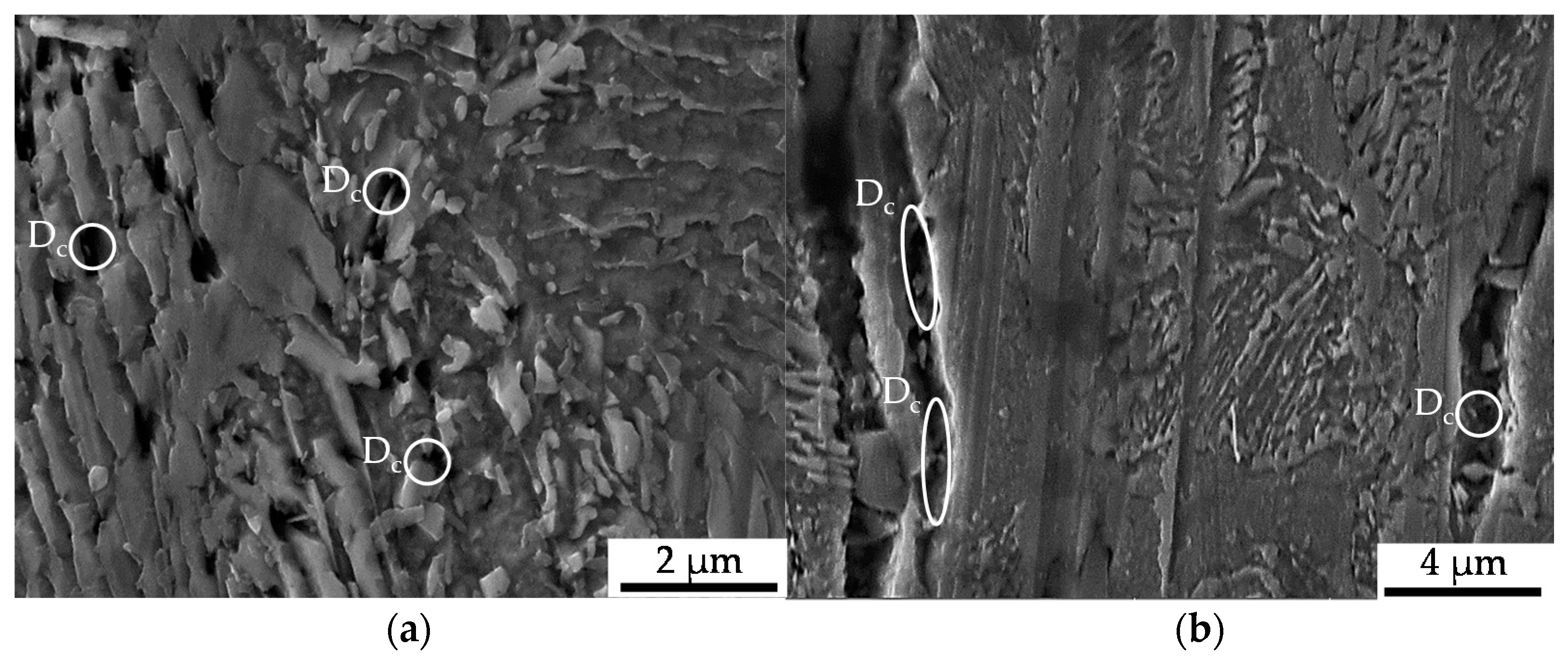
The extrusion process gave rise to the development of initial damage, which has a preferred orientation in the direction of forward rod extrusion and thereby the direction of the ferrite–pearlite banded microstructure (
Section 3.1 and
Figure 4). Referring to the stress state during the extrusion of the work pieces dominated by positive hydrostatic stress with the dominance of the axial tensile component of the stress tensor [
27], the preferred orientation is in good agreement. This also applies to the types of initial damage. As published by Rice et al., the stress-assisted plastic deformation promotes the nucleation and growth of micro-voids ([
33],
Figure 7,
Figure 8 and
Figure 10), whereby the shown central role of the non-metallic MnS-inclusions (
Table 2 and
Figure 7 and
Figure 10) is also indicated by Zapara/Augenstein/Helm [
34]. The MnS-inclusions are known to induce anisotropic material behavior [
35] including the behavior under cyclic load sequences ([
36], for forged and hardened medium carbon steel [
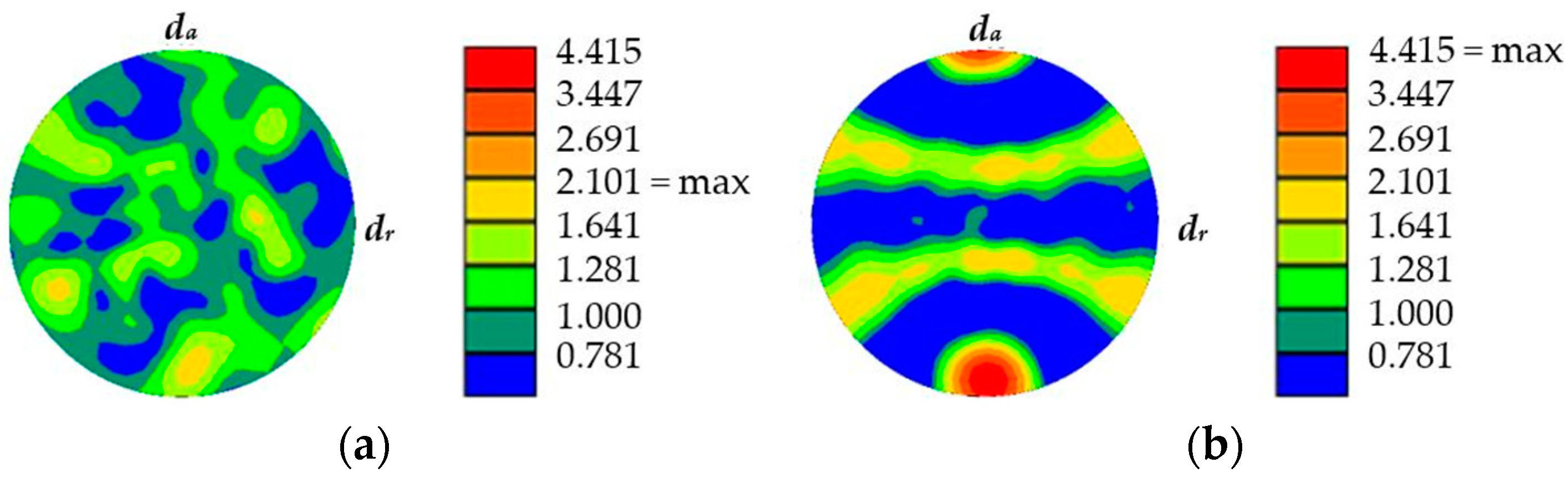
37]). Alongside the texture of the extruded material and the fiber direction induced with the elongation of grains in the longitudinal direction and the ferrite–pearlite banded two-phase structure, the main microstructural sources of anisotropy are combined (
Section 3.1,
Table 2). Whereas the influence of the former is within the scatter of the material and for the material states E.530 and E.590, under the assumption of random distribution and variation, equally, the latter is comparable for both extruded states. The preferred orientation indicated by the pole figures can thereby be seen as an explanation for the anisotropy regarding the mechanical behavior in the longitudinal and transversal direction, but not for the differences between the material states E.530 and E.590. Consequently, the differences in the arising anisotropy, viz. load direction dependence, for the two extruded material states (
Figure 5 and
Figure 6) need to be related back to the deviations of anisotropy induced by the initial damage between the material states.
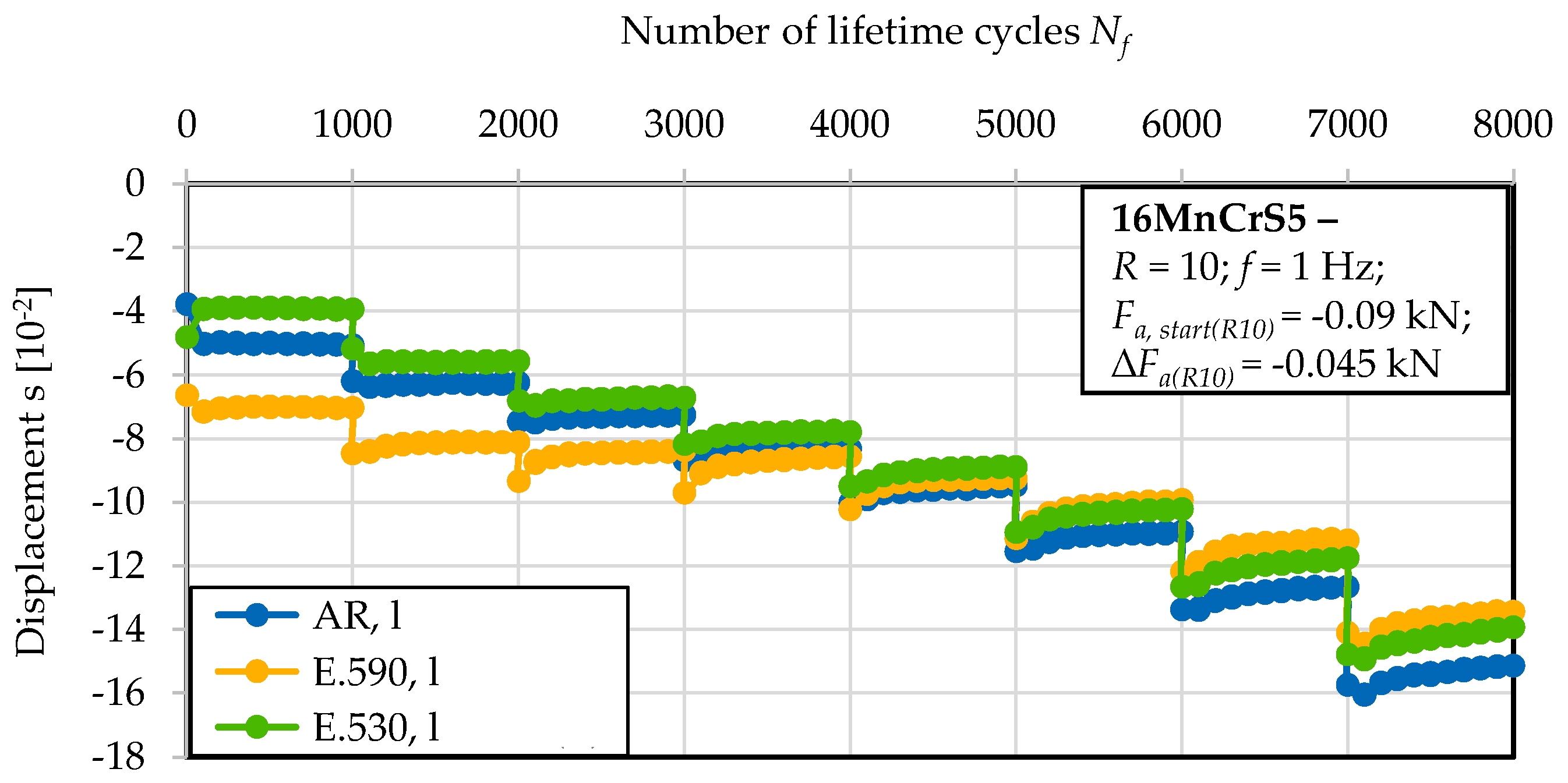
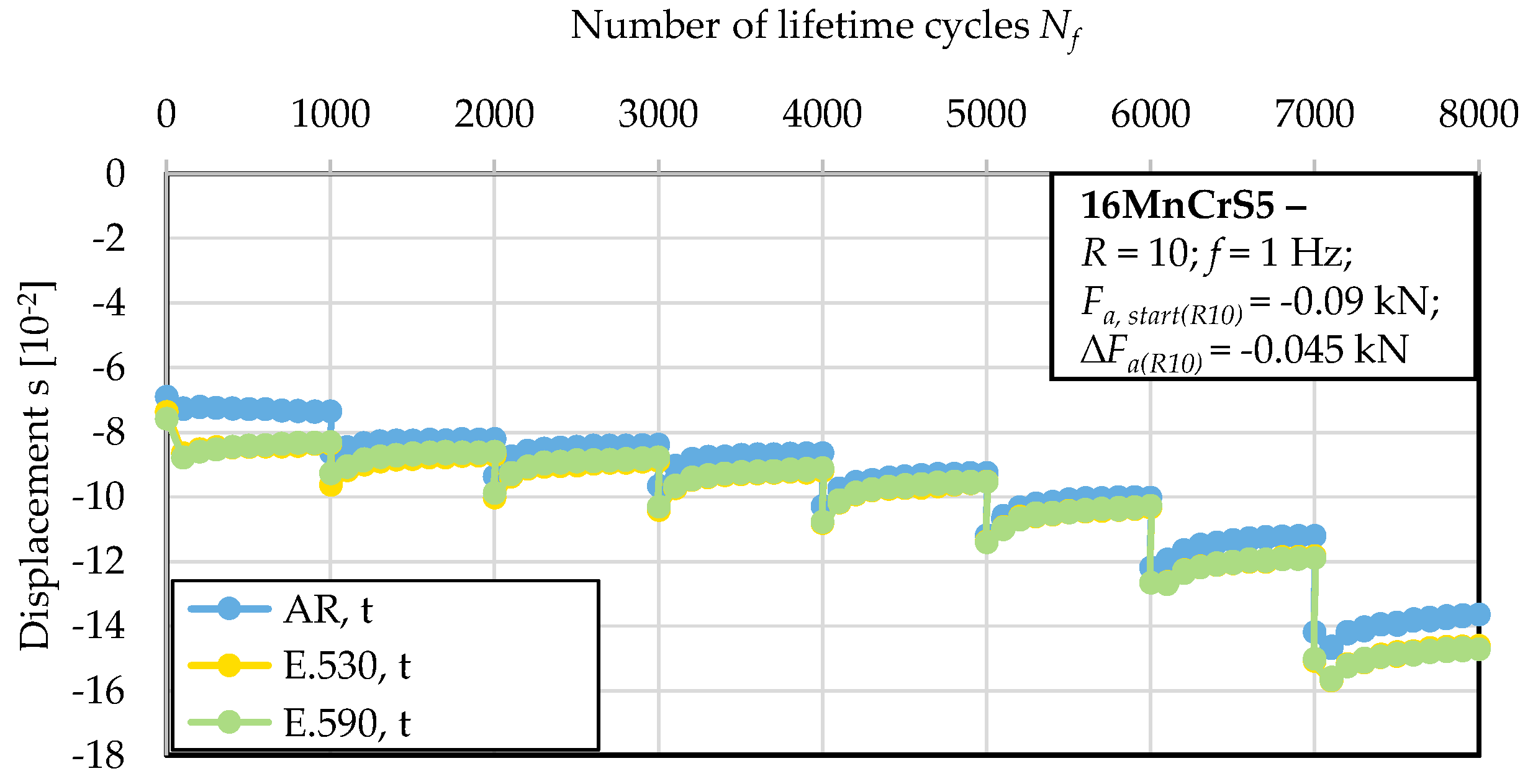
The influence of initial damage was quantified by means of the number of cycles to failure and the material reaction under comparable loads in dependence on the load direction. The finding, that the effect of forming-induced ductile initial damage is statistically not significant under compression fatigue at the load ratio of
R = 10 with the principal stress axis transversal to the flow direction (
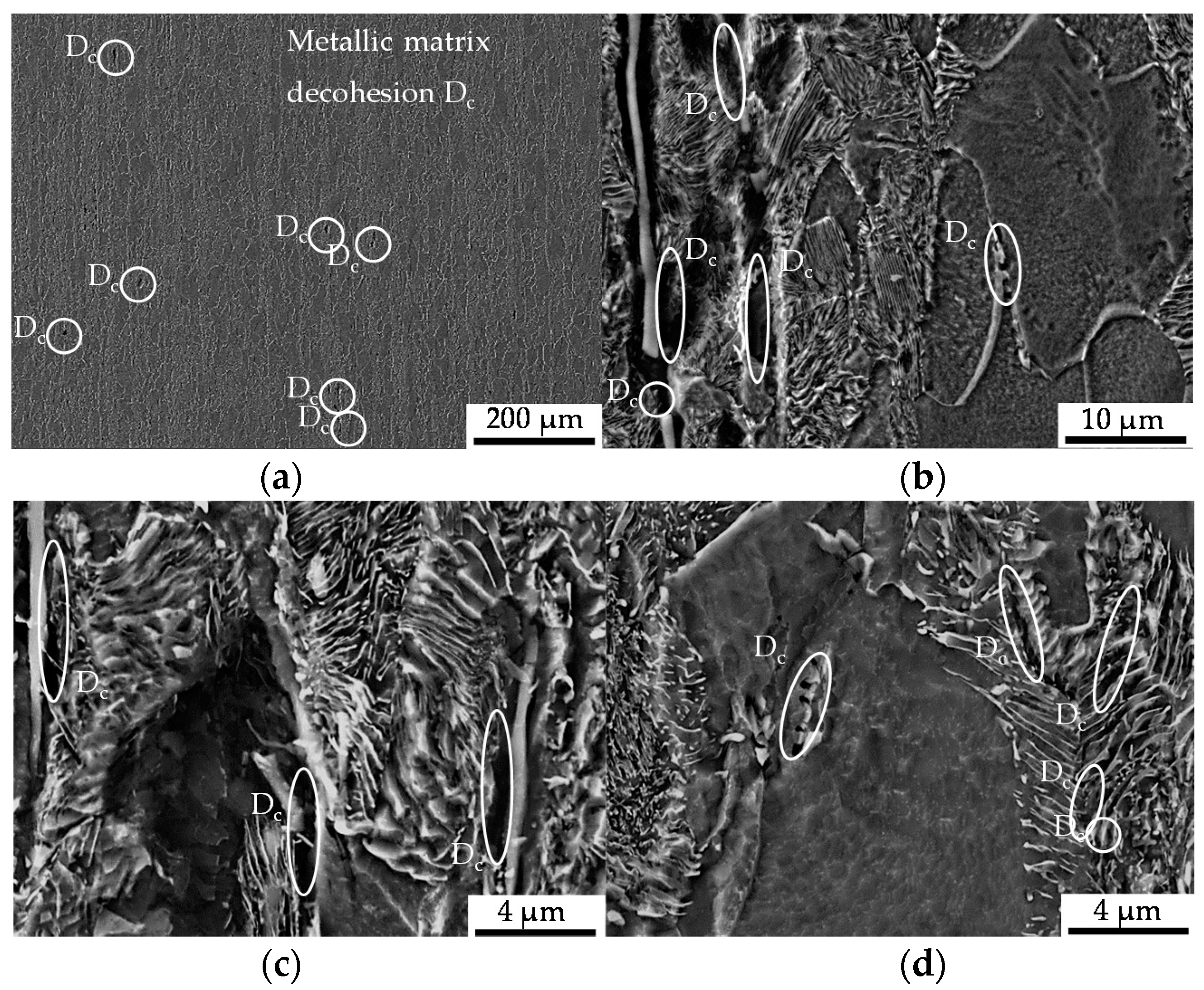
Figure 6), can be discussed with respect to stress concentrations and microstructural barriers as underlying mechanisms. Considering classical crack growth theories, initial damage (pores), considered as crack nucleation loci, promotes the interface decohesion between the metallic matrix and the MnS-inclusions in the radial direction (
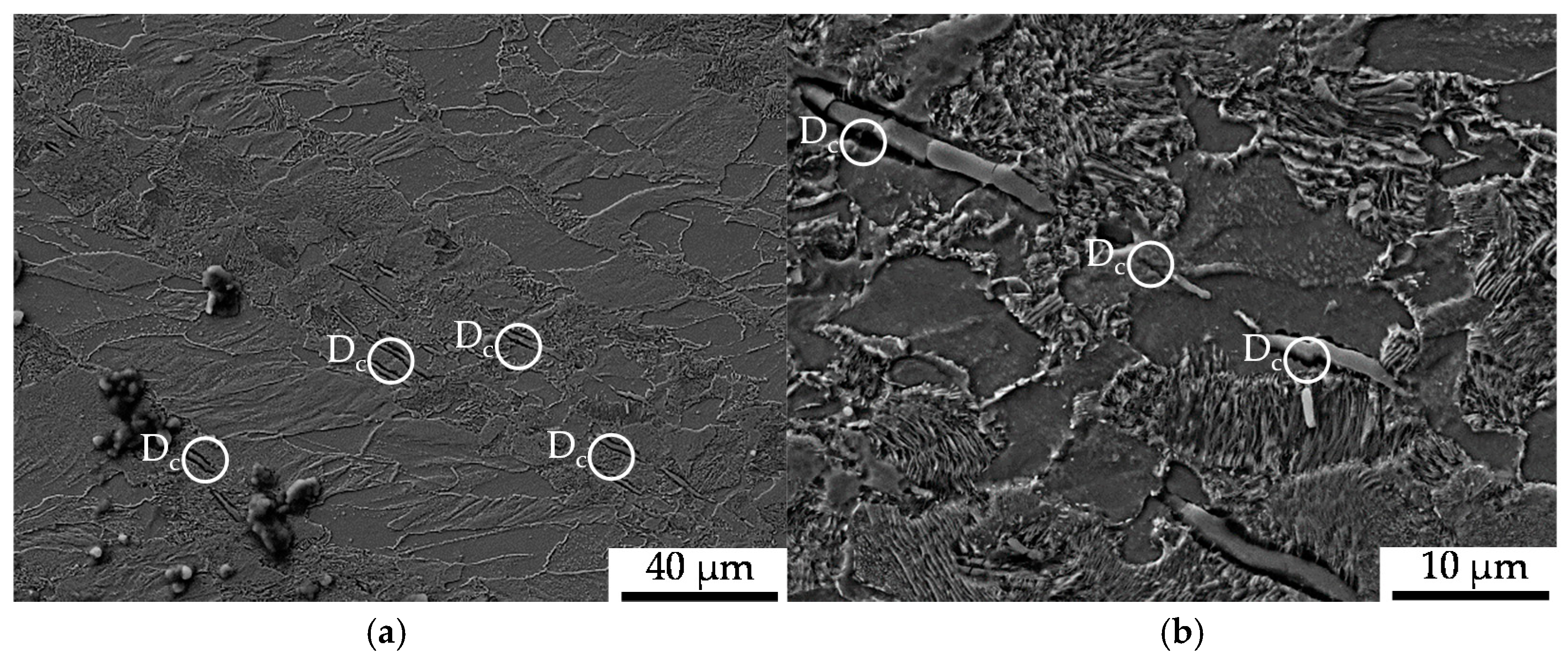
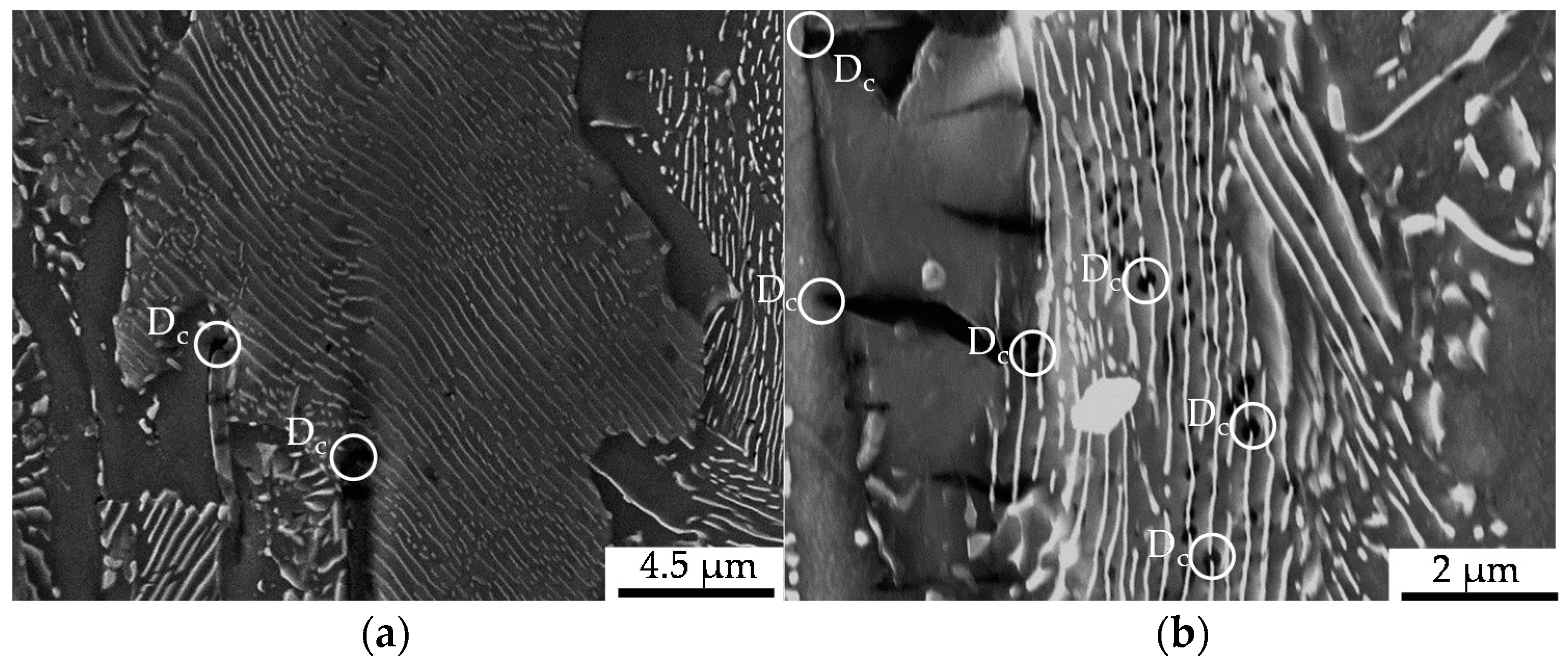
Figure 7), due to compressive loads along the principal axis in the extrusion direction. On the contrary, the propagation might be hindered by microstructural barriers in the axial direction (
Figure 10), due to compressive loads along the principal axis transversal to the extrusion direction. The microstructural barriers are represented by the fiber direction and especially the location of the pearlite grains, the MnS-inclusions elongated and the increased axial-length/radial-thickness ratio of the pores (
Section 3.1) transversal to the operating compressive load. Because of these microstructural characteristics, the stresses would be reduced and the influence of initial damage hindered, respectively compensated according to the findings of [
11] for crack growth analysis. In contrast to this, the stress concentration is increased due to loads along the principal axis longitudinal to the direction of forward rod extrusion. The propagation of the initial damage is manifested by the mechanism of an increased area of matrix/inclusion decohesion, as highlighted in
Figure 7. Therefore, the effect of compressive loads on the influence of the initial damage cannot be denied. This is in agreement with [
38]. The apparent contradiction with the results of Hering et al. obtained for the notch impact test (Charpy impact test [
27]) can be resolved by considering the multiaxial stress stats induced during testing. The notch of the specimen was located in the radial direction [
27], such that the impact load was induced transversal to the extrusion direction. The resulting stress state is fairly multiaxial, wherefore the microstructural barriers could be overcome and the influence of the initial damage could be consequently detectable.
Following this line of argumentation in combination with the findings of [
11,
39], the results obtained at load ratio
R = 0.1 under pure cyclic tension (
Section 3.2.2), the relevance of plastic properties needs to be discussed as an explanation for the load direction-induced decreased, up to eliminated influence of the initial damage with regard to the cycles to failure (
Figure 9). Based on the argument of the reduced crack driving force as the underlying mechanism due to the missing compressive half-cycle [
11], further investigations need to be performed. Thereby, the theory that the reduced crack driving force due to the lack of the compressive half-cycles hinders the influence of the initial damage, in the sense that the cyclic damage evolves fairly independently of the initial damage, should be investigated. The operating load amplitude must thereby be considered as a main determinant for the falsification or verification of this theory. The findings of [
27], that quasi-static tensile tests are an adequate method for the detection of the influence of initial damage, are thereby not contradictable. This is apparent, because the high tensile forces could activate pore growth and crack propagation, whilst overcoming barriers, supported by material plasticity. Qian et al. have shown that for cast steels, shielding effects between pores interacting can arise and thereby compensate for the damaging effect of pores in a similar manner in dependence on the operating amplitude [
40].
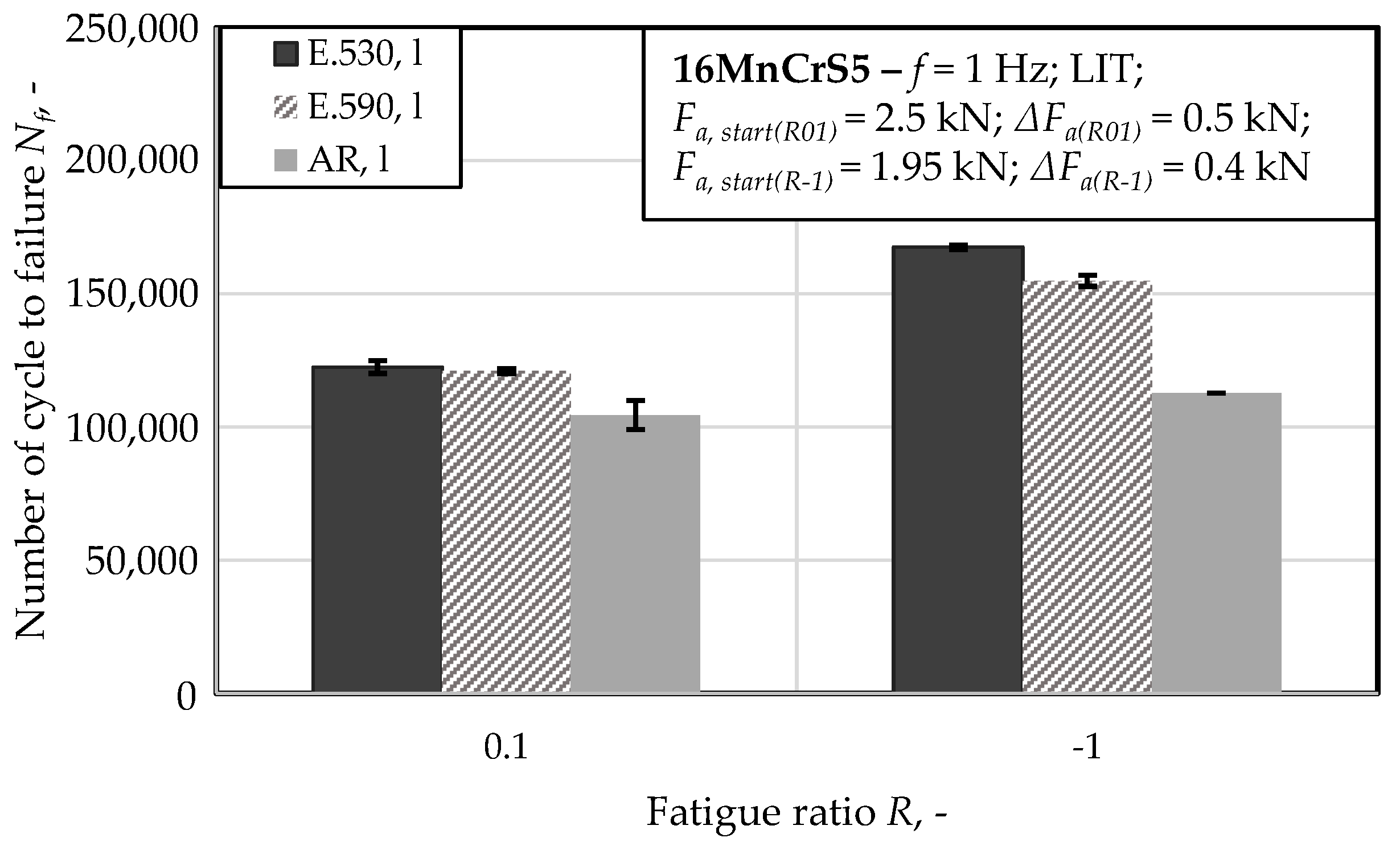
In comparison to the results for this cyclic tension load path, the results obtained under cyclic tension–compression loading (
Section 3.2.3 and
Figure 12) indicated a load-direction dependence. The influence of the initial damage correlated with an increased performance with regard to the number of cycles to failure and material reaction, positively. A reduced degree of initial damage resulted in an increased material performance for the tow material states E.530/E.590 investigated. This finding agreed well with the findings for forging under uniaxial and multiaxial load paths for magnesium alloys [
23,
24], for the casting of magnesium [
41] and iron [
42], and for additive manufacturing [
43] with pores at a scale fairly above the 20 µm scale of the investigated initial damage. The dependence of the influence of the initial damage was quantified in comparison to the results obtained under the cyclic tensile load path with more than 30% according to
Figure 9. The relevance of the compression half-cycle highlighted for the fully compressive loads implied relevance to the cyclic damage evolution for the load case of cyclic tension–compression in accordance with [
11]. The results of the microstructural characterization support this in the way, that the phenomena detected for the single load cases are combined, even though weakened (compare
Figure 7,
Figure 10 and
Figure 12), possibly due to the interdependencies between both load cases in the half-cycle sequences. The crack was initiated at the specimen surface, whereby the initial damage interfered within the cyclic damage evolution (e.g., the formation of slip bands, intrusions or extrusions). Thereby, the implied dependency of the influence of the initial damage on the surface condition, respectively the integrity (e.g., roughness, residual stress state or presence of stress raisers), might limit the transferability of the results. This is particularly true as different damage mechanisms might interact in different ways with the initial damage.
In summary, the effect of initial damage on the load direction dependence can be quantified in terms of a reduced number of cycles to failure and an increased material reaction under comparable loads for the two extruded material states E.530/E.590 investigated. The underlying mechanisms were discussed to be related to microstructurally affected enhanced material degradation under tension and compression load cycles due to initial damage-induced crack growth and decohesion effects within the metallic material matrix and phases as well as between the metallic matrix and the non-metallic MnS-inclusions.
5. Conclusions
The present study highlights the influence of cold forward rod extrusion-induced initial damage on the mechanical behavior of the case hardening steel 16MnCrS5 subjected to cyclic axial loads by comparison between the material states E.530/E.590. A load direction dependence was indicated and quantified. An effect of initial damage on the cyclic damage evolution in the sense of increased material degradation was shown for compressive and combined tensile-compressive load cases. This was particularly true for both the quantification of the influence of initial damage and the underlying mechanisms of the dependence on the load direction. The influence of initial damage vanished in cyclic tensile load cases. The role of compressive loads in the cyclic damage evolution was emphasized in terms of the mechanisms of a promoted matrix/inclusion-interface decohesion in the initially damaged material. Thereby, the influence of the entire forming-induced microstructure with regard to the direction of forward rod extrusion was shown. Interdependencies of the effect of the general microstructure in terms of the preferred grain and phase orientation and the initial damage gave rise to the load direction dependence investigated. The load direction dependence was shown with regard to the loading direction relative to the direction of forward rod extrusion and the different load paths in the longitudinal direction investigated. A contribution of the initial damage to this mechanical anisotropy of the material was shown in terms of enhanced material degradation due to isotropic crack growth in the longitudinal direction to the direction of forward rod extrusion as an underlying mechanism. The relevance of the intermittent testing procedure in addition to the macroscale mechanical testing for the objective of mesoscale effect correlation became obvious. Further investigations are necessary in order to separate the influence of initial damage and the mechanisms and interdependencies of the initial damage contributing to the cyclic damage evolution in dependence on the load direction.
The results of this study are in general agreement with general findings in the literature. Due to the fact that the current state of the art is limited either to fairly higher degrees of porosity—like casting, melting or forging defects—or to macroscale approaches to the investigation of the correlation of pre-deformation and fatigue performance, the comparison and discussion was phenomenological. The implications of the type of forming or manufacturing (additive manufacturing) must be considered whilst conducting further investigations and discussing the results comparatively. To date, there is no consensus on the mechanism and determinants of the effect of forming-induced initial damage on the cyclic damage evolution.
The need arises to conduct further investigations with regard to the arrest of microstructurally short cracks nucleated at pores, viz. initial damage, in order to clarify the mechanism of the interdependencies of the initial damage and cyclic damage evolution. Thereby the via extrusion formed entire metallic material structure needs to be considered. Based on this, the load direction dependence of the influence of the initial damage in terms of crack propagation and crack closure stress effects needs to be investigated further. Additionally, the influence of the mean stress effect in comparison to the effect of stress amplitude must be scientifically addressed, in order to identify the interdependencies of initial damage and fatigue performance.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


