Corrosion Fatigue Fracture Characteristics of FSW 7075 Aluminum Alloy Joints


Abstract
:1. Introduction
2. Materials and Experiments
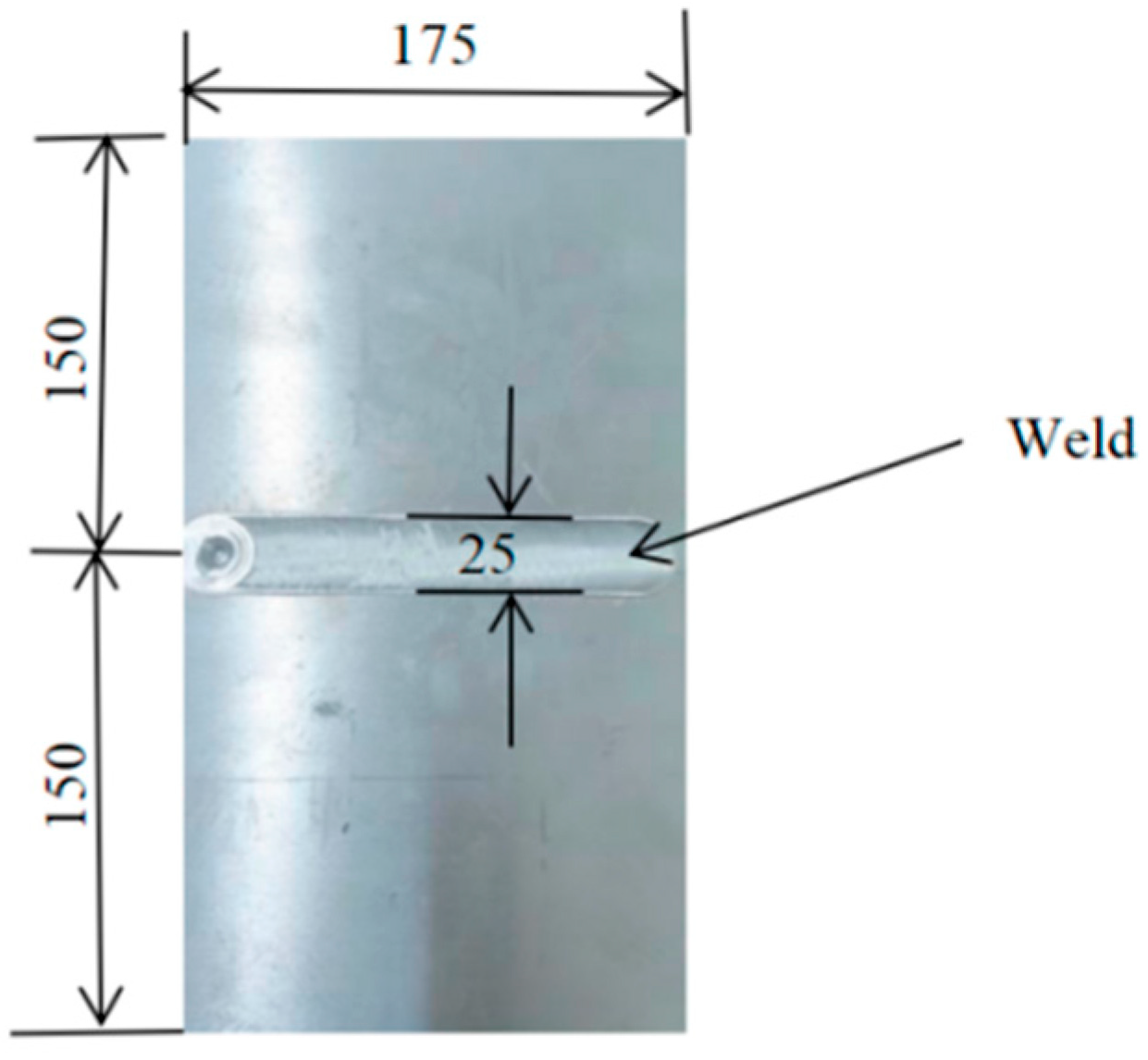
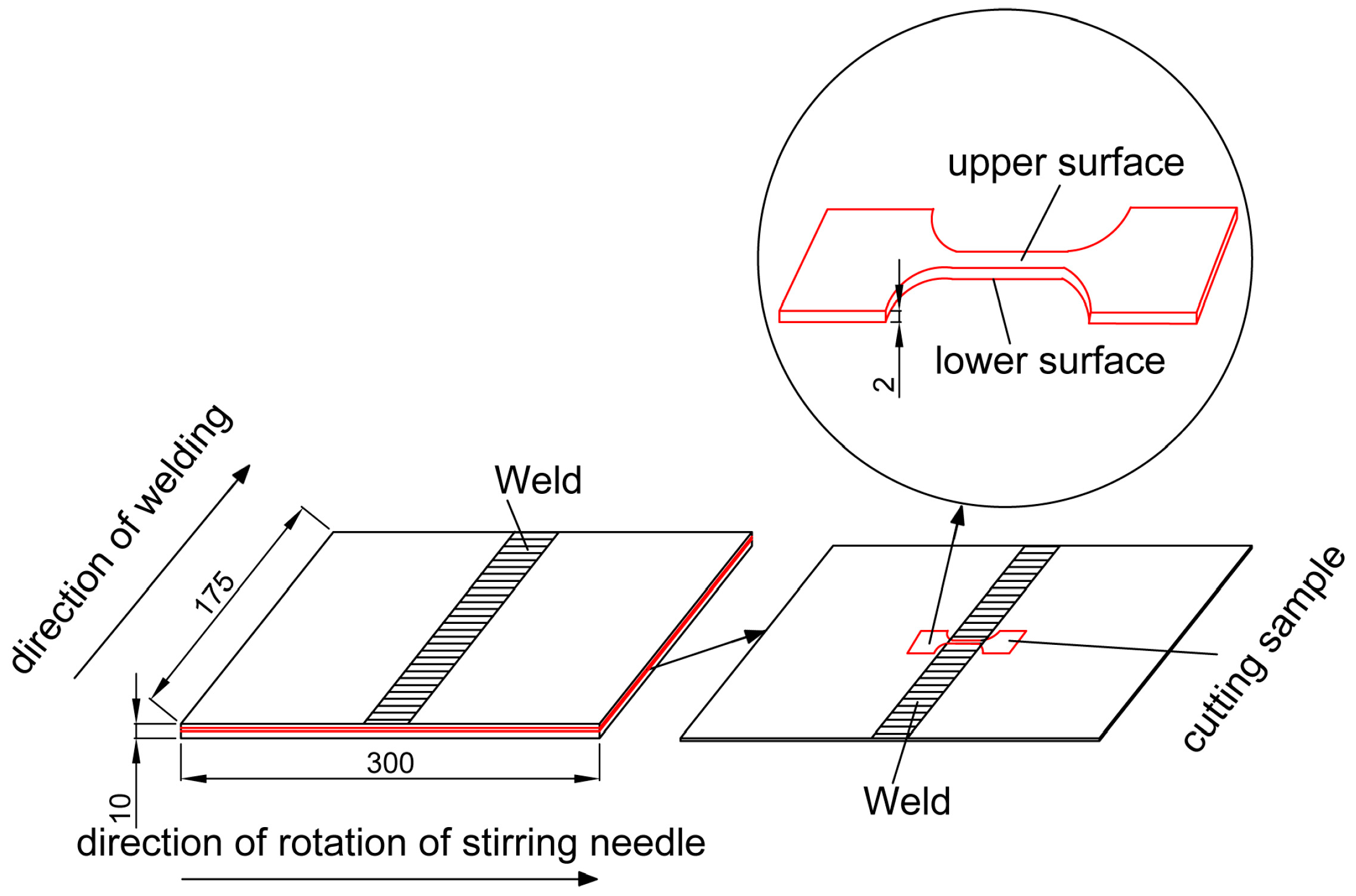
2.1. Materials and Welding Process
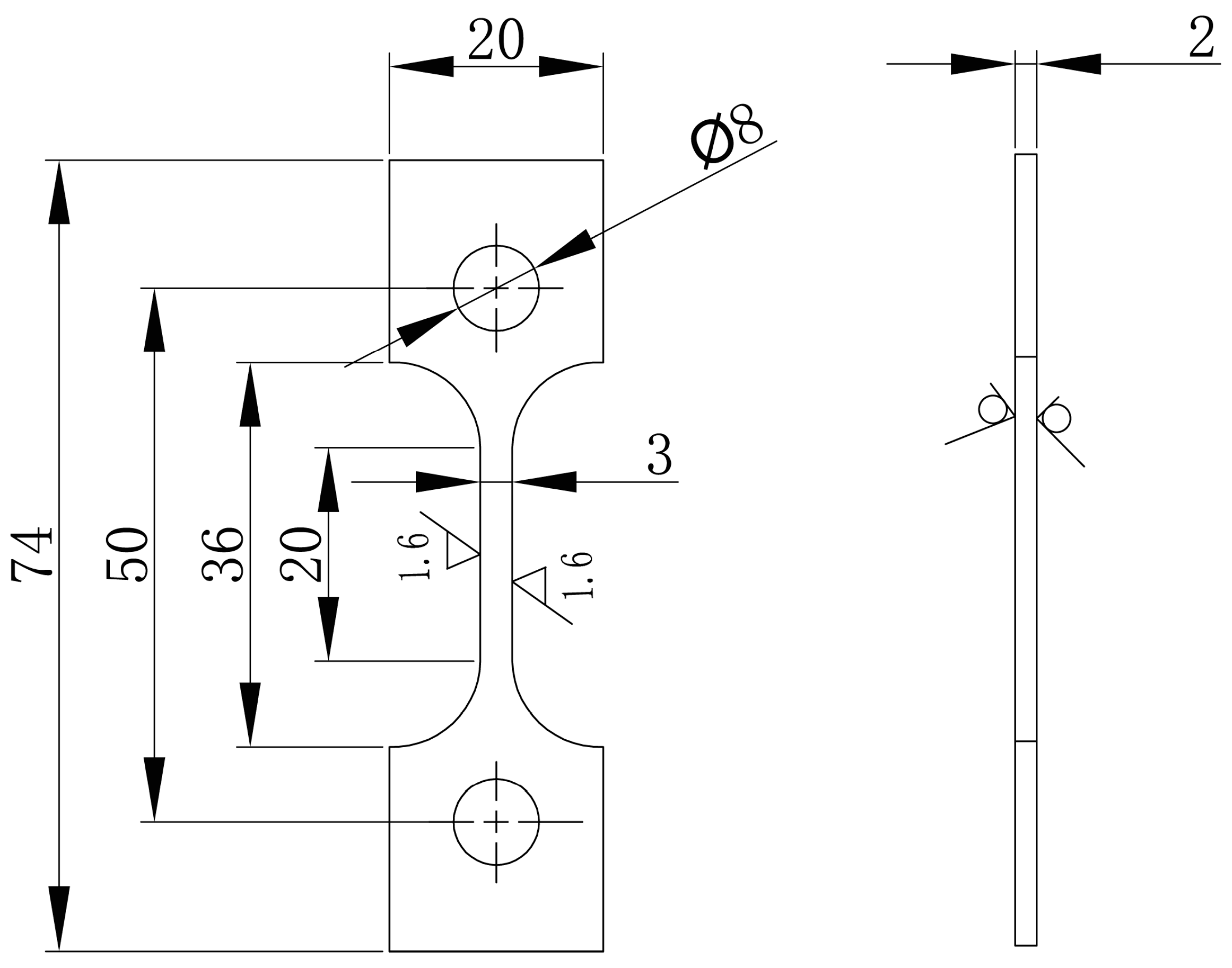
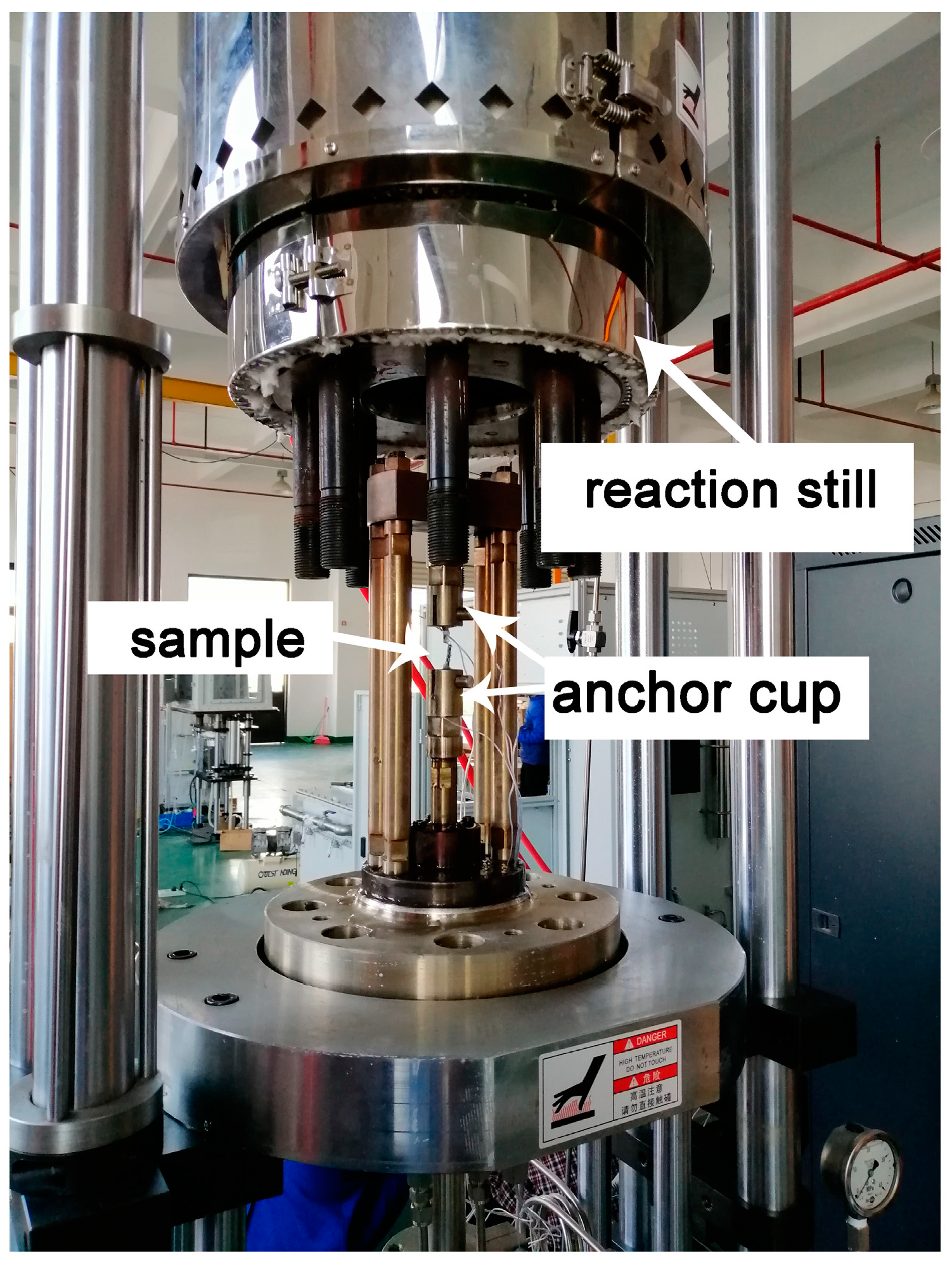
2.2. Corrosion Fatigue Test
2.3. Analysis of the Microstructure
2.4. Electrochemical Corrosion Analysis
2.5. Morphological Characteristics of the Fracture
3. Results and Discussion
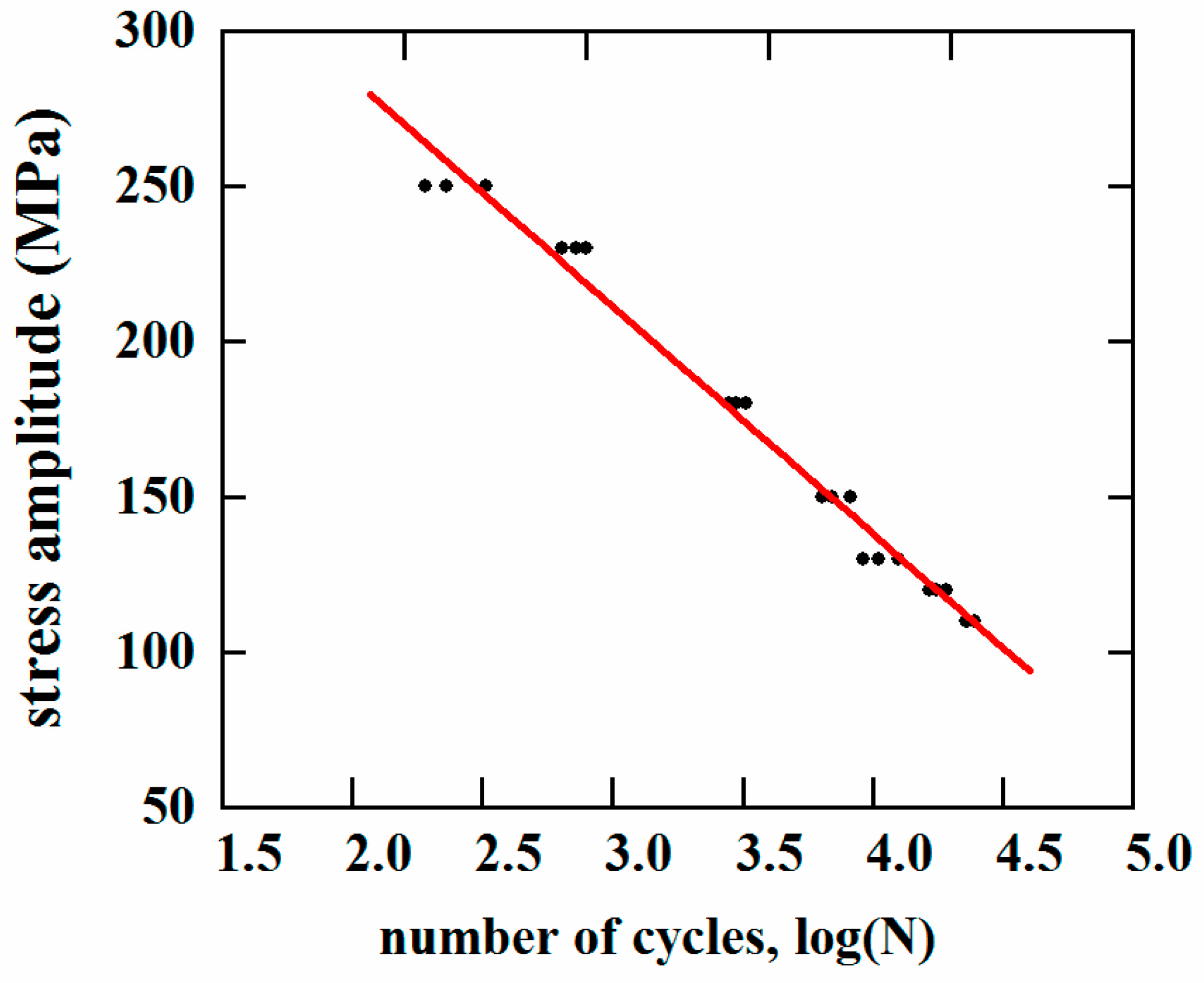
3.1. Corrosion Fatigue Tests
3.2. Microstructural Characterization
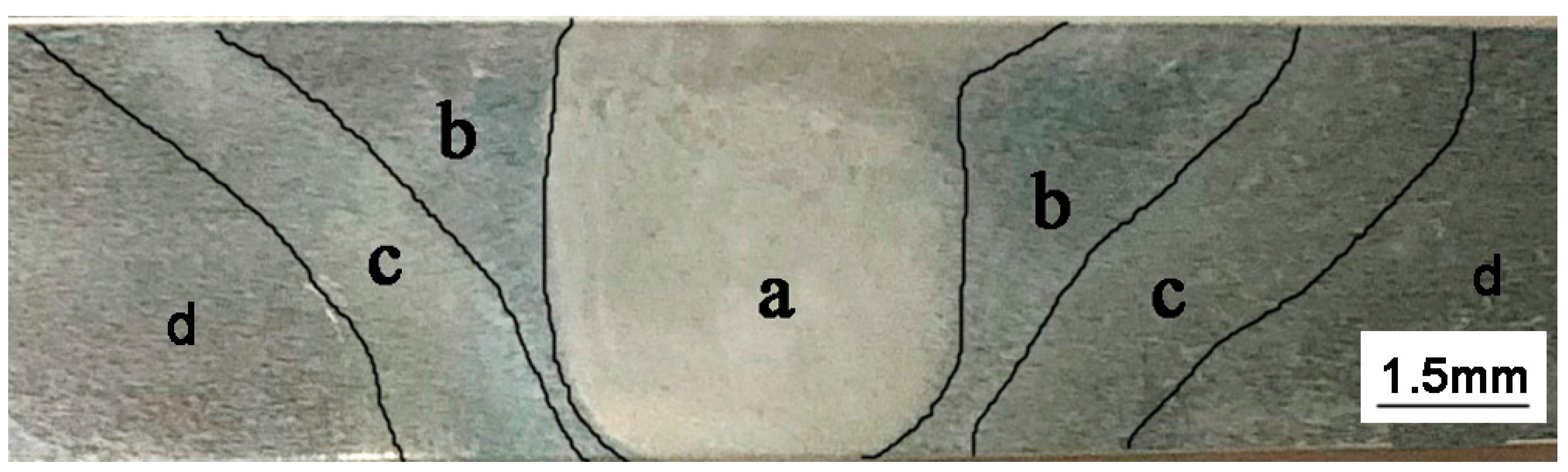
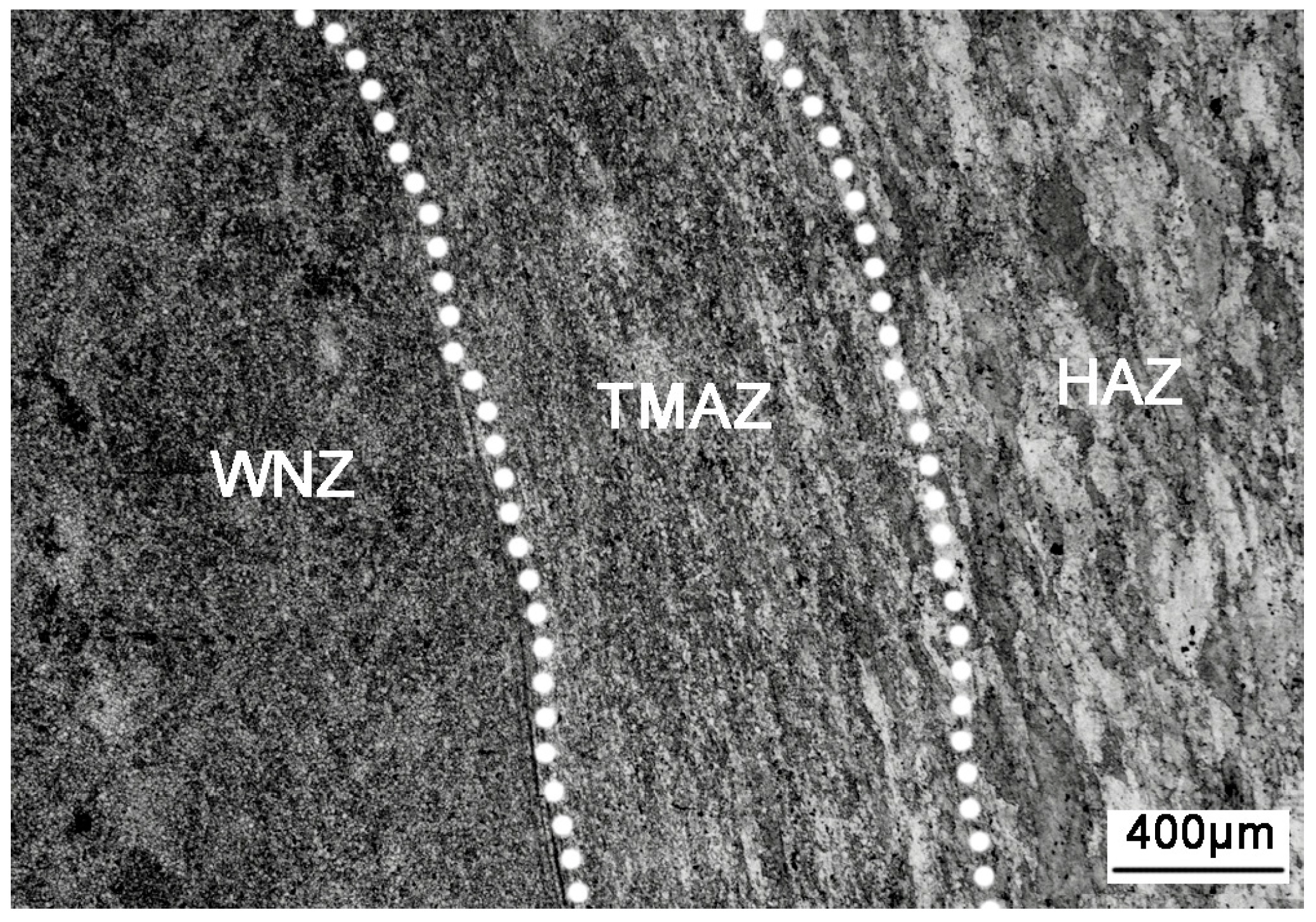
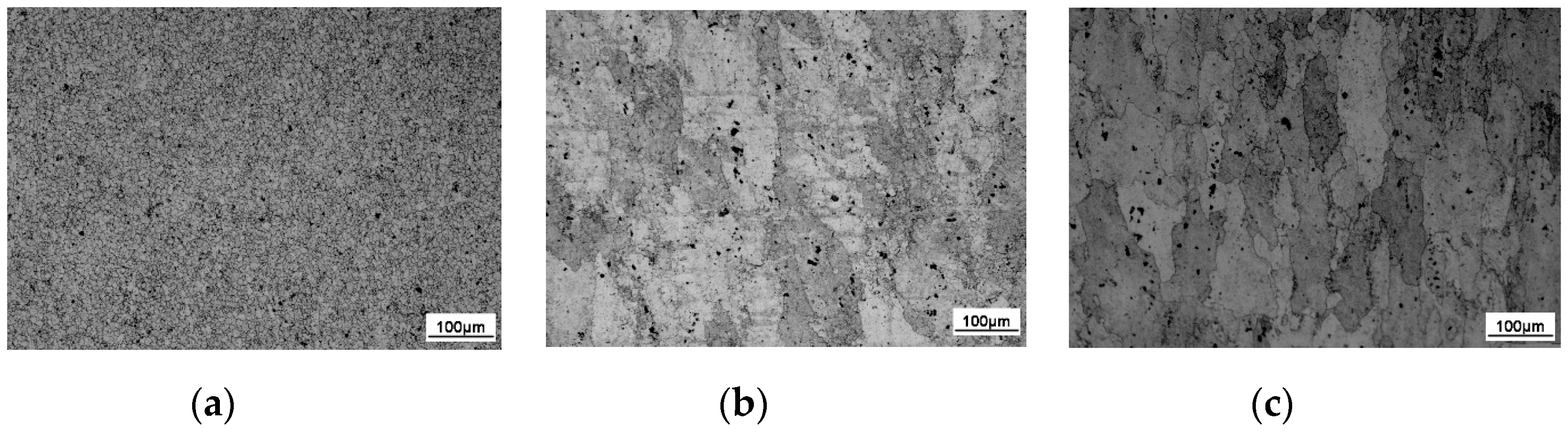
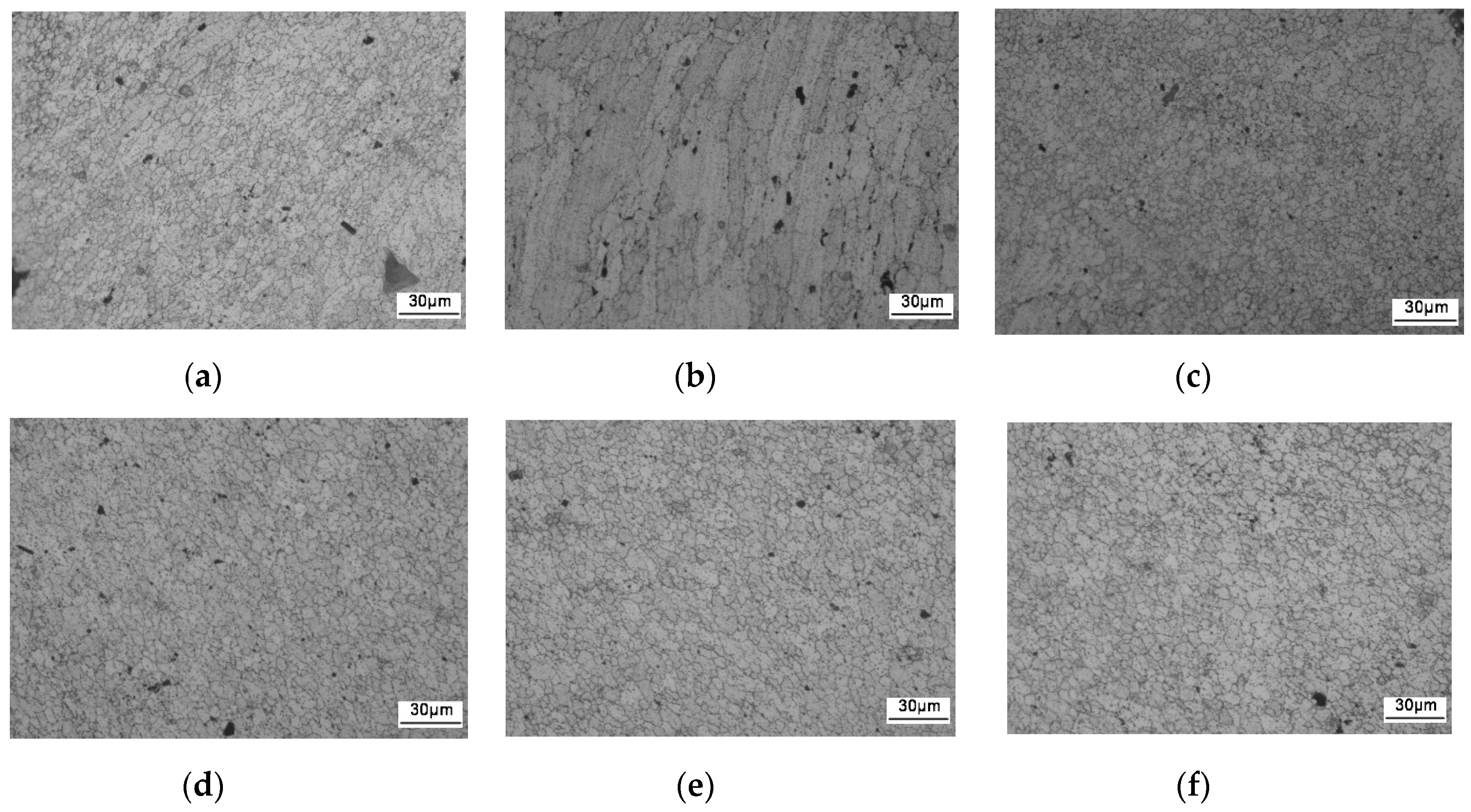
3.2.1. Microstructure of the FSW Joint
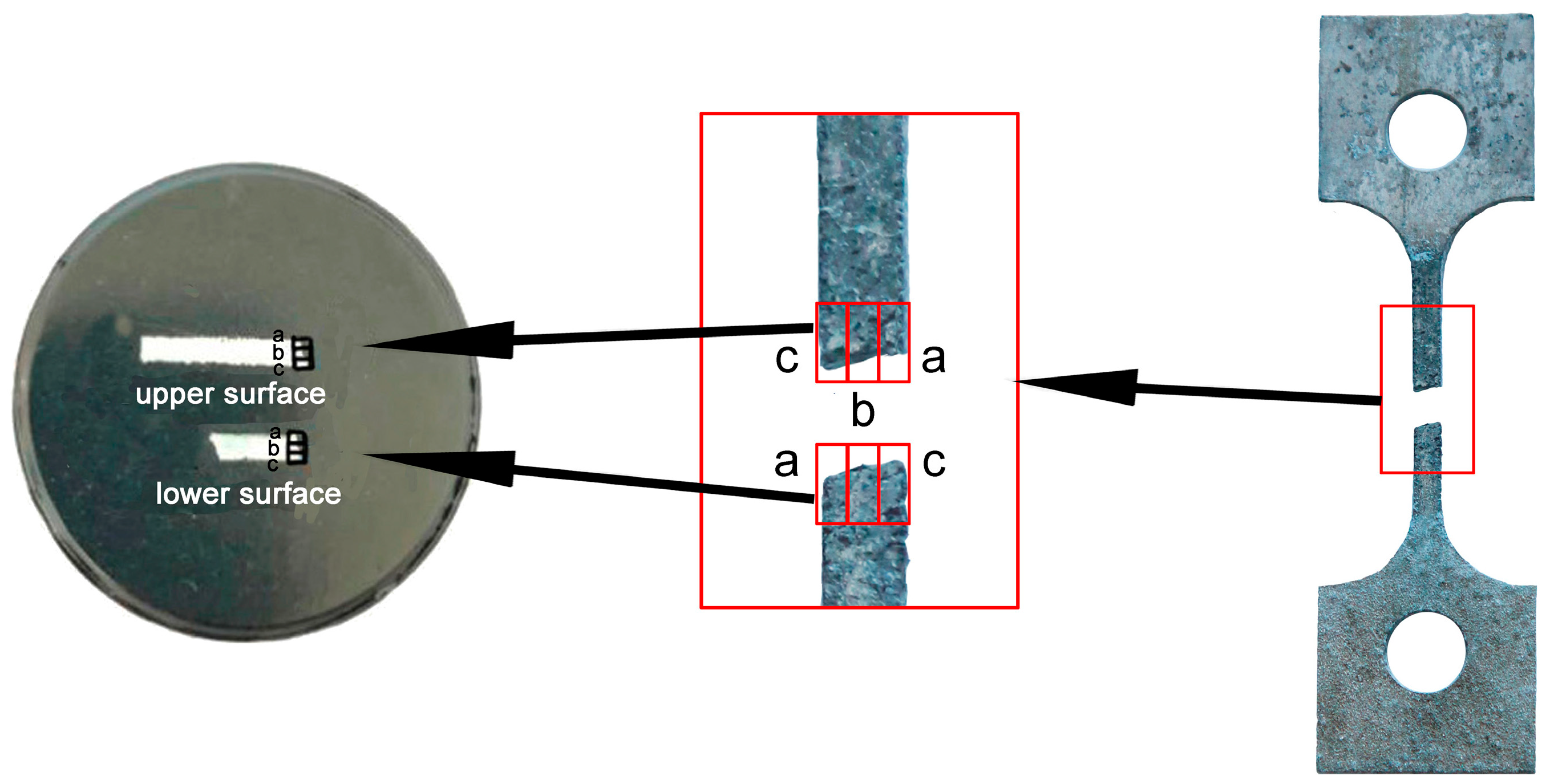
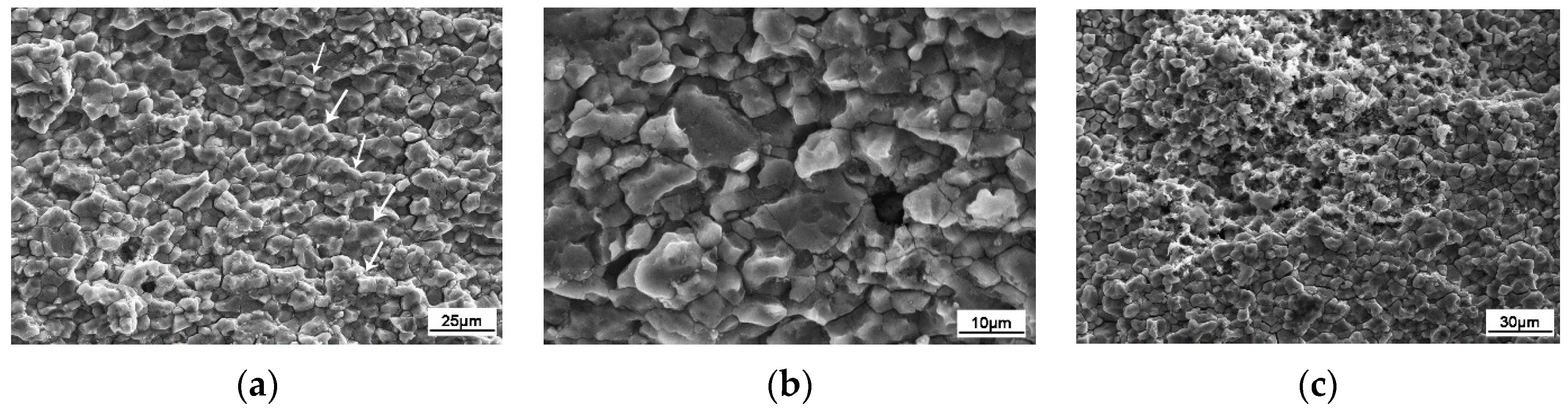
3.2.2. Microstructure of the Upper and Lower Surfaces of the Corrosion Fatigue Fracture
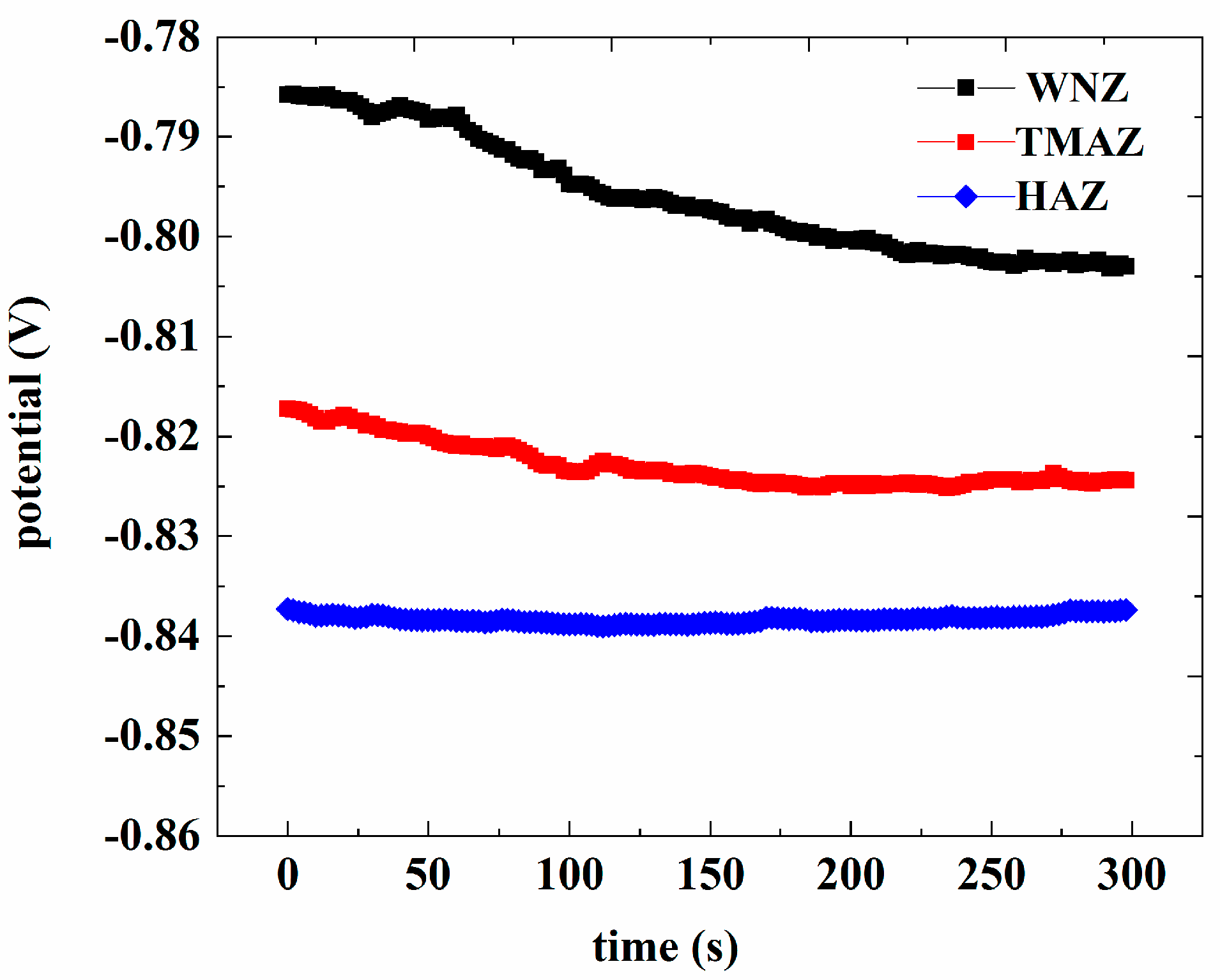
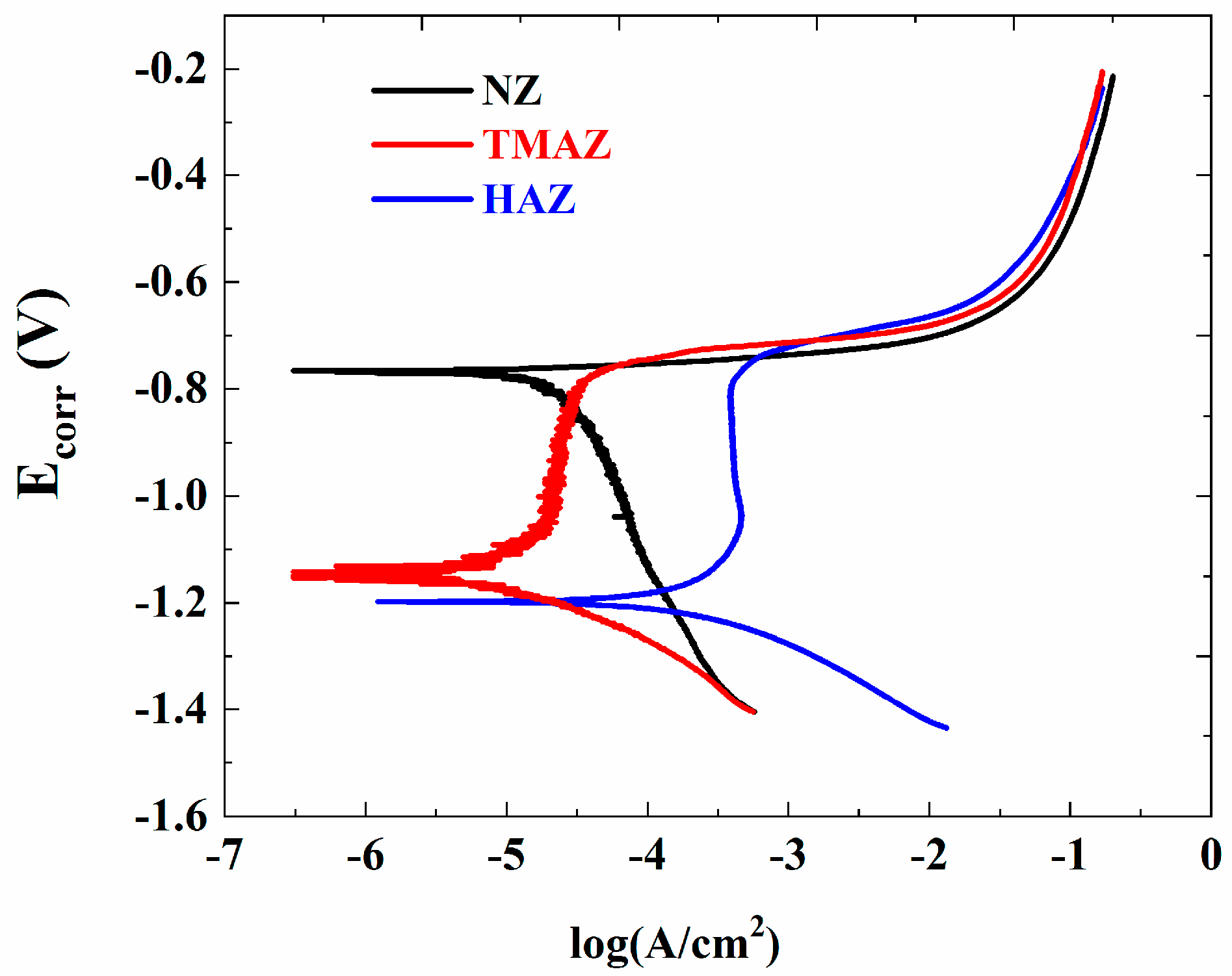
3.3. Local Electrochemical Measurements
3.4. Corrosion Fatigue Fracture Morphology
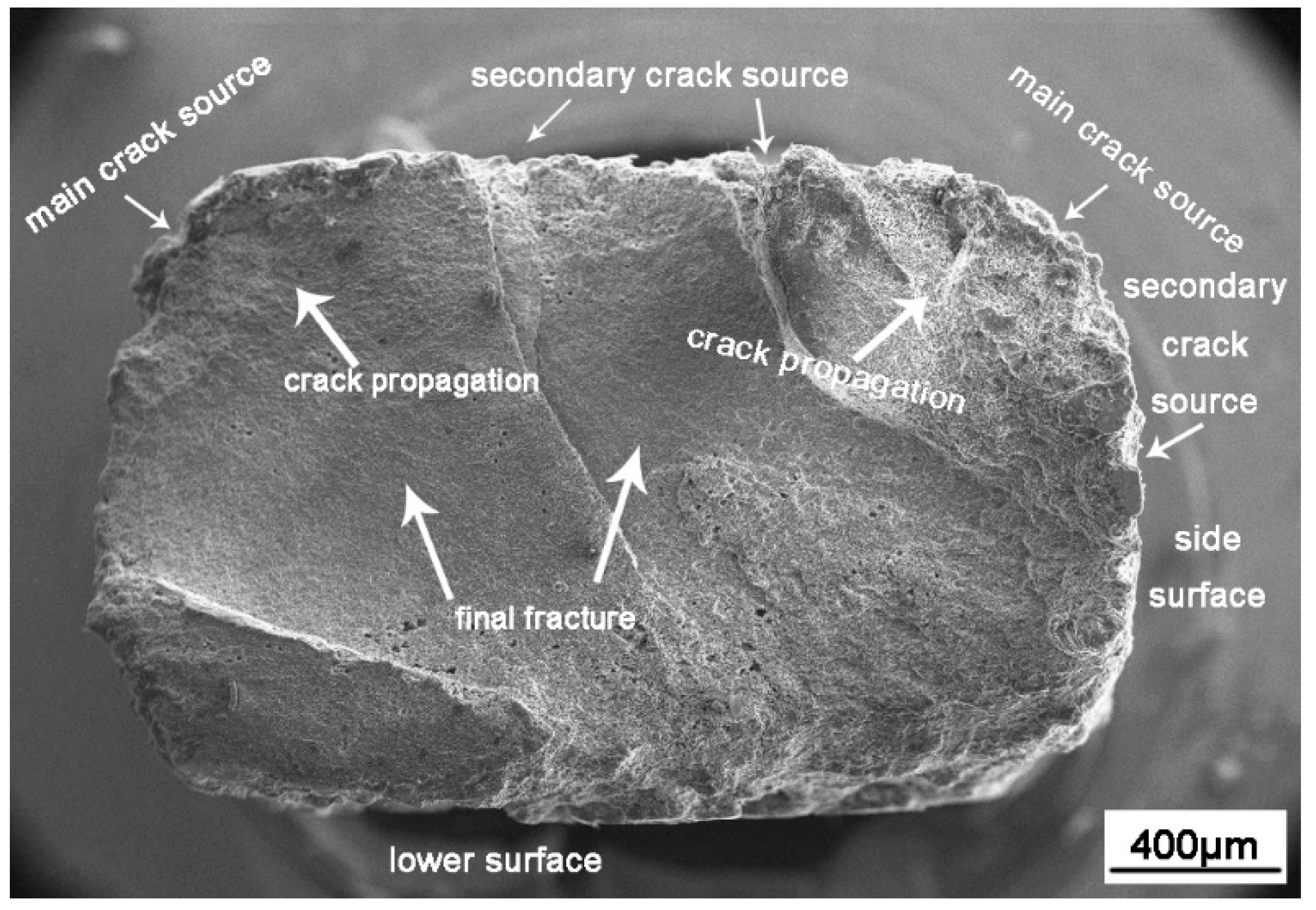
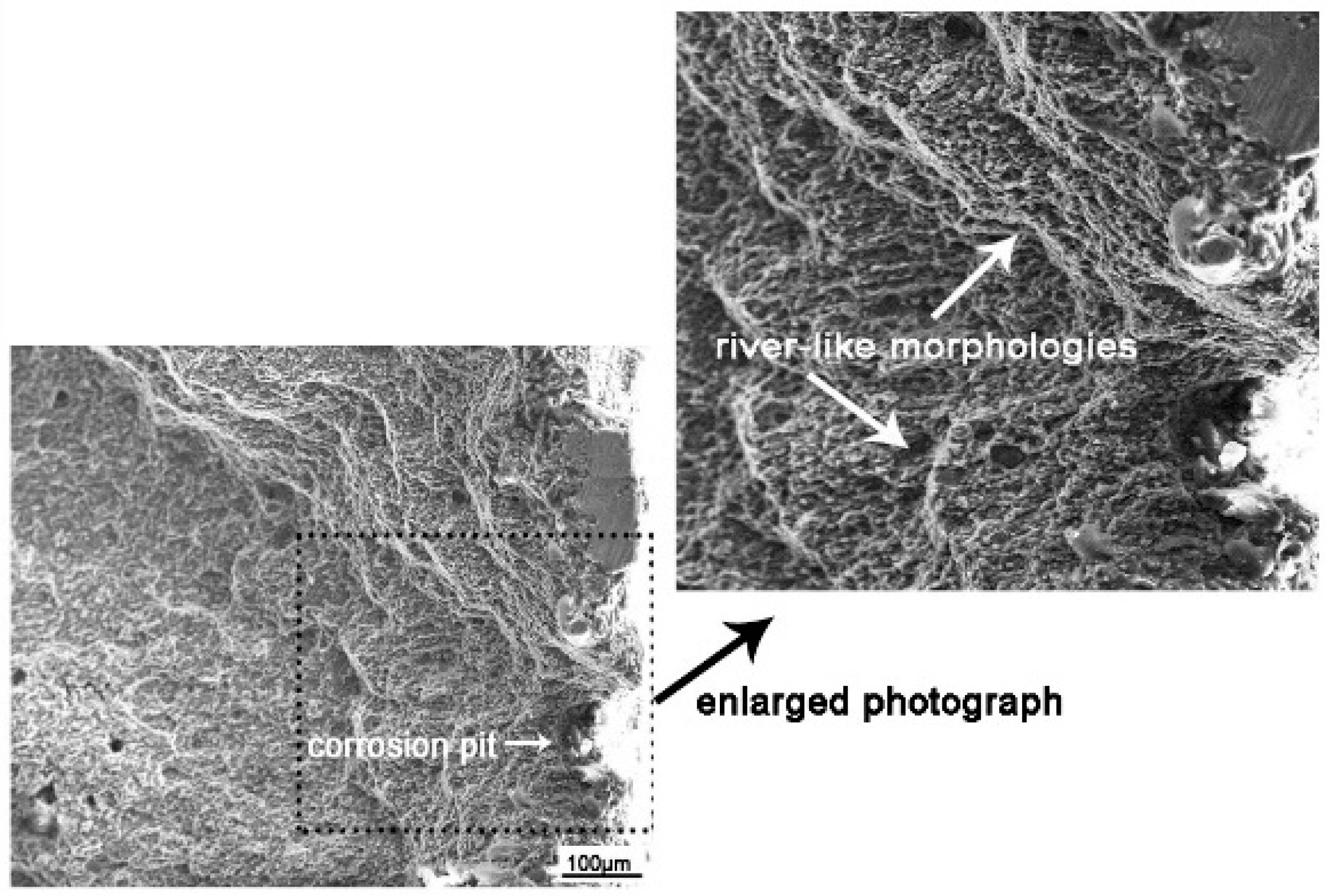
3.4.1. Corrosion Fatigue Crack Initiation
3.4.2. Corrosion Fatigue Crack Propagation
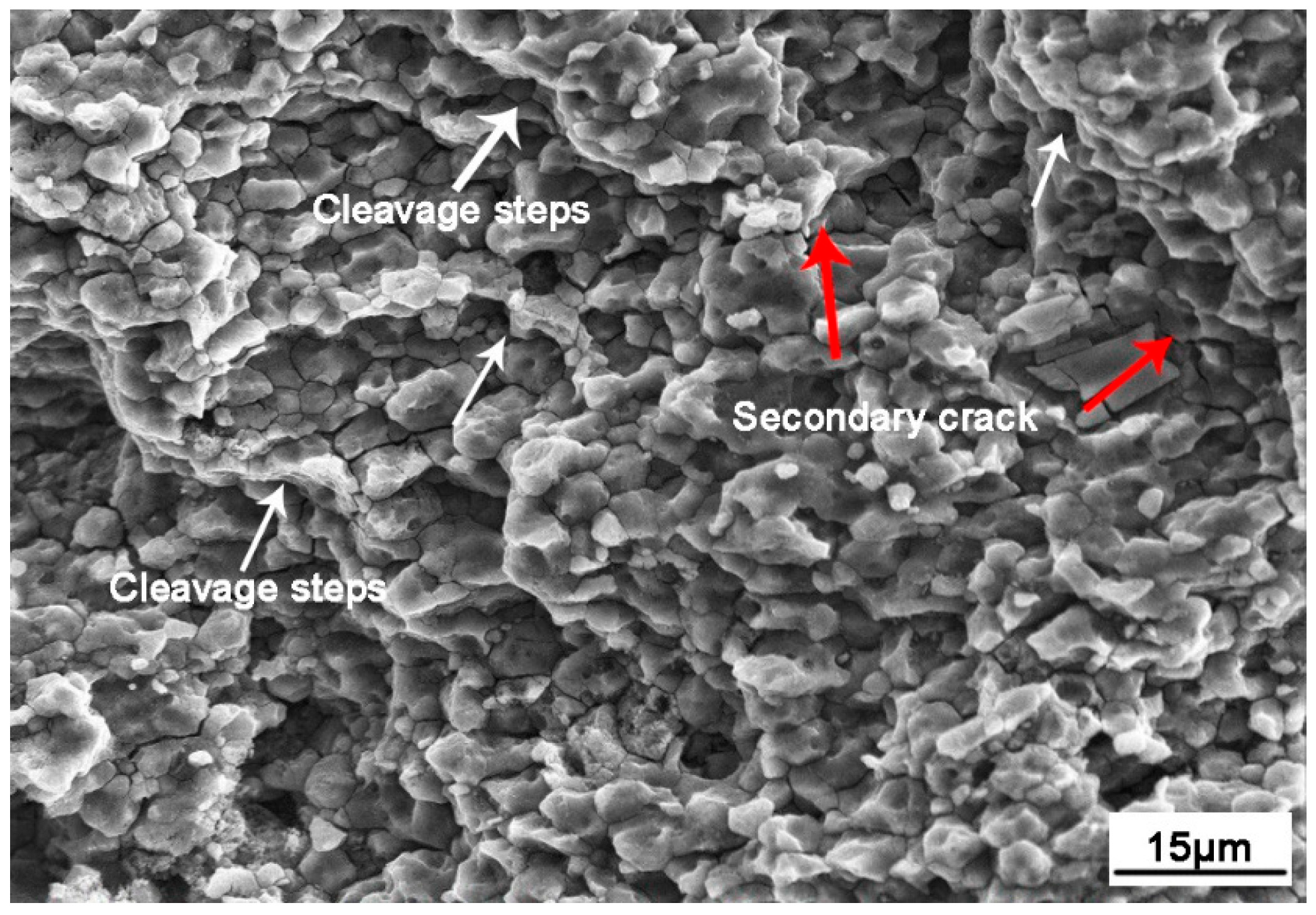
3.4.3. Corrosion Fatigue Transient Crack
4. Conclusions
- (1)
- The S–N curve equation of 7075 aluminum alloy FSW joint was lgN = 5.852 − 0.014S.
- (2)
- The difference in the microstructure of the welded joint resulted in different corrosion potentials. After friction stir welding, fine equiaxed crystals were formed in the WNZ, resulting in a high potential. The formation of coarser grains in the TMAZ and HAZ resulted in a lower potential. At the junction of the TMAZ and WNZ, galvanostatic corrosion was generated due to the potential difference, which made this area the most sensitive to corrosion. At this location, corrosion pits were first generated and became the main crack source of corrosion fatigue.
- (3)
- Corrosion fatigue fracture is composed of the crack source region, the crack growth region, and the transient fault region. The crack originated at the boundary between the TMAZ and WNZ, which propagated through the WNZ and finally broke in the WNZ.
- (4)
- Many crack sources were observed in the corrosion fatigue crack, and the crack sources occurred at the corrosion pit. The crack growth area exhibited fatigue speckles and an intergranular corrosion morphology. Cleavage steps and secondary cracks were observed in the transient fault zone, showing the characteristics of brittle fracture.
Author Contributions
Funding
Conflicts of Interest
References
- Chanyathunyaroj, K.; Phetchcrai, S.; Laungsopapun, G.; Rengsomboon, A. Fatigue characteristics of 6061 aluminum alloy subject to 3.5% NaCl environment. Int. J. Fatigue 2020, 133, 105420. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, T.; He, Y.; Feng, Y.; Du, X.; Ma, B.; Zhang, T. Effect of coastal atmospheric corrosion on fatigue properties of 2024-T4 aluminum alloy structures. J. Alloy Compd. 2019, 802, 511–521. [Google Scholar] [CrossRef]
- Wahab, M.; Painter, M.; Davies, M. The prediction of the temperature distribution and weld pool geometry in the gas metal arc welding process. J. Mater. Process. Technol. 1998, 77, 233–239. [Google Scholar] [CrossRef]
- Ericsson, M. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG. Int. J. Fatigue 2003, 25, 1379–1387. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-smith, P.; Dawes, C.J. Friction Stir Butt Welding. International Patent Application No. PCT/GB92/02203; GB Patent Application No. 9125978.8; U.S. Patent Application No. 5,460,317, 6 December 1991. [Google Scholar]
- Paglia, C.S.; Buchheit, R.G. A look in the corrosion of aluminium alloy friction stir welds. Scr. Mater. 2008, 58, 383. [Google Scholar] [CrossRef]
- Paglia, C.; Buchheit, R. Microstructure, microchemistry and environmental cracking susceptibility of friction stir welded 2219-T87. Mater. Sci. Eng. A 2006, 429, 107–114. [Google Scholar] [CrossRef]
- Zhang, W.; Jin, T.; Lou, W.; Li, W.; Dai, W. Mechanical properties and corrosion behavior of 5A06 alloy in seawater. IEEE Access 2018, 6, 24952–24961. [Google Scholar] [CrossRef]
- Jones, K.; Hoeppner, D.W. The interaction between pitting corrosion, grain boundaries, and constituent particles during corrosion fatigue of 7075-T6 aluminum alloy. Int. J. Fatigue 2009, 31, 686–692. [Google Scholar] [CrossRef]
- Yajie, L.; Fengming, Q.; Cuirong, L.; Wu, Z. Flow law, microstructure and corrosion behavior of friction stir welded 5A06 alloy. Rare Met. Mater. Eng. 2018, 47, 2353–2359. [Google Scholar] [CrossRef]
- Liu, P.; Sun, S.; Hu, J. Effect of laser shock peening on the microstructure and corrosion resistance in the surface of weld nugget zone and heat-affected zone of FSW joints of 7050 Al alloy. Opt. Laser Technol. 2019, 112, 1–7. [Google Scholar] [CrossRef]
- Wadeson, D.A.; Zhou, X.; Thompson, G.E.; Skeldon, P.; Oosterkamp, L.D.; Scamans, G. Corrosion behaviour of a friction stir welded. Corros. Sci. 2006, 48, 887–897. [Google Scholar] [CrossRef]
- Proton, V.; Alexis, J.; Andrieu, E.; Delfosse, J.; Lafont, M.C.; Blanc, C. Characterisation and understanding of the corrosion behaviour of the nugget in a 2050 aluminum alloy friction stir welding joint. Corros. Sci. 2013, 73, 130–142. [Google Scholar] [CrossRef] [Green Version]
- Jariyaboon, M.; Davenport, A.J.; Ambat, R.; Connolly, B.; Williams, S.; Price, D. Effect of cryogenic cooling on corrosion of friction stir welded AA7010-T7651. Anti-Corros. Methods Mater. 2010, 57, 83–89. [Google Scholar] [CrossRef]
- Hannour, F.; Davenpor, A.J.; Strangwood, M. Corrosion of friction stir welds in high strength aluminum alloys. In Proceedings of the 2nd International Symposium on Friction Stir Welding, Gothenburg, Sweden, 26–28 June 2000. [Google Scholar]
- Lumsden, J.B.; Mahoney, M.W.; Rhodes, C.G.; Pollock, G.A. Corrosion behavior of friction-stir-welded AA7050-T7651. Corrosion 2003, 59, 212–219. [Google Scholar] [CrossRef]
- Lumsden, J.B.; Mahoney, M.W.; Pollock, G.; Rhodes, C.G. Intergranular corrosion following friction stir welding of aluminum alloy 7075-T651. Corrosion 1999, 55, 1127–1135. [Google Scholar] [CrossRef]
- Wang, L.; Hui, L.; Zhou, S.; Xu, L.; He, B. Effect of corrosive environment on fatigue property and crack propagation behavior of Al 2024 friction stir weld. Trans. Nonferr. Met. Soc. China 2016, 26, 2830–2837. [Google Scholar] [CrossRef]
- Rodriguez, R.; Jordon, J.; Allison, P.G.; Rushing, T.; Garcia, L. Corrosion effects on fatigue behavior of dissimilar friction stir welding of high-strength aluminum alloys. Mater. Sci. Eng. A 2019, 742, 255–268. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Li, C.; Zhang, T.; Zhang, S. Effect of alternate corrosion and fatigue on fatigue crack growth characterization of 2024-T4 aluminum alloy. Math. Probl. Eng. 2020, 2020, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Jones, M.D.; Heurtier, P.; Desrayaud, C.; Montheillet, F.; Allehaux, D.; Driver, J. Correlation between microstructure and microhardness in a friction stir welded 2024 aluminium alloy. Scr. Mater. 2005, 52, 693–697. [Google Scholar] [CrossRef]
- Sun, G.-Q.; Wang, C.; Wei, X.; Shang, D.; Chen, S. Study on small fatigue crack initiation and growth for friction stir welded joints. Mater. Sci. Eng. A 2019, 739, 71–85. [Google Scholar] [CrossRef]
- Dick, P.A.; Knörnschild, G.H.; Dick, L.F.P. Anodising and corrosion resistance of AA 7050 friction stir welds. Corros. Sci. 2017, 114, 28–36. [Google Scholar] [CrossRef]
- Xu, W.; Liu, J.; Luan, G.; Dong, C. Microstructure and mechanical properties of friction stir welded joints in 2219-T6 aluminum alloy. Mater. Des. 2009, 30, 3460–3467. [Google Scholar] [CrossRef]
- Mirjalili, A.; Aval, H.J.; Serajzadeh, S. An investigation into the microstructure of friction-stir welded and artificially aged AA2017. J. Mater. Eng. Perform. 2013, 22, 3566–3571. [Google Scholar] [CrossRef]
- Hatamleh, O.; Singh, P.M.; Garmestani, H. Stress corrosion cracking behavior of peened friction stir welded 2195 aluminum alloy joints. J. Mater. Eng. Perform. 2009, 18, 406–413. [Google Scholar] [CrossRef]
- Sashank, J.S.; Sampath, P.; Krishna, P.S.; Sagar, R.; Venukumar, S.; Muthukumaran, S. Effects of friction stir welding on microstructure and mechanical properties of 6063 aluminium alloy. Mater. Today 2018, 5, 8348–8353. [Google Scholar] [CrossRef]
- Liu, H.J.; Deng, C.L.; Wang, J.; Cheng, W.H. Advances in research on galvanic corrosion in marine Environment. Equipment environmental engineering of China. April 2011, 8, 58–61. [Google Scholar]
- Shafiq, B.; Agarwala, V.S. Corrosion fatigue in 7075-T6 aluminum: Life prediction issues for carrier based operations. J. Aircr. 2004, 41, 393–398. [Google Scholar] [CrossRef]
- Hatamleh, O.; Singh, P.M.; Garmestani, H. Corrosion susceptibility of peened friction stir welded 7075 aluminum alloy joints. Corros. Sci. 2009, 51, 135–143. [Google Scholar] [CrossRef]
- Chan, C.P.; Yue, T.M.; Man, H.C. The effect of excimer laser surface treatment on the pitting corrosion fatigue behavior of aluminum alloy 7075. Mater. Sci. 2003, 38, 2689–2702. [Google Scholar] [CrossRef]
- Sun, G.; Chen, Y.; Chen, S.; Shang, D. Fatigue modeling and life prediction for friction stir welded joint based on microstructure and mechanical characterization. Int. J. Fatigue 2017, 98, 131–141. [Google Scholar] [CrossRef]
- Zhang, L.; Zhong, H.; Li, S.; Zhao, H.; Chen, J.; Qi, L. Microstructure, mechanical properties and fatigue crack growth behavior of friction stir welded joint of 6061-T6 aluminum alloy. Int. J. Fatigue 2020, 135, 105556. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Bingel, W.H.; Spurling, R.A. Properties of friction-stir-welded 7075 T651 aluminum. Met. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Goloborodko, A.; Ito, T.; Yun, X.; Motohashi, Y.; Itoh, G. Friction stir welding of a commercial 7075-T6 aluminum alloy: Grain refinement, thermal stability and tensile properties. Mater. Trans. 2004, 45, 2503–2508. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Mn | Ti | Cr | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|
| 5.1–6.1 | 2.1–2.9 | 1.2–2.0 | 0.3 | 0.2 | 0.18–0.28 | 0.5 | 0.4 | Balance |
| Material | Tensile Strength Rm (MPa) | Yield Strength Rp0.2 (MPa) | Elongation (%) |
|---|---|---|---|
| 7075-T6 | 530 | 460 | 6 |
| Welding Technology | Welding Machine Model | Rotational Speed n (rpm) | Travelling Speed ν (mm·min−1) | Tilt Angle of the Rotating Tool θ (°) | Rotational Direction of the Rotating Tool |
|---|---|---|---|---|---|
| FSW | SN-TS1106-6T-2D | 700 | 150 | 2.5 | Anticlockwise |
| Specimen | Stress Amplitude (MPa) | Loading Frequency (Hz) | Stress Ratio | Fatigue Life (Cycles) | Fracture Location |
|---|---|---|---|---|---|
| A1 | 250 | 0.3 | 0.06 | 190 | Weld joint |
| A2 | 250 | 0.3 | 0.06 | 230 | Weld joint |
| A3 | 250 | 0.3 | 0.06 | 326 | Weld joint |
| B1 | 230 | 0.3 | 0.06 | 645 | Weld joint |
| B2 | 230 | 0.3 | 0.06 | 732 | Weld joint |
| B3 | 230 | 0.3 | 0.06 | 790 | Weld joint |
| C1 | 180 | 0.3 | 0.06 | 2822 | Weld joint |
| C2 | 180 | 0.3 | 0.06 | 2980 | Weld joint |
| C3 | 180 | 0.3 | 0.06 | 3243 | Weld joint |
| D1 | 150 | 0.3 | 0.06 | 6435 | Weld joint |
| D2 | 150 | 0.3 | 0.06 | 7023 | Weld joint |
| D3 | 150 | 0.3 | 0.06 | 8230 | Weld joint |
| E1 | 130 | 0.3 | 0.06 | 9230 | Weld joint |
| E2 | 130 | 0.3 | 0.06 | 10560 | Weld joint |
| E3 | 130 | 0.3 | 0.06 | 12542 | Weld joint |
| Material | S–N Equation | m (−0.014 = −m lge) | C (lg C = 5.852) |
|---|---|---|---|
| 7075-T6 | lgN = 5.852 − 0.014S | 0.032 | 0.71 × 106 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Q.; Shao, F.; Bai, L.; Xu, Q.; Xie, X.; Shen, M. Corrosion Fatigue Fracture Characteristics of FSW 7075 Aluminum Alloy Joints. Materials 2020, 13, 4196. https://doi.org/10.3390/ma13184196
Ma Q, Shao F, Bai L, Xu Q, Xie X, Shen M. Corrosion Fatigue Fracture Characteristics of FSW 7075 Aluminum Alloy Joints. Materials. 2020; 13(18):4196. https://doi.org/10.3390/ma13184196
Chicago/Turabian StyleMa, Qingna, Fei Shao, Linyue Bai, Qian Xu, Xingkun Xie, and Mei Shen. 2020. "Corrosion Fatigue Fracture Characteristics of FSW 7075 Aluminum Alloy Joints" Materials 13, no. 18: 4196. https://doi.org/10.3390/ma13184196
APA StyleMa, Q., Shao, F., Bai, L., Xu, Q., Xie, X., & Shen, M. (2020). Corrosion Fatigue Fracture Characteristics of FSW 7075 Aluminum Alloy Joints. Materials, 13(18), 4196. https://doi.org/10.3390/ma13184196