The Three-Dimensional Morphology and Distribution of CaS Inclusions in Continuous Casting Slab of Ni20Mn6 Steel

Abstract
:1. Introduction
2. Experimental Procedures
3. Results
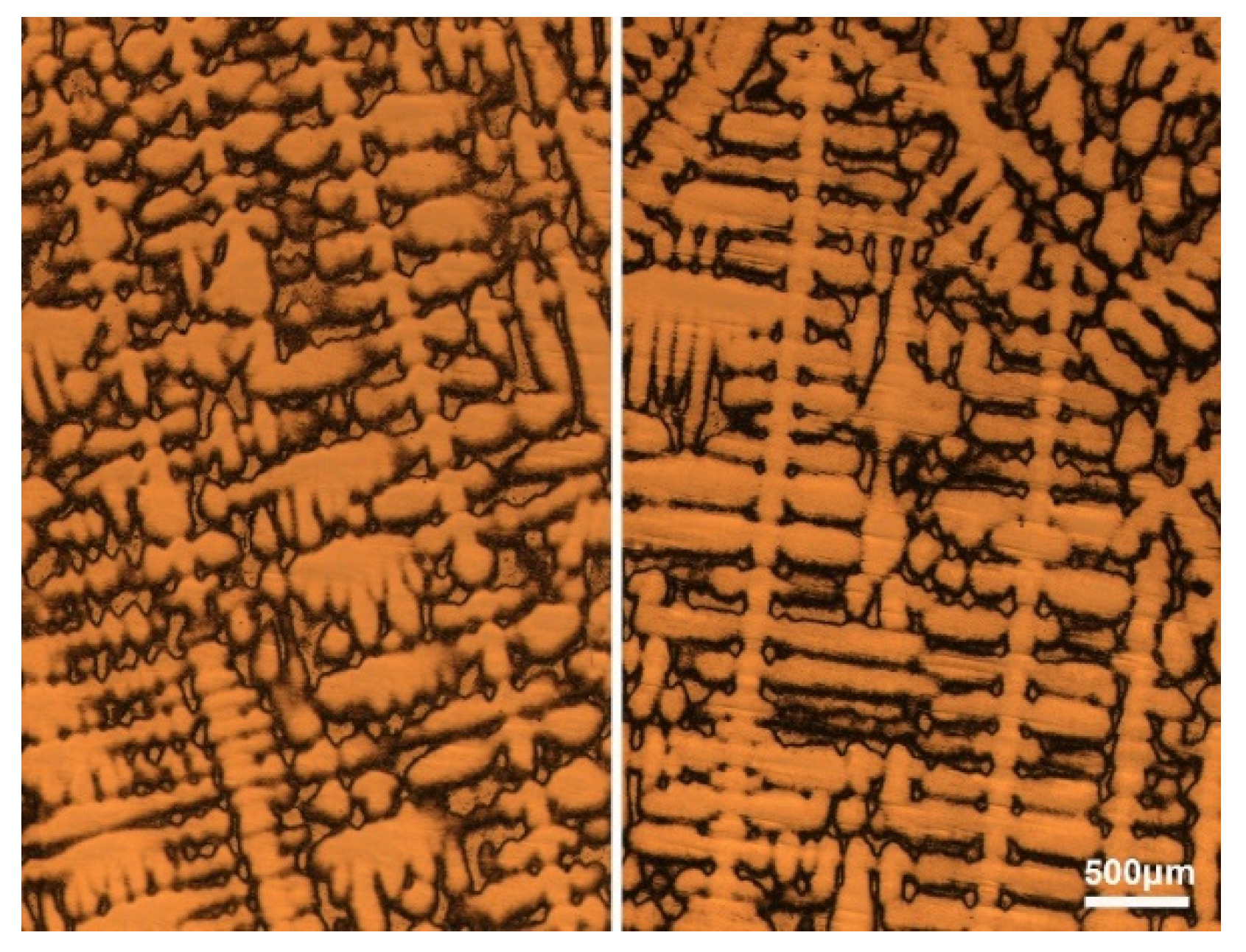
3.1. Macrostructure of Slab
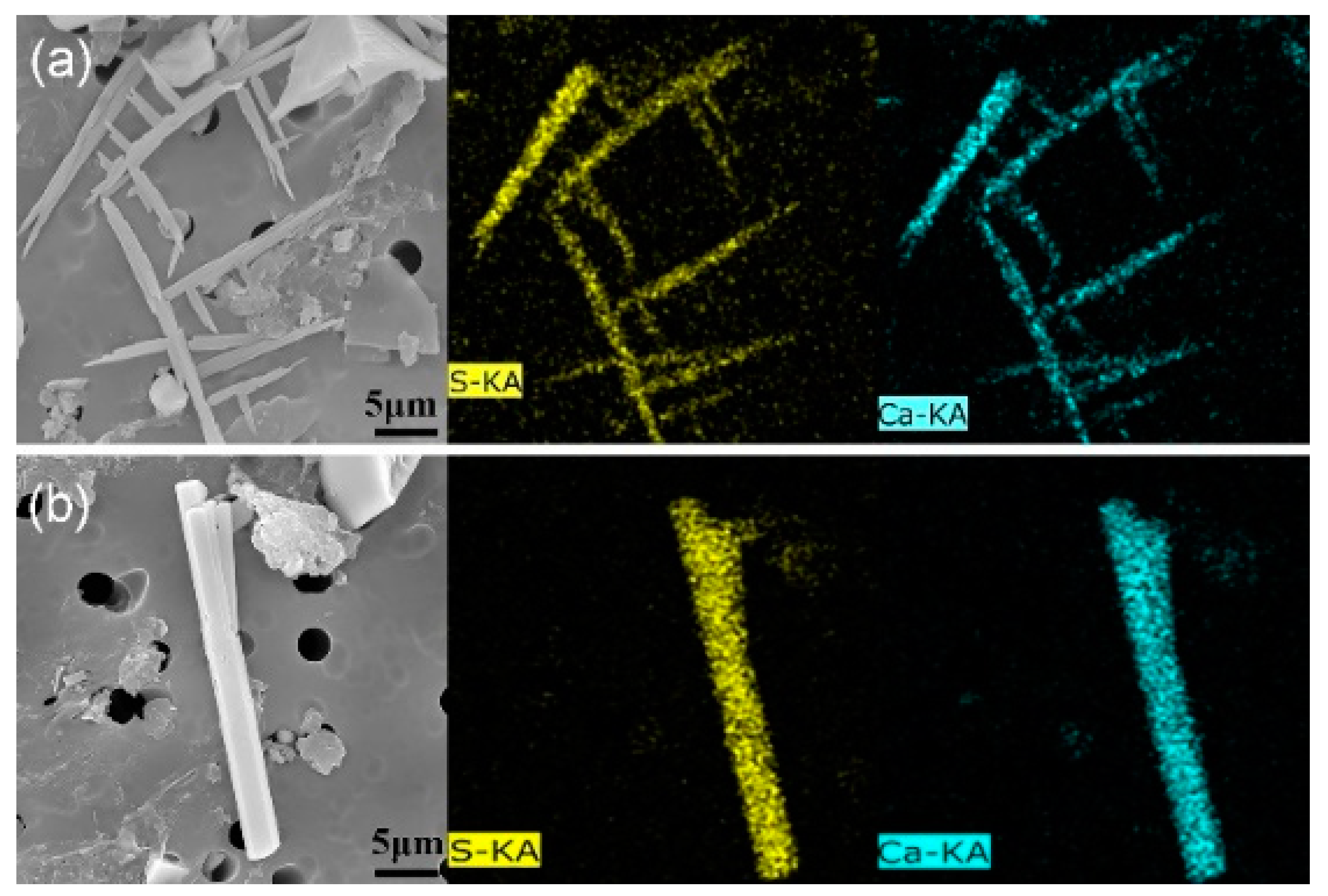
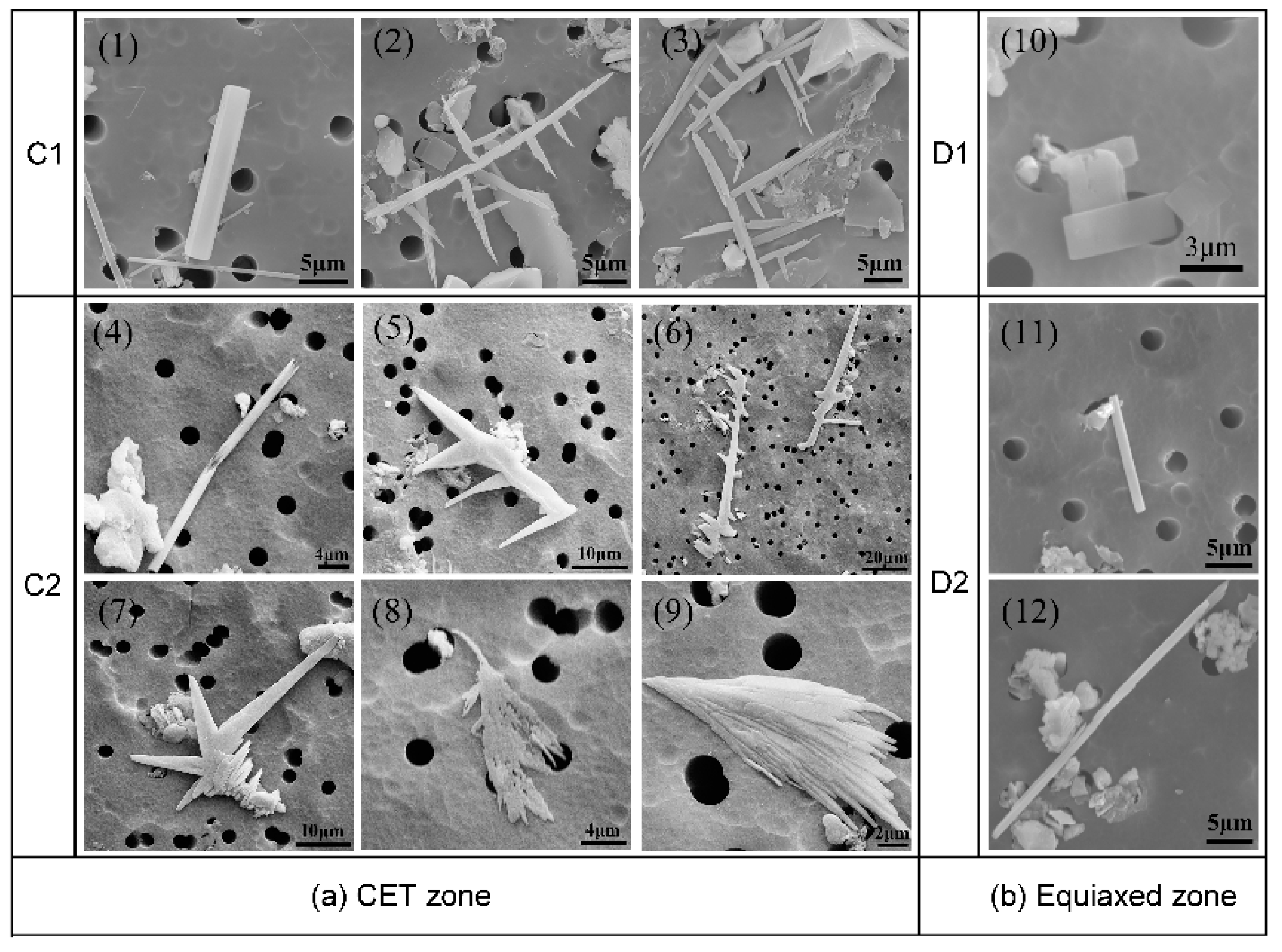
3.2. Three-Dimensional Morphology of Calcium Sulfide
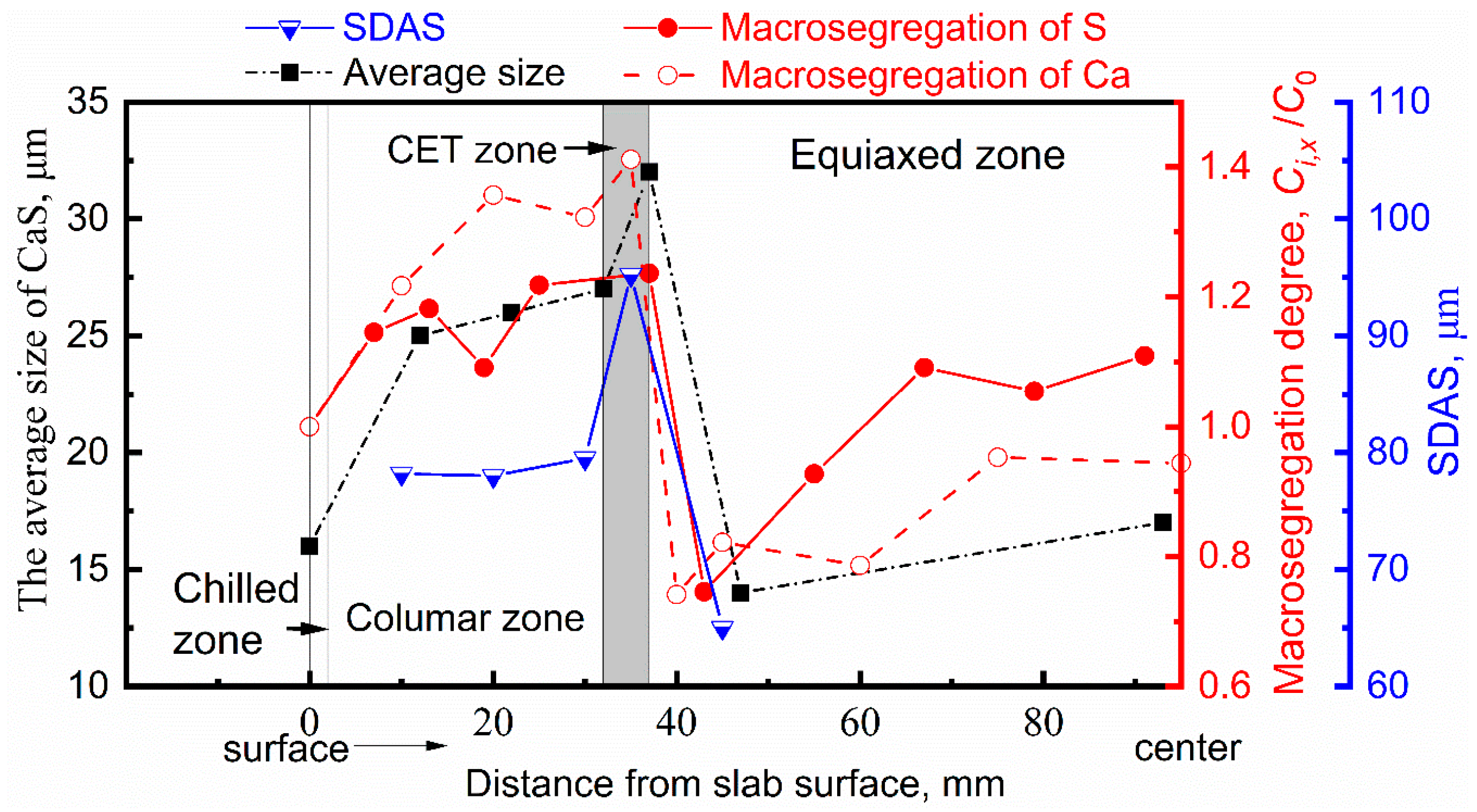
3.3. Distribution of CaS Inclusions and Macrosegregation of Solutes
4. Discussion
4.1. Fundamentals for the Formation of Calcium Sulfide
4.2. Influence of Macrostructure on the CaS Inclusions
5. Conclusions
- (1)
- Five types of CaS morphologies were found and defined as (1) rod-like CaS, (2) rod-like with branches CaS, (3) sheet-like CaS, (4) dendrite-like CaS, and (5) irregular-shaped CaS.
- (2)
- The morphology of CaS changed from sheet-like near surface to rod-like in the columnar zone, dendrite-like, and irregular-shaped in the columnar-to-equiaxed transition (CET) zone and changed back to rod-like and sheet-like in the equiaxed zone.
- (3)
- The average size of CaS inclusions increases along the direction of dendrites growth, reaching the extrema value of 32 μm in CET zone, then decreases rapidly as soon as entering the equiaxed zone. The same trend was found for macrosegregation degree of sulfur and calcium, whose maximum values were also found in the CET zone, reaching 1.24 and 1.41, respectively. The liquid flow was blocked by the interlaced and coarse dendrites in the CET zone, causing the segregation of solutes.
- (4)
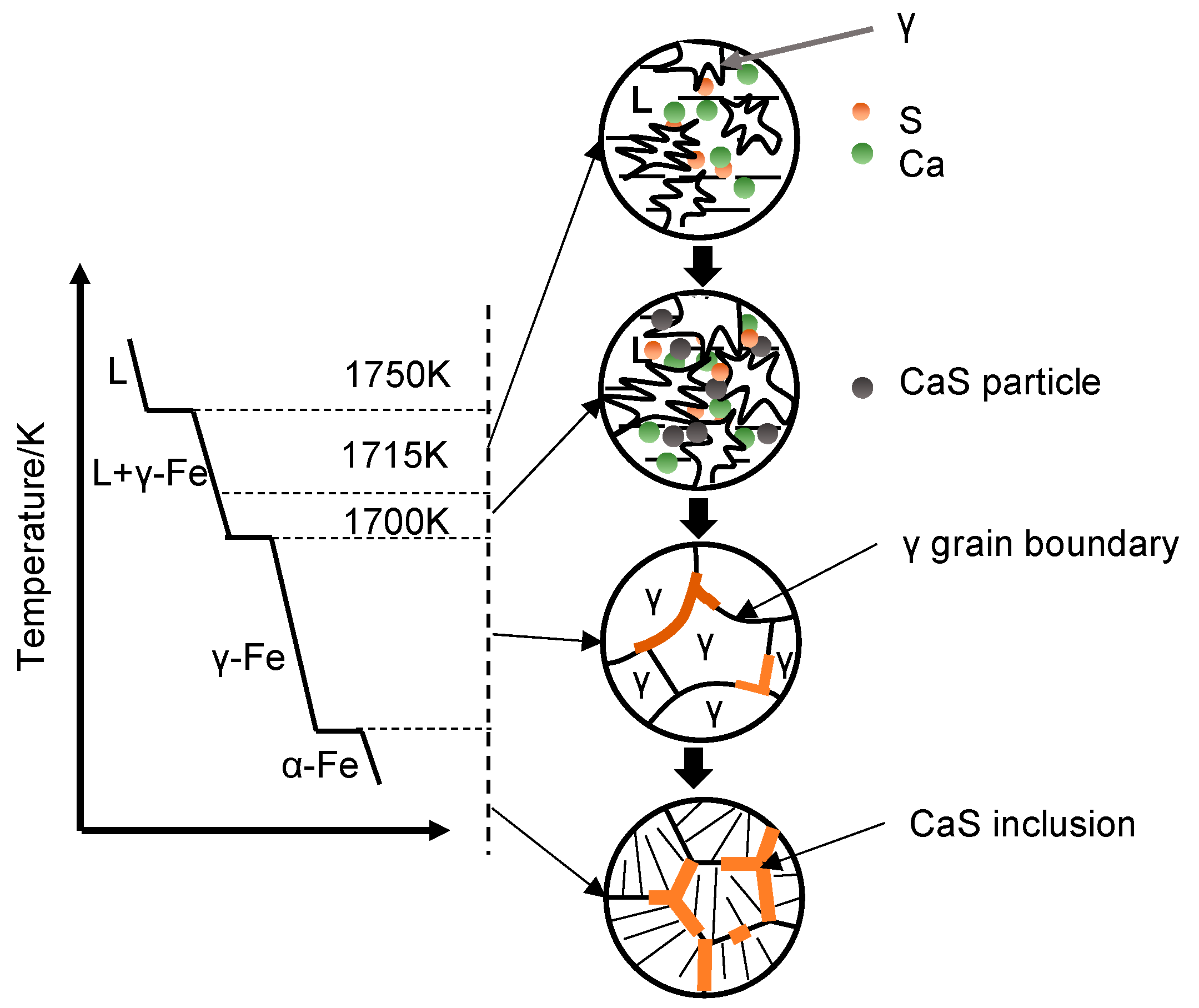
- Thermodynamic calculation showed that CaS inclusions were formed in the clearance of dendrite at the end of solidification process due to the microsegregation of sulfur and calcium. Only the precipitation of austenite phase runs through the entire solidification process, prior to the precipitation of CaS particles. Thus, the CaS inclusions precipitated along the austenite grain boundaries.
- (5)
- The sheet-like CaS inclusion in the chilled layer zone was determined by the austenite grain boundaries due to the higher cooling rate in the mold. The aligned dendrites in the columnar zone caused the consistent direction of liquid flow, resulting in the rod-like and, occasionally, rod-like CaS inclusions. The joint effect of complex structure and larger space promoted the precipitation of CaS inclusions with large size and irregular shape in the CET zone. The coexistence of sheet-like and rod-like CaS inclusions was decided by the austenite grain boundaries and the smaller and dense liquid flow.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Karthik, R.; Raja, R.J.; Ramasamy, M.; Sheela, G.; Madhu, S.; Kennedy, S.; Rao, C.R.; Pushpavanam, M. Effect of addition agents on the electrodeposition of INVAR alloys. Trans. IMF 2003, 81, 68–72. [Google Scholar] [CrossRef]
- Bigelow, L.K.; Flemings, M.C. Sulfide inclusions in steel. Met. Mater. Trans. A 1975, 6, 275–283. [Google Scholar] [CrossRef] [Green Version]
- Brimacombe, J.K.; Sorimachi, K. Crack formation in the continuous casting of steel. Met. Mater. Trans. A 1977, 8, 489–505. [Google Scholar] [CrossRef]
- Thornton, P.A. The influence of nonmetallic inclusions on the mechanical properties of steel: A review. J. Mater. Sci. 1971, 6, 347–356. [Google Scholar] [CrossRef]
- Sadovskii, V.D.; Kut’In, A.B.; Gerbikh, N.M. Effect of the sulfide phase on the properties of steel after heat treatment. Met. Sci. Heat Treat. 1987, 29, 817–822. [Google Scholar] [CrossRef]
- Lehmann, J.; Nadif, M. Interactions between metal and slag melts: Steel desulfurization. Rev. Miner. Geochem. 2011, 73, 493–511. [Google Scholar] [CrossRef]
- Zhu, C.-Y.; Chen, P.-J.; Li, G.; Luo, X.-Y.; Zheng, W. A mathematical model of desulphurization kinetics for ultra-low-sulfur steels refining by powder injection during RH processing. ISIJ Int. 2016, 56, 1368–1377. [Google Scholar] [CrossRef] [Green Version]
- Ånmark, N.; Karasev, A.; Jönsson, P.G. The effect of different non-metallic inclusions on the machinability of steels. Materials 2015, 8, 751–783. [Google Scholar] [CrossRef]
- Sims, C.E.; Dahle, F.B. Effect of aluminum on the properties of medium carbon cast steel. Trans. Am. Foundrym. Soc. 1938, 46, 65–132. [Google Scholar]
- Sims, C.E.; Sailer, H.A.; Boulger, F.W. Effects of various deoxidizers on the structures of sulphide inclusions. Trans 1949, 233–248. [Google Scholar]
- Szklarska-Mialowska, Z.; Lunarska, E.; Szklarska-Smialowska, Z. The effect of sulfide inclusions on the susceptibility of steels to pitting, stress corrosion cracking and hydrogen embrittlement. Mater. Corros. 1981, 32, 478–485. [Google Scholar] [CrossRef]
- Temmel, C.; Ingesten, N.-G.; Karlsson, B. Fatigue anisotropy in cross-rolled, hardened medium carbon steel resulting from MnS inclusions. Met. Mater. Trans. A 2006, 37, 2995–3007. [Google Scholar] [CrossRef]
- Brandaleze, E.; Hereñú, S.; Tormo, J.; Armas, I.A. Characterisation of inclusions in resulphurised microalloyed steel. Ironmak. Steelmak. 2013, 40, 216–220. [Google Scholar] [CrossRef]
- Geldenhuis, J.; Pistorius, P. Minimisation of calcium additions to low carbon steel grades. Ironmak. Steelmak. 2000, 27, 442–449. [Google Scholar] [CrossRef]
- Wang, Y.; Sridhar, S.; Valdez, M. Formation of CaS on Al2O3-CaO inclusions during solidification of steels. Met. Mater. Trans. A 2002, 33, 625–632. [Google Scholar] [CrossRef]
- Zhao, D.; Li, H.; Bao, C.; Yang, J. Inclusion evolution during modification of alumina inclusions by calcium in liquid steel and deformation during hot rolling process. ISIJ Int. 2015, 55, 2115–2124. [Google Scholar] [CrossRef] [Green Version]
- Lind, M.; Holappa, L. Transformation of alumina inclusions by calcium treatment. Met. Mater. Trans. A 2010, 41, 359–366. [Google Scholar] [CrossRef]
- Verma, N.; Pistorius, P.C.; Fruehan, R.J.; Potter, M.; Lind, M.; Story, S. Transient inclusion evolution during modification of alumina inclusions by calcium in liquid steel: Part I. Background, experimental techniques and analysis methods. Met. Mater. Trans. A 2011, 42, 711–719. [Google Scholar] [CrossRef]
- Leon, L.; John, R.B.; Alex, M.; Michael, K. Sulfide shape control in high strength low alloy steels. Metall. Trans. 1970, 1, 3341–3350. [Google Scholar]
- Moon, J.; Kim, S.-J.; Lee, C. Role of Ca treatment in hydrogen induced cracking of hot rolled API pipeline steel in acid sour media. Met. Mater. Int. 2013, 19, 45–48. [Google Scholar] [CrossRef]
- Imagumbai, M. Behaviors of manganese-sulfide in aluminum-killed steel solidified uni-directionally in steady state. dendrite structure and inclusions. ISIJ Int. 1994, 34, 896–905. [Google Scholar] [CrossRef] [Green Version]
- Imagumbai, M.; Takeda, T. Influence of calcium-treatment on sulfide-and oxide-inclusions in continuous-cast slab of clean steel. dendrite structure and inclusions. ISIJ Int. 1994, 34, 574–583. [Google Scholar] [CrossRef] [Green Version]
- Irving, W.R. Continuous casting of steel. Inst. Mater. (UK) 1993, 1993, 216. [Google Scholar]
- Fang, K.M.; Ni, R.M. Research on determination of the rare-earth content in metal phases of steel. Metall. Trans. A 1986, 17, 315–323. [Google Scholar]
- Krauss, G. Solidification, segregation, and banding in carbon and alloy steels. Met. Mater. Trans. A 2003, 34, 781–792. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.; Duan, H.; Zhang, Y.; Luo, Y.; Conejo, A.N. Extraction, thermodynamic analysis, and precipitation mechanism of MnS-TiN complex inclusions in low-sulfur steels. Met. Mater. Trans. A 2016, 47, 3015–3025. [Google Scholar] [CrossRef]
- Choudhary, S.K.; Ghosh, A. Morphology and macrosegregation in continuously cast steel billets. ISIJ Int. 1994, 34, 338–345. [Google Scholar] [CrossRef]
- Kurz, W.; Bezencon, C.; Gäumann, M. Columnar to equiaxed transition in solidification processing. Sci. Technol. Adv. Mater. 2001, 2, 185–191. [Google Scholar] [CrossRef]
- Flood, S.; Hunt, J. Columnar and equiaxed growth. J. Cryst. Growth 1987, 82, 552–560. [Google Scholar] [CrossRef]
- Oikawa1, K.; Ohtani, H.; Ishida, K.; Nishizawa, T. The control of the morphology of MnS inclusions in steel during solidification. ISIJ Int. 1995, 35, 402–408. [Google Scholar] [CrossRef] [Green Version]
- Suito1, H.; Inoue1, R. Thermodynamics on control of inclusions composition in ultra-clean steels. ISIJ Int. 1996, 36, 528–536. [Google Scholar] [CrossRef] [Green Version]
- Bower, T.F.; Brody, H.D.; Flemings, M.C. Measurements of solute redistribution in dendritic solidification. Trans. Metall. Soc. AIME 1966, 236, 624–633. [Google Scholar]
- Choudhary, S.K.; Ghosh, A. Mathematical model for prediction of composition of inclusions formed during solidification of liquid steel. ISIJ Int. 2009, 49, 1819–1827. [Google Scholar] [CrossRef] [Green Version]
- Ueshima, Y.; Mizoguchi, S.; Matsumiya, T.; Kajioka, H. Analysis of solute distribution in dendrites of carbon steel with δ/γ transformation during solidification. Met. Mater. Trans. A 1986, 17, 845–859. [Google Scholar] [CrossRef]
- Won, Y.-M.; Thomas, B.G. Simple model of microsegregation during solidification of steels. Met. Mater. Trans. A 2001, 32, 1755–1767. [Google Scholar] [CrossRef]
- El-Bealy, M.; Thomas, B.G. Prediction of dendrite arm spacing for low alloy steel casting processes. Met. Mater. Trans. A 1996, 27, 689–693. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Ni | Cr | Cu | Mo | Al | Ca | T.O |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.019 | 5.96 | 0.012 | 0.0005 | 0.18 | 19.86 | 0.25 | 0.04 | 0.04 | 0.008 | 0.0008 | 0.0012 |
| Sample | A1 | B1 | B2 | B3 | C1 | C2 | D1 | D2 |
|---|---|---|---|---|---|---|---|---|
| Distance from surface/mm | 0 | 2 | 12 | 22 | 32 | 0~45 | 47 | 93 |
| No. | Macrostructure | Width/mm | Area Ratio/% |
|---|---|---|---|
| a | Chilled layer zone | 2 | 2.1 |
| b | Columnar zone | 30 | 31.6 |
| c | CET zone | 5 | 5.3 |
| d | Equiaxed zone | 58 | 61 |
| Aspect Ratio Statistics | Chilled Layer Zone | Columnar Zone | CET Zone | Equiaxed Zone |
|---|---|---|---|---|
| Aspect ratio | 5.9–12.2 | 5.2–22.9 | 6.3–58.2 | 7.3–44.8 |
| Mean aspect ratio | 7.8 | 10.6 | 19.2 | 15.56 |
| Standard deviation | 5.86 | 1.88 | 12.93 | 10.94 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Zhang, J.; Zheng, S.; Zhang, J. The Three-Dimensional Morphology and Distribution of CaS Inclusions in Continuous Casting Slab of Ni20Mn6 Steel. Materials 2020, 13, 3891. https://doi.org/10.3390/ma13173891
Chen J, Zhang J, Zheng S, Zhang J. The Three-Dimensional Morphology and Distribution of CaS Inclusions in Continuous Casting Slab of Ni20Mn6 Steel. Materials. 2020; 13(17):3891. https://doi.org/10.3390/ma13173891
Chicago/Turabian StyleChen, Jing, Jing Zhang, Shaobo Zheng, and Jieyu Zhang. 2020. "The Three-Dimensional Morphology and Distribution of CaS Inclusions in Continuous Casting Slab of Ni20Mn6 Steel" Materials 13, no. 17: 3891. https://doi.org/10.3390/ma13173891
APA StyleChen, J., Zhang, J., Zheng, S., & Zhang, J. (2020). The Three-Dimensional Morphology and Distribution of CaS Inclusions in Continuous Casting Slab of Ni20Mn6 Steel. Materials, 13(17), 3891. https://doi.org/10.3390/ma13173891