1. Introduction
Stainless steel is an iron-based alloy that is widely used because it has greater wear and corrosion resistance than other alloys such as mild steels and low alloy steels [
1]. Depending on the alloying contents used, stainless steel can have good strength and oxidation resistance in high temperature environments, as well as the desired properties for cryogenic environments and marine applications [
1,
2,
3]. One of the main types of stainless steel is austenitic stainless steel, which contains Cr (12–25 wt.%), Ni (8–25 wt.%), and Mo (0–6 wt.%) and has good high temperature properties. Austenitic stainless steel has several different types and characteristics. For instance, stainless steel type 316 is a molybdenum-added alloy which has good resistance to pitting, high temperature creep, and high temperature oxidation [
3]. Thus, this alloy is often applied in defence and nuclear applications [
3]. Type 304 alloy contains about 18% Cr and about 8% Ni, and therefore is protected from the aggressive environment by passive films made of chromium oxides [
4,
5]. Therefore, because 304 stainless steel has good corrosion resistance, the alloy is widely used in the gas and the oil industries [
4,
5]. Meanwhile, due to its excellent oxidation and creep resistance in high temperature environments, stainless steel type 310S is used in nuclear power plants and chemical industries [
6].
For the design and production of appropriate stainless-steel products, it is crucial that the deformation behaviors of the various types of stainless steel are thoroughly studied across a wide range of temperatures and strain rates, and a deformation model of the alloys should be developed. To date, many relevant studies have been conducted, including but not limited to a study on the deformation of 316 stainless steel under 0.1–100 s
−1 of strain rate and 1173–1473 K temperature [
7], a study on the compressive behavior of AISI 321 under the temperature range of 950–1100 °C and the strain rate of 0.01–1 s
−1 [
8], and a study on the compression deformation behavior of AISI 304 under the strain rate of 0.001–5 s
−1 and the temperature of 800–1200 °C.
To date, a number of studies have attempted to model the flow behavior of austenite stainless steels through various deformation experiments [
3,
8,
9,
10,
11,
12]. For example, Haj et al. [
8] carried out hot compression tests for 321 stainless steel at temperatures ranging from 950 to 1100 °C and strain rates ranging from 0.01 s
−1 to 1 s
−1. In that study, a constitutive equation based on the Zener–Hollomon parameter was used to model the relationship between temperature, strain rate, and flow stress. Nkhoma et al. [
9] also employed a Zener–Hollomon parameter-based constitutive equation for modeling the hot deformation behavior of 321- and 304-type stainless steel under temperatures from 800 to 1200 °C and strain rates from 0.001 s
−1 to 5 s
−1. In another study, the impact behavior of austenite stainless steel was modeled by Lee et al. [
10]. In that experiment, 316L-type stainless steel was deformed by compressive SHPB (split Hopkinson pressure bar) test at a strain rate of 0.001–7500 s
−1, to study the flow behavior, and the flow stress was modeled using the KHL (Khan–Huang–Liang) model. Mandal et al. [
11] performed high-temperature deformation tests for Alloy D9 under temperatures ranging from 1123 to 1523 K and strain rates ranging from 0.001 s
−1 to 100 s
−1. In that study, the flow stress of Alloy D9 was modeled using the Arrhenius-type equation. Gupta et al. [
12] conducted hot tensile tests for 316-type stainless steel at 323–623 K temperatures and 0.0001–0.1 s
−1 strain rates. In those tests, the flow stress of 316 stainless steel was modeled employing the Johnson–Cook model, a modified type of the Zerilli–Armstrong model, and the Arrhenius-type equation.
In addition to these traditional approaches, in a number of studies, the neural network model has also been employed to examine the hot deformation of alloys. For example, in the study by Gupta et al. [
12], the neural network model was used to model hot deformation, and the results indicated that the neural network model had better performance than any of the other traditional constitutive models examined. Li et al. [
13] conducted hot compression tests for Al–Zn–Mg alloy at temperatures from 340 to 500 °C and strain rates from 0.001 to 10 s
−1. In that study, the flow stress of the Al–Zn–Mg alloy was modeled using the Arrhenius-type model and the neural network model. The results found that the neural network model was better than the Arrhenius-type model. In a different study, Sabokpa et al. [
14] performed hot compression tests for Ti600 at 250–400 °C temperatures and 0.0001–0.01 s
−1 strain rates, while using the Arrhenius-type equation and the neural network model to model the flow stress of Ti600. The results found that the neural network model had excellent performance.
A literature study indicates that approaches employing constitutive equations were successfully used in modeling the hot deformation of stainless alloy. In particular, the Arrhenius-type equation has been the most widely used. However, the effectiveness of the constitutive equations was often limited. Specifically, the complex nature of the hot deformation of metals makes it fundamentally difficult to estimate the flow behavior, and the nonlinearity of the relationship of deformation parameters with flow stress, as well as the dispersion which can be shown in the experimental data also causes difficulties in modeling the flow stress using constitutive equations [
14]. It appears that the neural network approach should be used to complement the drawbacks of the constitutive equations described above. However, artificial neural network approaches have limited efficiency in model development and computation, since the accuracy and computation time of artificial neural networks are significantly affected by the modeling parameters, for example, the number of hidden layers and neurons. Therefore, there is a strong demand for adopting an algorithm that can be efficiently modeled and computed for predicting the flow stress of high temperature deformation of alloys.
In the present study, support vector machine-based regression was employed in modeling the flow stress of hot deformation. To this end, 316-type stainless steel was hot deformed at temperatures from 800 °C to 1000 °C and strain rates from 0.0002 s−1 to 0.02 s−1. The flow stress of the 316 stainless steel was modeled using the Arrhenius-type equation, a neural network model, and the support vector machine regression algorithm. The flow stresses were obtained by different models along with RMSE (root mean square error) values. A comparison of different models and a discussion were also provided.
2. Materials and Methods
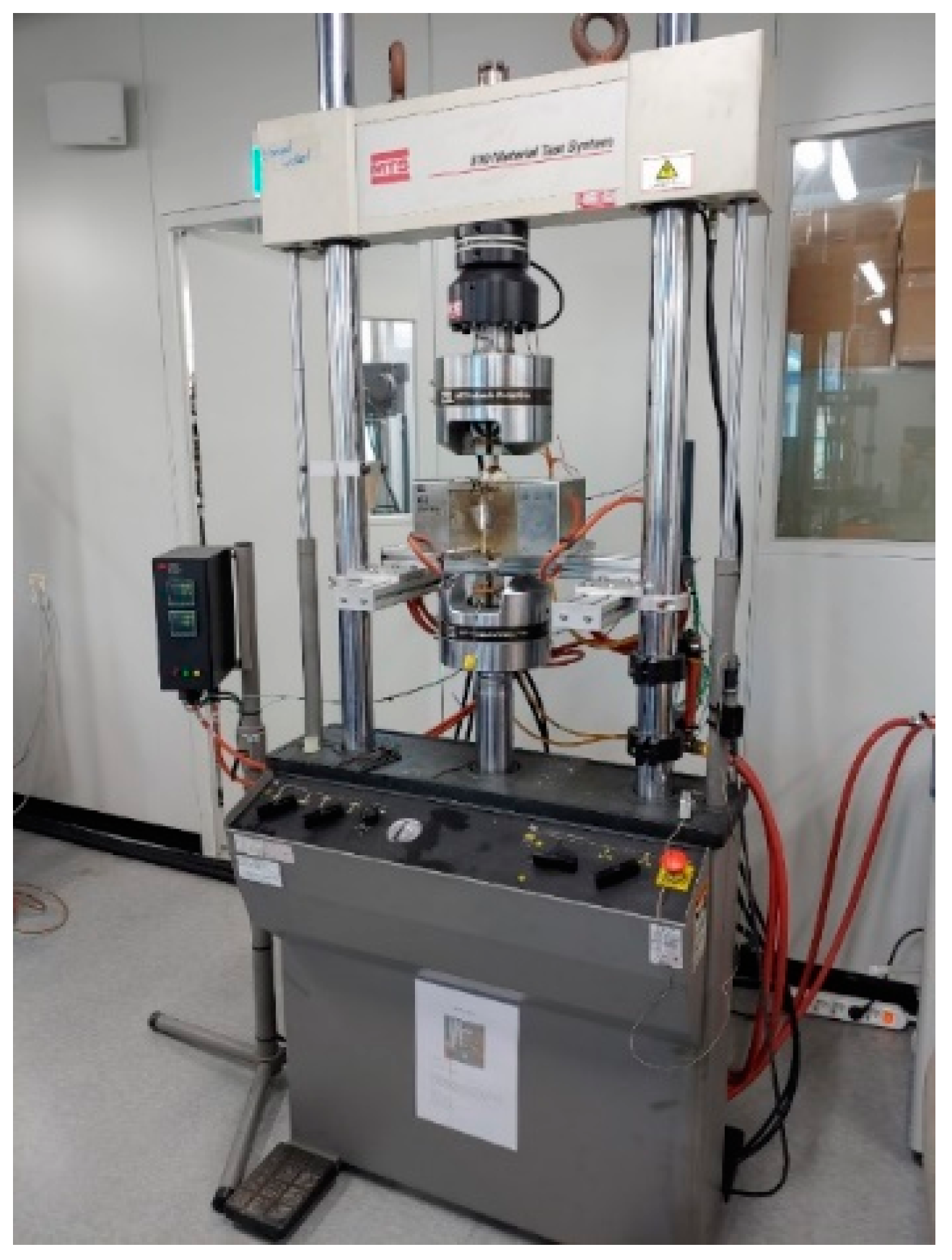
In the current study, hot tensile tests for 316-type stainless steel were done in the MTS-810 servo hydraulic material testing machine (
Figure 1). The planar specimens for the tests were prepared by wire-EDM machining.
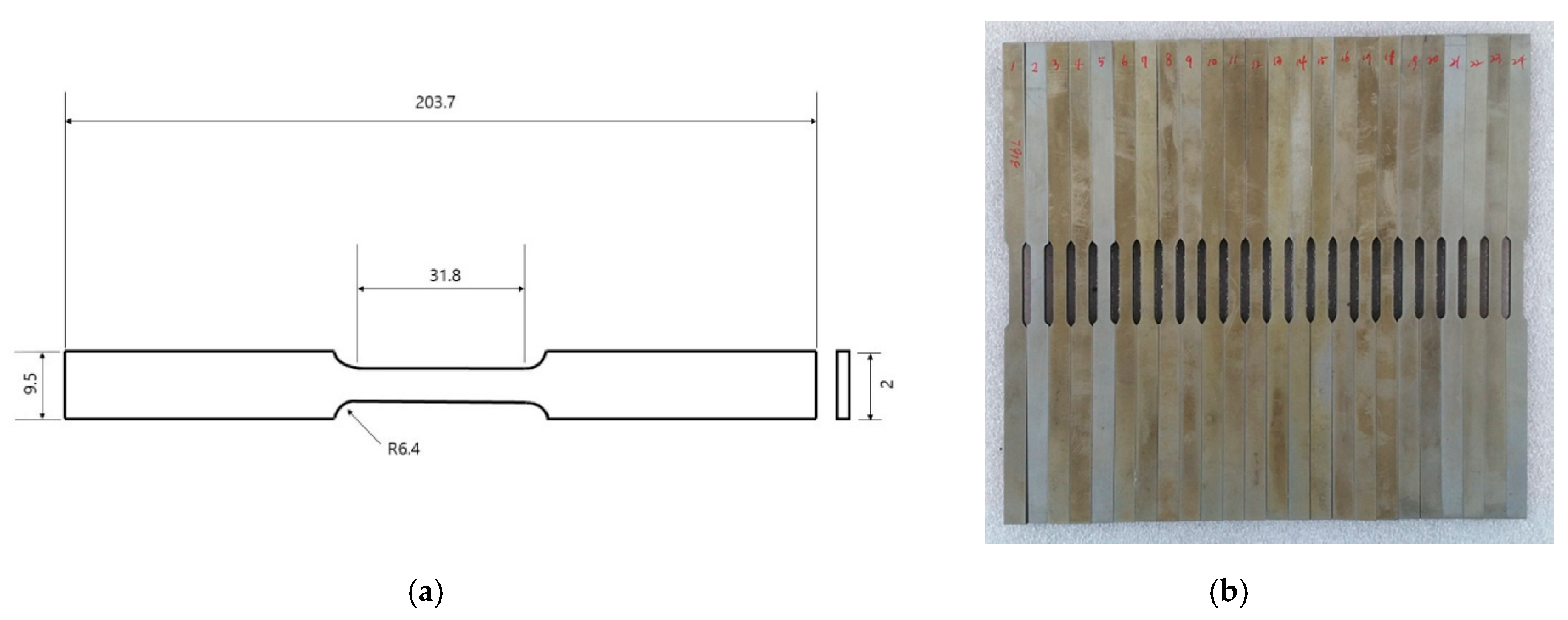
Figure 2a shows the dimensions of the specimen and
Figure 2b shows the actually prepared specimen. The high-temperature tensile experiments were done at strain rates of 0.0002 s
−1, 0.002 s
−1, and 0.02 s
−1, at temperatures of 800 °C, 900 °C, and 1000 °C, for each strain rate.
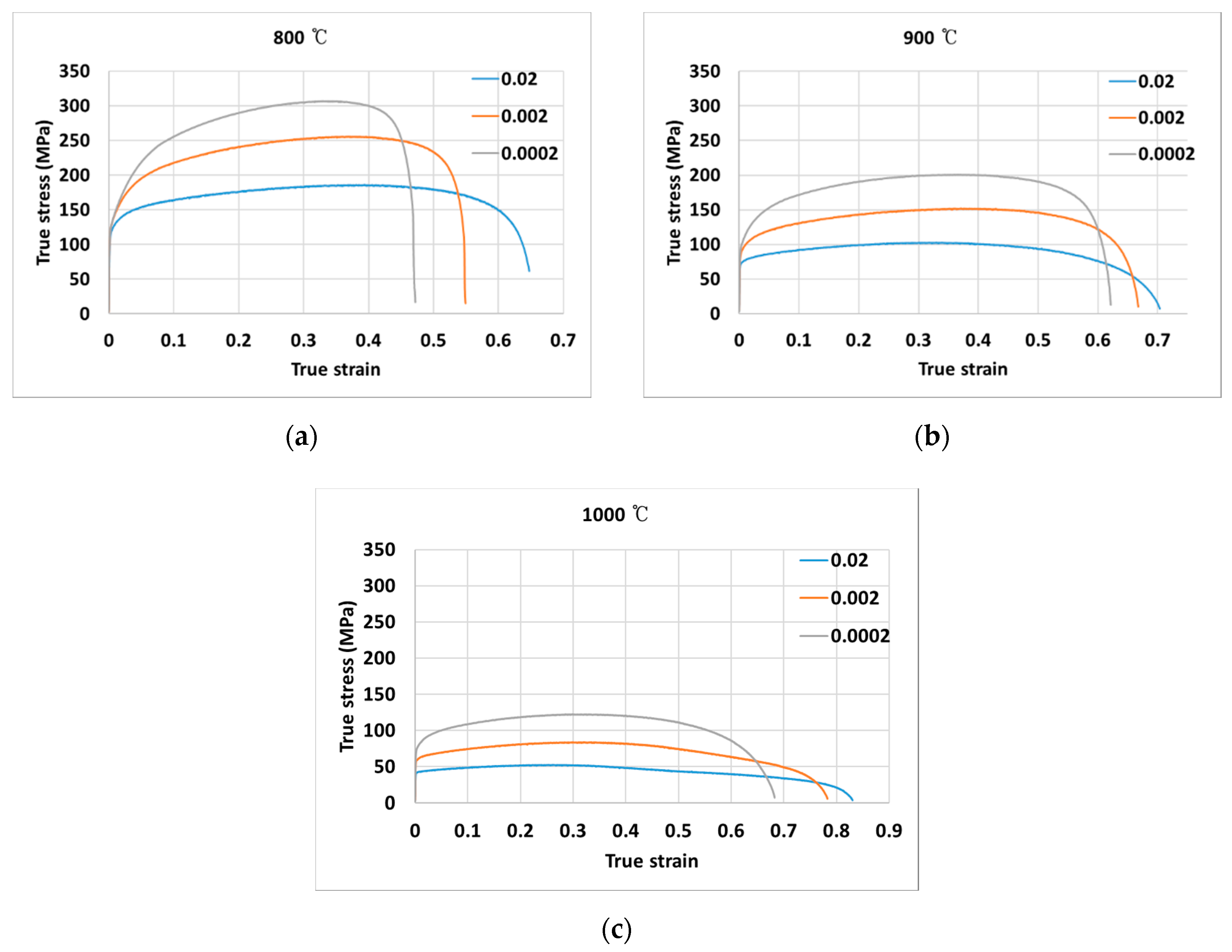
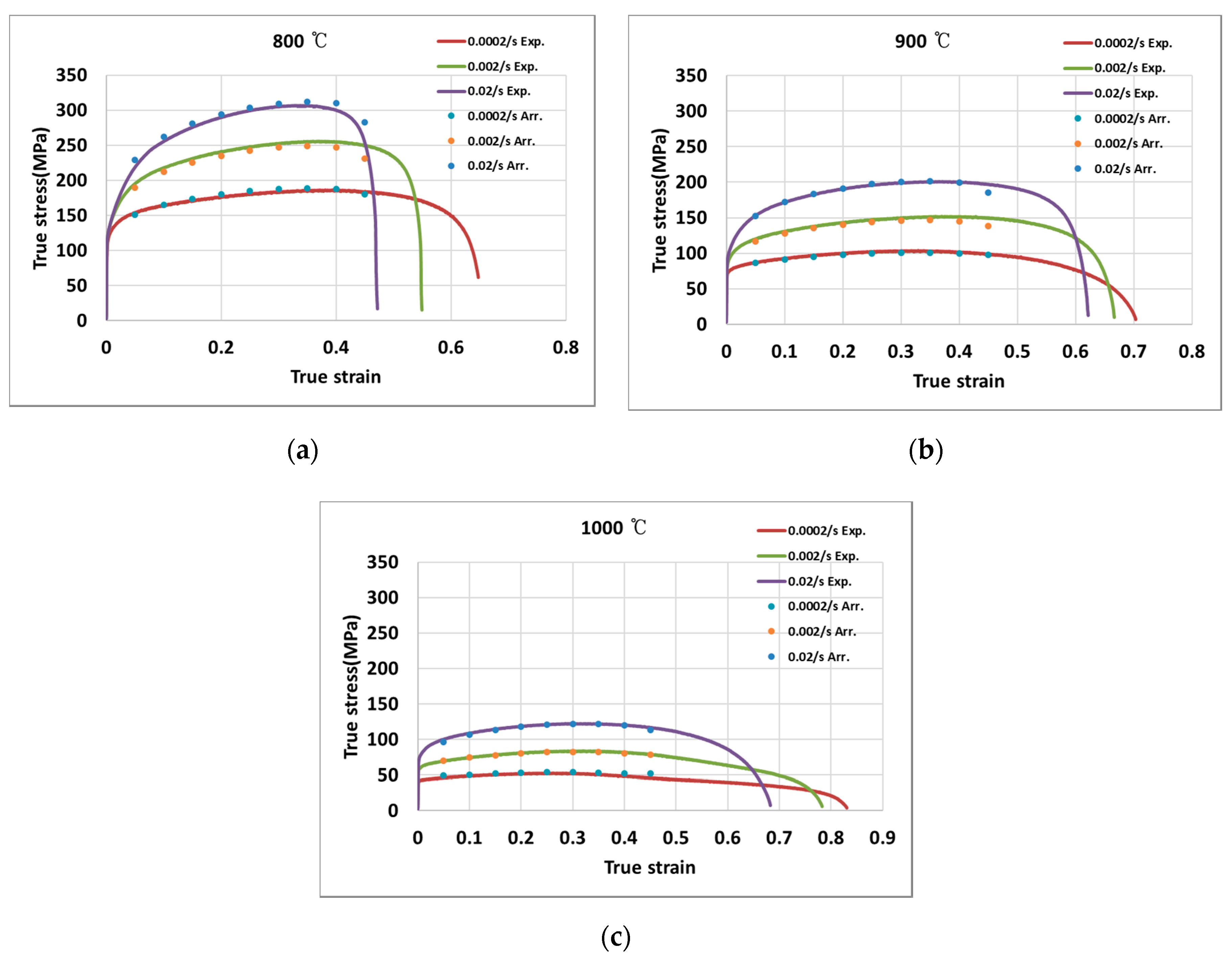
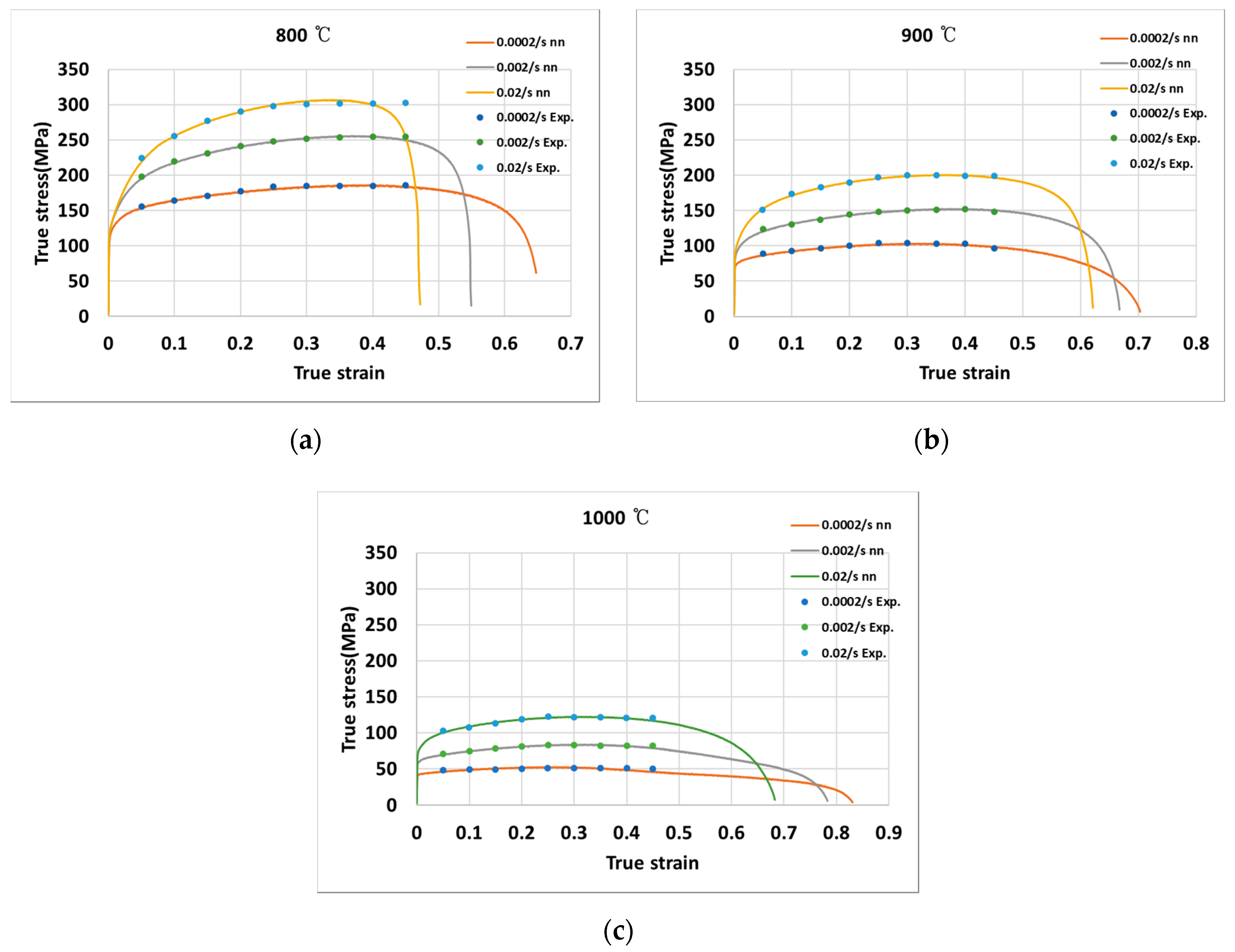
The measured true stress-true strain curves for temperatures of 800 °C, 900 °C, and 1000 °C, respectively, are shown in
Figure 3a–c, under varying strain rates of 0.0002 s
−1, 0.002 s
−1, and 0.02 s
−1. Throughout the experiments, it is observed that flow stress is strongly dependent on the deformation strain rate and temperature. It is observed that as the temperature increases, the stress decreases; while as the stress increases, the strain rate increases.
2.1. Arrhenius Type Constitutive Modeling
In this study, the Arrhenius-type equation was employed to model the hot deformation of 316L stainless steel. The influences of temperature and strain rate on the flow behavior is represented by the Zener–Hollomon parameter, as shown below in Equation (1):
where
represents the activation energy (J·mol−1); represents the gas constant (8.314 J); denotes the temperature (K); and is the strain rate (); while , , , , and represents material constants.
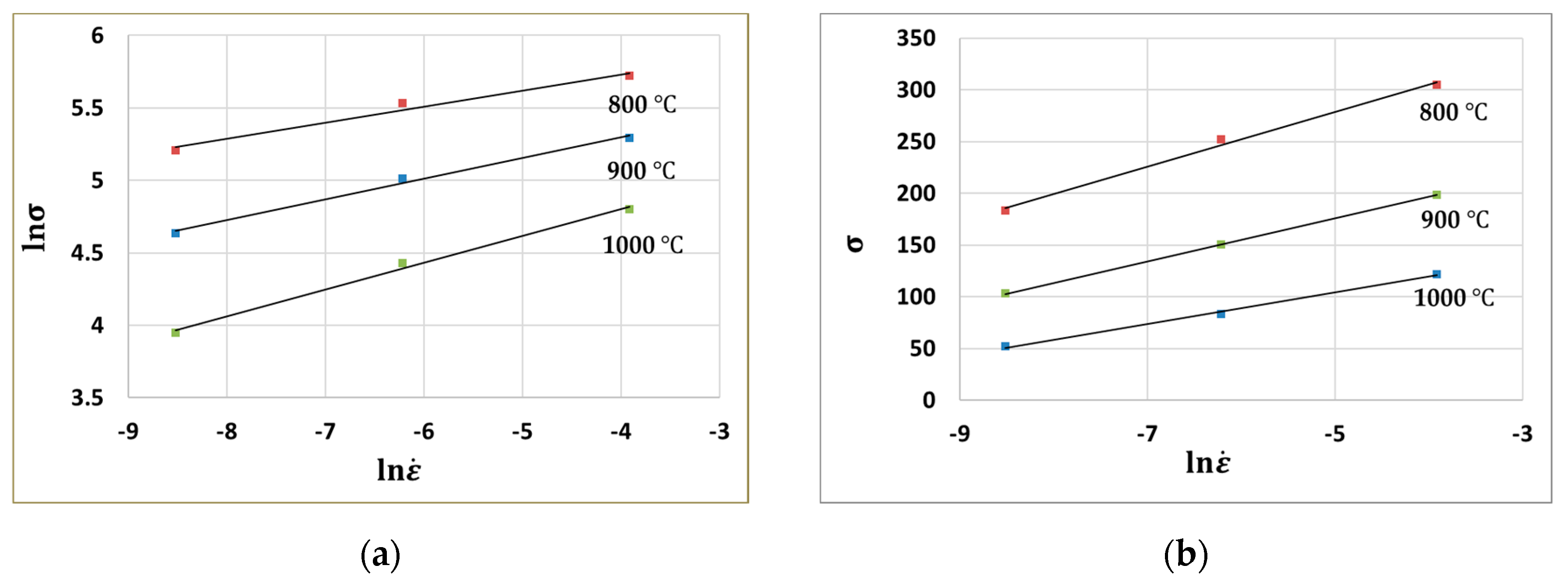
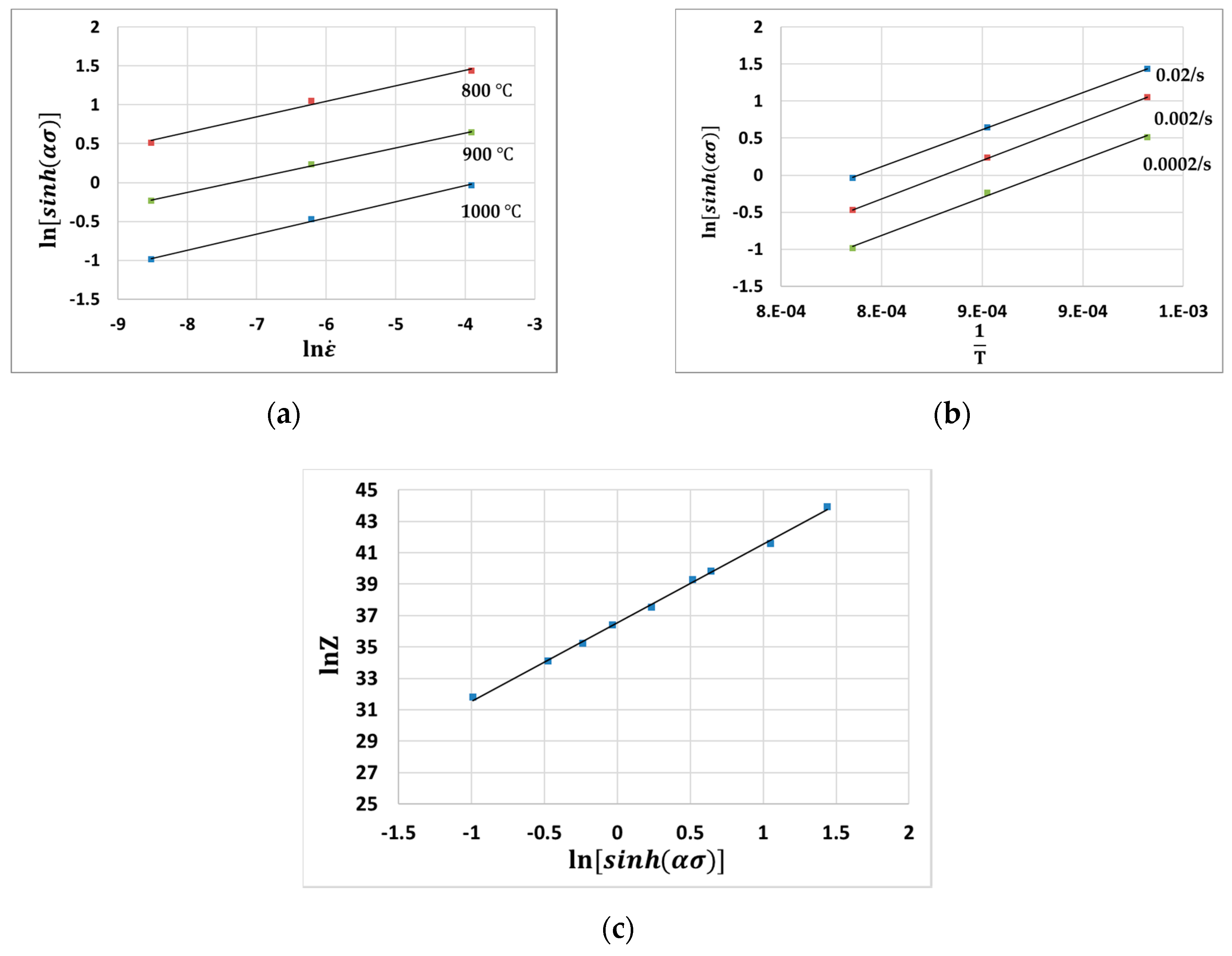
First, substituting the first Equation (3) into (2) and taking logarithms of both sides gives
Then,
can be obtained from the slopes of the ln
curves. For instance,
Figure 4a shows the plot of ln
when the strain is 0.3.
Further, substituting the second Equation (3) into (2) and taking logarithms of both sides gives:
Similarly,
can be calculated from the slopes of the
curves.
Figure 4b shows the
plot.
The material constant
is defined as follows:
Therefore, is obtained after calculating and .
The material constant
can be obtained after substituting the last Equation (3) into (2) and taking logarithms of both sides. From the equation shown below,
n can be calculated using the slopes of the
curves as:
Figure 5a shows the plot of
when the strain is 0.3. Similarly, the material constant
can be calculated from the
plot.
Figure 5b shows the plot of
. Using Equations (1) and (7), one can obtain the following equation:
From Equation (8), the material constant
can be calculated by using the y-intercept of the
plot, which is shown in
Figure 5c.
After determining the material constants, one can obtain the equation describing the flow stress using Equations (1) and (2) in the form of the equation below.
Table 1 shows the parameters obtained for the Arrhenius equation.
2.2. Neural Networks
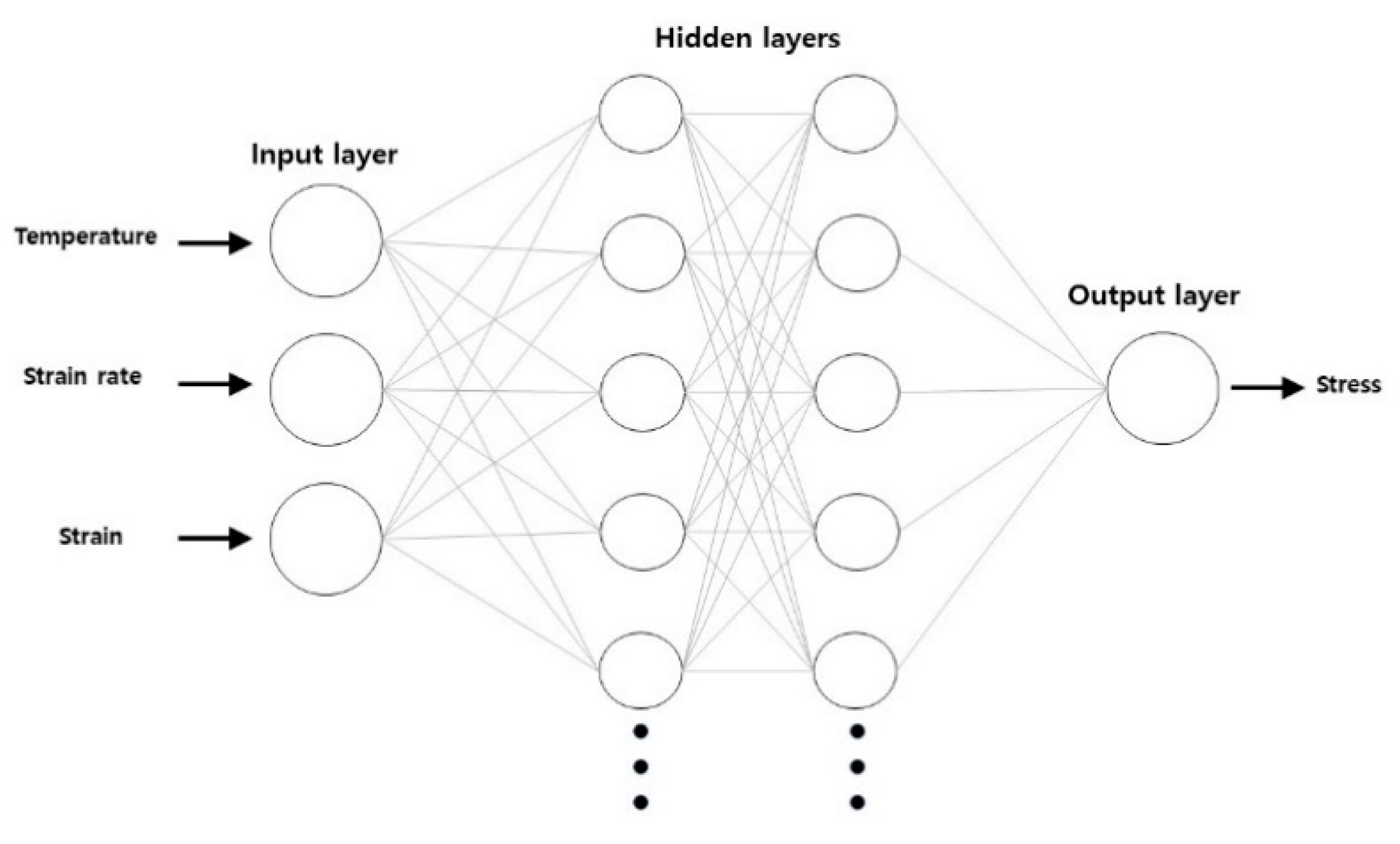
Figure 6 is a schematic diagram of the developed neural networks. Each of the neural networks has three layers, namely input, hidden, and output layers. In this study, two hidden layers were used in the developed model. Each layer has neurons. For example, the input layer has three neurons, which represent the temperature, strain rate, and strain. Neurons are processed in terms of their weight numbers. During the operation of the neural networks, the numbers received by a neuron from the neurons in the previous layer are processed according to the weight number of the current neuron. After the calculation, the calculated number is delivered to the neurons in the next layer in order. In the current model, the final value is received by the output layer with one neuron, which represents the flow stress of hot deformation. The numbers of hidden layers and neurons in the hidden layers directly and significantly influence the accuracy of the prediction results. Gupta et al. [
12] employed a single hidden layer with 15 hidden neurons. Li et al. [
13] employed 18 hidden layers and Sabokpa et al. [
14] employed 15 hidden neurons in a single hidden layer. In this research, the accuracy of the neural networks changed irregularly with the change of the numbers of hidden layers and neurons. Therefore, the ideal number of hidden layers and hidden neurons are decided after many simulations on a trial and error basis. In the current model, 250 neurons are used for each hidden layer. The activation function is the RELU (rectified linear unit) function. Training the neural network for good prediction accuracy involves obtaining the most appropriate set of weight values of neurons. For the current model, a back-propagation training algorithm with ADAM optimization was adopted. Mean square error is employed as a loss function for evaluating the performance of the neural networks during the training. Learning rate and weight decay are the parameters related to the amount being modified during the update of the weight of the neurons. In this research, 0.001 and 0.1 are chosen for learning rate and weight decay. In this research, the weight decay was set as 0.1 and the learning rate was set as 0.01. For the development of the neural networks, Keras (a Python package) was utilized. For the training data of the current model, 324 points of data were chosen randomly from nine stress-strain curves for the strain range from 0.05 to 0.45. Another 81 points of data from the same nine curves for the strain range from 0.05 to 0.45 were chosen to test the developed model. To train the neural networks, training data is normalized by the equation below:
Here,
is the normalized value of the ith index data;
is the ith data; and
and
are maximum value and minimum value of data, respectively.
Table 2 shows the process parameters for the developed neural network model.
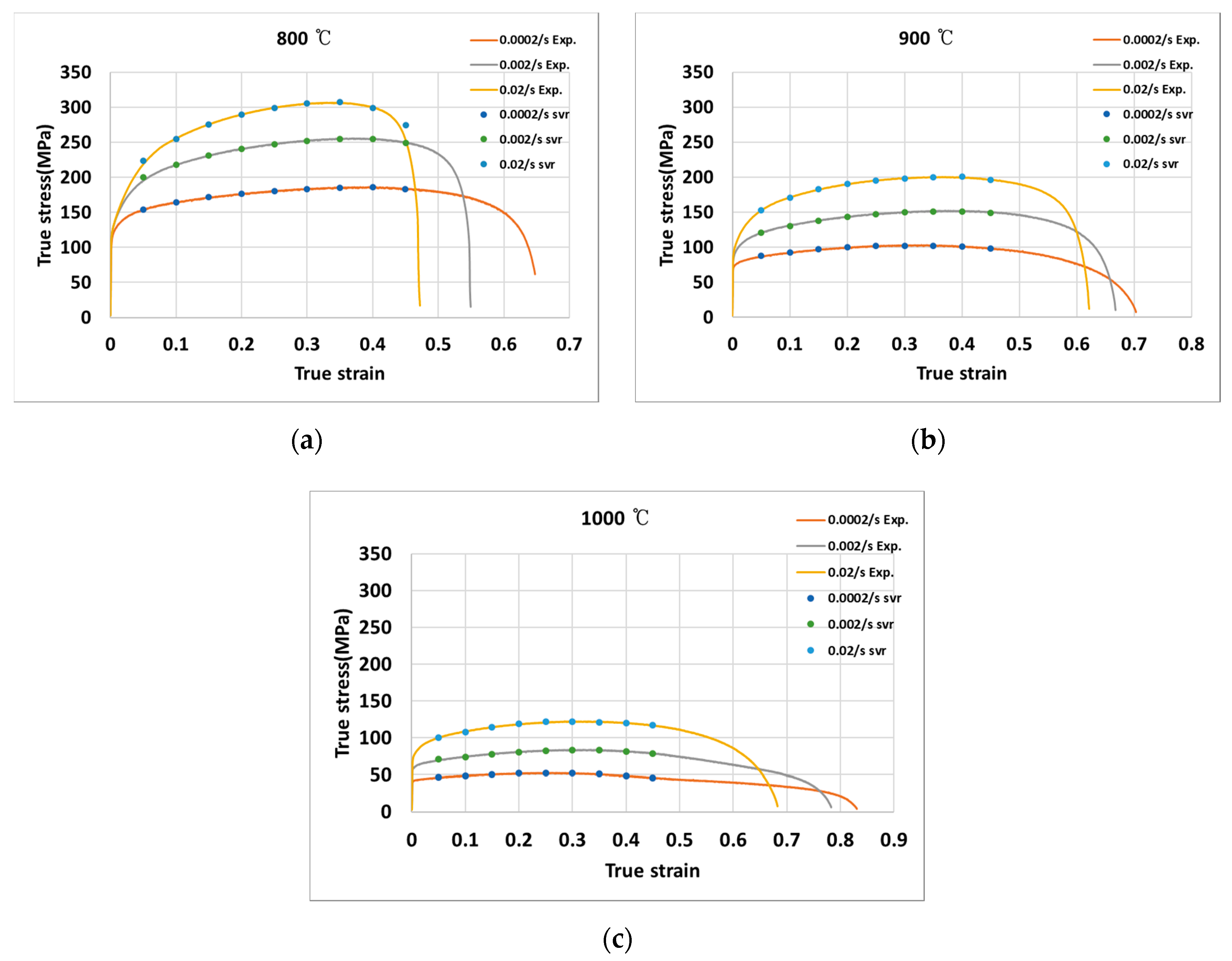
2.3. SVR (Support Vector Regression)
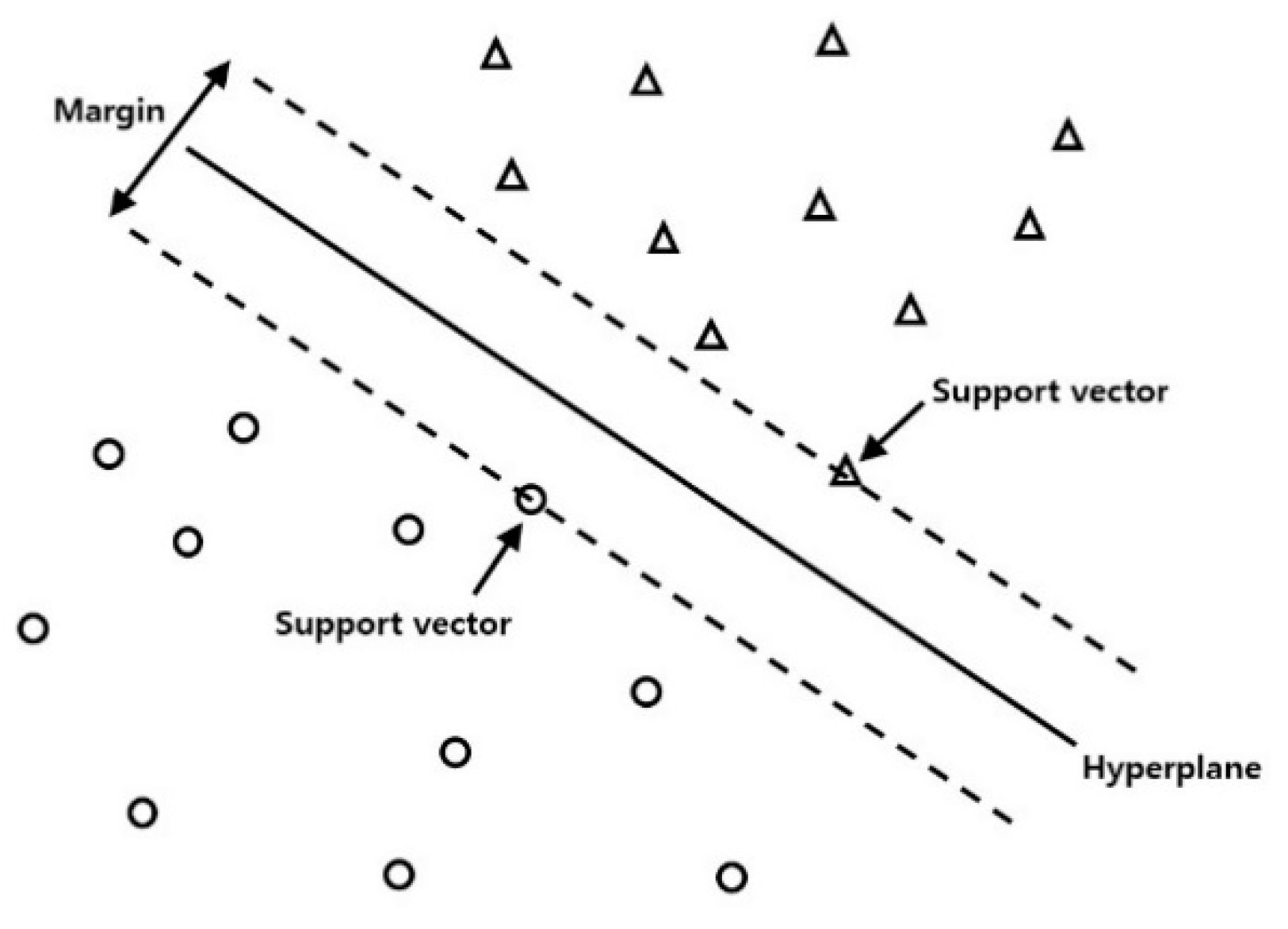
SVR (support vector regression) [
15] is an applied type of SVM (support vector machine) classification algorithm. In SVR, the data is split into groups by hyperplane. The distance from the hyperplane to the data at each group’s boundary is called the margin, and the data on the marginal boundary is called the support vector. The purpose of training the SVR is to find the optimal hyperplane with the largest margin.
Figure 7 shows a schematic diagram of the support vector machine algorithm with the original linear hyperplane. For the training of the current data, the relationship of input data with the output data is nonlinear and complex. Therefore, a new hyperplane is induced to a feature space by the kernel method to help train the nonlinear dataset. A Python package (Scikit-learn) was used in the current study. The regularization parameter is chosen to be 5000, and the epsilon value is chosen to be 0.003.
Table 3 lists the process parameters for the developed SVR model.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}