Application of an Incremental Constitutive Model for the FE Analysis of Material Dynamic Restoration in the Rotary Tube Piercing Process



Abstract
:1. Introduction
- Hansel–Spittel constitutive model: this model is given by [21].where A and the are material parameters determined from experimental tests, is the equivalent strain, is the equivalent strain rate and T is the temperature. It is a widespread formulation, which is one of the available models in the software FORGE® (NxT 2.1, Transvalor, Mougins, France). This constitutive formulation is valid for both high and low temperature and strain rate [22].Regarding the RTP process, the Hansel–Spittel law has been frequently used for the constitutive modelling of the billet material behaviour. Ghiotti and Fanini [23,24,25] modelled the flow stress of a DIN St52 steel in a skew rolling process with this formulation. Pschera et al. [26] used this constitutive formulation for modelling the 10CrMo9-10 steel rheological behaviour during the RTP and the posterior analysis of material damage. Pater et al. [27] used also this model to compare the RTP process in two and three-roll mills. Murillo-Marrodán et al. [28,29] used this formulation for the analysis of the RTP process, reproducing accurately the tube deformation.There is also an extended version of Hansel–Spittel. This extended constitutive model is similar to the previously described one, but incorporates more terms in which temperature, strain rate and strain are coupled, yieldingwhere defines the coupling of strain and temperature through a potential term, is the exponential dependence of stress on strain, corresponds to the coupling between strain rate and temperature through a power relation and is the power dependence of stress on temperature. The application of this extended model in the RTP process was used to analyze the material deformation [30] for billets made of St52, 10CrMo9-10 and X10CrMoVNb9-1 (P91) steels. However, this model is more complex and requires additional time for convergence and additional resources to determine a higher number of material parameters.
- Modified versions of the Hansel–Spittel constitutive model: Chastel et al. [31] used a simplification of the model, given bywith similar results to those of Hansel–Spittel in the analyzed process conditions.Pater et al. [32] used a modified expression of the Hansel–Spittel law, for 100Cr6 steel, in which flow stress dependence on strain was altered. The flow stress was calculated according towhere is a material constant that is related to the yield stress of the material. It was compared to the experiments performed, showing good precision.Lu et al. [33,34,35] simulated the flow stress of the 33Mn2V steel in the RTP process with an alternative constitutive law adopted from [36], yieldingThe results of force were assessed using this material model showing good agreement with the experimental data.
- Arrhenius-type constitutive model: the hyperbolic sine law in the Arrhenius-type equation gives a good approximation of the Zener–Hollomon parameter Z and flow stress, and can be used for a wide range of deformation conditions [37]. Therefore, for all stress levels, the hyperbolic sine law can be represented aswhere the flow stress given by the hyperbolic sine law can be calculated as a function of Z, yieldingand B, and n are the material parameters dependent on the actual strain. In this constitutive approach, the flow softening of the material is determined by the value of the Zener–Hollomon parameter, Z [38]. This parameter incorporates the effects of the temperature and strain rate on the deformation behaviour according towhere is the universal gas constant and Q the apparent activation energy of the material. The lower the value of Z, the higher the softening of the material. This constitutive model was used by Ding et al. [39] for modelling the AZ31 magnesium alloy behaviour in a rotary piercing operation. Zhao et al. [40] proposed a modification of Equation (6) for studying the flow stress and dynamic softening of a 55SiMnMo steel, yielding
2. Theoretical Background of the Constitutive Model
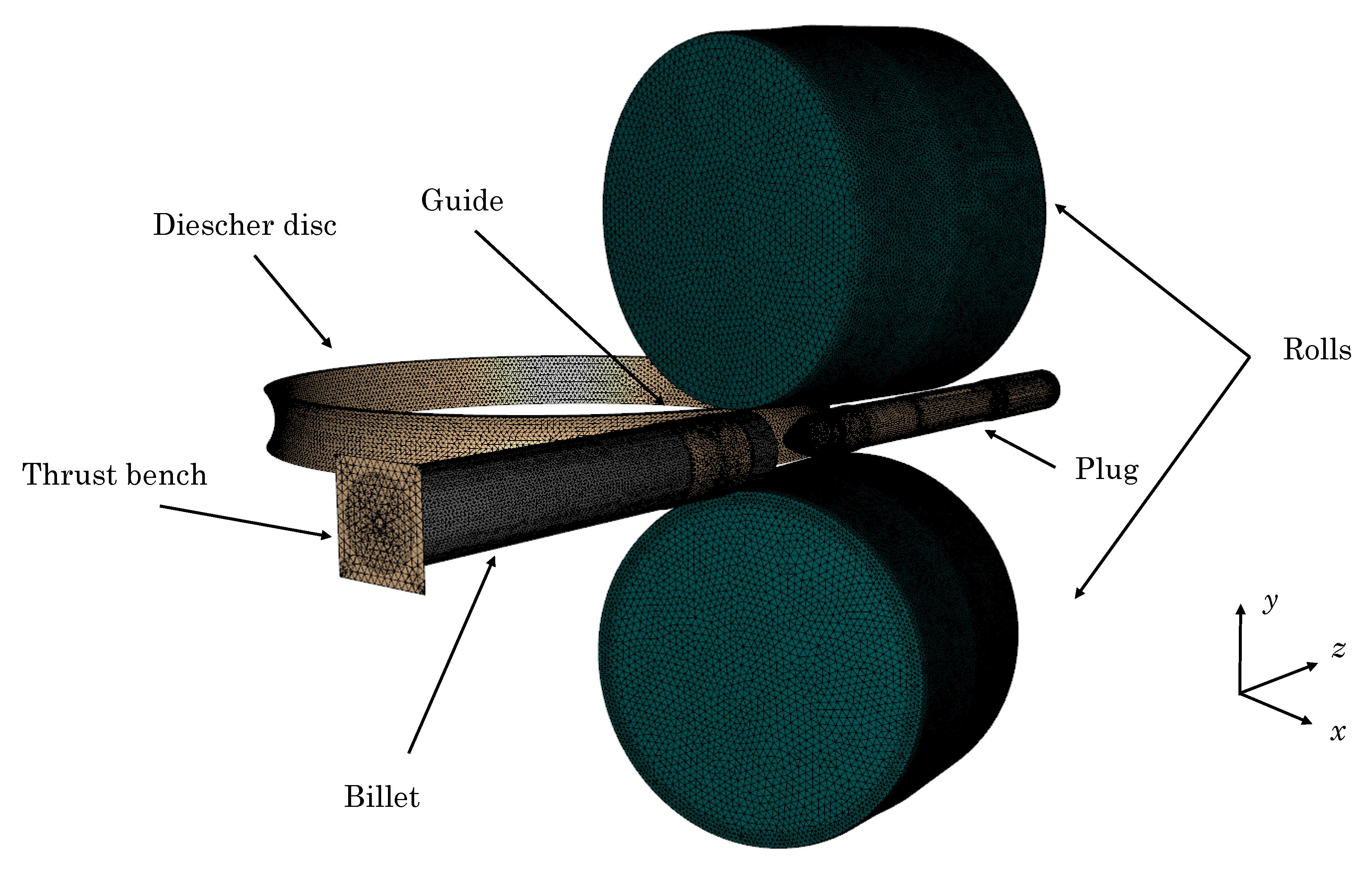
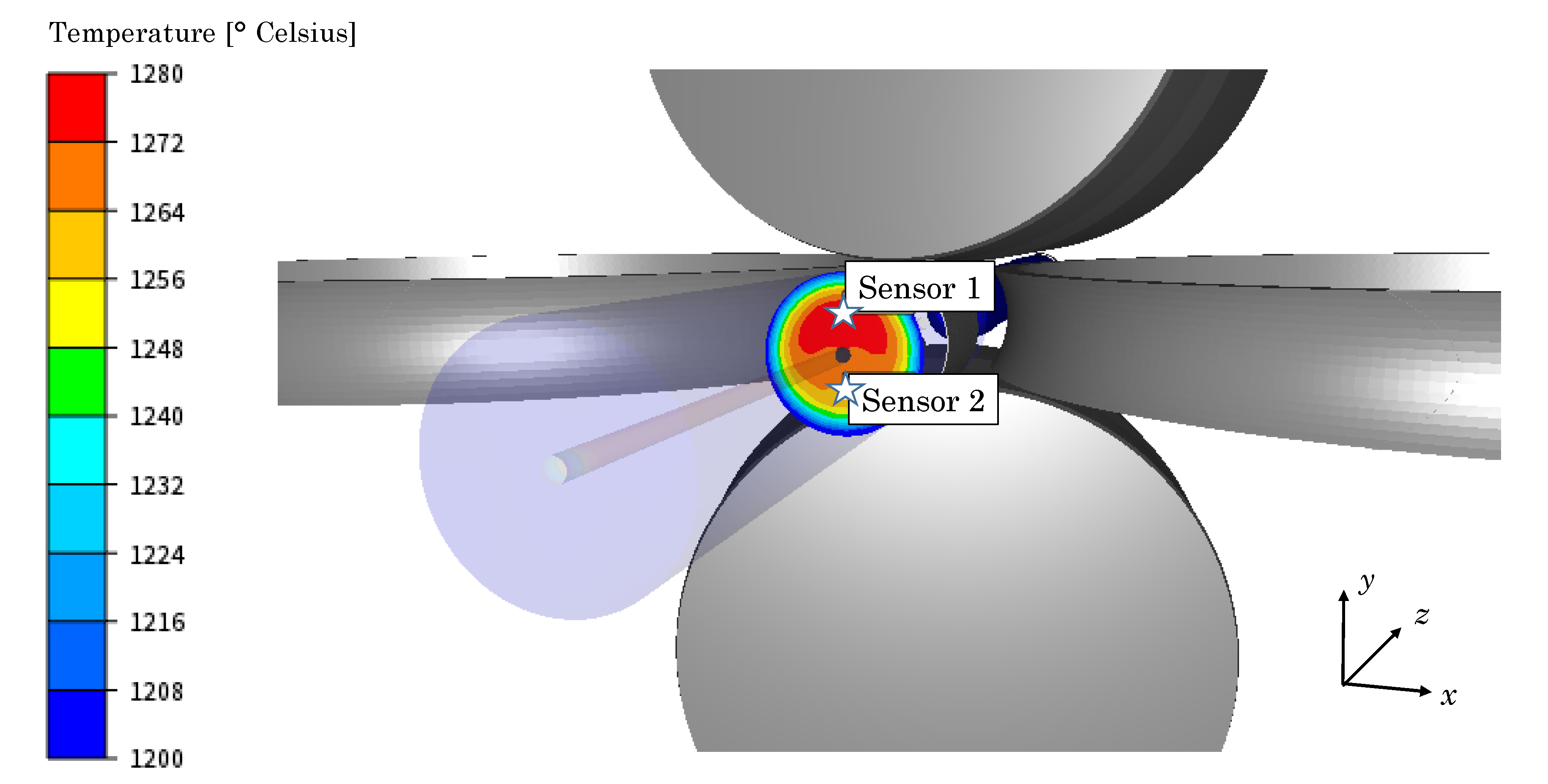
3. FE Model of the RTP Process
4. Results and Discussion
5. Conclusions
- The application of the constitutive model on the simulation of the RTP process leads to the accurate reproduction of the tube geometry parameters, namely, elongation, longitudinal torsion, average wall thickness and wall thickness eccentricity.
- The constitutive model dependence on the temperature is well-established at the sight of the precise wall thickness eccentricity results obtained.
- In contrast to the previously used formulations, the proposed model allows analyzing the material restoration mechanisms involved in the RTP process. The DRV and DRX are found to prevail over each other cyclically, following an alternating sequence, during the material processing.
- The material strain rate is the most dominant parameter in the determination of the prevailing dynamic restoration mechanism.
- DRV prevails when the material is in contact with both rolls and plug, otherwise DRX is the main restoration mechanism.
- The influence of material DRX on the wall thickness eccentricity is limited, because the eccentricity is produced in the roll–material and plug–material contacts. As previously reported, the material DRV prevails at this region.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lin, Y.C.; Chen, M.S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Pater, Z.; Tofil, A. FEM Simulation of the tube rolling process in Diescher’s mill. Adv. Sci. Technol. Res. J. 2014, 8, 51–55. [Google Scholar] [CrossRef]
- Komori, K. Simulation of Mannesmann piercing process by the three-dimensional rigid-plastic finite-element method. Int. J. Mech. Sci. 2005, 47, 1838–1853. [Google Scholar] [CrossRef]
- Komori, K.; Suzuki, M. Simulation of deformation and temperature in press roll piercing. J. Mater. Process. Technol. 2005, 169, 249–257. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, J.; Cho, J.M.; Jeong, S.W.; Moon, H.K. Quantitative study on Mannesmann effect in roll piercing of hollow shaft. Procedia Eng. 2014, 81, 197–202. [Google Scholar] [CrossRef] [Green Version]
- Yoshida, M. 3D FEM Simulation of Rolling Load Working on Piercer Plug in Mannesmann Piercing Process. AIP Conf. Proc. 2010, 1252, 1333–1338. [Google Scholar]
- Zhao, Y.; Yu, E.; Yan, T. Deformation analysis of seamless steel tube in cross rolling piercing process. In Proceedings of the 2010 International Conference On Computer Design and Applications, Qinhuangdao, China, 25–27 June 2010; Volume 3, pp. 320–323. [Google Scholar] [CrossRef]
- Liu, F.; Qiu, Y.L.; Song, Z.H.; Wang, S.W. Numerical Simulation of the Piercing Process of Large-Sized Seamless Steel Tube. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2013. [Google Scholar] [CrossRef]
- Gerasimov, Y.L.; Avdeev, S.V.; Bobarikin, Y.L. Improving the Design of a Ø120-mm Mandrel for Piercing Semifinished Products in a Two-High Rotary Rolling Mill. Metallurgist 2016, 59, 805–809. [Google Scholar] [CrossRef]
- Ceretti, E.; Giardini, C.; Brisotto, F. 2D Simulation and Validation of Rotary Tube Piercing Process. AIP Conf. Proc. 2004, 712, 1154–1159. [Google Scholar] [CrossRef]
- Lu, L.; Wang, Z.X.; Wang, F.Z.; Zhu, G.Y.; Zhang, X.X. Simulation of tube forming process in mannesmann mill. J. Shanghai Jiaotong Univ. (Sci.) 2011, 16, 281–285. [Google Scholar] [CrossRef]
- Pater, Z.; Kazanecki, J. Complex numerical analysis of the tube forming process using Diescher mill. Arch. Metall. Mater. 2013, 58, 717–724. [Google Scholar] [CrossRef]
- Bogatov, A.A.; Nukhov, D.S.; Toporov, V.A. Simulation of Rotary Piercing Process. Metallurgist 2017, 61, 101–105. [Google Scholar] [CrossRef]
- Shim, S.H.; Cho, J.M.; Lee, M.C.; Joun, M.S. Finite Element Analysis of a Mannesmann Rollpiercing Process. In Proceedings of the Japan Society for Technology of Plasticity, Toyohasi, Japan, 27–29 October 2011; pp. 515–516. [Google Scholar]
- Cho, J.M.; Kim, B.S.; Moon, H.K.; Lee, M.C.; Joun, M.S. Comparative study on Mannesmann roll piercing processes between Diescher’s guiding disk and Stiefel’s guiding shoe. AIP Conf. Proc. 2013, 1532, 843–849. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, D.; Yang, Y.; Zheng, Y.; Pang, Y.; Wang, J.; Wang, H. Explorative study of rotary tube piercing process for producing titanium alloy thick-walled tubes with bi-modal microstructure. Arch. Civ. Mech. Eng. 2018, 18, 1451–1463. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Galkin, S.P.; Karpov, B.V.; Romantsev, B.A.; Kaputkina, L.M.; Danilin, A.V.; Skripalenko, M.N.; Patrin, P.V. Forming Features and Properties of Titanium Alloy Billets After Radial-Shear Rolling. Materials 2019, 12, 3179. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tomczak, J.; Pater, Z.; Bulzak, T. Skew Rolling of Rods from Scrap Rail Heads. Materials 2019, 12, 2970. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Liu, D.; Yang, Y.; Wang, J.; Zheng, Y.; Zhang, F. Microstructure evolution of nickel-based superalloy with periodic thermal parameters during rotary tube piercing process. Int. J. Adv. Manuf. Technol. 2019, 104, 3991–4006. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Romantsev, B.A.; Galkin, S.P.; Kaputkina, L.M.; Skripalenko, M.N.; Danilin, A.V.; Rogachev, S.O. Forming Features at Screw Rolling of Austenitic Stainless-Steel Billets. J. Mater. Eng. Perform. 2020, 29, 3889–3894. [Google Scholar] [CrossRef]
- Hensel, A.; Spittel, T. Kraft und Arbeitsbedarf Bildsamer Formgebungsverfahren; Deutscher Verlag für Grundstoffindustrie: Leizpig, Germany, 1978. [Google Scholar]
- Martínez, H.V.; Coupard, D.; Girot, F. Constitutive model of the alloy 2117-T4 at low strain rates and temperatures. J. Mater. Process. Technol. 2006, 173, 252–259. [Google Scholar] [CrossRef]
- Ghiotti, A.; Fanini, S.; Bruschi, S.; Bariani, P.F. Modelling of the Mannesmann effect. CIRP Ann. 2009, 58, 255–258. [Google Scholar] [CrossRef]
- Fanini, S.; Ghiotti, A.; Bruschi, S. Evaluation of Fracture Initiation in the Mannesmann Piercing Process. AIP Conf. Proc. 2007, 907, 709–714. [Google Scholar] [CrossRef]
- Fanini, S.; Ghiotti, A.; Bruschi, S. Prediction Of The Fracture Due To Mannesmann Effect In Tube Piercing. AIP Conf. Proc. 2007, 908, 1407–1412. [Google Scholar] [CrossRef]
- Pschera, R.; Klarner, J.; Sommitsch, C. Modelling the Forming Limit during Cross-Rolling of Seamless Pipes Using a Modified Continuum Damage Mechanics Approach. Steel Res. Int. 2010, 81, 686–690. [Google Scholar] [CrossRef]
- Pater, Z.; Wójcik, Ł.; Walczuk, P. Comparative Analysis of Tube Piercing Processes in the Two-Roll and Three-Roll Mills. Adv. Sci. Technol. Res. J. 2019, 13, 37–45. [Google Scholar] [CrossRef]
- Murillo-Marrodán, A.; García, E.; Cortés, F. Modelling of the cone-type rotary piercing process and analysis of the seamless tube longitudinal shear strain using industrial data. AIP Conf. Proc. 2019, 2113, 040003. [Google Scholar] [CrossRef]
- Murillo-Marrodán, A.; García, E.; Barco, J.; Cortés, F. Analysis of Wall Thickness Eccentricity in the Rotary Tube Piercing Process Using a Strain Correlated FE Model. Metals 2020, 10, 1045. [Google Scholar] [CrossRef]
- Krux, R.; Zemko, M. FEM-modelling of Barrel-type Cross-roll Piercing and Analysis of the Induced Rotational Motion of the Plug Bar. In Proceedings of the 10th International Conference on Technology of Plasticity, Aachen, Germany, 25–30 September 2011; pp. 143–148. [Google Scholar]
- Chastel, Y.; Diop, A.; Fanini, S.; Bouchard, P.O.; Mocellin, K. Finite element modeling of tube piercing and creation of a crack. Int. J. Mater. Form. 2008, 1, 355–358. [Google Scholar] [CrossRef]
- Pater, Z.; Bartnicki, J.; Kazanecki, J. 3D finite elements method (FEM) Analysis of basic process parameters in rotary piercing mill. Metalurgija 2012, 51, 501–504. [Google Scholar]
- Lu, L.; Wang, Z.X.; Wang, F.Z. Research of Force in Piercing Process by FEM Simulation. In Advanced Materials Research; Trans Tech Publ.: Stafa-Zurich, Switzerland, 2012; Volume 482, pp. 62–65. [Google Scholar]
- Lu, L.; Wang, Z.X. Force Research of Piercing Process in Diescher’s Mill with Mechanical Properties by FEM Simulation. In Advanced Materials Research; Trans Tech Publ.: Stafa-Zurich, Switzerland, 2013; Volume 648, pp. 174–177. [Google Scholar] [CrossRef]
- Lu, L.; Cui, H.X. Temperature Analysis of Piercing Process Based on Material Properties in Diescher’s Mill with Finite Element Method. In Advanced Materials Research; Trans Tech Publ.: Stafa-Zurich, Switzerland, 2013; Volume 830, pp. 93–96. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Cabrera, J.M.; Najafizadeh, A. Constitutive relationships for hot deformation of austenite. Acta Mater. 2011, 59, 6441–6448. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Ding, X.F.; Shuang, Y.H.; Liu, Q.Z.; Zhao, C.J. New rotary piercing process for an AZ31 magnesium alloy seamless tube. Mater. Sci. Technol. 2017, 34, 408–418. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Mao, J.H.; Liu, F.F.; Ma, Z.H. Experiments and simulation on Mannesmann piercing process in the drill steel manufacture. Strength Mater. 2015, 47, 29–40. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Guérin, J.D.; La Barbera-Sosa, J.G.; Dubar, M.; Dubar, L. Incremental constitutive description of SAE 5120 steel deformed under hot-working conditions. Int. J. Mech. Sci. 2017, 133, 619–630. [Google Scholar] [CrossRef]
- Murillo-Marrodán, A.; García, E.; Cortés, F. Friction Modelling of a Hot Rolling Process by means of the Finite Element Method. In Proceedings of the World Congress on Engineering, London, UK, 5–7 July 2017; Volume 2. [Google Scholar]
- Murillo-Marrodán, A.; García, E.; Cortés, F. A Study of Friction Model Performance in a Skew Rolling Process Numerical Simulation. Int. J. Simul. Model. 2018, 17, 569–582. [Google Scholar] [CrossRef]
- He, A.; Xie, G.; Yang, X.; Wang, X.; Zhang, H. A physically-based constitutive model for a nitrogen alloyed ultralow carbon stainless steel. Comput. Mater. Sci. 2015, 98, 64–69. [Google Scholar] [CrossRef]
- Haghdadi, N.; Martin, D.; Hodgson, P. Physically-based constitutive modelling of hot deformation behavior in a LDX 2101 duplex stainless steel. Mater. Des. 2016, 106, 420–427. [Google Scholar] [CrossRef]
- Lin, Y.C.; Yang, H.; He, D.G.; Chen, J. A physically-based model considering dislocation–solute atom dynamic interactions for a nickel-based superalloy at intermediate temperatures. Mater. Des. 2019, 183, 108122. [Google Scholar] [CrossRef]
- Fan, X.G.; Yang, H.; Gao, P.F. Prediction of constitutive behavior and microstructure evolution in hot deformation of TA15 titanium alloy. Mater. Des. 2013, 51, 34–42. [Google Scholar] [CrossRef]
- Xiao, Y.W.; Lin, Y.C.; Jiang, Y.Q.; Zhang, X.Y.; Pang, G.D.; Wang, D.; Zhou, K.C. A dislocation density-based model and processing maps of Ti-55511 alloy with bimodal microstructures during hot compression in α+β region. Mater. Sci. Eng. A 2020, 790, 139692. [Google Scholar] [CrossRef]
- Huang, C.Q.; Deng, J.; Wang, S.X.; Liu, L.L. A physical-based constitutive model to describe the strain-hardening and dynamic recovery behaviors of 5754 aluminum alloy. Mater. Sci. Eng. A 2017, 699, 106–113. [Google Scholar] [CrossRef]
- Lin, Y.C.; Dong, W.Y.; Zhou, M.; Wen, D.X.; Chen, D.D. A unified constitutive model based on dislocation density for an Al-Zn-Mg-Cu alloy at time-variant hot deformation conditions. Mater. Sci. Eng. A 2018, 718, 165–172. [Google Scholar] [CrossRef]
- Melkote, S.N.; Liu, R.; Fernandez-Zelaia, P.; Marusich, T. A physically based constitutive model for simulation of segmented chip formation in orthogonal cutting of commercially pure titanium. CIRP Ann. 2015, 64, 65–68. [Google Scholar] [CrossRef]
- Le Mercier, K.; Watremez, M.; Puchi-Cabrera, E.S.; Dubar, L.; Guérin, J.D.; Fouilland-Paillé, L. Dynamic recrystallization behaviour of spheroidal graphite iron. Application to cutting operations. J. Mater. Process. Technol. 2017, 239, 315–325. [Google Scholar] [CrossRef] [Green Version]
- Estrin, Y.; Mecking, H. A unified phenomenological description of work hardening and creep based on one-parameter models. Acta Metall. 1984, 32, 57–70. [Google Scholar] [CrossRef]
- Liu, R.; Salahshoor, M.; Melkote, S.N.; Marusich, T. A unified internal state variable material model for inelastic deformation and microstructure evolution in SS304. Mater. Sci. Eng. A 2014, 594, 352–363. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, É. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Murillo-Marrodán, A.; Puchi-Cabrera, E.S.; García, E.; Dubar, M.; Cortés, F.; Dubar, L. An Incremental Physically-Based Model of P91 Steel Flow Behaviour for the Numerical Analysis of Hot-Working Processes. Metals 2018, 8, 269. [Google Scholar] [CrossRef] [Green Version]
- Kocks, U.F. Laws for Work-Hardening and Low-Temperature Creep. J. Eng. Mater. Technol. 1976, 98, 76–85. [Google Scholar] [CrossRef]
- FORGE® NxT User’s Guide; Transvalor: Mougins, France, 2018.
- Yaghi, A.H.; Hyde, T.H.; Becker, A.A.; Williams, J.A.; Sun, W. Residual stress simulation in welded sections of P91 pipes. J. Mater. Process. Technol. 2005, 167, 480–487. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3.7 | 28 | 4.5 | 116.9 | |||
| D | q | |||||
| 5.5 | 1260 | 4.5 | 0.5 | 0.97 |
| Parameters | Magnitude |
|---|---|
| Cross angle, | 3° |
| Feed angle, | 10° |
| Roll diameter | 900 mm |
| Roll angular velocity | 111 rpm |
| Diescher diameter | 1700 mm |
| Diescher angular velocity | 24 rpm |
| Result | Experiment | Incremental Model | Hansel–Spittel | ||
|---|---|---|---|---|---|
| Result | Difference (%) | Result | Difference (%) | ||
| 2.08 | 2.10 | 0.96 | 2.13 | 2.4 | |
| 52.1 °C/m | 44 °C/m | 15.6 | 54.8 °C/m | 5.18 | |
| 27.75 mm | 27.83 mm | 0.29 | 27.41 mm | 1.23 | |
| 3.75% | 3.84% | 2.40 | 5.44% | 45.1 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murillo-Marrodán, A.; García, E.; Barco, J.; Cortés, F. Application of an Incremental Constitutive Model for the FE Analysis of Material Dynamic Restoration in the Rotary Tube Piercing Process. Materials 2020, 13, 4289. https://doi.org/10.3390/ma13194289
Murillo-Marrodán A, García E, Barco J, Cortés F. Application of an Incremental Constitutive Model for the FE Analysis of Material Dynamic Restoration in the Rotary Tube Piercing Process. Materials. 2020; 13(19):4289. https://doi.org/10.3390/ma13194289
Chicago/Turabian StyleMurillo-Marrodán, Alberto, Eduardo García, Jon Barco, and Fernando Cortés. 2020. "Application of an Incremental Constitutive Model for the FE Analysis of Material Dynamic Restoration in the Rotary Tube Piercing Process" Materials 13, no. 19: 4289. https://doi.org/10.3390/ma13194289
APA StyleMurillo-Marrodán, A., García, E., Barco, J., & Cortés, F. (2020). Application of an Incremental Constitutive Model for the FE Analysis of Material Dynamic Restoration in the Rotary Tube Piercing Process. Materials, 13(19), 4289. https://doi.org/10.3390/ma13194289