Microstructure and Mechanical Properties of Intercritically Treated Grade 91 Steel




Abstract
:1. Introduction
2. Materials and Methods
3. Results
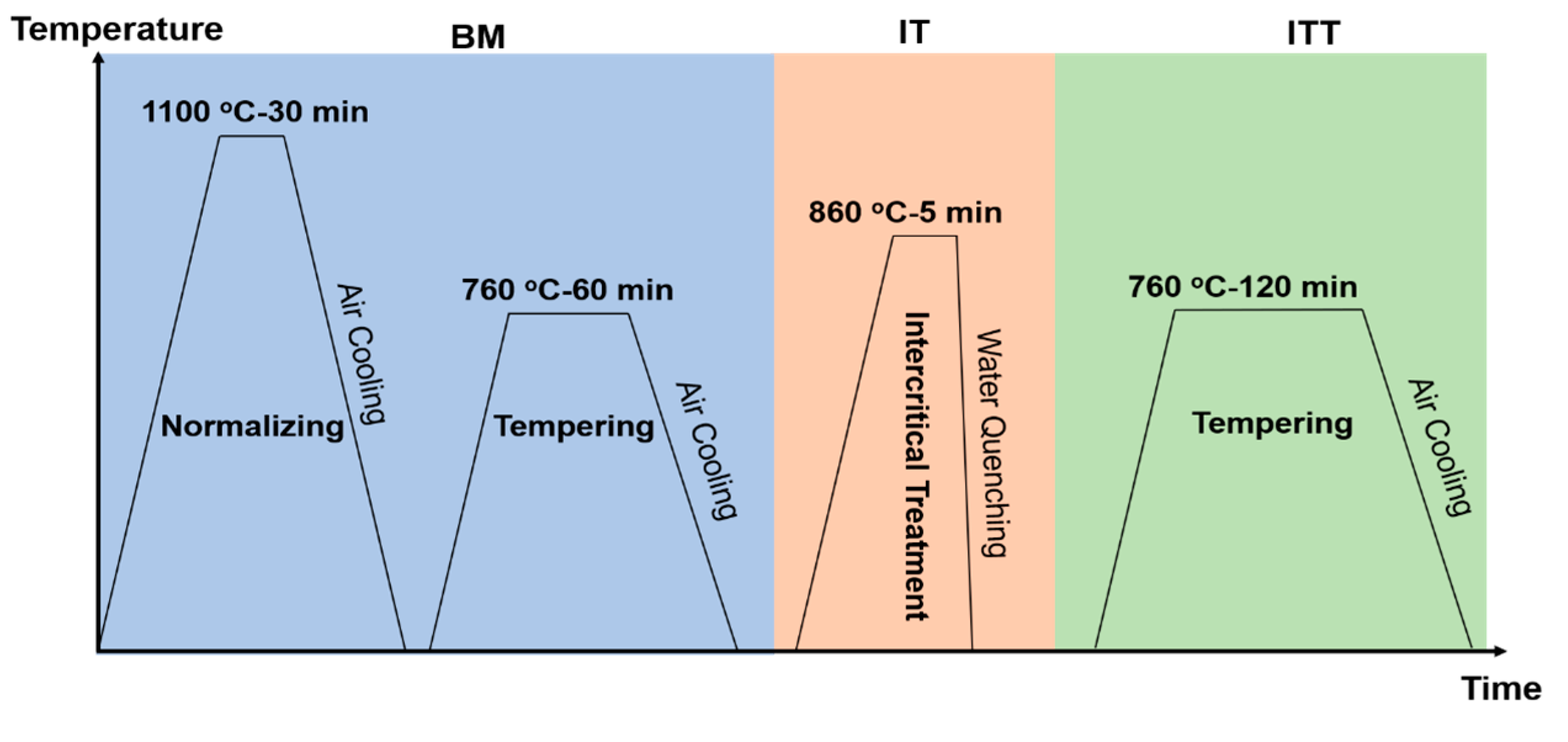
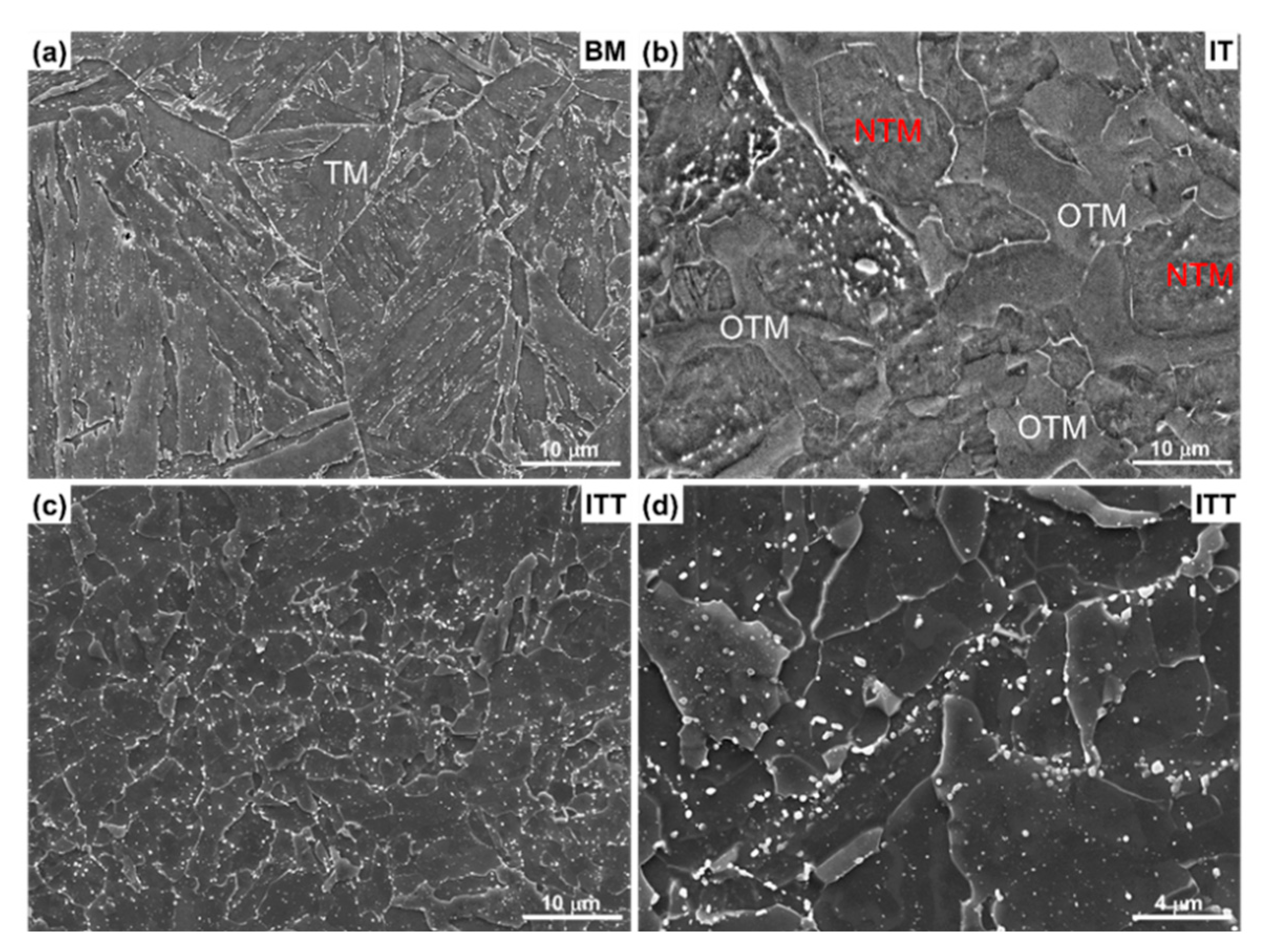
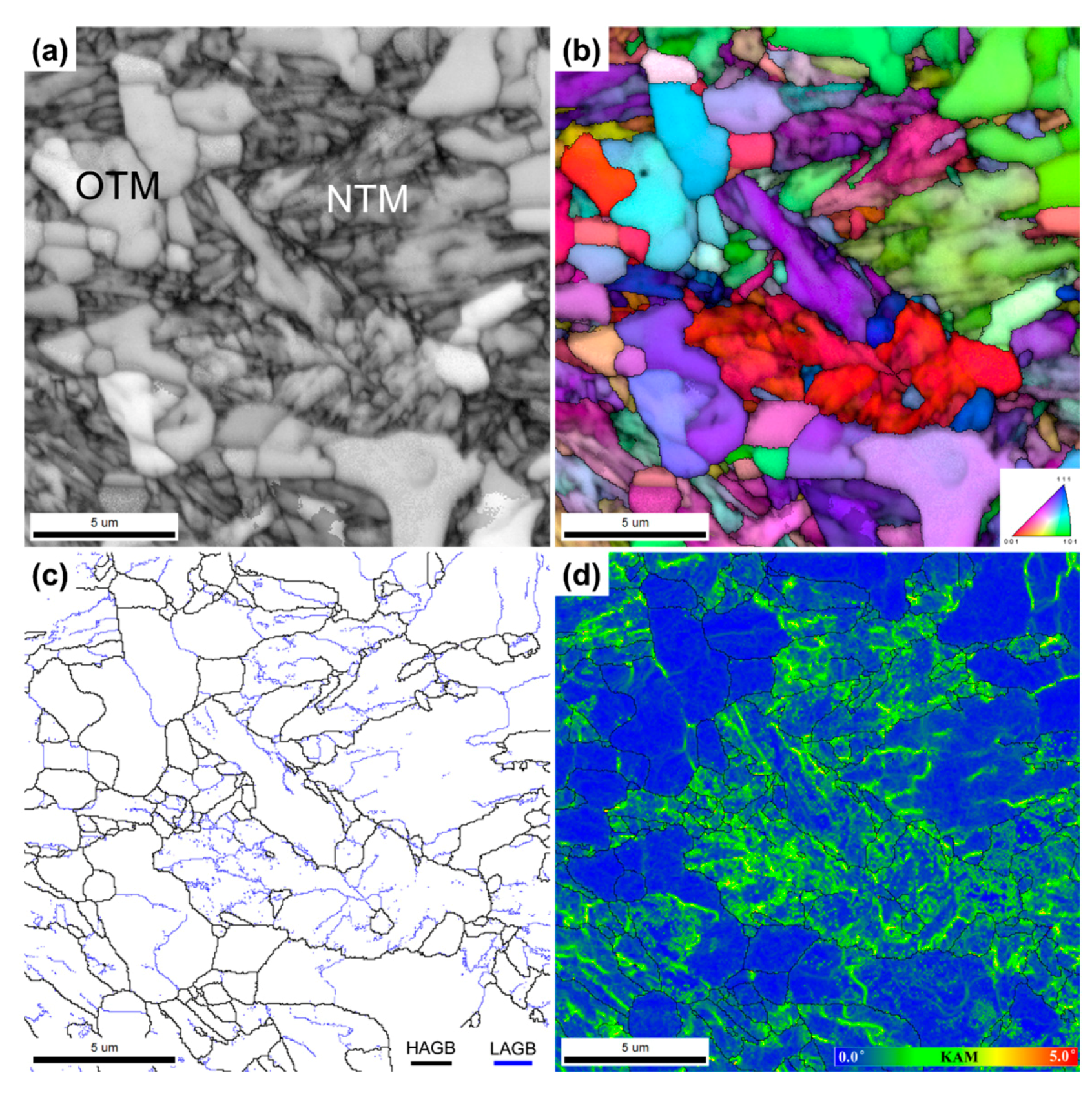
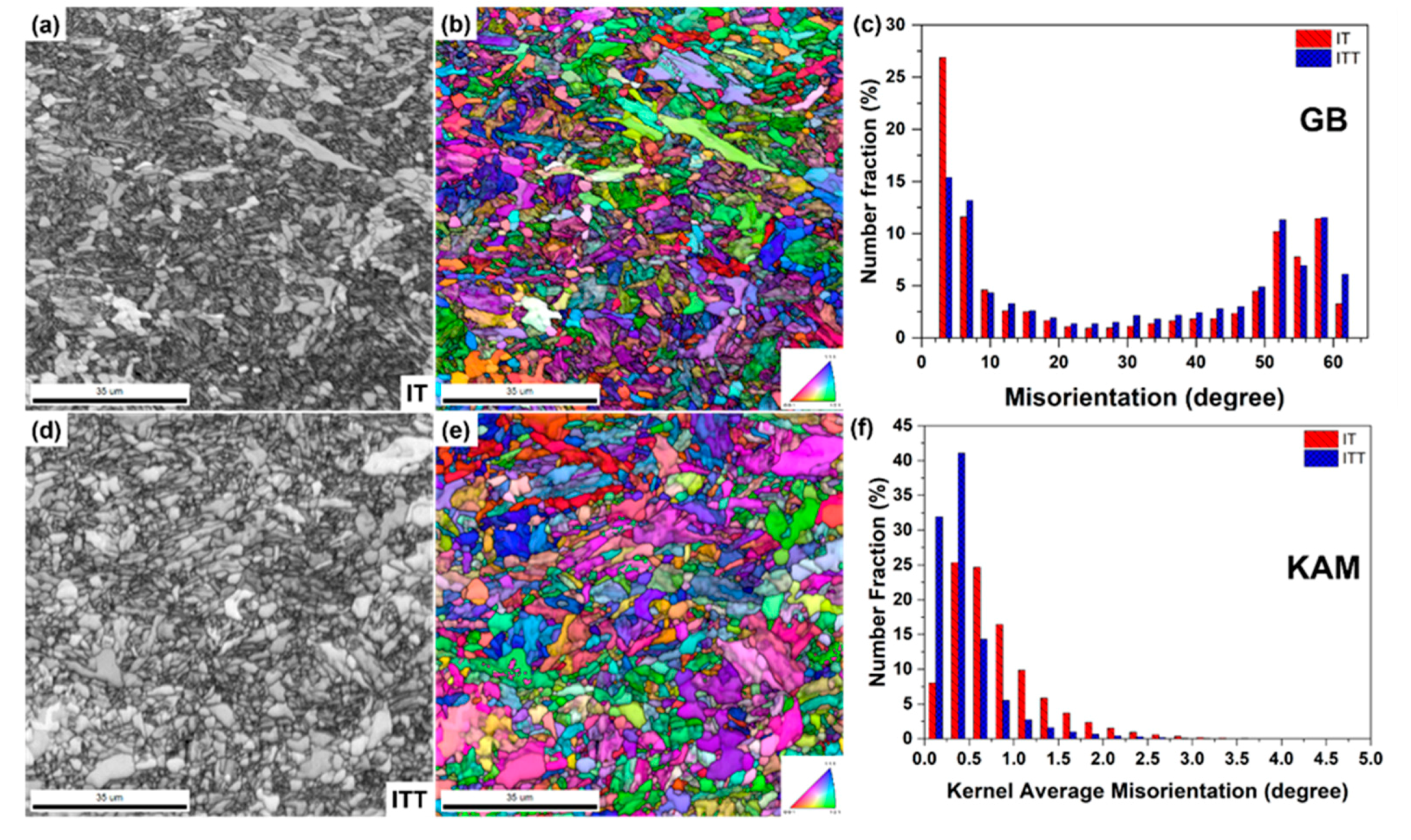
3.1. Microstructure after Intercritical Heat Treatment
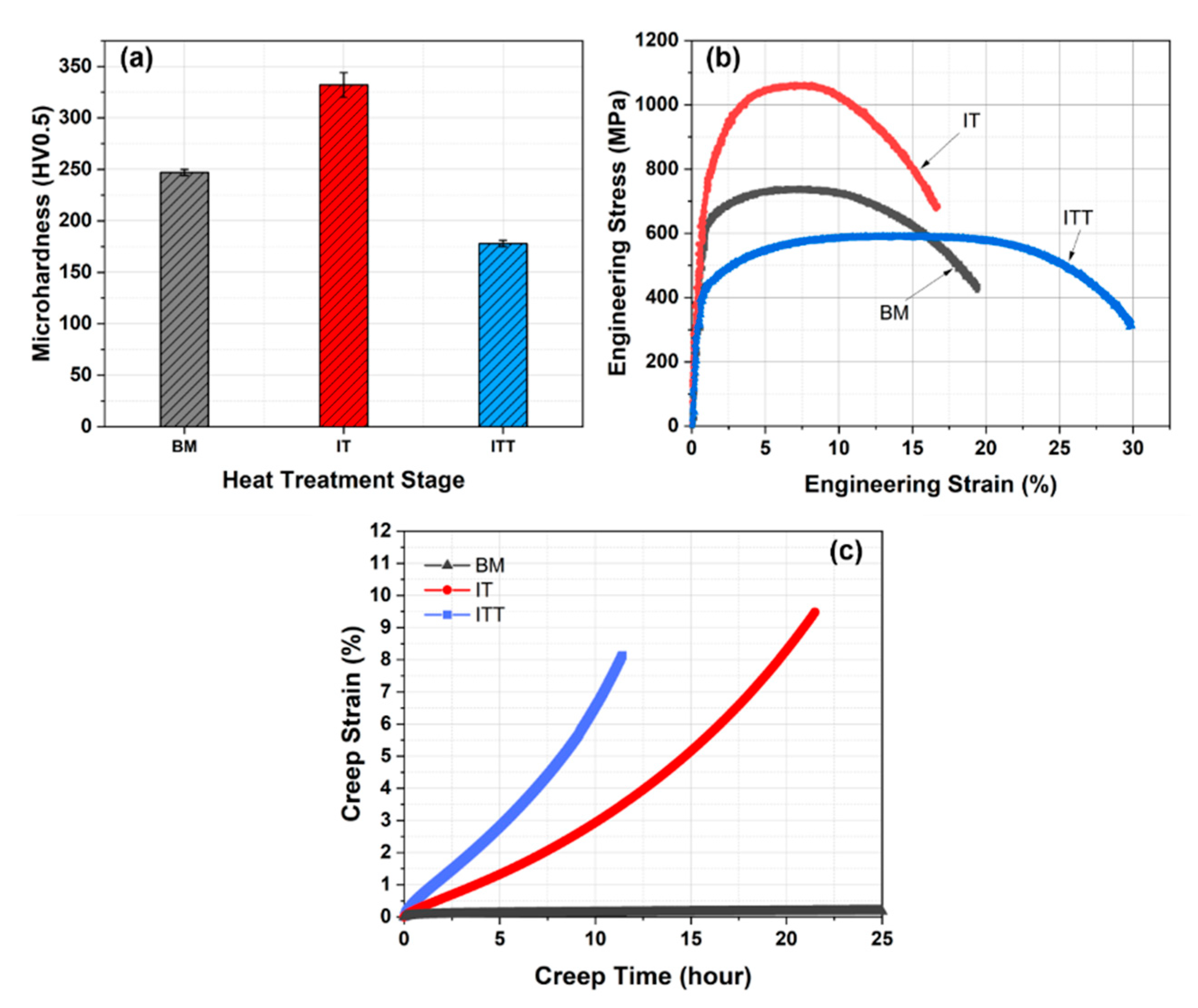
3.2. Mechanical Properties of Heat-Treated Microstructure
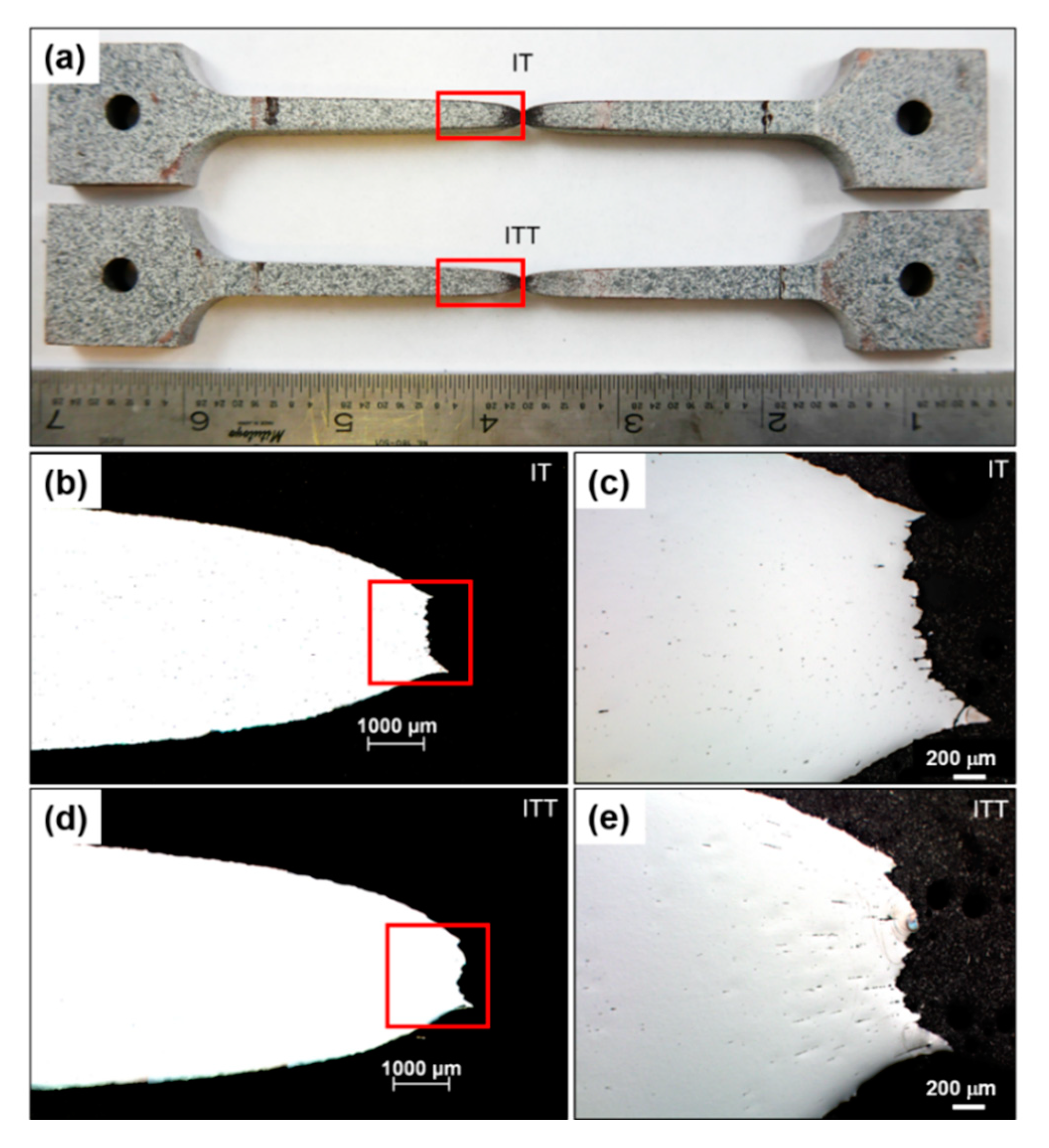
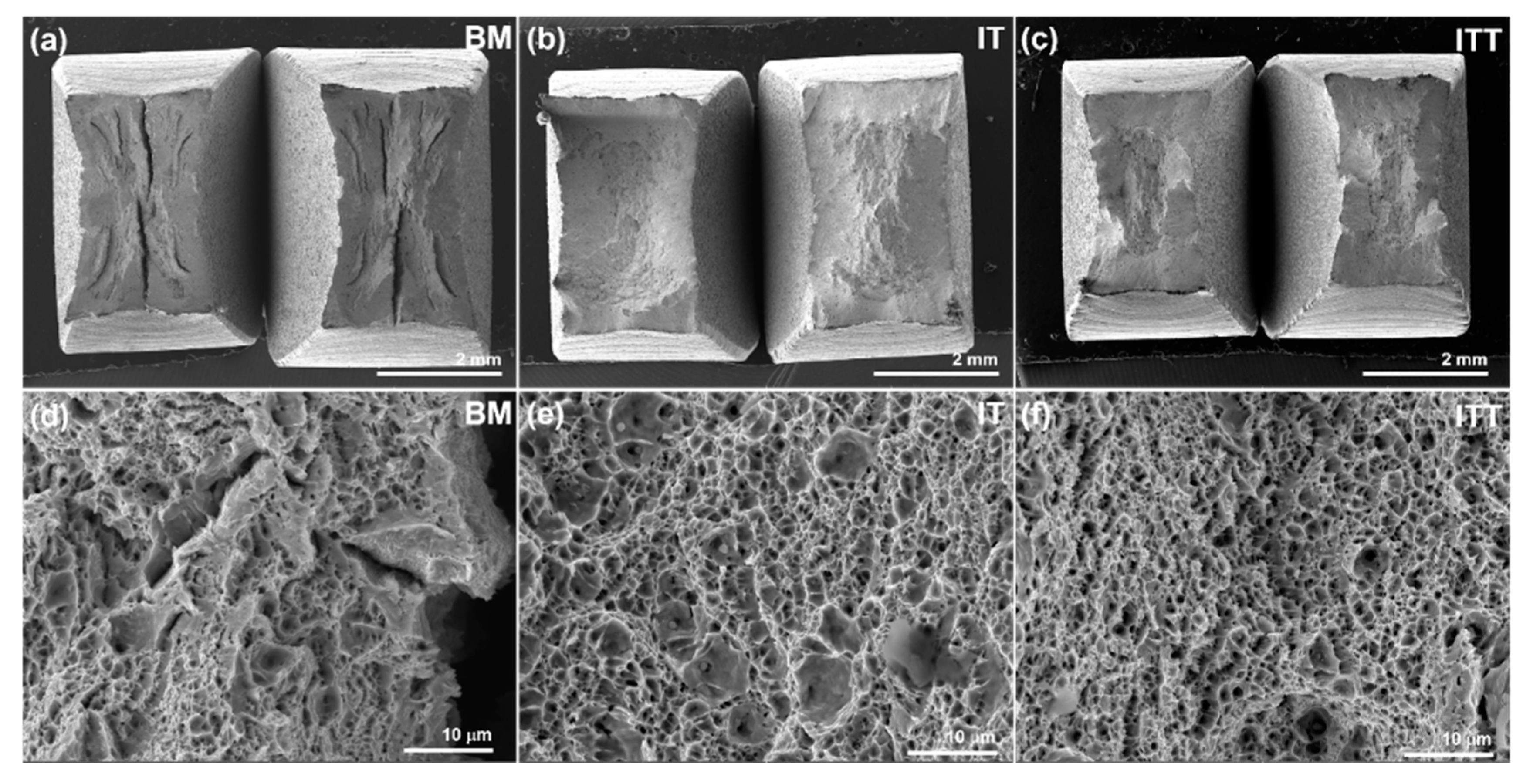
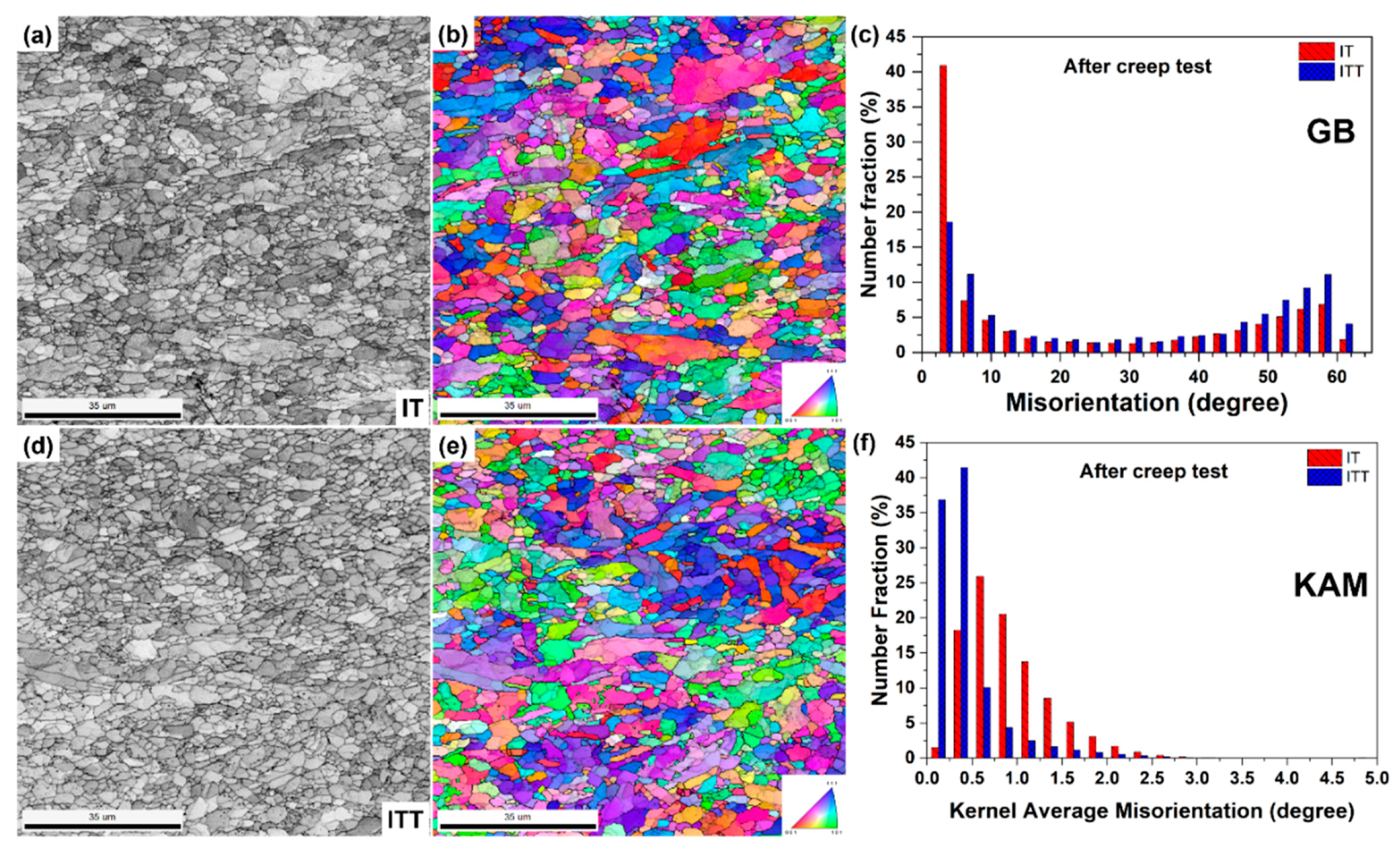
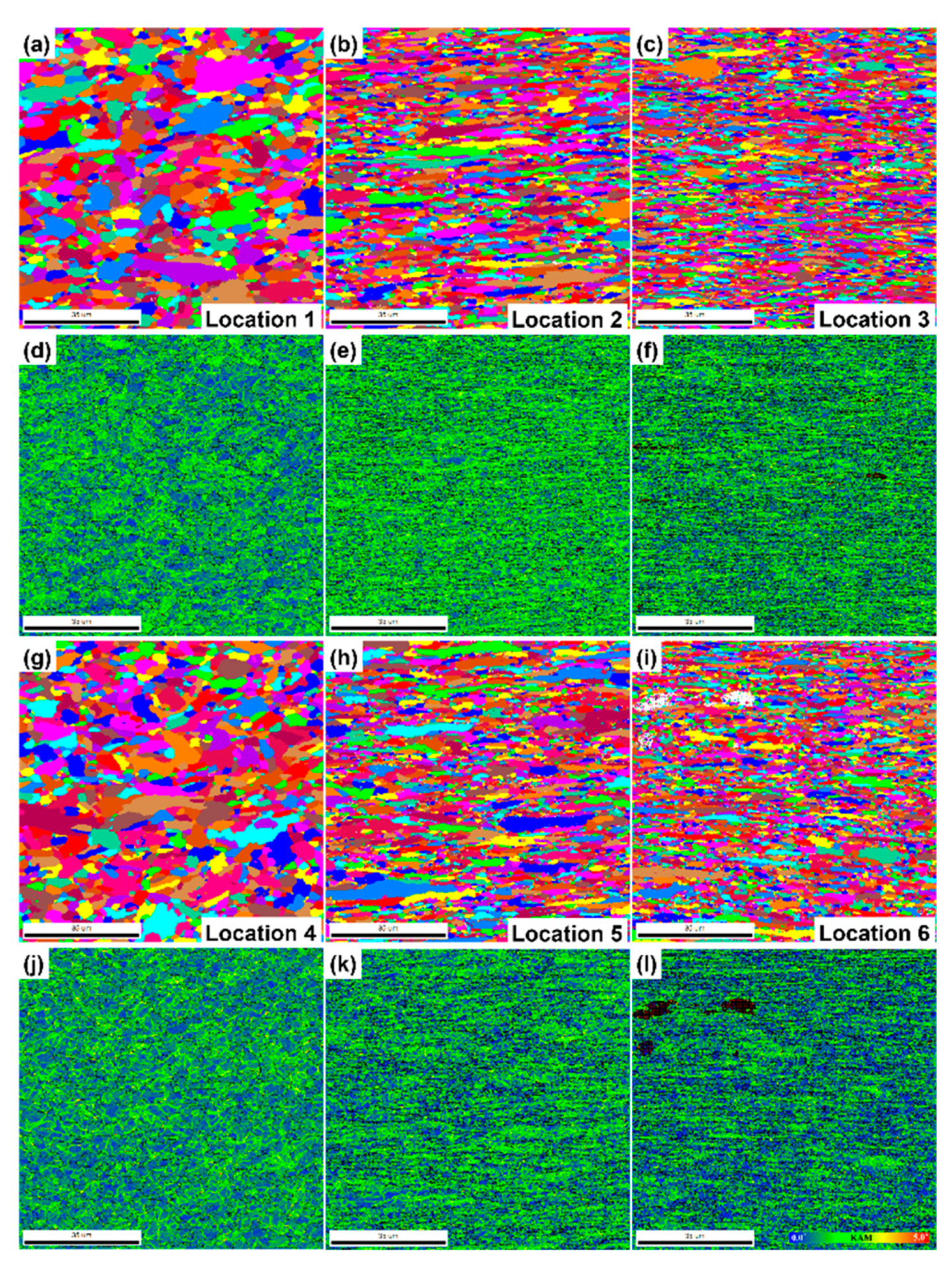
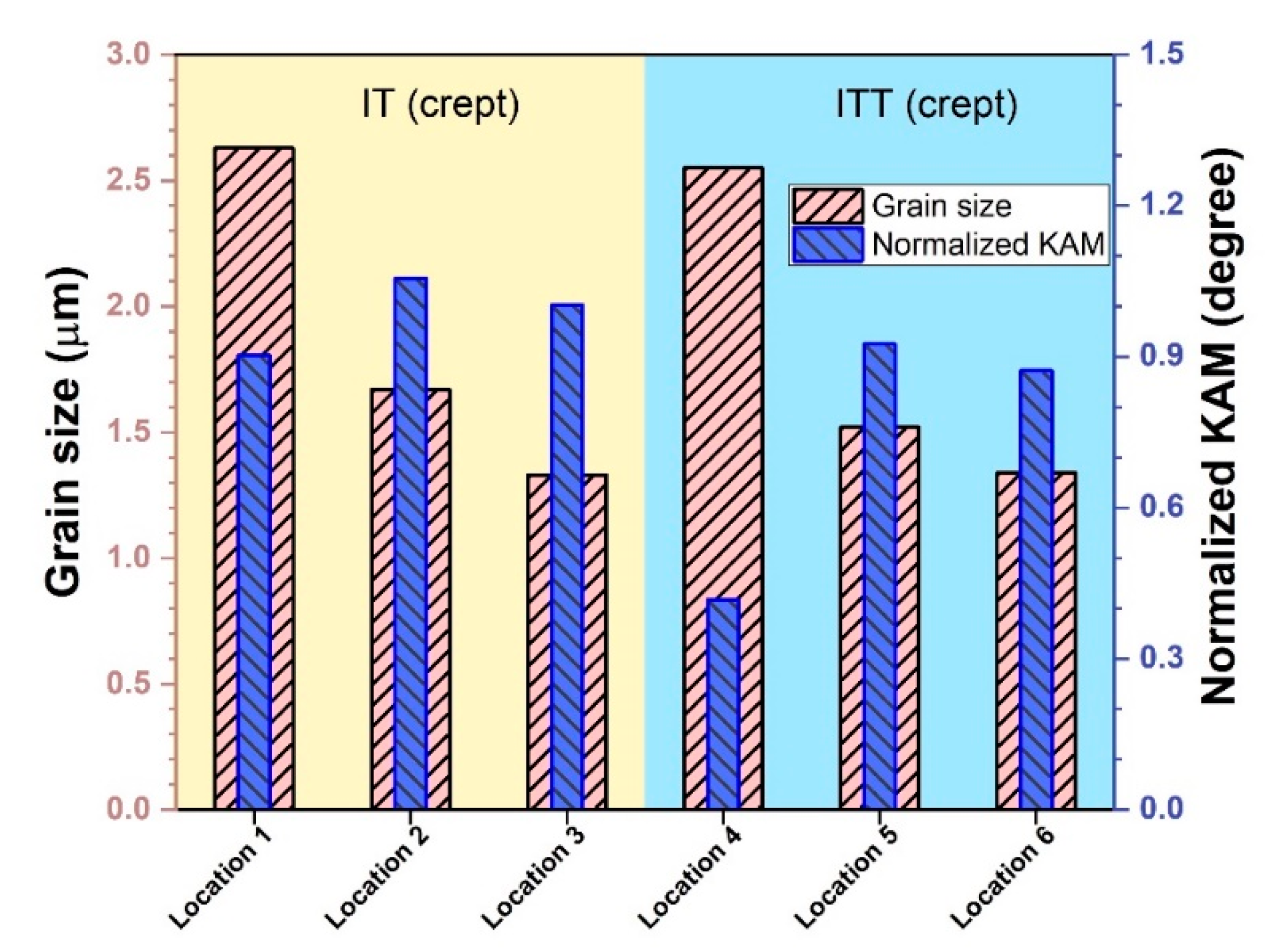
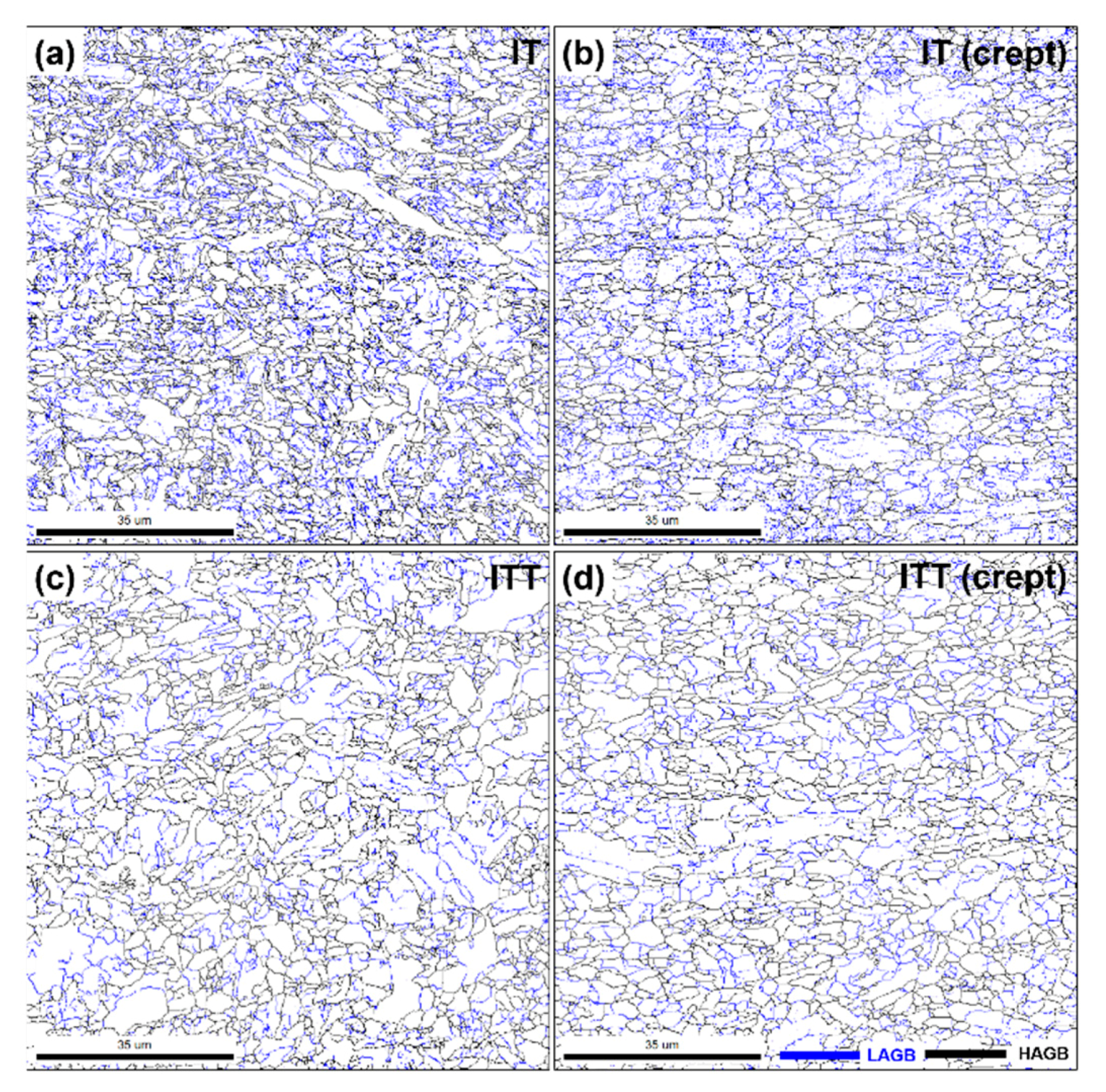
3.3. Microstructure after Mechanical Testing
4. Discussion
5. Conclusions
- Partial austenitization during the intercritical heat treatment led to the transformation of new martensite (69.9%) in the heat-treated specimen. The 31.1% of tempered martensite was over-tempered close to ferrite. Undissolved precipitates remained and coarsened in the NTM. The significantly increased hardness (332 HV0.5) and tensile strength (1054 MPa) were contributed by the hard NTM grains.
- After additional tempering at 760 °C, a faster grain growth occurred in the OTM. The fine NTM laths recovered into fine equiaxed grains. Precipitate coarsening facilitated the grain growth due to the reduced pinning effect from coarser size and lower density, which led to a lowered hardness of 178 HV0.5 and a reduced tensile strength of 596 MPa.
- The IT specimen showed slightly higher creep strength at 650 °C than the ITT specimen after additional tempering. However, both the IT and ITT specimens exhibited extremely low creep resistance compared with the BM. Severe creep deformation was observed on the creep-fractured specimens. Grain growth was still noticeable in the specimens that had undergone creep, even in this short-term creep test. Elongation of coarsened grains from the OTM contributed to plastic fracture of the specimens. Inclusions assisted the nucleation and growth of cavities and micro-cracks.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Abe, F.; Kern, T.; Viswanathan, R. Creep-Resistant Steels, Series in Metals and Surface Engineering; Woodhead Publishing: Boca Raton, FL, USA, 2008. [Google Scholar]
- Abson, D.; Rothwell, J. Review of Type IV cracking of weldments in 9–12% Cr creep strength enhanced ferritic steels. Int. Mater. Rev. 2013, 58, 437–473. [Google Scholar] [CrossRef]
- David, S.; Siefert, J.; Feng, Z. Welding and weldability of candidate ferritic alloys for future advanced ultrasupercritical fossil power plants. Sci. Technol. Weld. Join. 2013, 18, 631–651. [Google Scholar] [CrossRef]
- Francis, J.; Mazur, W.; Bhadeshia, H. Review Type IV cracking in ferritic power plant steels. Mater. Sci. Tech. 2006, 22, 1387–1395. [Google Scholar] [CrossRef]
- Mayr, P.; Schlacher, C.; Mitsche, S. Critical issues with creep exposed ferritic-martensitic welded joints for thermal power plants. In Proceedings of the Annual Assembley & International Conference of the IIW, Chennai, India, 17 July–22 August 2011; pp. 417–425. [Google Scholar]
- Schlacher, C.; B’eal, C.; Sommitsch, C.; Mitsche, S.; Mayr, P. Creep and damage investigation of advanced martensitic chromium steel weldments for high temperature applications in thermal power plants. Sci. Technol. Weld. Join. 2015, 20, 82–90. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, X.; Wang, Y.; Yu, X.; Gao, Y.; Feng, Z. Type IV failure in weldment of creep resistant ferritic alloys: I. micromechanical origin of creep strain localization in the heat affected zone. J. Mech. Phys. Solids 2020, 134, 103774. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.; Parameswaran, P.; Rao, K.B.S. Type IV cracking susceptibility in weld joints of different grades of Cr-Mo ferritic steel. Metall. Mater. Trans. A 2009, 40, 386–397. [Google Scholar] [CrossRef]
- Wang, Y.; Kannan, R.; Li, L. Correlation between intercritical heat-affected zone and type IV creep damage zone in grade 91 steel. Metall. Mater. Trans. A 2018, 49, 1264–1275. [Google Scholar] [CrossRef]
- Easterling, K. Introduction to the Physical Metallurgy of Welding; Butterworth-Heimemann Ltd.: Oxford, UK, 1992. [Google Scholar]
- Mayr, P. Evolution of Microstructure and Mechanical Properties of the Heat Affected Zone in B-Containing 9% Chromium Steels. Ph.D. Thesis, Graz University of Technology, Styria, Austria, 2007. [Google Scholar]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2003; pp. 431–446. [Google Scholar]
- Sakthivel, T.; Sasikala, G.; Vasudevan, M. Role of microstructures on heterogeneous creep behaviour across P91 steel weld joint assessed by impression creep testing. Mater. Charact. 2020, 159, 109988. [Google Scholar] [CrossRef]
- Wang, Y.; Kannan, R.; Li, L. Identification and characterization of intercritical heat-affected zone in as-welded Grade 91 weldment. Metall. Mater. Trans. A 2016, 47, 5680–5684. [Google Scholar] [CrossRef]
- Kimura, K. 9Cr-1Mo-V-Nb Steel; Springer: Berlin, Germany, 2004; pp. 126–133. [Google Scholar]
- Wang, Y.; Li, L.; Kannan, R. Transition from type IV to type I cracking in heat-treated grade 91 steel weldments. Mater. Sci. Eng. A 2018, 714, 1–13. [Google Scholar]
- ASME B31.1. Power Piping; The American Society of Mechanical Engineers: New York, NY, USA, 2007. [Google Scholar]
- ASTM A335/A335M-15a. Standard Specification for Seamless Ferritic Alloy-Steel Pipe for High-Temperature Service; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Newell, W., Jr. Welding and postweld heat treatment of P91 steels. Weld. J. 2010, 89, 33–36. [Google Scholar]
- Masuyama, F.; Shingledecker, J. Recent status of ASME code on creep strength enhanced ferritic steels. Procedia. Engineer. 2013, 55, 314–325. [Google Scholar] [CrossRef] [Green Version]
- Das, C.; Albert, S.; Bhaduri, A.; Srinivasan, G.; Murty, B. Effect of prior microstructure on microstructure and mechanical properties of modified 9Cr-1Mo steel weld joints. Mater. Sci. Eng. A 2008, 477, 185–192. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.; Parameswaran, P.; Rao, K.; Mannan, S. Characterization of microstructures across the heat affected zone of the modified 9Cr-1Mo weld joint to understand its role in promoting Type IV cracking. Metall. Mater. Trans. A 2007, 38, 58–68. [Google Scholar] [CrossRef]
- Wang, Y.; Kannan, R.; Li, L. Insight into type IV cracking in Grade 91 steel weldments. Mater. Design 2020, 190, 108570. [Google Scholar] [CrossRef]
- Abe, F. Precipitate design for creep strengthening of 9% Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Technol. Adv. Mat. 2008, 9, 013002. [Google Scholar] [CrossRef] [PubMed]
- Panait, C.; Bendick, W.; Fuchsmann, A.; Gourgues-Lorenzon, A.; Besson, J. Study of the microstructure of the Grade 91 steel after more than 100,000 h of creep exposure at 600 °C. Int. J. Pres. Ves. Pip. 2010, 87, 326–335. [Google Scholar] [CrossRef] [Green Version]
- Xu, X.; Siefert, J.A.; Parker, J.D.; Thomson, R.C. Localised creep cavitation on boron nitride in the heat affected zone of 9% Cr tempered martensitic steel welds. Mater. Design 2020, 196, 109046. [Google Scholar] [CrossRef]
- Yang, H.; Bhadeshia, H. Austenite grain size and the martensite-start temperature. Scripta Mater. 2009, 60, 493–495. [Google Scholar] [CrossRef]
- Morito, S.; Saito, H.; Ogawa, T.; Furuhara, T.; Maki, T. Effect of austenite grain size on the morphology and crystallography of lath martensite in low carbon steels. ISIJ Int. 2005, 45, 91–94. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Ni | Cr | Mo |
| 0.061 | 0.37 | 0.01 | 0.003 | 0.11 | 0.09 | 8.61 | 0.89 |
| V | Nb | Ti | Co | Cu | Al | B | Fe |
|---|---|---|---|---|---|---|---|
| 0.209 | 0.072 | 0.004 | 0.01 | 0.04 | 0.007 | <0.09 | Bal. |
| Mechanical Properties | BM | IT | ITT |
|---|---|---|---|
| Microhardness (HV0.5) | 247 ± 3 | 332 ± 12 | 178 ± 3 |
| Yield strength (MPa) | 611 ± 3 | 690 ± 1 | 419 ± 2 |
| Ultimate tensile strength (MPa) | 739 ± 1 | 1054 ± 8 | 596 ± 7 |
| Elongation (%) | 20 | 17 | 30 |
| Creep fracture time (h) | 170 (test terminated) | 31.9 | 19.2 |
| Minimum creep strain rate (%/h) | 0.0013 | 0.24 | 0.49 |
© 2020 by UT-Battelle, LLC. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhang, W.; Lim, Y.C.; Wang, Y.; Feng, Z. Microstructure and Mechanical Properties of Intercritically Treated Grade 91 Steel. Materials 2020, 13, 3985. https://doi.org/10.3390/ma13183985
Wang Y, Zhang W, Lim YC, Wang Y, Feng Z. Microstructure and Mechanical Properties of Intercritically Treated Grade 91 Steel. Materials. 2020; 13(18):3985. https://doi.org/10.3390/ma13183985
Chicago/Turabian StyleWang, Yiyu, Wei Zhang, Yong Chae Lim, Yanli Wang, and Zhili Feng. 2020. "Microstructure and Mechanical Properties of Intercritically Treated Grade 91 Steel" Materials 13, no. 18: 3985. https://doi.org/10.3390/ma13183985
APA StyleWang, Y., Zhang, W., Lim, Y. C., Wang, Y., & Feng, Z. (2020). Microstructure and Mechanical Properties of Intercritically Treated Grade 91 Steel. Materials, 13(18), 3985. https://doi.org/10.3390/ma13183985