Selected Properties of the Surface Layer of C45 Steel Parts Subjected to Laser Cutting and Ball Burnishing



Abstract
:1. Introduction
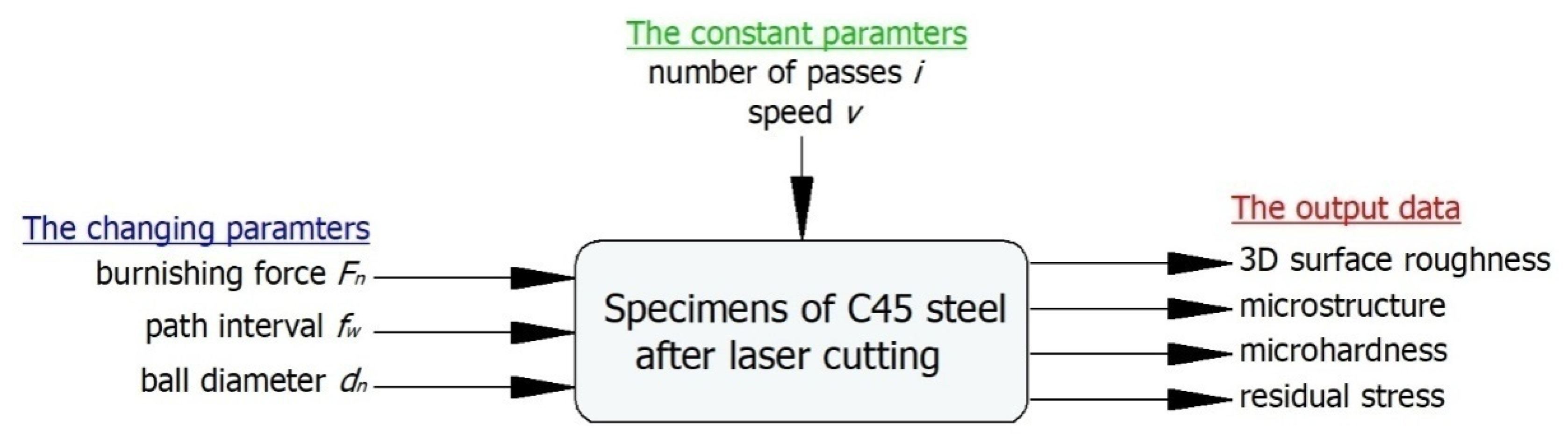
2. Materials and Methods
3. Results
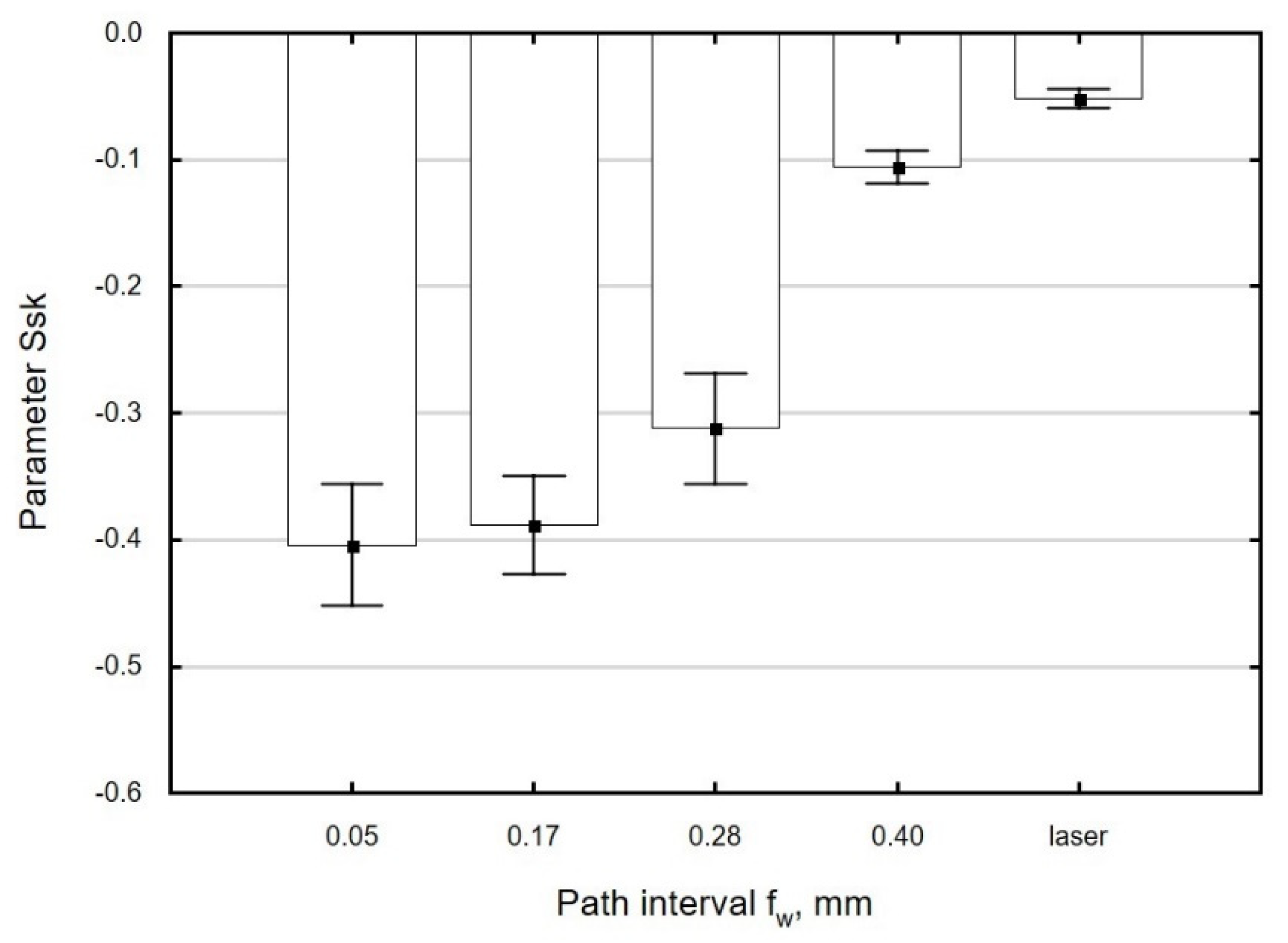
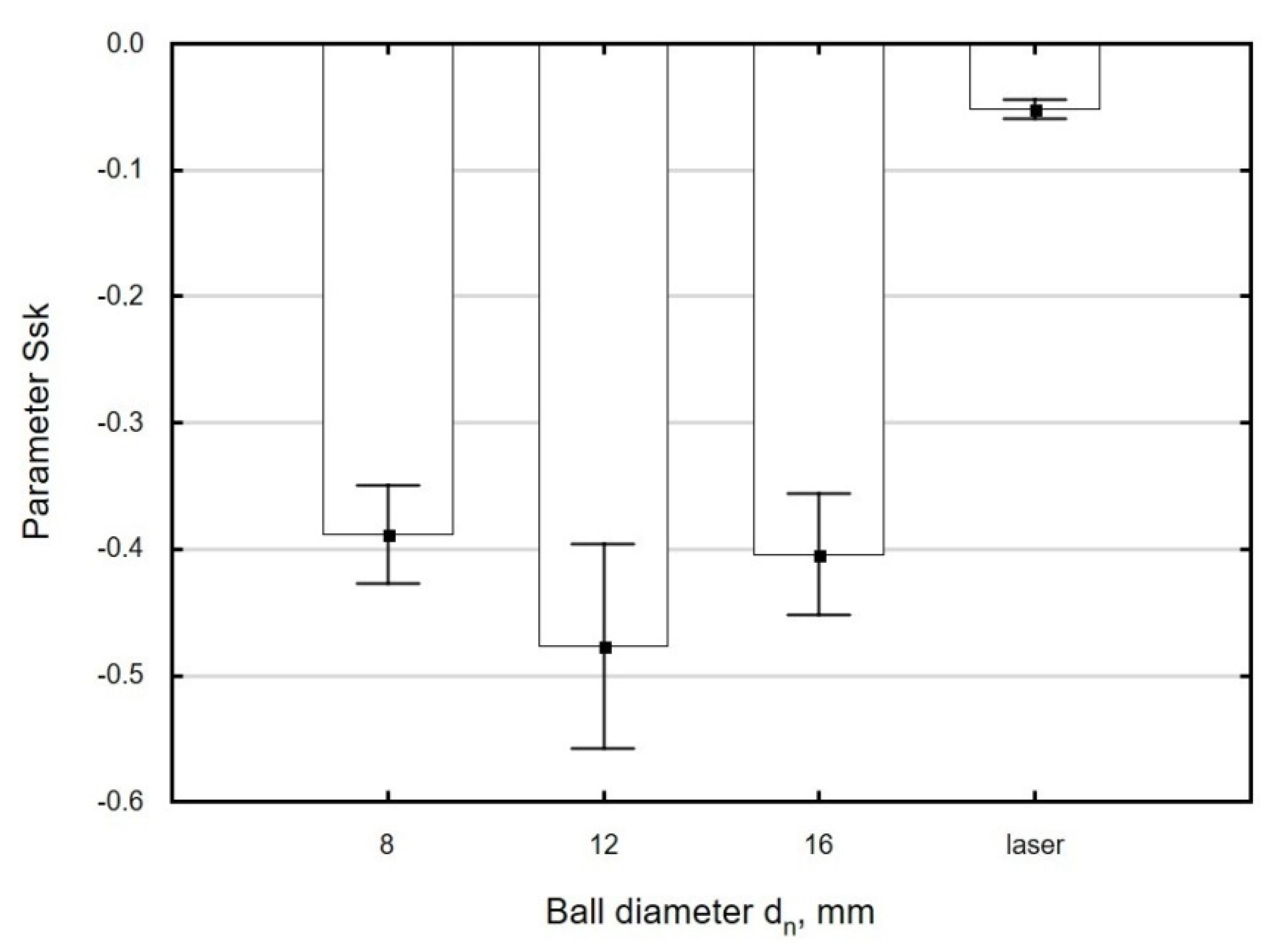
3.1. Surface Roughness
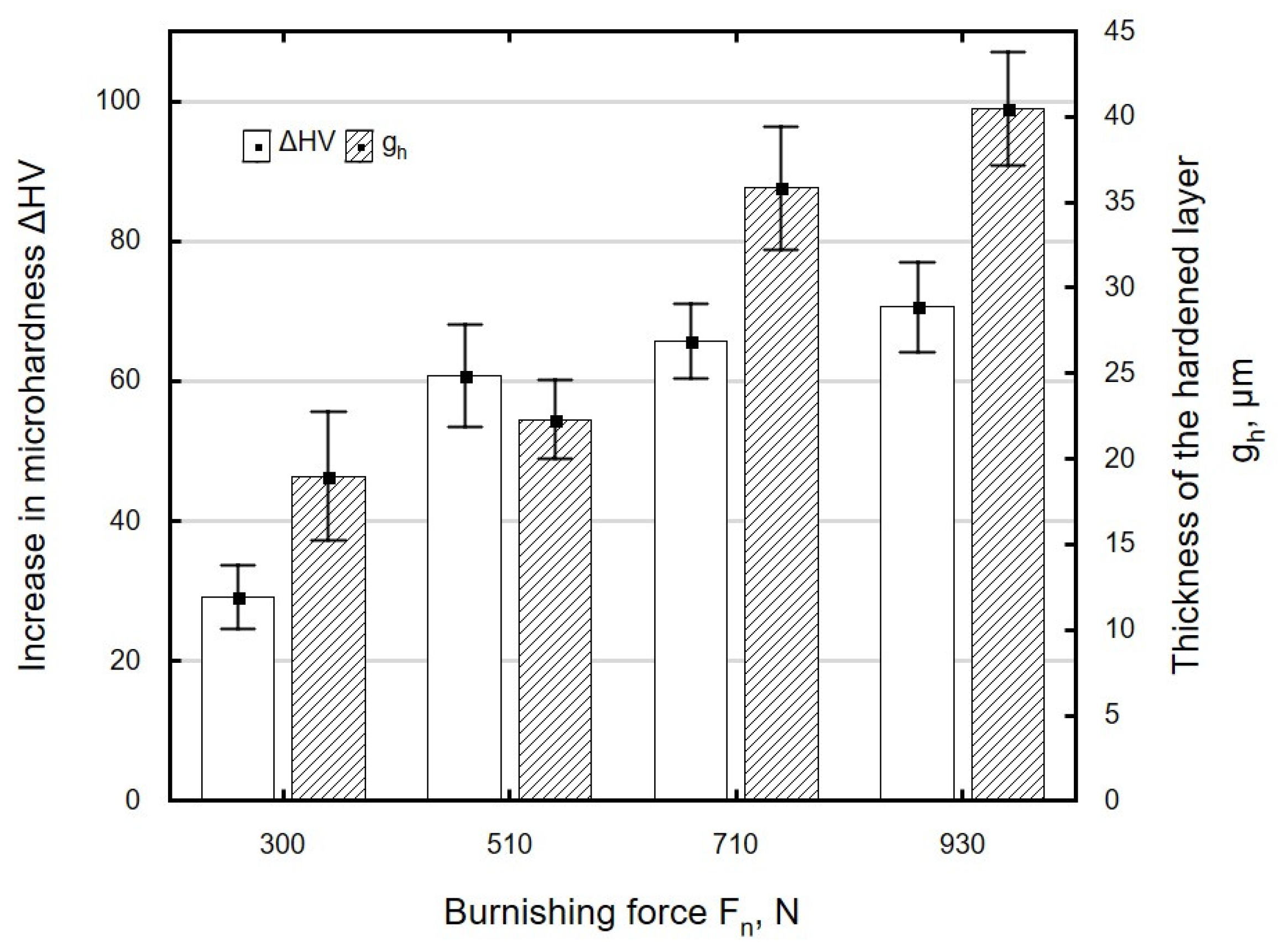
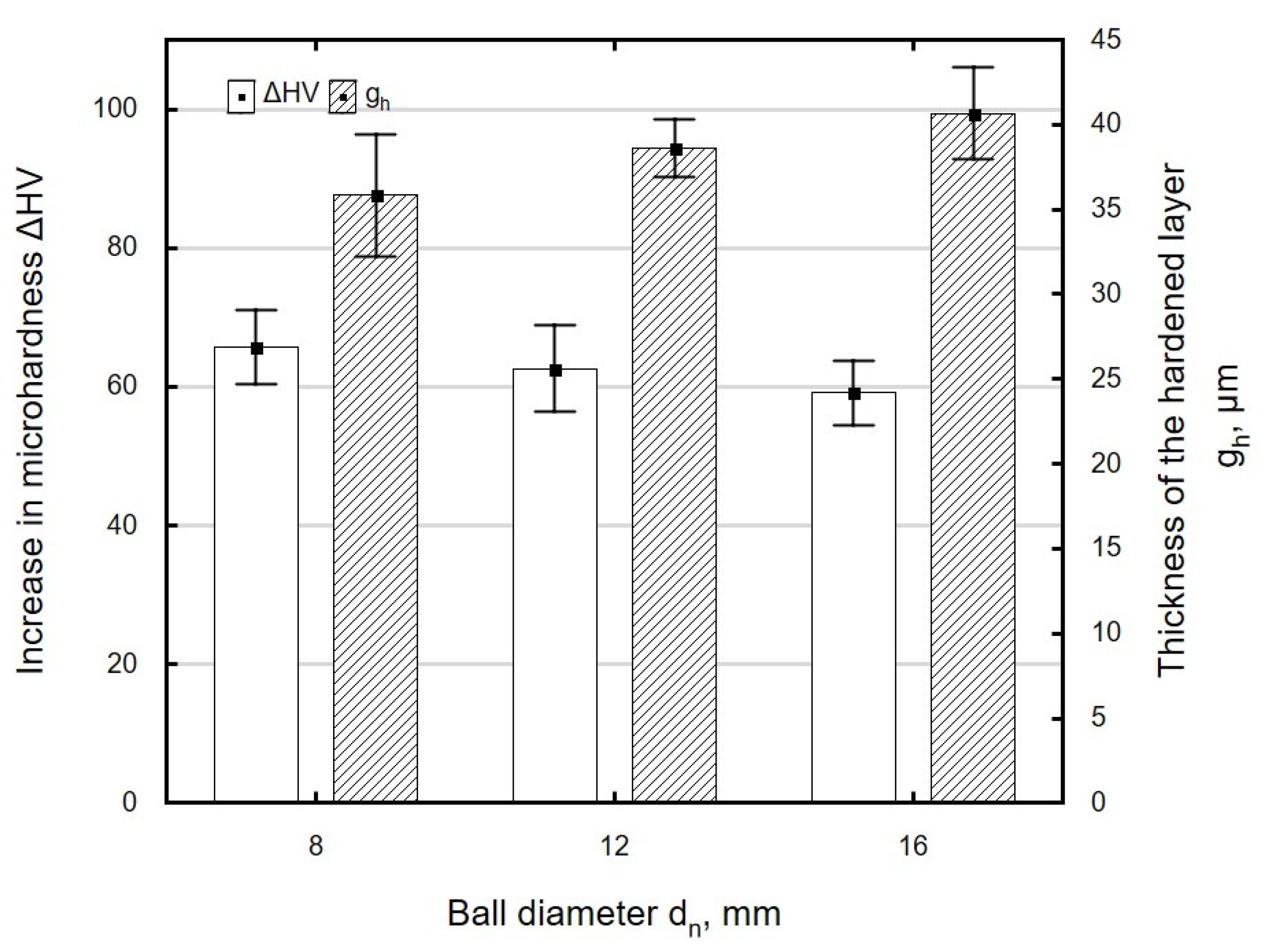
3.2. Microstructure and Microhardness
3.3. Residual Stress
4. Conclusions
- Ball burnishing of laser-cut C45 steel parts reduced the surface roughness parameters Sa and Sz by 21% and 60%, respectively, in relation to the values obtained by laser cutting. The change parameters Sa and Sz becoming more prominent for the variable Fn.
- Ball burnishing leads to the reorganization of the geometric structure of the surface. As a result of burnishing, the absolute value of skewness Ssk increased by 90% to 820% relative to the value obtained by laser cutting.
- Ball burnishing of laser-cut parts caused structural changes in the material. Martensite laths were broken up into smaller fragments (fragmentation).
- The maximum microhardness increment obtained during ball burnishing was from ΔHV = 29 HV0.05 to ΔHV = 95 HV0.05, and the depth of the hardened layer gh ranged from 16 to 40 µm. The microhardness of the surface layer and the thickness of the hardened layer gh increased with an increase in burnishing force Fn. An increase in ball diameter caused a slight increase in gh.
- Ball burnishing generated compressive residual stresses in the surface layer of laser-cut parts, whose absolute maximum value ranged from 257 to 380 MPa. The stresses resided at a depth of 0.25–0.40 mm, depending on the technological parameters of the burnishing process. As the burnishing force Fn increased, the absolute value of compressive residual stress σmax and the depth of compressive stresses gσ. On the other hand, the use of a ball with a larger diameter caused a decrease in the value of compressive residual stress σmax
Author Contributions
Funding
Conflicts of Interest
References and Note
- Dzionk, S.; Scibiorski, B.; Przybylski, W. Surface Texture Analysis of Hardened Shafts after Ceramic Ball Burnishing. Materials 2019, 12, 204. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Avilés, R.; Albizuri, J.; Rodríguez, A.; López de Lacalle, L.N. Influence of low-plasticity ball burnishing on the high-cycle fatigue strength of medium carbon AISI 1045 steel. Int. J. Fatigue 2013, 55, 230–244. [Google Scholar] [CrossRef]
- Grochała, D.; Berczyński, S.; Grządziel, Z. Stress in the surface layer of objects burnished after milling. Int. J. Adv. Manuf. Technol. 2014, 72, 1655–1663. [Google Scholar] [CrossRef]
- Grzesik, W.; Żak, K.; Chudy, R.; Prażmowski, M.; Małecka, J. Optimization of subtractive-trans formative hybrid processes supported by the technological heredity concept. CIRP Ann. Manuf. Technol. 2019, 68, 101–104. [Google Scholar] [CrossRef]
- Grzesik, W.; Żak, K. Modificaton of surface finish produced by hard turning using superfinising and burnishing operations. J. Mater. Process. Technol. 2012, 212, 315–322. [Google Scholar] [CrossRef]
- Neslusan, M.; Grzesik, W.; Zak, K. Analysis of surface roughness on bearing steel parts after cutting, superfinishing and burnishing operations. J. Mach. Eng. 2012, 12, 111–118. [Google Scholar]
- Grochała, D.; Berczyński, S.; Grządziel, Z. Modeling of burnishing thermally toughened X42CrMo4 steel with a ceramic ZrO2 ball. Arch. Civ. Mech. Eng. 2017, 17, 1011–1018. [Google Scholar] [CrossRef]
- Kalisz, J.; Zak, K.; Grzesik, W.; Czechowski, K. Characteristics of surface topography after rolling burnishing of EN AW-AlCu4MgSi(A) aluminium alloy. J. Mach. Eng. 2015, 15, 71–80. [Google Scholar]
- Dudzinska, S.; Szydlowski, M.; Grochala, D.; Bachtiak-Radka, E. Application of Correlation Function for Analysis of Surface Structure Shaping by Hybrid Manufacturing Technology. In Advances in Macufacturing, Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2017; pp. 651–659. [Google Scholar]
- Buldum, B.; Çağan, S. The optimization of surface roughness of AZ91d magnesium alloy using Anova in ball burnishing process. Turk. J. Eng. 2017, 1, 25–31. [Google Scholar] [CrossRef] [Green Version]
- Lewandowski, A.; Feldshtein, E. Technological heredity when roller burnishing of ductile cast iron. J. Sci. Ind. Res. 2014, 73, 559–565. [Google Scholar]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Wear resistance enhancement of titanium alloy (Ti-6Al-4V) by burnishing process. J. Mater. Res. Technol. 2016, 6, 13–32. [Google Scholar] [CrossRef] [Green Version]
- Kulakowska, A.; Kukielka, L.; Kukielka, K.; Malag, L.; Patyk, R.; Bohdal, L. Possibility of steering of products surface layer properties in burnishing rolling process. Appl. Mech. Mater. 2014, 474, 442–447. [Google Scholar] [CrossRef]
- Świrad, S.; Wydrzynski, D.; Nieslony, P.; Krolczyk, G.M. Influence of hydrostatic burnishing strategy on the surface topography of martensitic steel. Measurement 2019, 138, 590–601. [Google Scholar] [CrossRef]
- Dzierwa, A.; Markopoulos, A.P. Influence of Ball-Burnishing Process on Surface Topography Parameters and Tribological Properties of Hardened Steel. Machines 2019, 7, 11. [Google Scholar] [CrossRef] [Green Version]
- Caudill, J.; Huang, B.; Arvin, C.; Schoop, J.; Meyer, K.; Jawahir, I.S. Enhancing the surface integrity of Ti-6Al-4V alloy through cyrogenic burnishing. Procedia CIRP 2014, 13, 243–248. [Google Scholar] [CrossRef] [Green Version]
- Grzesik, W. Functional properties of hardened steel parts generated by turning and ball burnishing operations. Adv. Manuf. Sci. Technol. 2012, 36, 5–17. [Google Scholar]
- Rodrίguez, A.; Lόpez de Lacalle, L.N.; Celaya, A.; Lamikiz, A.; Albizuri, J. Surface improvement of shafts by deep ball- burnishing technique. Mater. Sci. Surf. Coat. Technol. 2012, 206, 2817–2824. [Google Scholar] [CrossRef]
- Zaleski, R.; Zaleski, K.; Gorgol, M. Positron annihilation lifetime spectroscopy study of roller burnished magnesium alloy. Nukleonika 2015, 60, 789–794. [Google Scholar] [CrossRef] [Green Version]
- Kumar, N.; Sachdeva, A.; Pal Singh, L.; Tripathi, H. Experimental investigation of effect of roller burnishing process parameters on surface roughness and surface hardness of C40E steel. Int. J. Mach. Mach. Mater. 2016, 18, 185–199. [Google Scholar] [CrossRef]
- Rachmat, H.; Mahalil, K.; Mohid, Z.; Abd Rahim, E. Comparison between Dry, MQL, and Cryogenic Cooling Technique on Surface Integrity of Burnished Surface. Int. J. Integr. Eng. 2019, 11, 35–41. [Google Scholar] [CrossRef] [Green Version]
- Zaleski, K. The effect of vibratory and rotational shot peening and wear on fatigue life of steel. Eksploat. i Niezawodn. Maint. Reliab. 2017, 19, 102–107. [Google Scholar] [CrossRef]
- Matuszak, J.; Kłonica, M.; Zagórski, I. Measurements of Forces and Selected Surface Layer Properties of AW-7075 Aluminum Alloy Used in the Aviation Industry after Abrasive Machining. Materials 2019, 12, 3707. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rudawska, A.; Zaleski, K.; Miturska, I.; Skoczylas, A. Effect of the application of different surface treatment methods on the strength of titanium alloy sheet adhesive lap joints. Materials 2019, 12, 4173. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kwiatkowski, M.; Kłonica, M.; Kuczmaszewski, J.; Satho, S. Comparative Analysis of Energetic Properties of Ti6Al4V Titanium and EN-AW-2017A(PA6) Aluminum Alloy Surface Layers for an Adhesive Bonding Application. Ozone Sci. Eng. 2013, 35, 220–228. [Google Scholar] [CrossRef]
- Tian, Y.; Shin, Y. Laser-assisted burnishing of metals. Int. J. Mach. Tool Manuf. 2007, 47, 14–22. [Google Scholar] [CrossRef]
- Travieso-Rodriguez, J.A.; Gomez-Gras, G.; Dessein, G.; Carrillo, F.; Alexis, J.; Jorba-Peiro, J.; Aubazac, N. Effects of a ball-burnishing process assisted by vibrations in G10380 steel specimens. Int. J. Adv. Manuf. Technol. 2015, 81, 1757–1765. [Google Scholar] [CrossRef] [Green Version]
- Jerez-Mesa, R.; Landon, Y.; Travieso-Rodriguez, J.A.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Topological surface integrity modification of AISI 1038 alloy after vibration assisted ball burnishing. Surf. Coat. Technol. 2018, 349, 364–377. [Google Scholar] [CrossRef] [Green Version]
- Radziejewska, J. Influence of laser-mechanical treatment on surface topography, erosie wear and contact stiffness. Mater. Des. 2011, 32, 5073–5081. [Google Scholar] [CrossRef]
- Patidar, D.; Rana, R.S. The effect of CO2 laser cutting parameter on Mechanical & Microstructural characteristics of high strength steel-a review. Mater. Today Proc. 2018, 5, 17753–17762. [Google Scholar]
- Boujelbene, M. Influence of the CO2 laser cutting process parameters on the Quadratic Mean Roughness Rq of the low carbon steel. Procedia Manuf. 2018, 20, 259–264. [Google Scholar] [CrossRef]
- Riveiro, A.; Quintero, F.; Del Val, J.; Boutinguiza, M.; Wallerstein, D.; Comesaña, R.; Lusquiños, F.; Pou, J. Laser cutting of aluminium alloy Al-2024-T3. Procedia Manuf. 2017, 13, 396–401. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S. Heat affected zone extension in pulsed Nd: YAG laser cutting of CFRP. Compos. Part B Eng. 2018, 140, 174–182. [Google Scholar] [CrossRef]
- Parthiban, A.; Dhanasekaran, C.; Sivaganesan, S.; Sathish, S. Modeling on surface cut quality of CO2 laser cutting for Austenitic Stainless steel sheet. Mater. Today Proc. 2020, 21, 823–827. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Arif, A.F.M.; Abdul Aleem, B.J. Laser cutting of sharp edge: Thermal stress analysis. Opt. Lasers Eng. 2010, 48, 10–19. [Google Scholar] [CrossRef]
- Boujelbene, M.; Alghamdi, A.S.; Miraoui, I.; Bayraktar, E.; Gazbar, M. Effects of the laser cutting parameters on the micro-hardness and on the heat affected zone HAZ of the mi-hardened steel. Int. J. Adv. Appl. Sci. 2017, 4, 19–25. [Google Scholar] [CrossRef] [Green Version]
- EN–ISO 17658:2015–Bonding—Incompatibilities in oxy-gas flame cutting, laser cutting and plasma cutting—Terminology
- Kannatey-Asibu, E., Jr. Principles of Laser Materials Processing; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Leszczyńska-Madej, B.; Richert, M.; Sak, T. Effect of unconventional methods of cutting on microstructure, topography and microhardness changes in steel. Metall. Foundry Eng. 2012, 38, 109–115. [Google Scholar] [CrossRef] [Green Version]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer: London, UK, 2003. [Google Scholar]
- Harničárová, M.; Valíček, J.; Öchsner, A.; Grznárik, R.; Kušnerová, M.; Neugebauer, J.; Kozak, D. Predicting residual and flow stresses from surface topography created by laser cutting technology. Opt. Laser Technol. 2013, 52, 21–29. [Google Scholar] [CrossRef]
- Skoczylas, A.; Zaleski, K. Effect of Centrifugal Shot Peening on the Surface Properties of Laser-Cut C45 Steel Parts. Materials 2019, 12, 3635. [Google Scholar] [CrossRef] [Green Version]
- Razumov, M.S.; Zubkov, N.S.; Afanas’eva, L.E. Effect of diamond smoothening on the structure and properties of the deposited metal in the laser-affected zone. Laser Treat. 2009, 51, 606–609. [Google Scholar] [CrossRef]
- Popov, E.V.; Kovalev, V.G.; Shubin, I.N. Technology and Automation of Stamping; Izd. MGTU Eng: Baumana, Russia, 2003. (In Russian) [Google Scholar]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 1-Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Vizitin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Burnishing Force Fn, N | Path Interval fw, mm | Ball Diameter dn, mm |
|---|---|---|
| 300 | 0.17 | 8 |
| 510 | ||
| 720 | ||
| 930 | ||
| 720 | 0.05 | |
| 0.28 | ||
| 0.40 | ||
| 0.17 | 12 | |
| 16 | ||
| Speed v = 2500 mm/min | ||
| Number of passes i = 1 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skoczylas, A.; Zaleski, K. Selected Properties of the Surface Layer of C45 Steel Parts Subjected to Laser Cutting and Ball Burnishing. Materials 2020, 13, 3429. https://doi.org/10.3390/ma13153429
Skoczylas A, Zaleski K. Selected Properties of the Surface Layer of C45 Steel Parts Subjected to Laser Cutting and Ball Burnishing. Materials. 2020; 13(15):3429. https://doi.org/10.3390/ma13153429
Chicago/Turabian StyleSkoczylas, Agnieszka, and Kazimierz Zaleski. 2020. "Selected Properties of the Surface Layer of C45 Steel Parts Subjected to Laser Cutting and Ball Burnishing" Materials 13, no. 15: 3429. https://doi.org/10.3390/ma13153429
APA StyleSkoczylas, A., & Zaleski, K. (2020). Selected Properties of the Surface Layer of C45 Steel Parts Subjected to Laser Cutting and Ball Burnishing. Materials, 13(15), 3429. https://doi.org/10.3390/ma13153429