2.1. FEM Simulation
As shown in
Figure 2, a 3D turning finite element elastic-plastic model is established by using AdvantEdge V7.4015 software (V7.4015, Third Wave Systems, Minneapolis, MN, USA), in which the workpiece has the dimensions of 5 mm × 3 mm × 2 mm (length × width × height). The DOC means the depth of cut. The AdvantEdge software automatically divides the mesh of the workpiece and the tool with tetrahedral elements. The maximum and minimum element sizes are 0.5 mm and 0.03 mm, respectively. Moreover, in the setting of the workpiece, the adaptive remeshing parameter is 0.005 mm and the curvature-safety keeps 3 so that the finer mesh in the cutting area is automatically divided. And the physical and mechanical properties of Inconel 718 are shown in
Table 1, where the Young’s Modulus and Poisson’s Ratio are measured by X-ray diffractometer. The thermal conductivity, specific heat and thermal expansion coefficient are temperature dependent. The Johnson-Cook constitutive model [
23] used in the present study is a common constitutive model for researching elastic-plastic materials in Equation (1), including strain hardening effect, strain rate hardening effect and thermal softening effect of materials.
where
is equivalent plastic stress (MPa),
is equivalent plastic strain,
is equivalent plastic strain rate (
),
is reference equivalent plastic strain rate (
),
is temperature (°C),
is melting point of workpiece material (°C), A, B, C, m and n are material parameters. In the preprocessing settings of the simulation,
was taken as 20 °C. The heat treatment process of Inconel 718 material in the present work includes annealing, solution treatment, primary aging and secondary aging (in Experimental Schedules), which is the similar to the one of the precipitation hardening Inconel 718 in the literature [
24]. Thus, A, B, C, m, n and
taken as 1290 MPa, 895 MPa, 0.016, 1.55, 0.526 and 0.03 respectively were applied to the present work.
In addition, the carbide tool with 0.002 mm TiAlN coating was modelled as a rigid body in AdvantEdge software, which has 55° top angle, 1.2 mm nose radius, −7° inclination angle, −6° rake angle, 6° relief angle, −17.5° lead angle and 0.02 mm edge radius. The tool material was set to Carbide-Grade-M. The tool was meshed with the tetrahedral element provided by AdvantEdge software, with maximum element size of 0.3 mm and minimum element size of 0.01 mm and the contact area between the tool, workpiece and chips has a finer mesh automatically. The friction coefficient between the tool and the workpiece is 0.23.
In the simulation, the tool is fixed and the workpiece moves along the cutting direction, that is, the workpiece motion in
Figure 2. The length of cut is 6 mm in the setting of cutting parameters. As mentioned above, the length of the workpiece is 5 mm. Therefore, it is the process of 1 mm empty cutting when the workpiece moves along the cutting direction from 5 mm to 6 mm, and the purpose is to make the chips separate from the workpiece and realize the complete machining of the workpiece.
According to the change of cutting forces in the whole cutting process, the
Figure 3 illustrates that the cutting forces are stable between 0.5 mm and approximately 4 mm, and the fluctuation of cutting forces is gradual. The research on turning residual stress in this range is closer to the actual situation of cylindrical turning. The residual stress distribution in the circumferential direction (X direction) in
Figure 4 is not uniform. The mechanical load and thermal load are coupled with each other during the machining process. When the tool starts to cut into the workpiece, the heat dissipation conditions of the tool, workpiece and chips are conducive to heat dissipation. As the cutting continues, the heat dissipation capacity becomes weaker, the thermal softening effect of the material is enhanced, and the cutting force is reduced (approximately 3 mm in
Figure 3). The strength of this effect is related to feed, depth of cut and cutting speed, which causes the different degrees of non-uniformity in stress distribution. The literature [
26] has given the method to extract the residual stress. In the simulation results, two planes (① and ② in
Figure 4) were sliced, and the residual stress data were extracted at 1.25 mm, 2.5 mm and 3.75 mm of these two planes respectively, which are recorded as RS1, RS2, RS3, RS4, RS5 and RS6, as shown in
Figure 4. The three distances above are all in the range of 0.5 mm to 4 mm, which belong to the stable cutting process. In order to reduce the simulation error and non-uniformity of the residual stress, the residual stress to be studied is the average value of 6 groups of the extracted data, namely:
where
h is the depth along the radial direction from the cutting surface (mm);
is the residual stress along the radial direction (MPa); RS is the abbreviation of the residual stress.
2.2. Random Forest Regression
The decision trees and regression methods are the approaches to establish predictive models [
27,
28]. In the literature [
29], a prediction model of ore crushing plate lifetimes was proposed based on the decision trees and artificial neural networks. Random forests are an effective tool in prediction. On the basis of bagging algorithm [
30], some sample features are randomly selected from all the sample features, in which an optimal sample feature is chosen as the sub partition of the decision tree on the root node. For regression problems, the final prediction is the average value from the prediction of all the trees in the prediction sets. In this way, the bagging predictors is improved by random forests to ensure the accuracy of prediction [
31]. In the present work, the random forest algorithm [
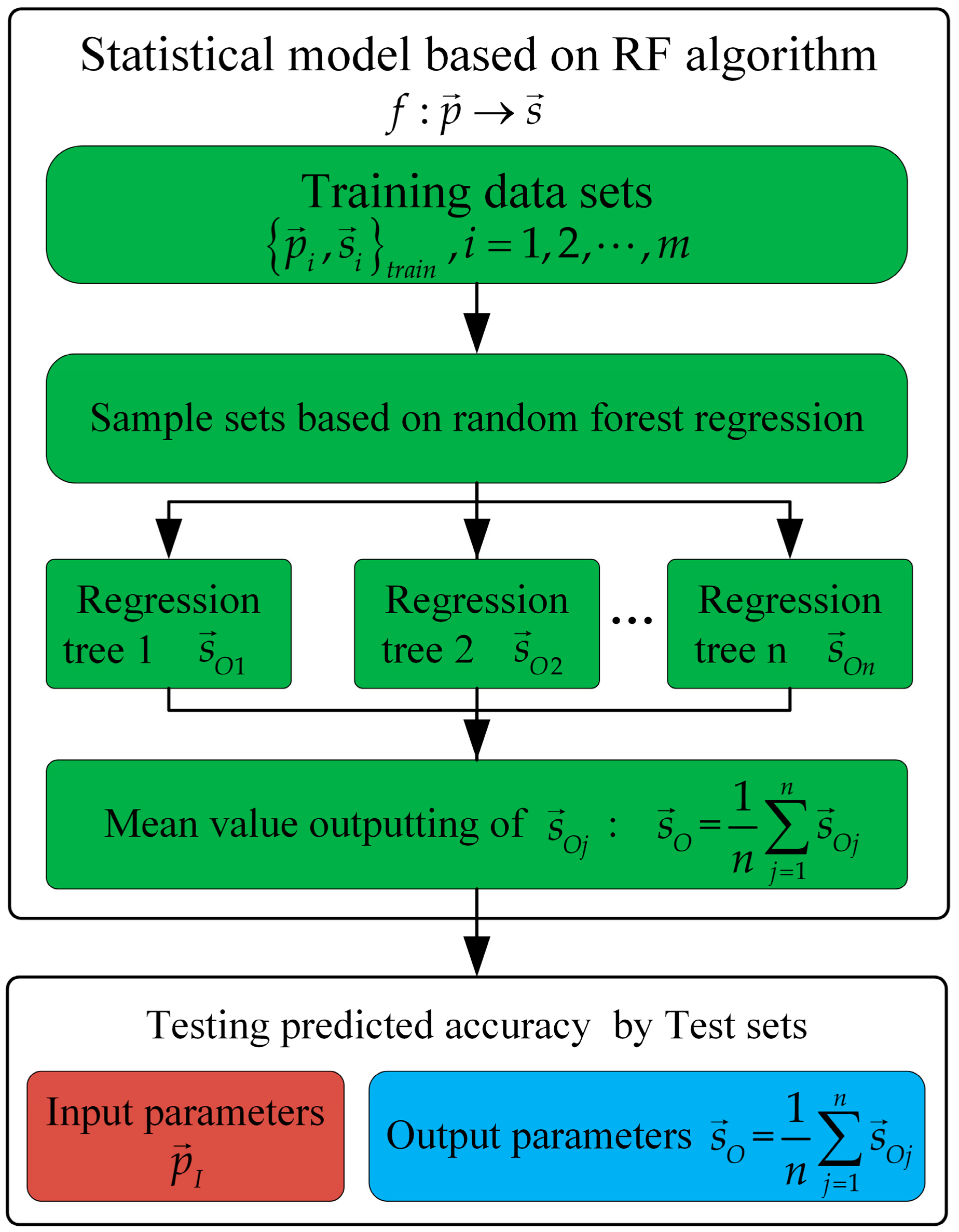
18] realizes the prediction between cutting parameters and residual stress distribution. As shown in
Figure 5, the simulation results under the known cutting parameters
are fitted to obtain the independent parameters
of the corresponding fitting function, which can get the training data sets
(m is the number of training data sets.). However, in order to predict the parameters
of the residual stress fitting function corresponding to the input cutting parameters
, it is necessary to establish the mapping relationship
between the cutting parameters
and the parameters
of the function. Generally, equation
expressed by specific function is applied to establish the mapping relationship. However, it is difficult to give the specific functional relationship because of the complexity between the residual stress distribution and the cutting parameters.
By comparison, the random forest algorithm is able to establish the mapping relationship between and without giving the specific equation by utilizing the bagging method to carry out the random sampling with return of the training data sets and applying the regression tree to the fitting of the corresponding random samples. Test sets are applied to test the predicted accuracy (in Results and Discussions). For the input parameters in the test sets, the random forest algorithm gives the output value of each regression tree, and takes the mean value of as the final predicted value .
2.3. Model of Residual Stress Based on Lorentz Function
As is known to all, the mechanical load generally causes the residual compressive stress, and the thermal load often produces the residual tensile stress. As shown in
Figure 6a, the Zone 1 is near the machining surface and the Zone 2 is far from the surface. The mechanical load leads to plastic deformation of materials in the Zone 1, while the materials have elastic strain in the Zone 2. With the mechanical load removed, the materials in the Zone 1 still retain large plastic strain, while the strain in the Zone 2 remains at a low level. Therefore, the materials in the Zone 1 form residual compressive stress under the constraint of materials in the Zone 2. In contrast, the thermal gradient in the Zone 1 is larger than that in the Zone 2, so the materials in the Zone 1 keep a larger thermal expansion than that in the Zone 2. After cooling, residual tensile stress is formed in the Zone 1 due to the limitation of the inner layer materials in the Zone 2. Therefore, the coupled mechanical and thermal loads result in the residual stress profile in the machined surface layer of the parts. The effect of thermal load is more obvious than that of mechanical load on the machined surface of Inconel 718 material, so the residual tensile stress state is formed on the surface. With the increase of depth, the effect of mechanical load on the inner layer material is enhanced, which make it change to the residual compressive stress state, and there is a peak value of the residual compressive stress. Finally, the residual stress remains at the level in the bulk material. The three key feature indicators of residual stress distribution along the depth direction are shown in
Figure 6b, including the SRTS, the PRCS and the DPRCS. The distribution trend of residual stress along the depth direction can be expressed by a proper function. The random forest algorithm predicts the residual stress distribution in the turning Inconel 718 material under the desired cutting parameters.
The Lorentz function, applied to fit spectral characteristics, has an excellent effect for fitting data with peak characteristics. Equation (3) is one of the expressions of the Lorentz function. On the basis of the Lorentz function, Equation (4), called the bimodal Lorentz model, was proposed to predict the residual stress distribution along the depth direction of the surface layer after turning Inconel 718. In Equation (4),
h is the independent variable and
is the dependent variable. There are five undetermined coefficients, namely
,
,
,
and
.
For the continuous function on the interval [a, b]:
There is the extreme point
and corresponding extreme value
, satisfying the condition of Equation (6).
Similarly, the extreme point
and corresponding extreme value
of the Equation (4) satisfy the Equation (7):
Therefore, in Equation (4), the extreme point of the residual stress distribution under each group of cutting parameters in the simulation data set was calculated by the derivative of , and the extreme value of the residual stress distribution was further obtained. In this way, the key parameters were adopted to determine fitting function rather than five coefficients, and the random forest regression was utilized to establish the corresponding relationship between cutting parameter and key parameters , so as to further predict the residual stress distribution under the desired cutting parameters (cutting parameters in test sets). That is to say, five parameters predicted by random forest regression determine the residual stress distribution equation under the desired cutting parameters .
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}