3.1. Experimental Relationship of Thrust Force, Torque and Electric Power, with Machining Parameters
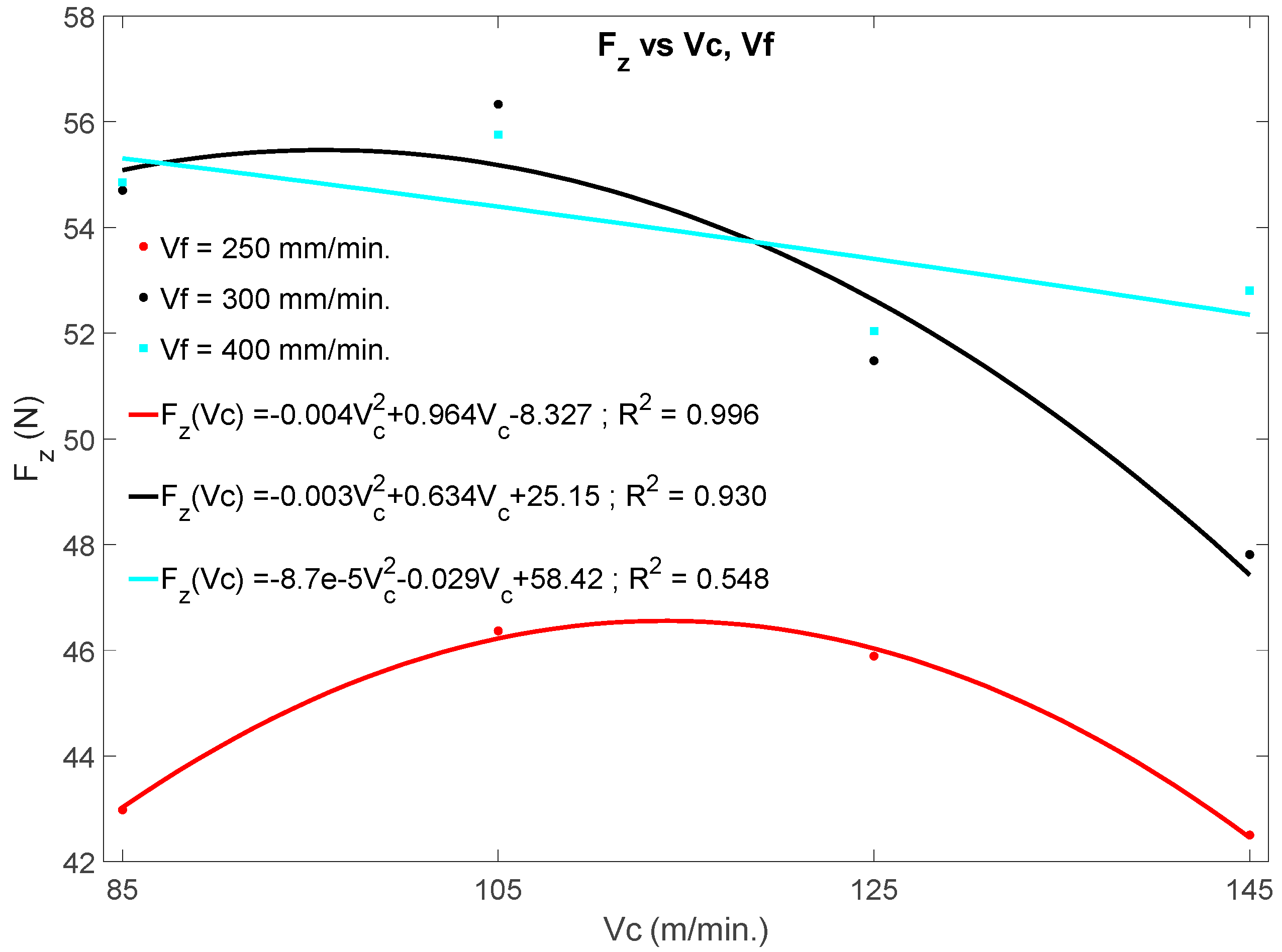
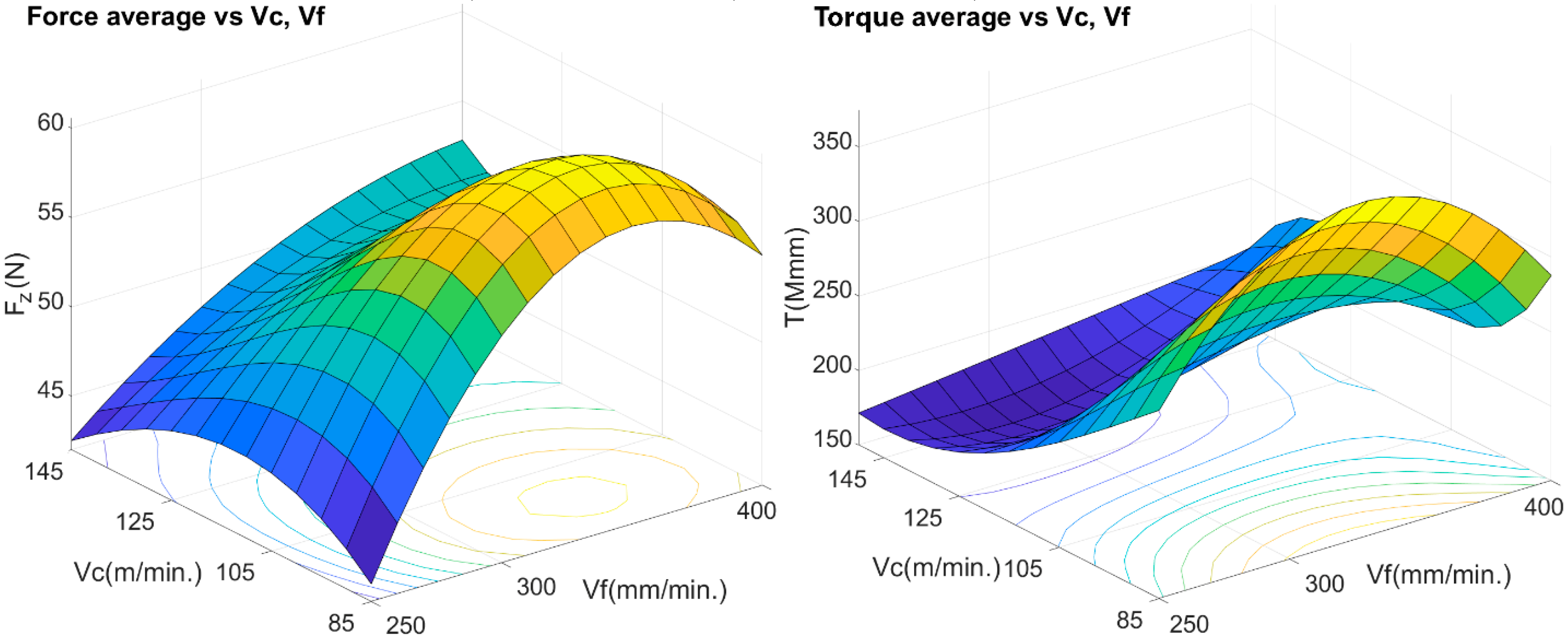
Figure 4 shows the influence of the machining parameters, cutting speed (
vc) and feed rate (
vf) on the variation of the thrust force during the drilling process, as well as the empirical relationships of the thrust force with the drilling parameters. The mathematical models for the thrust force as a function of feed rates and spindle speeds,
Fz (
vc,
vf), in general, are significant, except for the behavior of the representation for
vf = 400 mm/min, whose coefficient of determination is around 55%.
The graphs evidence that if
vf is kept constant,
Fz shows a tendency to decrease with
vc, at least for the first 25 drills and the range of cut speeds tested. It is also evident that in all cases, a maximum appears around
vc = 105 m/min, which represents an indicator to compare with the quality of the holes later. On the other hand, if
vc is kept constant,
Fz tends to increase with
vf and with the number of holes (
N) [
30], in relation to the higher chip section and tool wear.
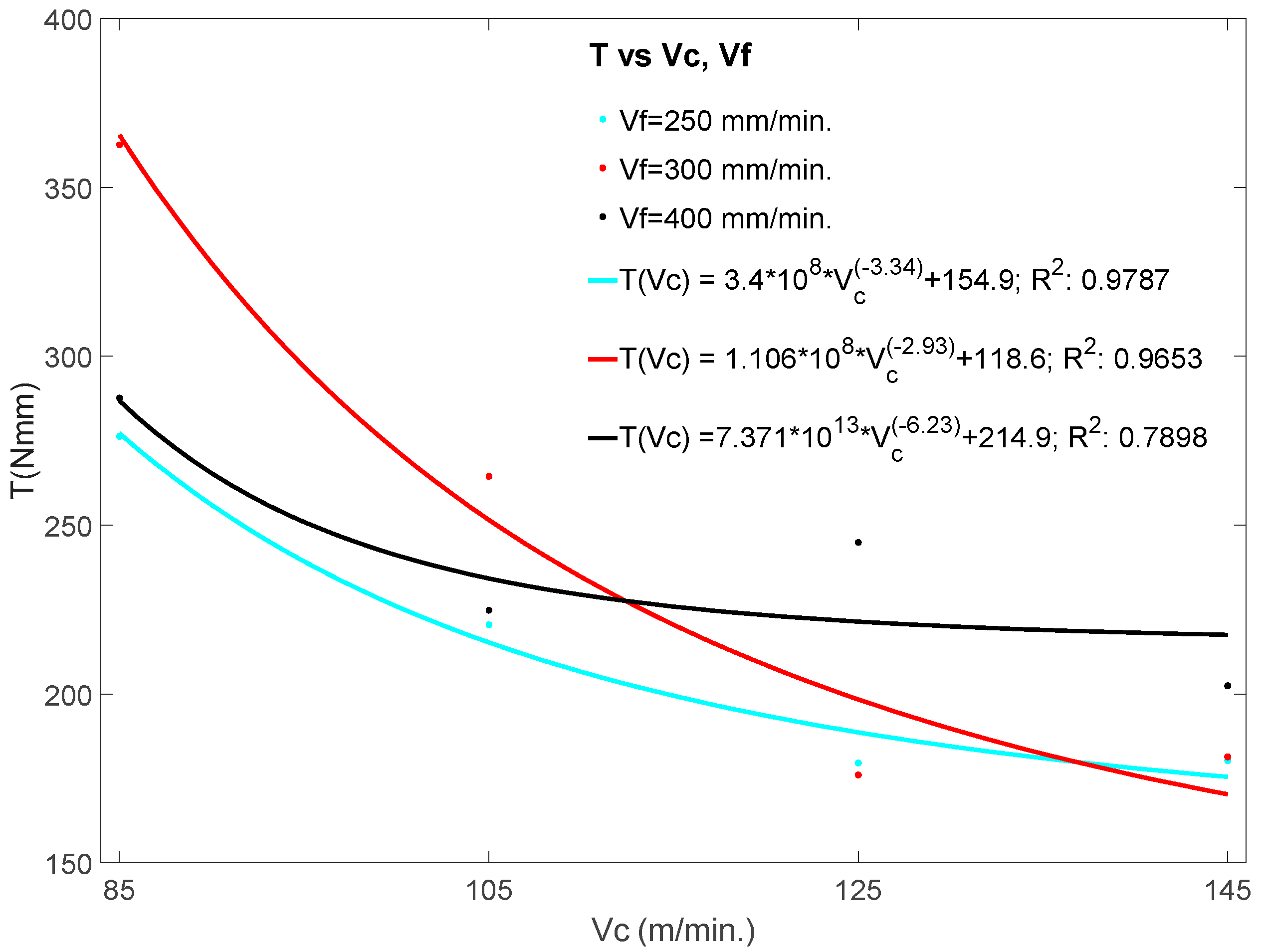
Figure 5, shows the trend of the average torque recorded during the drilling process, as a function of cutting speeds and feed rates, as well as the empirical relationships of the torque with the drilling parameters. The mathematical models for the torque as a function of feed rate and spindle speed are significant. In any case, tests demonstrated that the torque decreases with the increase in
vc, however, in the case of the influence with
vf, the situation cannot be generalized due to the large dispersion with a determination index below 40%. Even so, if instead of using the parameter
vf, we use the parameter
f [mm/rev], the coefficient of determination approaches 70% and, in this case, an upward trend of the torque would be detected as the parameter f increases [
32]. However, in order to consolidate any conclusion with the latter case, it would be advisable to increase the number of drilling tests, taking into account the parameters “
f” in the design of the experiment.
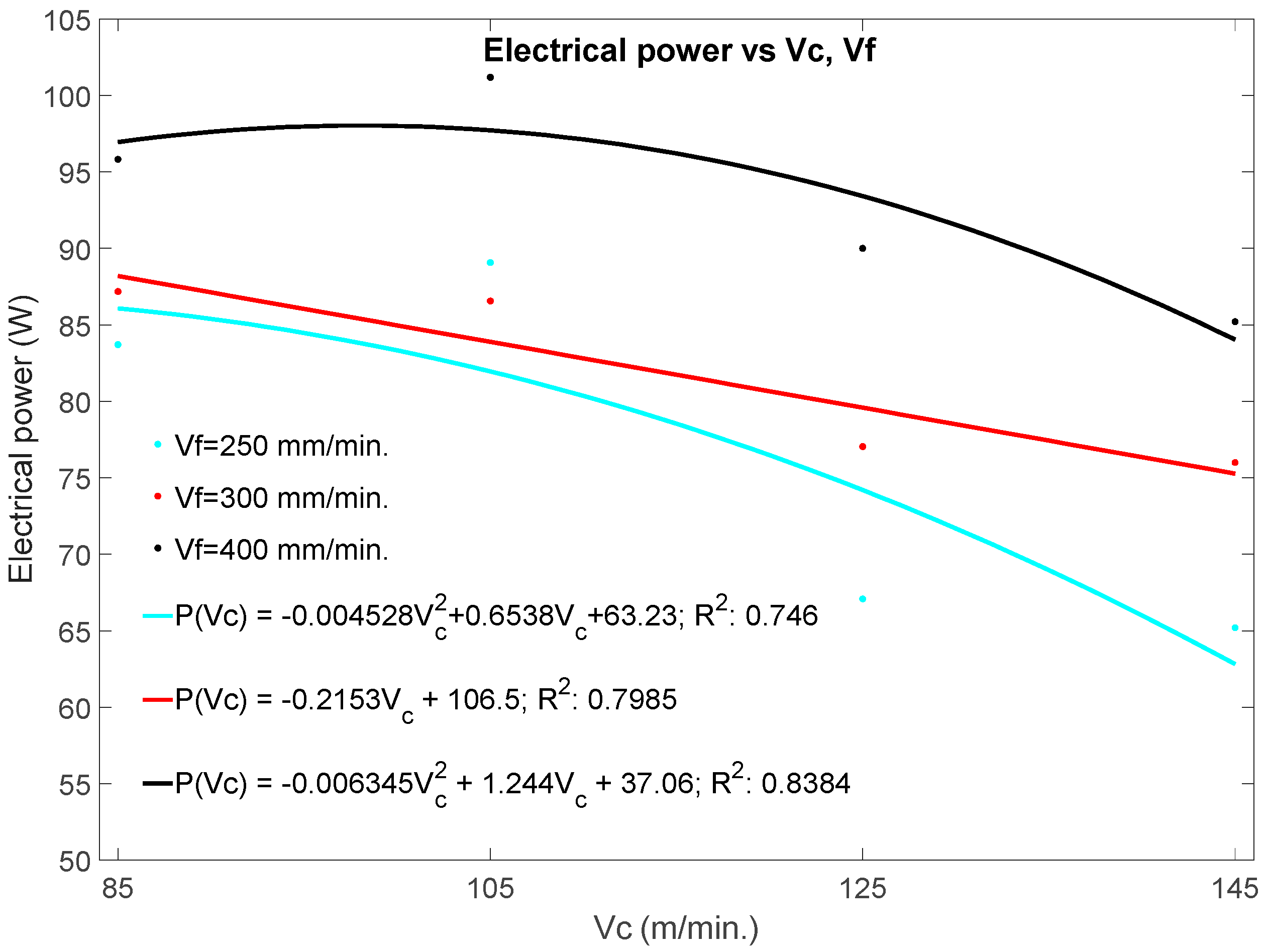
Figure 6 shows the electric power at the spindle as a function of the machining parameters,
vc,
vf, as well as the empirical relationships of the power with the drilling parameters. The graph demonstrates that the electric power decreases with the increase in the cutting speed (
vc), that is, with the spindle rotation speed. As shown in
Figure 4 and
Figure 5, the thrust forces and torque also decrease with increasing
vc. Mechanical power is proportional to speed, torque and force, but in the case of machining of composite materials, other factors that can condition these values must be taken into account, such as electric power, efficiency, and temperature.
In composite materials, the mechanical torque and thrust force can decrease with increasing cutting speed [
21] and, therefore, mechanical power. This will allow to take advantage of higher values of cutting speeds, which together with a good relation of feed rates, will reduce the times and costs of the process, increasing its performance. On the other hand, the consumption of electric power can be correlated with the wear of the flank of the cutting tool and, therefore, with the quality of the holes obtained [
39].
Figure 4 and
Figure 6 shows a maximum from which the graphed parameters (
Fz,
T) decrease with the cutting speed. However, it is also appreciated that below this maximum the graphed parameters tends to increase with the cutting speed. This phenomenon could be due to an alteration in the characteristics of the CFRP material.
3.2. Empirical Relationship of the Thrust Force with the Number of Holes, the Feed Rate and the Cutting Speed
Previously, it has been verified that the thrust force varies depending on the number of holes, the cutting speed and the feed rate, the latter being the most significant. A behavioral model of the thrust force,
Fz = f (
N,
vc,
vf), has been obtained using the following empirical relationship (1):
where
Fz is the thrust force in Newton,
vc is the cutting speed in m/min,
vf is the feed rate in mm/min and
N the number of holes. This empirical relationship with the drilling parameters is analyzed and justified in
Table 3, where the results of the analysis of variance for the polynomial function of the
Fz model are shown.
As can be seen, all p-Value of the regression models were significantly lower than the statistical p-Value of 5% at 95% of the confidence level. In addition, the linear and non-linear terms are also shown, both of them would also represent a good approximation of the behavior of Fz. However, the determination coefficients in these last two cases come out somewhat less than 0.95.
On the other hand, taking into account that the feed [mm/rev] is related to the cutting speed [m/min] and the feed rate [mm/min],
f = g(
vc,
vf), it is possible to establish a final relationship that allows the equation to be represented in three 3 dimensions. The following model (2) is proposed for this:
This empirical relationship of de thrust force with the drilling parameter was studied using multiple regression analysis by considering all of the experimental conditions,
Table 4. All the coefficients, except the independent term, have a
p-Value lower than 5% at 95% confidence level. The determination coefficient is close to 0.9, which is indicative of the excellent fit of the proposed model. The models proposed by Equations (1) and (2) were verified with the results obtained in the experimental tests carried out.
By focusing attention on the coefficients of Equation (1) for
vc and
vf, the coefficients of
vc are negative, indicating that
Fz decreases with
vc; conversely, the coefficients of
vf are positive, showing that
Fz increases with
vf. This behavior can be verified in
Figure 4.
Figure 7 shows the data estimated from the average values of thrust forces and torque as a function of the
vf and the
vc. It can be seen that the functions and curves described above agree with the represented values. The graph shows that the lowest value of the average thrust force is given for cutting speeds of 85 and 145 m/min and feed rate of 250 mm/min. In the case of torques, the smallest values are given around the cutting speeds of 125 and 145 m/min and feed rates of 250 and 300 mm/min. In both cases, the highest values are given for the highest feed rates 300–400 mm/min.
3.3. Empirical Relationship of Roughness, Cylindricity and Diameter with Drilling Parameters
In order to determine Fz values and torques related to the best quality indices, i.e., roughness (Ra), cylindricity (c), and diameter (D), it is necessary to analyze these values with the results obtained in the previous sections.
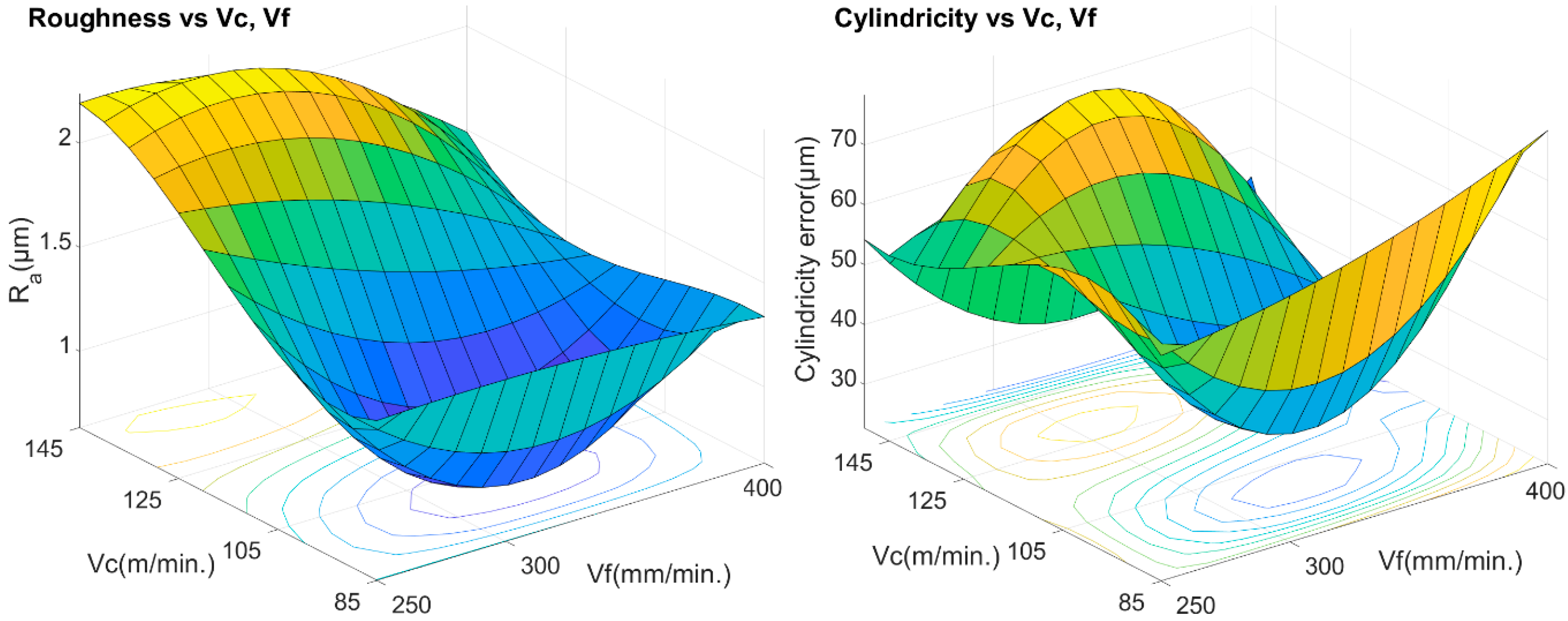
Figure 8 shows two graphs, roughness (left)
Ra (average) and cylindricity (right), both as a function of cutting speeds and feed rates. When comparing these values with those obtained in
Figure 6, it is clearly observed that the lowest roughness values do not correspond to the lowest values of the thrust force and, for the machining parameters used in the test, a direct correlation is not observed with vf, as some authors maintain [
34], for other machining parameters and other types of fiber.
The smallest roughness values are given for the experimental values of vc = 105 m/min and vf = 300 mm/min, just where the recording of average thrust forces was highest. However, in the case of cylindricity, the best results are given for the smallest vc 85–105 m/min and intermediate vf = 300 mm/min, precisely where the highest values of torques are given, for vc = 85 m/min and vf = 300 mm/min.
It was not possible to find a simple, sufficiently significant empirical relationship, with a determination coefficient greater than 40%, for roughness depending on the parameters: thrust force, torque and electric power,
Ra = f (
Fz,
T,
EP). However, it has been possible to determine a simple relationship as a function of the machining parameters, “
f ≈ vf/vc”, with a determination coefficient higher than 70%. The empirical relationship is shown in
Figure 8 (left), and the statistical data for a level of 95% confidence are shown in
Table 5.
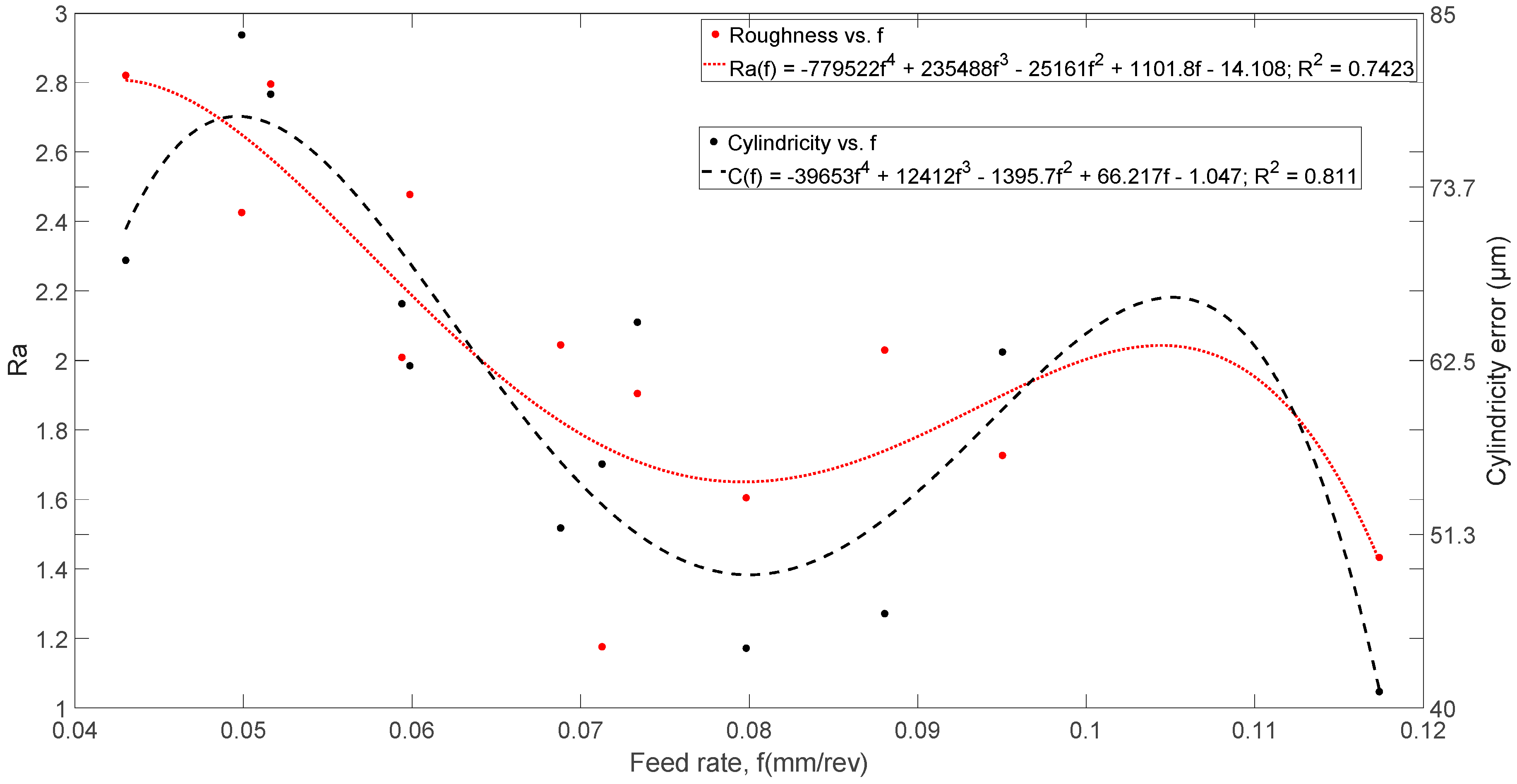
Figure 9 shows roughness (
Ra) and cylindricity trends as a function of
f [mm/rev]. It can be seen that the trends and shapes of both are very similar, with maximum and minimum values for approximately the same
f values. It is also verified that the lowest values are recorded in the position
vc = 105 m/min and
vf = 300 mm/min, results that agree with those obtained in
Figure 7.
Regarding roughness (
Ra), and with the same constraints, it was also not possible to find a significant empirical relationship with a coefficient of determination above 40% between the cylindricity and the parameters: thrust force, torque, electric power, cutting speeds and feed rates. However, it was also possible to deduce a simple relationship, with a determination coefficient higher than 70%, as a function of the feed rate “
f [mm/rev].” The empirical relationship is shown in
Figure 8 (right), and the statistical data for a confidence level of 95% are shown in
Table 6. Although the coefficient of determination is less than 90%, it is not a poor indicator, as it explains more than 80% of the cylindricity data.
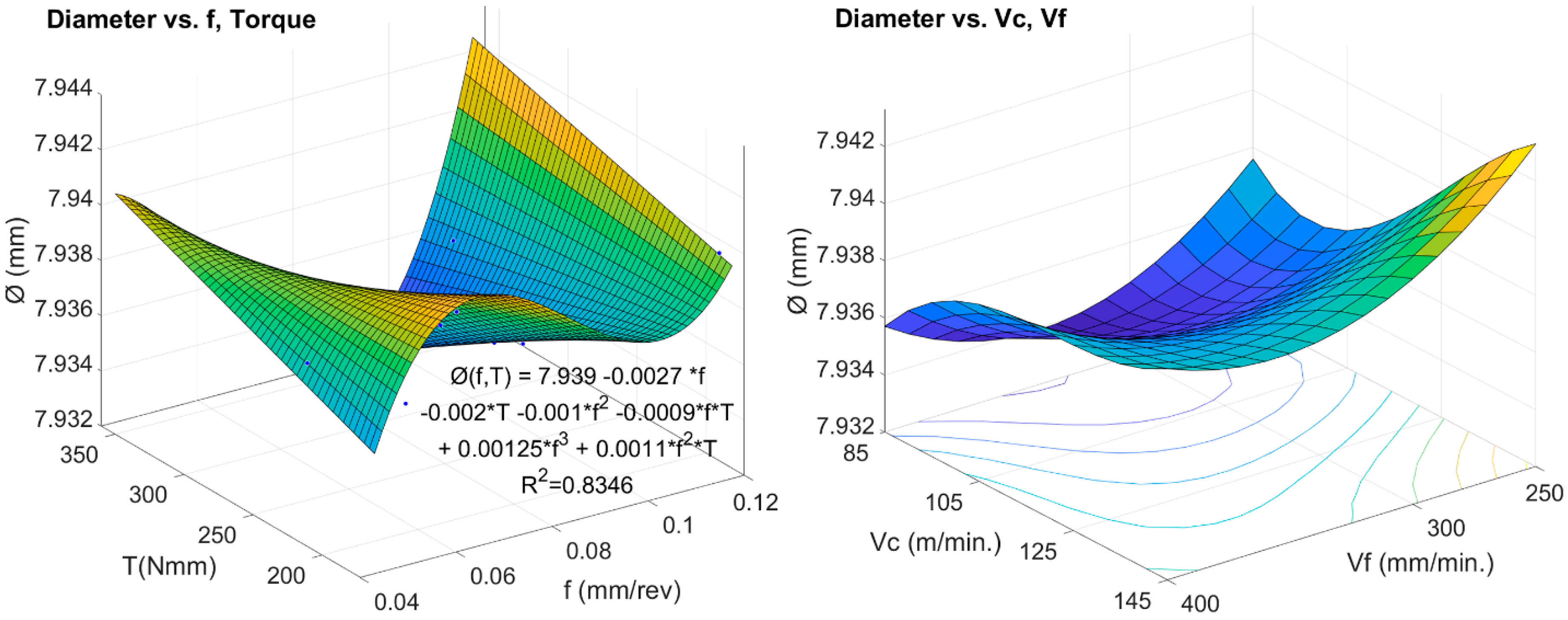
Figure 10 shows the behavior of the recorded hole diameters as a function of
vc and
vf (on the right), and as a function of feed rate and torque (on the left). The lowest diameter deviations are obtained for the cutting speed of 85 m/min, the lowest
vc value used in the test, and the feed rate around 300 mm/min. In the graph on the right, it can be seen that not only does
vc and
vf influence the diameter, but so does the torque (
T). In this sense, it has also been verified that the thrust force (
Fz) is influential in the quality results derived from the diameter of the holes.
The empirical relationship of the diameter with force, torque, cutting speed, and feed rate, is given by Expression (3):
Table 7 shows the results of the analysis of variance from multiple regression that demonstrates the goodness of fit of this expression with a
p-Value of less than 5% at 95% confidence level and a coefficient of determination greater than 90%. This result implies that the mathematical model is statistically significant and sound.
In order to compare all the data discussed previously, in
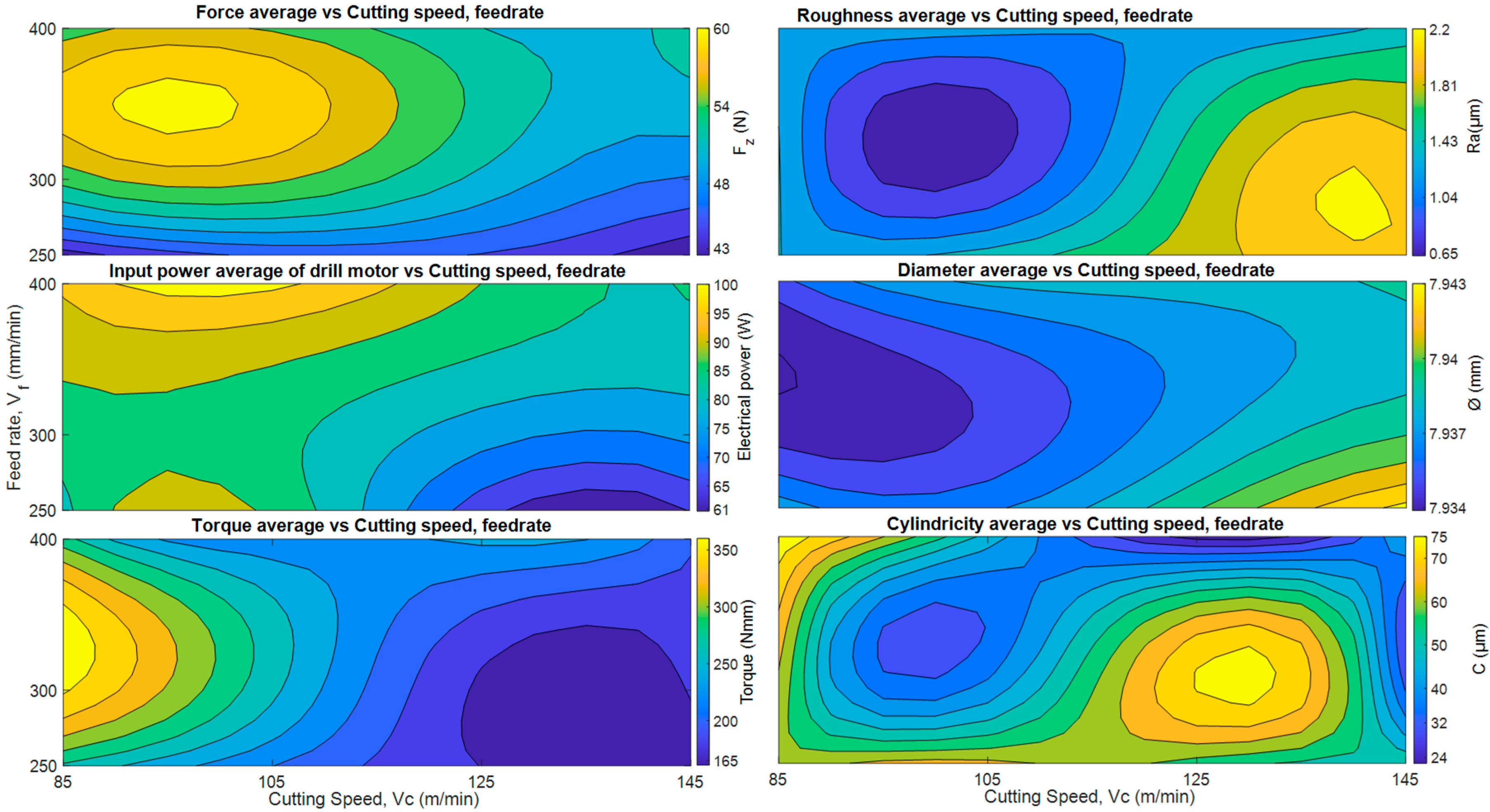
Figure 11 average values of all the parameters analyzed, thrust forces, torques, electric powers and quality factors (roughness, cylindricity and diameter) are shown, as a function of drilling parameters. Color codes have been used to represent amplitudes.
The best average values of -roughness, cylindricity and diameter-, are given in the area around vc = 105 m/min and vf = 300 mm/min, corresponding to f = 0.07 mm/rev. However, the lowest values of thrust force, torque and energy consumption, occur in the area between vc 125–145 m/min and vf 250–300 mm/min, and it is interesting to note that the high values of thrust force correspond the lower values of roughness, diameter and cylindricity.
With the analysis of all these data, it is possible to determine which parameters provide the best quality indices during the drilling process for the materials studied and the cutting tool used.
In summary, and using
Figure 11 as reference, taking into account the quality indices that the area that brings together the worst quality values corresponds to the high cutting speed, 145 m/min and low feed rate, 250 mm/min. On the contrary, the area where the best quality values are registered corresponds to cutting speed 105 m/min and feed rate of 300 mm/min.
However, analyzing the values of thrust force, torque, and electric power, the lowest values were obtained for the high range of
vc 125–145 m/min and the ratio of
vf 250–300 mm/min. This phenomenon could be largely influenced by temperature, in addition to other factors discussed above, such as the CFRP material and the tool. In this sense, thermal softening due to generated by drilling process heat was studied by Jinyang Xu et al. [
40], confirming that the main source of heat generation when drilling CFRP is the friction at the tool-workpiece interaction zone, which contributes a percentage of around 71.6% to the overall drilling temperatures. They propose lower cutting speeds to reduce the temperature of the flank tool-work surface.
Thermal softening of the material could justify why the highest quality deviations were obtained while coinciding with the lowest power, torque and thrust force records, precisely in the section with the highest cutting speed, see
Figure 11.
In all the cases, quality indicators used are within the tolerances allowed in the aeronautical sector. However, to decrease process time and energy, it would be desirable to analyze larger samples with the drilling parameters (vc/vf) for the lower values of Fz, torque and power, and determine how significant the quality indices are. These results will make the restrictions in the programming of the machining parameters more flexible and will allow improving process performance.
Table 8 shows the results of the analysis of variance, focused on the cutting speed with the best quality indices, that is,
vc = 105 m/min. The upper part of the table indicates that in the case of cylindricity there are no significant differences between the different drilling parameters for a significance level of 5% at a 95% confidence level. Regarding the roughness index, this is not significant between
vf = 300 and 400 mm/min, for a confidence level of 95%. Using the same criteria, for the diameter they are only significant for the values of
vf = 300 and 400 mm/min.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

