Experimental Assessment of Thermal Performance and Bridging Effects of Low-Cost Sandwich Panels under a High-Temperature Impinging Jet


Abstract
:1. Introduction
2. Materials and Methods
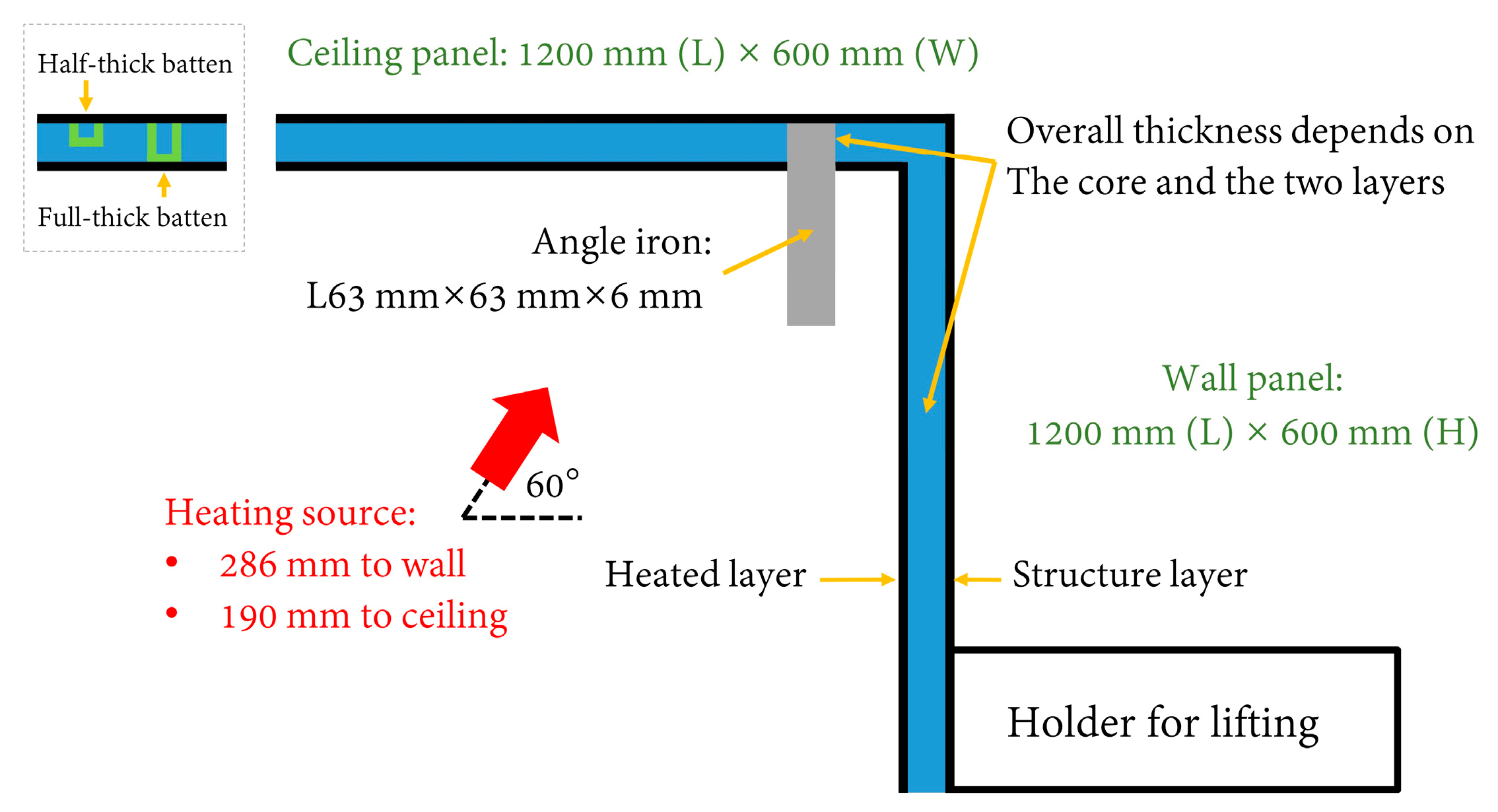
2.1. Materials and Fabrication of Sandwich Panels
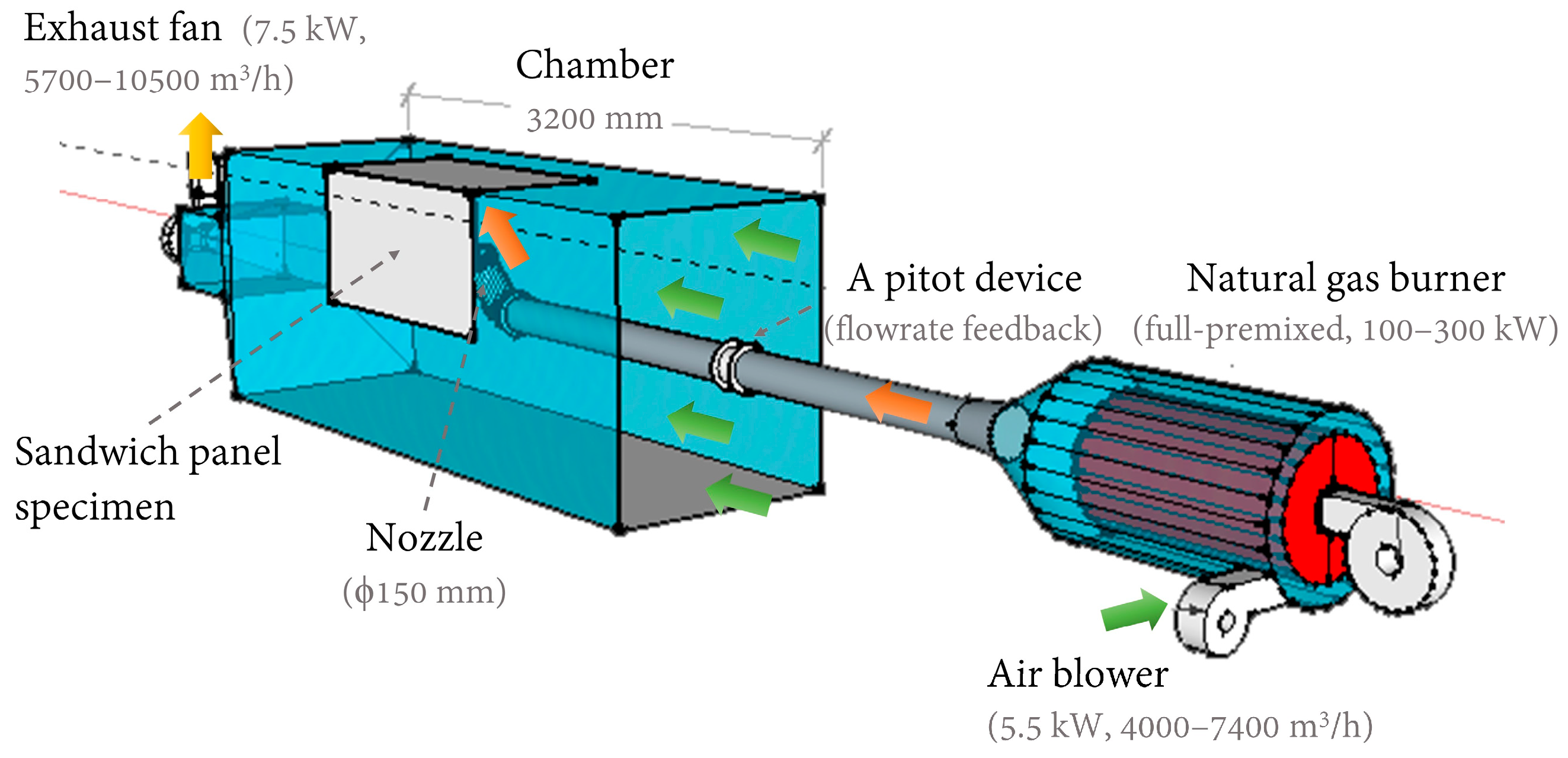
2.2. Experimental Setup and Heating Source
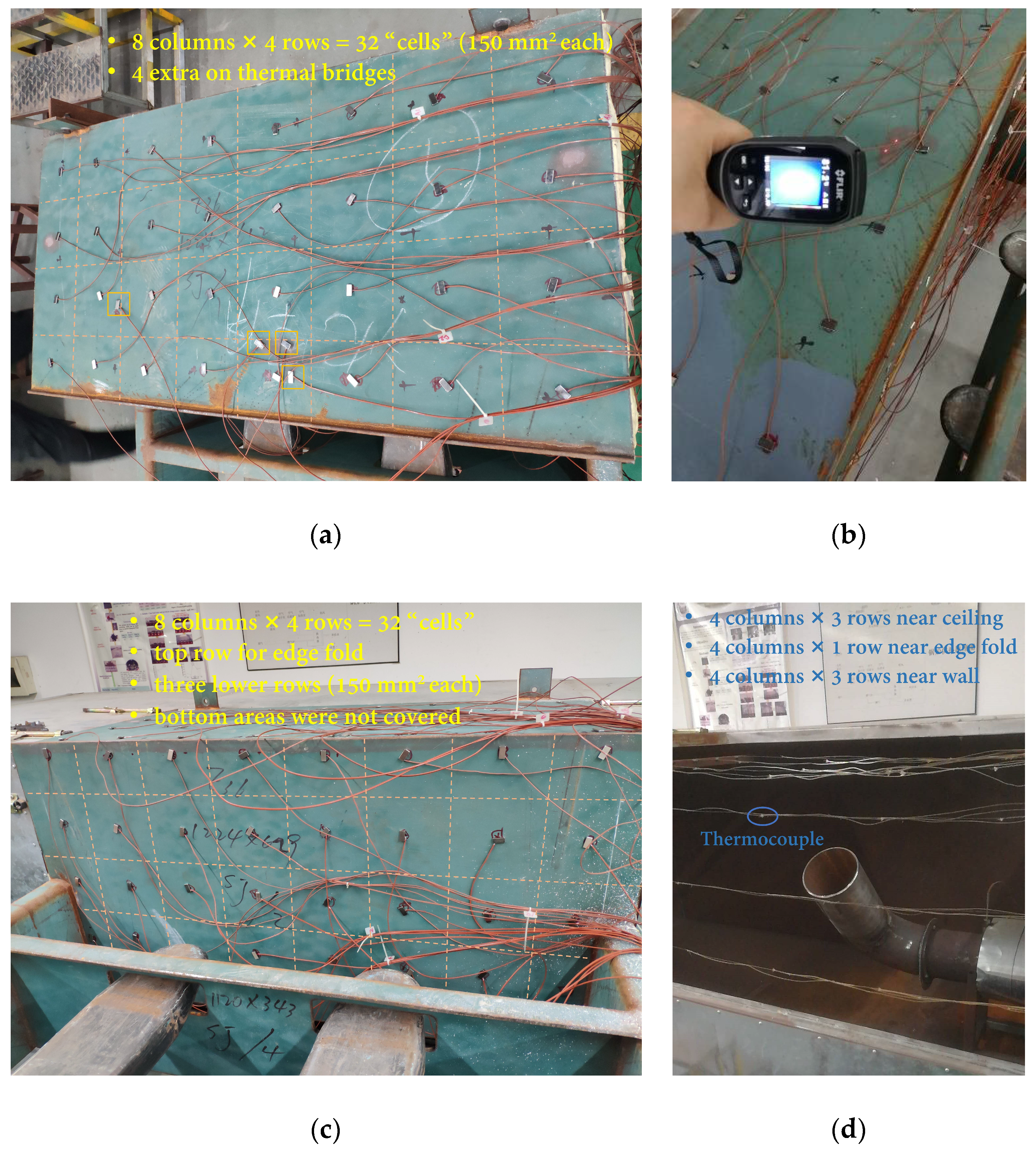
2.3. Measurement Arrangements
2.4. Standard Procedure and Testing Design
- The locations of the 28 and 64 thermocouples on the interior and exterior surfaces, respectively, were double-checked before the specimen was fitted with the chamber using a forklift.
- The three data acquisition systems for thermocouples, as well as the pitot device, were turned on and started recording.
- The exhaust fan was turned on and the frequency was tuned to 40 Hz, at which the in-chamber airflow was approximately at 1.9 m/s.
- A pre-experiment was scheduled. Before turning on the burner, the air blower for the gas burner was turned on and tuned to 8 Hz. Then, the temperature of the gas that came out of the burner, or the supplying temperature, was controlled and increased to approximately 200–400 °C, which was measured using a thermocouple near the nozzle exit.
- After heating the specimen for a few minutes, the burner was turned down. Afterward, the FLIR camera was used to locate thermal bridges. The specimen was left for self-cooling. Later, additional thermocouples were in close contact with the thermal bridges.
- When the temperature of the specimen approached room temperature, the burner was turned on again. The supplying temperature was adjusted to the designated level, approximately 550 °C, usually within minutes by virtue of a preheated burner. The reading on the pitot device was converted to a gas flow rate based on an estimated density. This time, the time for starting the burner, would be regarded as time zero for the following test.
- The burner was run for 30 min before being turned down. The exhaust fan was kept running to accelerate the cooling process. When it was safe to proceed, the specimen was removed from the chamber. Temperature measurements were examined. The physical deformation of the specimen was checked and documented.
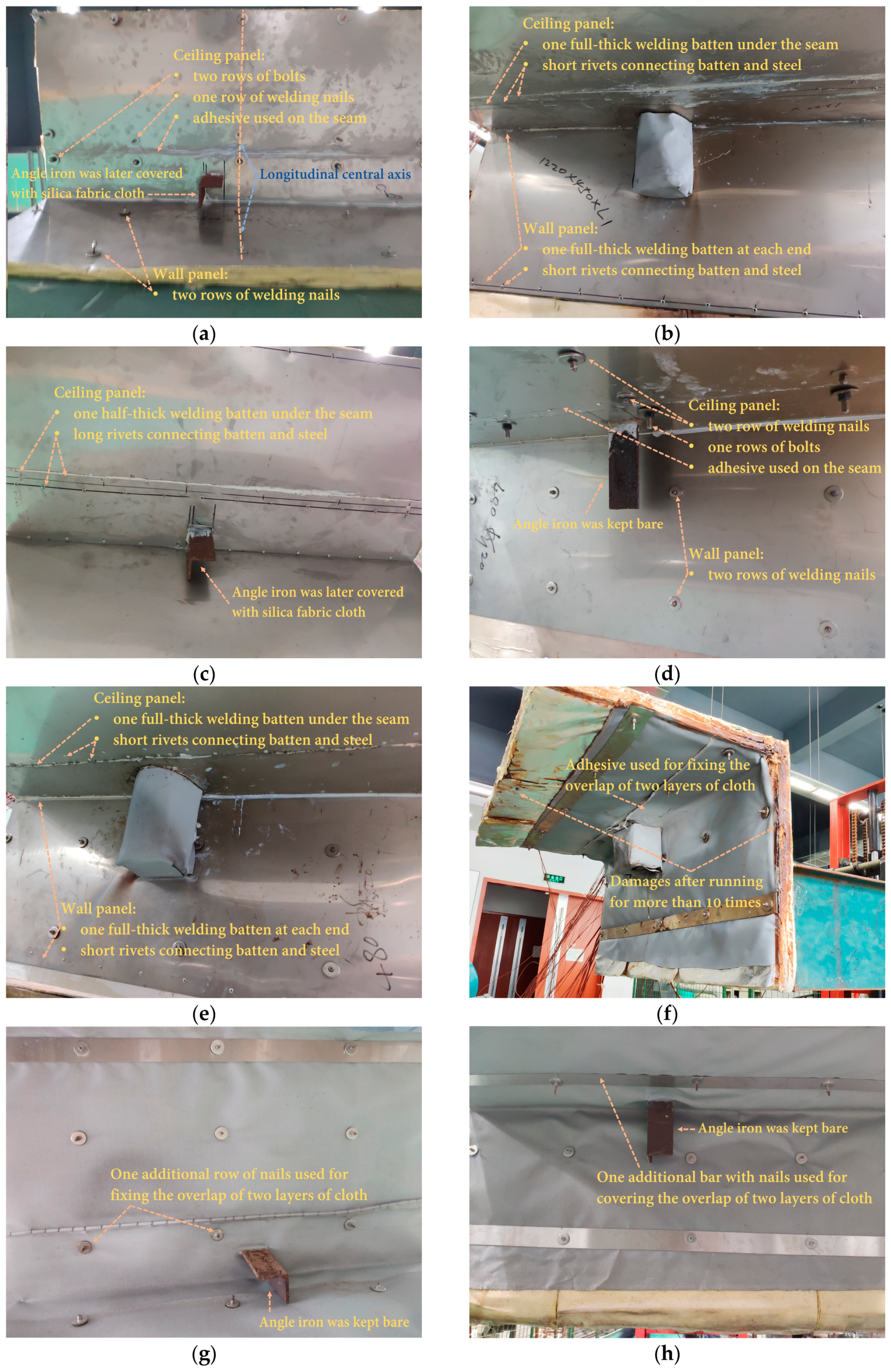
- If another round of tests was needed, the specimen was fitted with the chamber again. In some cases, the specimen was repaired or modified, e.g., by covering the angle iron using silica fabric cloth, before the next experiment.
- The testing order was not based on the specimen ID number. As part of the effort to test the capability of the burner in terms of supplying high-temperature gas, and to develop this standard procedure, specimen 6 was tested first and eventually tested more than 10 times, during which the temperature of the supplying gas was initially at 450 °C and gradually increased to 550 °C. The rest of the specimens were tested at least twice under an impinging jet of around 550 °C.
2.5. Heat Flux Analysis
2.6. Uncertainty Analysis
2.7. Major Limitations
3. Results and Discussion
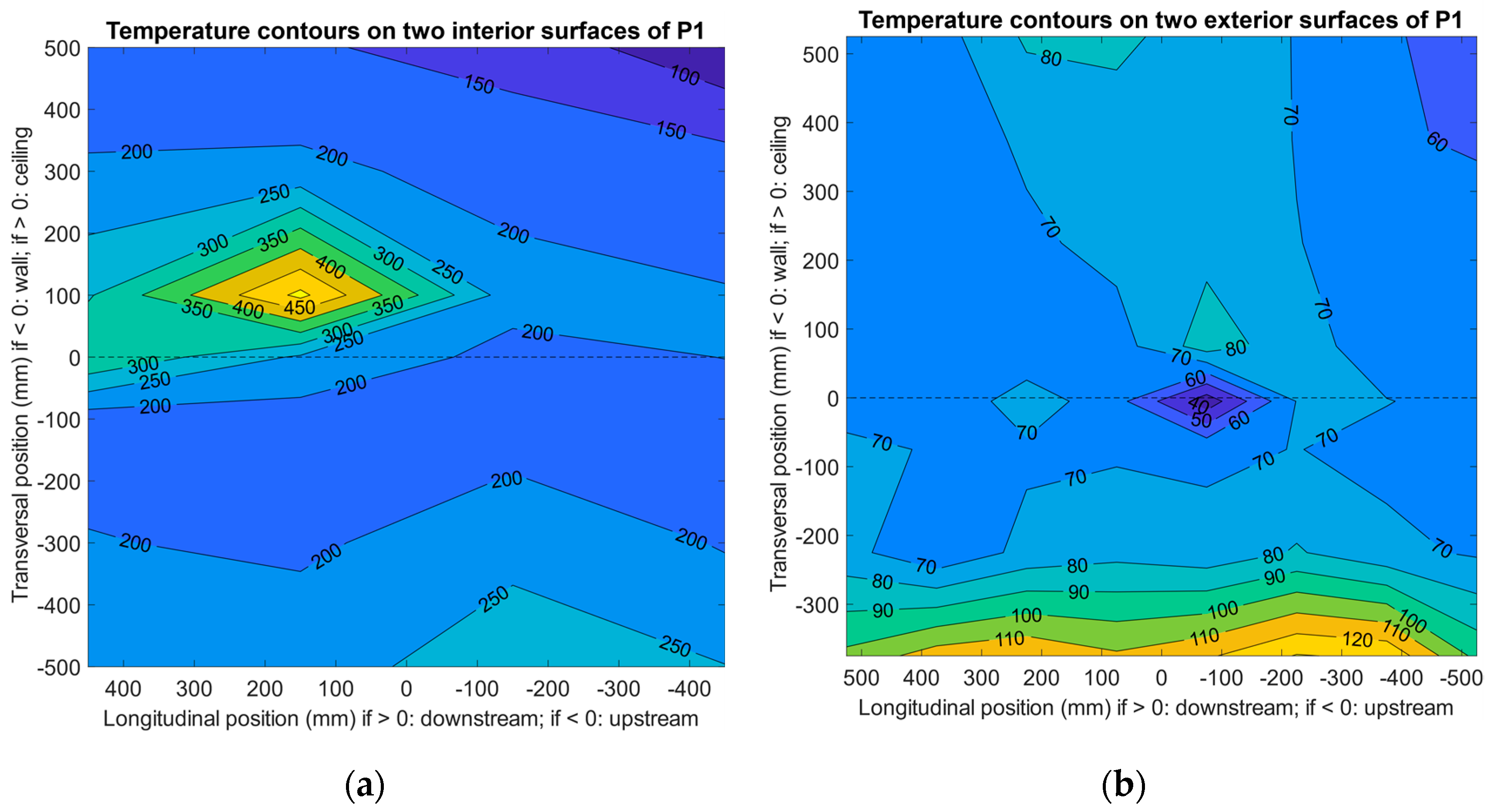
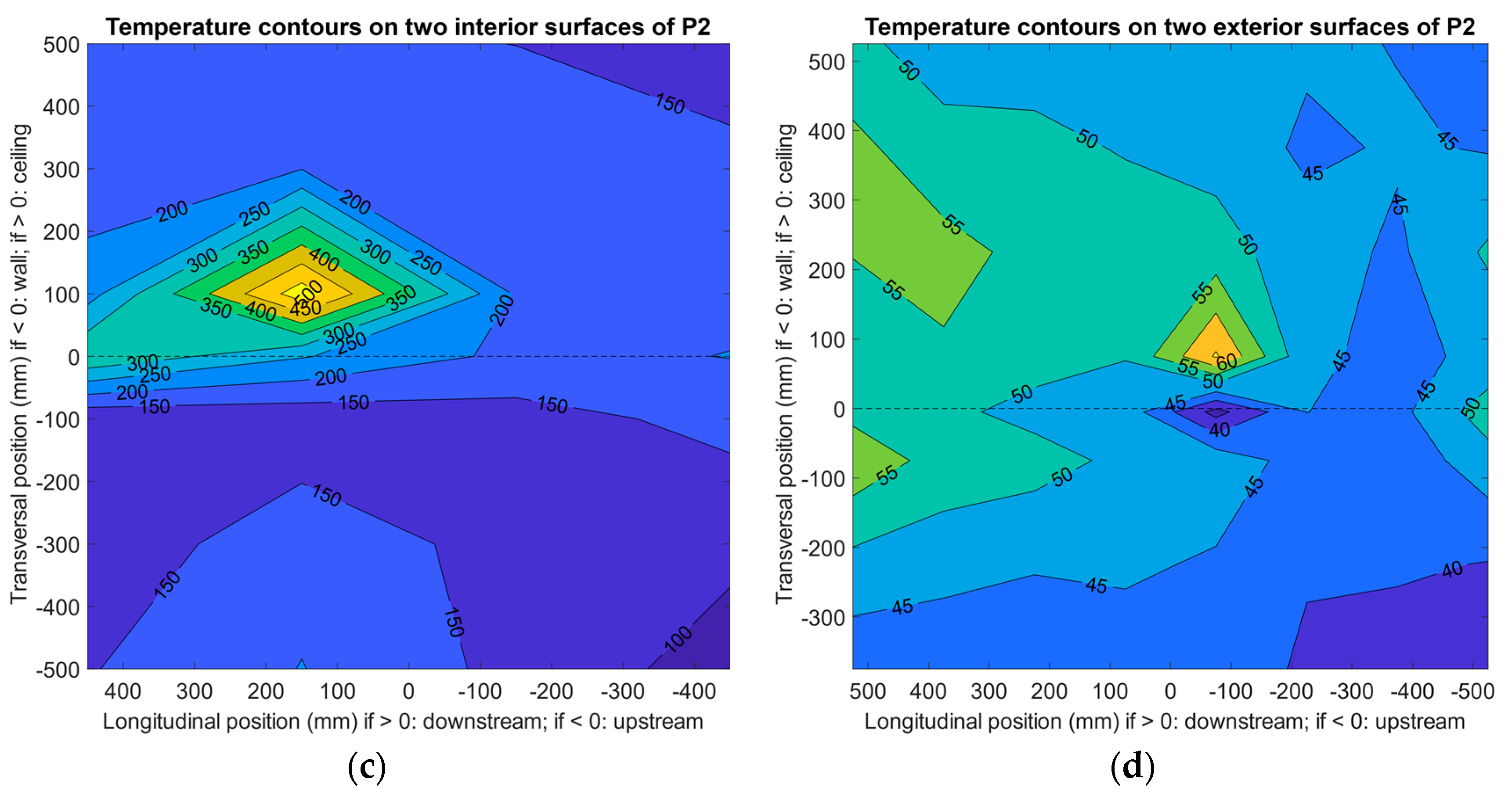
3.1. Effects of Nozzle Position and Angle Iron
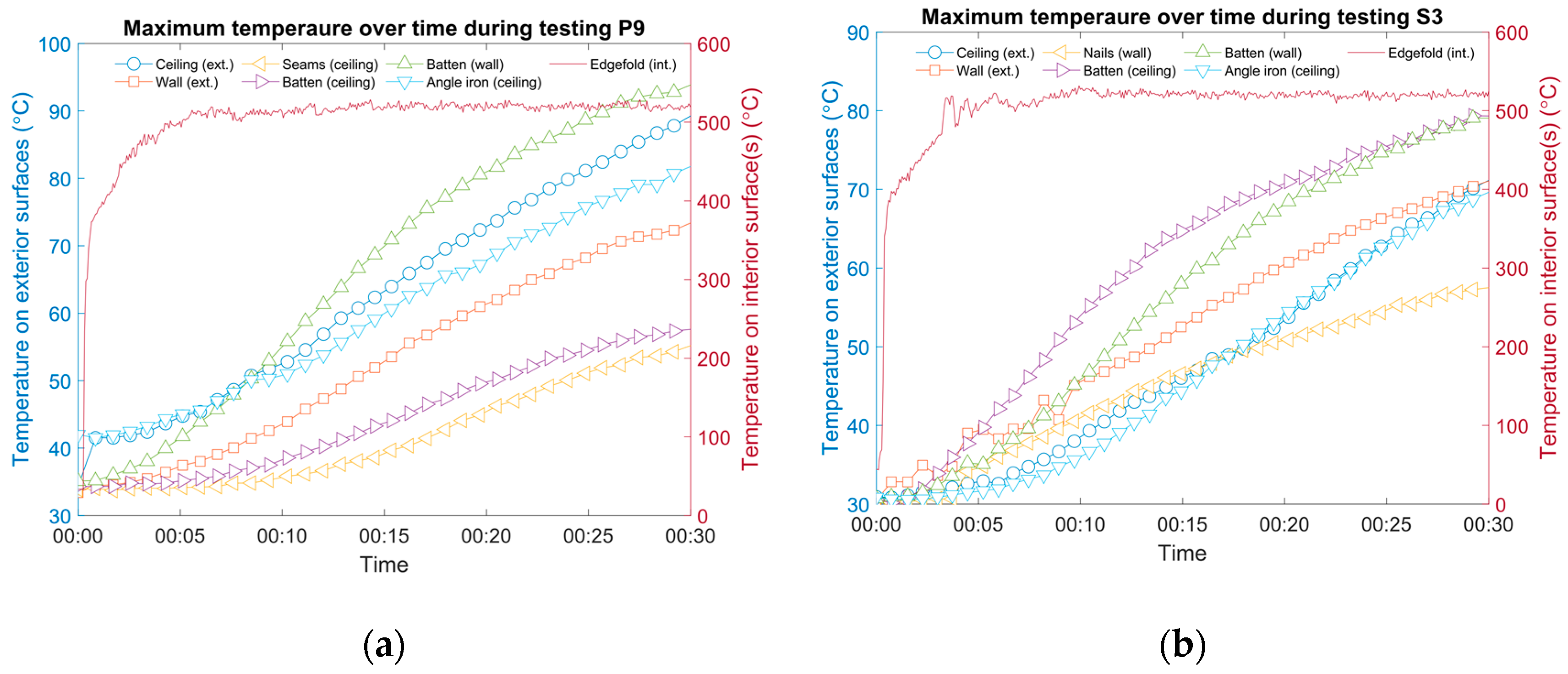
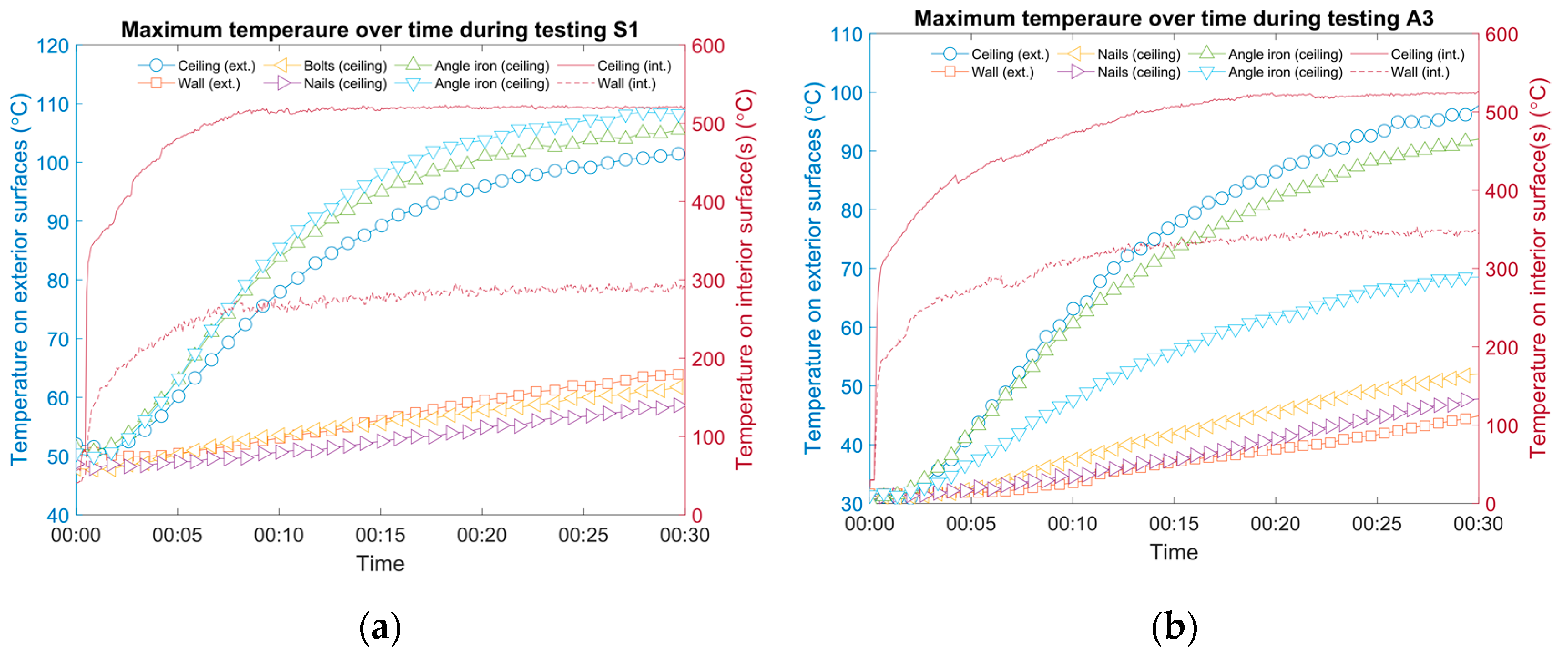
3.2. Effects of Fastener Methods
3.3. Cross-specimen Comparisons
3.4. Heat Flux and Implications
3.5. Physical Damage
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lanssens, T.; Tanghe, C.; Rahbar, N.; Okumus, P.; Van Dessel, S.; El-Korchi, T. Mechanical behavior of a glass fiber-reinforced polymer sandwich panel with through-thickness fiber insertions. Constr. Build. Mater. 2014, 64, 473–479. [Google Scholar] [CrossRef]
- Paik, J.K.; Thayamballi, A.K.; Kim, G.S. The strength characteristics of aluminum honeycomb sandwich panels. Thin-Walled Struct. 1999, 35, 205–231. [Google Scholar] [CrossRef]
- Ma, Y.; Yan, H.; Xie, G. Flow and thermal performance of sandwich panels with plate fins or/and pyramidal lattice. Appl. Therm. Eng. 2020, 164, 114468. [Google Scholar] [CrossRef]
- Junes, A.; Si Larbi, A. An indirect non-linear approach for the analysis of sandwich panels with TRC facings. Constr. Build. Mater. 2016, 112, 406–415. [Google Scholar] [CrossRef]
- Davies, J.M. Sandwich panels. Thin-Walled Struct. 1993, 16, 179–198. [Google Scholar] [CrossRef]
- Gopinath, S.; Ramesh Kumar, V.; Sheth, H.; Ramachandra Murthy, A.; Iyer, N.R. Pre-fabricated sandwich panels using cold-formed steel and textile reinforced concrete. Constr. Build. Mater. 2014, 64, 54–59. [Google Scholar] [CrossRef]
- Yan, H.; Yang, X.; Lu, T.; Xie, G. Convective heat transfer in a lightweight multifunctional sandwich panel with X-type metallic lattice core. Appl. Therm. Eng. 2017, 127, 1293–1304. [Google Scholar] [CrossRef]
- Moon, C.; Kim, D.; Bamorovat Abadi, G.; Yoon, S.Y.; Kim, K.C. Effect of ligament hollowness on heat transfer characteristics of open-cell metal foam. Int. J. Heat Mass Transf. 2016, 102, 911–918. [Google Scholar] [CrossRef]
- Kong, D.; Zhang, Y.; Liu, S. Convective heat transfer enhancement by novel honeycomb-core in sandwich panel exchanger fabricated by additive manufacturing. Appl. Therm. Eng. 2019, 163, 114408. [Google Scholar] [CrossRef]
- Lu, T.J. Heat transfer efficiency of metal honeycombs. Int. J. Heat Mass Transf. 1999, 42, 2031–2040. [Google Scholar] [CrossRef]
- Shafizadeh, J.E.; Seferis, J.C.; Chesmar, E.F.; Geyer, R. Evaluation of the in-service performance behavior of honeycomb composite sandwich structures. J. Mater. Eng. Perform. 1999, 8, 661–668. [Google Scholar] [CrossRef]
- Liu, H.; Yu, Q.N.; Zhang, Z.C.; Qu, Z.G.; Wang, C.Z. Two-equation method for heat transfer efficiency in metal honeycombs: An analytical solution. Int. J. Heat Mass Transf. 2016, 97, 201–210. [Google Scholar] [CrossRef]
- Bai, X.; Zheng, Z.; Nakayama, A. Heat transfer performance analysis on lattice core sandwich panel structures. Int. J. Heat Mass Transf. 2019, 143, 118525. [Google Scholar] [CrossRef]
- Jin, X.; Shen, B.; Yan, H.; Sunden, B.; Xie, G. Comparative evaluations of thermofluidic characteristics of sandwich panels with X-lattice and Pyramidal-lattice cores. Int. J. Heat Mass Transf. 2018, 127, 268–282. [Google Scholar] [CrossRef]
- Li, Y.; Xie, G.; Boetcher, S.K.S.; Yan, H. Heat transfer enhancement of X-lattice-cored sandwich panels by introducing pin fins, dimples or protrusions. Int. J. Heat Mass Transf. 2019, 141, 627–642. [Google Scholar] [CrossRef]
- Queheillalt, D.T.; Carbajal, G.; Peterson, G.P.; Wadley, H.N.G. A multifunctional heat pipe sandwich panel structure. Int. J. Heat Mass Transf. 2008, 51, 312–326. [Google Scholar] [CrossRef]
- Gao, L.; Sun, Y.G. Thermal Control of Composite Sandwich Structure with Lattice Truss Cores. J. Thermophys. Heat Transf. 2015, 29, 47–54. [Google Scholar] [CrossRef]
- Lu, T.J.; Valdevit, L.; Evans, A.G. Active cooling by metallic sandwich structures with periodic cores. Prog. Mater. Sci. 2005, 50, 789–815. [Google Scholar] [CrossRef]
- Valdevit, L.; Pantano, A.; Stone, H.A.; Evans, A.G. Optimal active cooling performance of metallic sandwich panels with prismatic cores. Int. J. Heat Mass Transf. 2006, 49, 3819–3830. [Google Scholar] [CrossRef]
- Wei, K.; Wang, K.; Cheng, X.; Peng, Y.; Li, M.; Yang, X. Structural and thermal analysis of integrated thermal protection systems with C/SiC composite cellular core sandwich panels. Appl. Therm. Eng. 2018, 131, 209–220. [Google Scholar] [CrossRef]
- Ma, Y.; Xu, B.; Chen, M.; He, R.; Wen, W.; Cheng, T.; Fang, D. Optimization design of built-up thermal protection system based on validation of corrugated core homogenization. Appl. Therm. Eng. 2017, 115, 491–500. [Google Scholar] [CrossRef] [Green Version]
- Mugahed Amran, Y.H.; Abang Ali, A.A.; Rashid, R.S.M.; Hejazi, F.; Safiee, N.A. Structural behavior of axially loaded precast foamed concrete sandwich panels. Constr. Build. Mater. 2016, 107, 307–320. [Google Scholar] [CrossRef]
- Chen, W.; Hao, H. Performance of structural insulated panels with rigid skins subjected to windborne debris impacts – Experimental investigations. Constr. Build. Mater. 2015, 77, 241–252. [Google Scholar] [CrossRef]
- Rao, S.; Jayaraman, K.; Bhattacharyya, D. Short fibre reinforced cores and their sandwich panels: Processing and evaluation. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1236–1246. [Google Scholar] [CrossRef]
- Vural, N.; Vural, S.; Engin, N.; Reşat Sümerkan, M. Eastern Black Sea Region—A sample of modular design in the vernacular architecture. Build. Environ. 2007, 42, 2746–2761. [Google Scholar] [CrossRef]
- Kayello, A.; Ge, H.; Athienitis, A.; Rao, J. Experimental study of thermal and airtightness performance of structural insulated panel joints in cold climates. Build. Environ. 2017, 115, 345–357. [Google Scholar] [CrossRef]
- Ye, R.; Lin, W.; Fang, X.; Zhang, Z. A numerical study of building integrated with CaCl2·6H2O/expanded graphite composite phase change material. Appl. Therm. Eng. 2017, 126, 480–488. [Google Scholar] [CrossRef]
- ASHRAE. ANSI/ASHRAE Standard 55-2017 Thermal Environmental Conditions for Human Occupancy; ASHRAE: Atlanta, GA, USA, 2017. [Google Scholar]
- Pochwała, S.; Makiola, D.; Anweiler, S.; Böhm, M. The heat conductivity properties of hemp–lime composite material used in single-family buildings. Materials 2020, 13, 1011. [Google Scholar] [CrossRef] [Green Version]
- Garrido, M.; Correia, J.R.; Keller, T. Effects of elevated temperature on the shear response of PET and PUR foams used in composite sandwich panels. Constr. Build. Mater. 2015, 76, 150–157. [Google Scholar] [CrossRef]
- Zheng, L.; Wu, D.; Pan, B.; Wang, Y.; Sun, B. Experimental investigation and numerical simulation of heat-transfer properties of metallic honeycomb core structure up to 900C. Appl. Therm. Eng. 2013, 60, 379–386. [Google Scholar] [CrossRef]
- Boudjemai, A.; Mankour, A.; Salem, H.; Amri, R.; Hocine, R.; Chouchaoui, B. Inserts thermal coupling analysis in hexagonal honeycomb plates used for satellite structural design. Appl. Therm. Eng. 2014, 67, 352–361. [Google Scholar] [CrossRef]
- Cheng, X.; Wei, K.; He, R.; Pei, Y.; Fang, D. The equivalent thermal conductivity of lattice core sandwich structure: A predictive model. Appl. Therm. Eng. 2016, 93, 236–243. [Google Scholar] [CrossRef]
- Xie, G.; Wang, C.; Ji, T.; Sunden, B. Investigation on thermal and thermomechanical performances of actively cooled corrugated sandwich structures. Appl. Therm. Eng. 2016, 103, 660–669. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, X.; Zhou, Z.; Wu, L.; Ma, L. Effects of thermal exposure on mechanical behavior of carbon fiber composite pyramidal truss core sandwich panel. Compos. Part B Eng. 2014, 60, 82–90. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, J. Mechanical performance of honeycomb filled with circular CFRP tubes. Compos. Part B Eng. 2018, 135, 232–241. [Google Scholar] [CrossRef]
- Xiong, J.; Ma, L.; Pan, S.; Wu, L.; Papadopoulos, J.; Vaziri, A. Shear and bending performance of carbon fiber composite sandwich panels with pyramidal truss cores. Acta Mater. 2012, 60, 1455–1466. [Google Scholar] [CrossRef]
- Bapanapalli, S.; Martinez, O.; Gogu, C.; Sankar, B.; Haftka, R.; Blosser, M. Analysis and Design of Corrugated-Core Sandwich Panels for Thermal Protection Systems of Space Vehicles. In Proceedings of the 47th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference 14th AIAA/ASME/AHS Adaptive Structures Conference 7th, Newport, RI, USA, 1–4 May 2006. [Google Scholar]
- Wei, K.; He, R.; Cheng, X.; Zhang, R.; Pei, Y.; Fang, D. Fabrication and mechanical properties of lightweight ZrO2 ceramic corrugated core sandwich panels. Mater. Des. 2014, 64, 91–95. [Google Scholar] [CrossRef]
- Wei, K.; He, R.; Cheng, X.; Zhang, R.; Pei, Y.; Fang, D. A lightweight, high compression strength ultra high temperature ceramic corrugated panel with potential for thermal protection system applications. Mater. Des. 2015, 66, 552–556. [Google Scholar] [CrossRef]
- Campbell, F.C. Adhesive Bonding and Integrally Cocured Structure: A Way to Reduce Assembly Costs through Parts Integration. In Manufacturing Processes for Advanced Composites; Elsevier Science: Amsterdam, The Netherlands, 2004; pp. 241–301. [Google Scholar]
- Chen, K.; Neugebauer, A.; Goutierre, T.; Tang, A.; Glicksman, L.; Gibson, L.J. Mechanical and thermal performance of aerogel-filled sandwich panels for building insulation. Energy Build. 2014, 76, 336–346. [Google Scholar] [CrossRef]
- Ye, W.; Zhang, Q.; Xie, Y.; Cai, J.; Zhang, X. Spray cooling for high temperature of exhaust gas using a nozzle array in a confined space: Analytical and empirical predictions on cooling capacity. Appl. Therm. Eng. 2017, 127, 889–900. [Google Scholar] [CrossRef]
- Metschkow, B. Sandwich panels in shipbuilding. Pol. Marit. Res. 2006, S1, 5–8. [Google Scholar]
- Cai, J.; Ye, W.; Tu, S.; Tian, S.; Zhang, X. Experimental investigation on thermal protection of high temperature and high velocity jet impinging a cross-shaped plate. Heat Transf. Eng. 2020, 41, 851–866. [Google Scholar] [CrossRef]
- Martin, H. Heat and Mass Transfer between Impinging Gas Jets and Solid Surfaces. Adv. Heat Transf. 1977, 13, 1–60. [Google Scholar] [CrossRef]
- Incropera, F.P.; DeWitt, D.P.; Bergman, T.L.; Lavine, A.S. Incropera’s Principles of Heat and Mass Transfer (Global Edition); John Wiley & Sons. Inc.: Singapore, 2017. [Google Scholar]
- Radziemska, E.; Lewandowski, W.M. Heat transfer by natural convection from an isothermal downward-facing round plate in unlimited space. Appl. Energy 2001, 68, 347–366. [Google Scholar] [CrossRef]
- Churchill, S.W.; Chu, H.H.S. Correlating equations for laminar and turbulent free convection from a vertical plate. Int. J. Heat Mass Transf. 1975, 18, 1323–1329. [Google Scholar] [CrossRef]
- Singh, A.; Das, S.; Craciun, E. Effect of thermomechanical loading on an edge crack of finite length in an infinite orthotropic strip. Mech. Compos. Mater. 2019, 55, 285–296. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Structure Layer | Core | Heating Layer | Panel | Fastener Methods |
|---|---|---|---|---|---|
| 1 | Steel, grade EH36, 7 mm thick | Two layers of polycrystalline filament, together 40 mm thick | Stainless steel, grade 316L, 1 mm thick | Ceiling | Two rows of bolts (ϕ10 mm) + one row of welding nails (ϕ5 mm) + adhesive used on the seam |
| Wall | Two rows of welding nails (ϕ5 mm) | ||||
| 2 | Ceiling | Two full-thickness battens: one near the end and one near and under the seam; short rivets connecting the batten and the heating layer of steel | |||
| Wall | Two full-thickness battens: one at the bottom with rivets, one near the edge fold | ||||
| 3 | Ceiling | Two half-thickness battens: one near the end and one near and under the seam; long rivets connecting the batten and the heating layer of steel | |||
| Wall | Two half-thickness battens: one at the bottom with rivets, one near the edge fold | ||||
| 4 | Two layers of silica aerogel, together 20 mm thick | Ceiling | Two rows of welding nails (ϕ5 mm) + one row of bolts (ϕ10 mm) | ||
| Wall | Two rows of welding nails (ϕ5 mm) | ||||
| 5 | Ceiling | Two full-thickness battens: one near the end and one near and under the seam; short rivets connecting the batten and the heating layer of steel | |||
| Wall | Two rows of welding nails (ϕ5 mm) + two full-thickness battens: one at the bottom with rivets, one near the edge fold | ||||
| 6 | Two layers of aluminum silicate, together 40 mm thick | Silica fabric cloth, approx. 1 mm thick | Ceiling | Two rows of welding nails (ϕ5 mm) + one stainless-steel compacting bar + adhesive to fix the overlap of two layers of cloth | |
| Wall | Two rows of welding nails (ϕ5 mm) + one compacting bar | ||||
| 7 | Ceiling | One compacting bar + three rows of welding nails (ϕ5 mm); the additional row of nails (compared to specimen 6) fixed the overlap of two layers of cloth | |||
| Wall | Two rows of welding nails (ϕ5 mm) + one compacting bar | ||||
| 8 | Ceiling | Two rows of welding nails (ϕ5 mm) + two compacting bars; additional bar with nails (compared to specimen 6) covered the overlap of two layers of cloth | |||
| Wall | Two rows of welding nails (ϕ5 mm) + one compacting bar |
| Case ID. 1 | Specimen ID. | Nozzle Longitudinal Position | Number of Repetitions | Thermal Bridges Under Examination | ||||
|---|---|---|---|---|---|---|---|---|
| Bolts | Nails | Seam | Battens (With Rivets) | Angle Iron | ||||
| P1 | 1 | Downstream | 1 | Ceiling | Ceiling | Bare | ||
| P2, P3 | 2 | Ceiling | Ceiling | Covered | ||||
| P4, P5 | 2 | Center | 2 | Ceiling + wall, full-thickness | Covered | |||
| P6, P7 | 3 | Downstream | 2 | Ceiling | Bare | |||
| P8–P10 | Center | 3 | Ceiling + wall, half-thickness | Covered | ||||
| S1, S2 | 4 | Downstream | 2 | Ceiling | Ceiling | Bare | ||
| S3, S4 | 5 | Center | 2 | Wall | Ceiling + wall, full-thickness | Covered | ||
| A1, A2 | 6 | Center | 2 | Covered | ||||
| A3, A4 | 7 | Downstream | 2 | Ceiling | Bare | |||
| A5, A6 | 8 | Downstream | 2 | Ceiling | Bare | |||
| Material | (W·m−1·°C−1) |
|---|---|
| EH36 steel | −0.0244T + 45.369 |
| Polycrystalline filaments | 0.00020T + 0.027 |
| Silica aerogel | 0.000086T + 0.019 |
| Aluminum silicate | 0.000242T + 0.032 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, W.; Cai, J.; Huang, Y.; Zhi, C.; Zhang, X. Experimental Assessment of Thermal Performance and Bridging Effects of Low-Cost Sandwich Panels under a High-Temperature Impinging Jet. Materials 2020, 13, 3620. https://doi.org/10.3390/ma13163620
Ye W, Cai J, Huang Y, Zhi C, Zhang X. Experimental Assessment of Thermal Performance and Bridging Effects of Low-Cost Sandwich Panels under a High-Temperature Impinging Jet. Materials. 2020; 13(16):3620. https://doi.org/10.3390/ma13163620
Chicago/Turabian StyleYe, Wei, Jian Cai, Yixiang Huang, Chengqiang Zhi, and Xu Zhang. 2020. "Experimental Assessment of Thermal Performance and Bridging Effects of Low-Cost Sandwich Panels under a High-Temperature Impinging Jet" Materials 13, no. 16: 3620. https://doi.org/10.3390/ma13163620
APA StyleYe, W., Cai, J., Huang, Y., Zhi, C., & Zhang, X. (2020). Experimental Assessment of Thermal Performance and Bridging Effects of Low-Cost Sandwich Panels under a High-Temperature Impinging Jet. Materials, 13(16), 3620. https://doi.org/10.3390/ma13163620