Analytic Model of Maximal Experimental Value of Stress Intensity Factor KQ for AA2519–AA1050–Ti6Al4V Layered Material


Abstract
:1. Introduction
2. Experimental
2.1. Base Materials
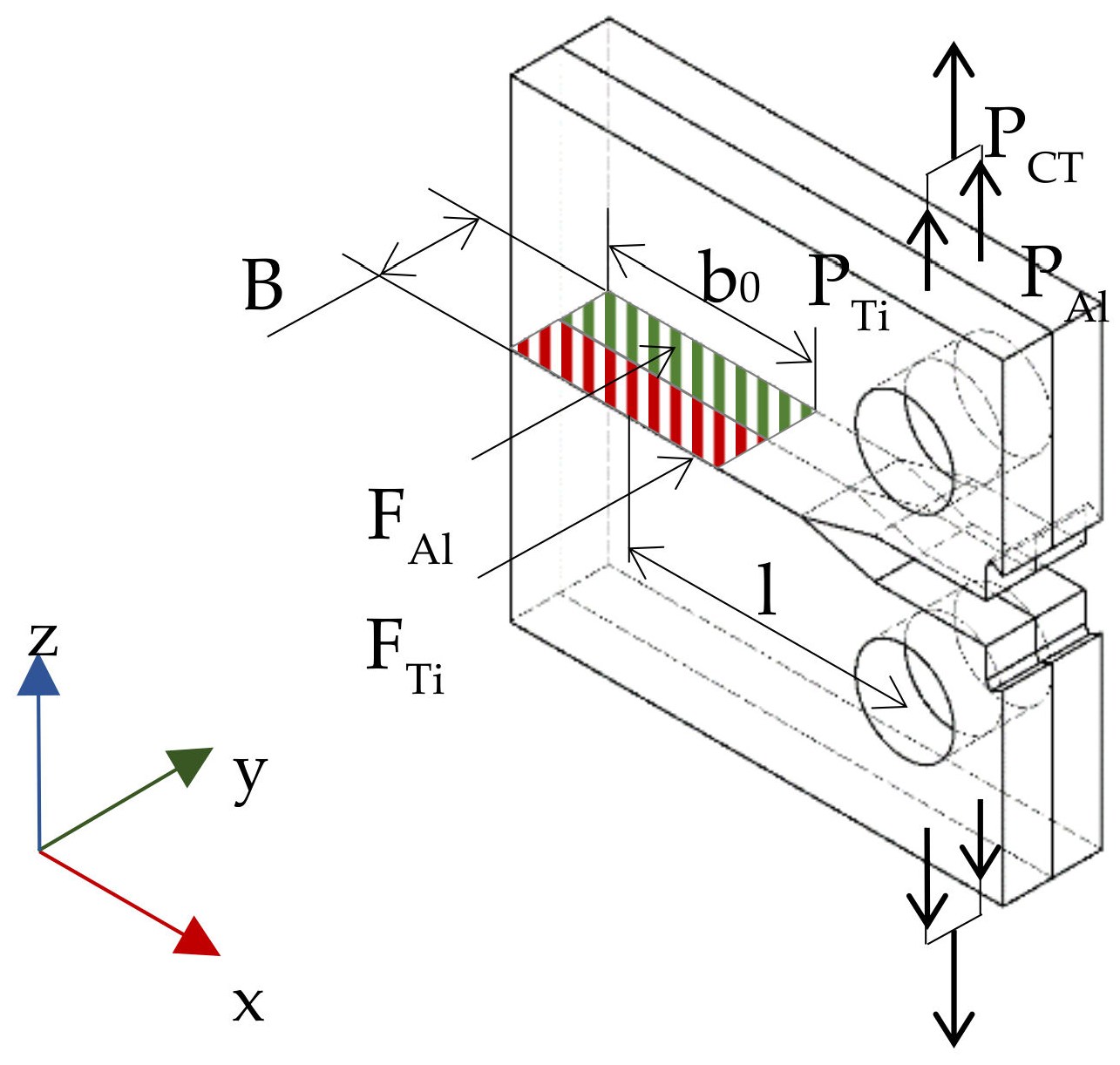
2.2. Layered Material
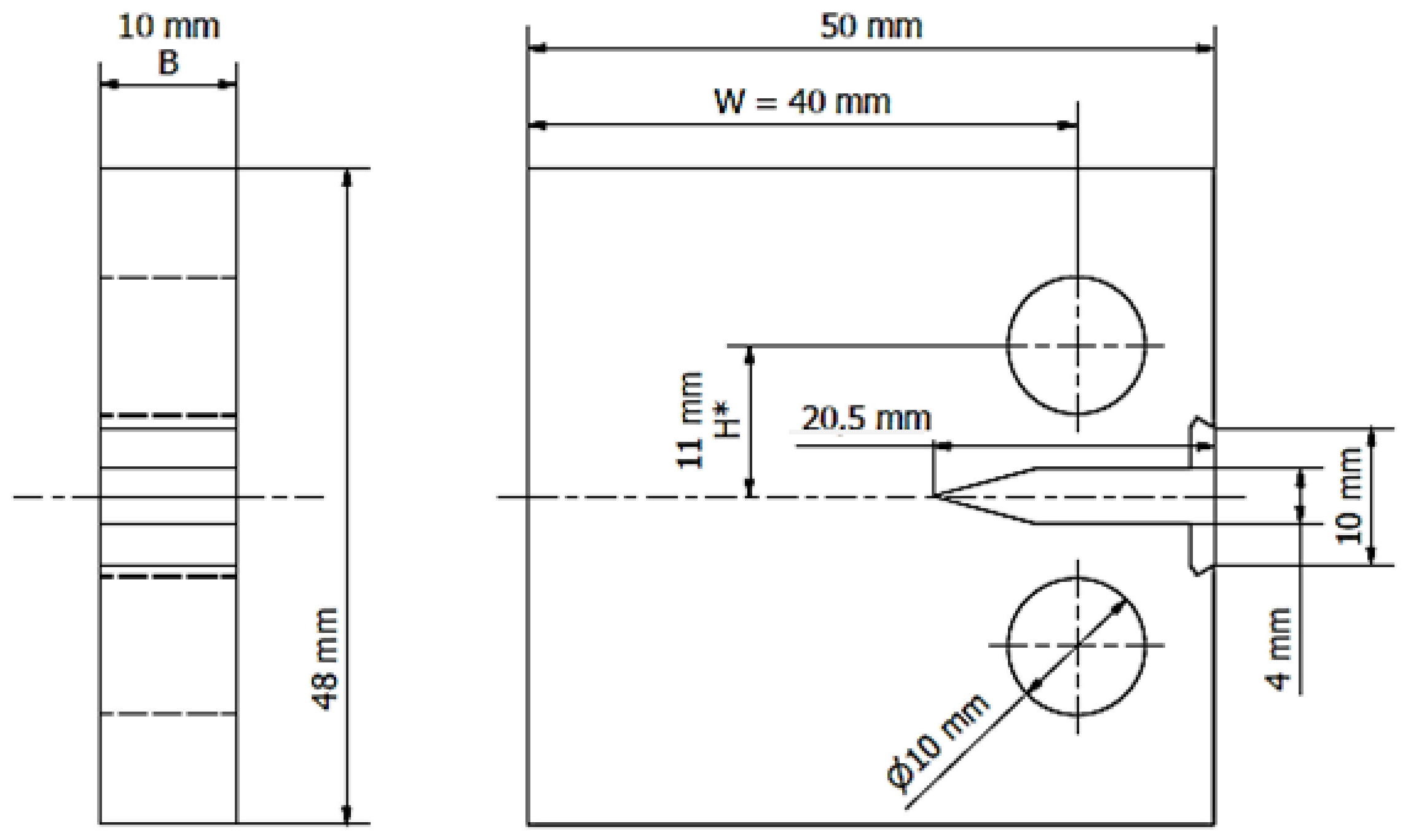
2.3. Test Stand
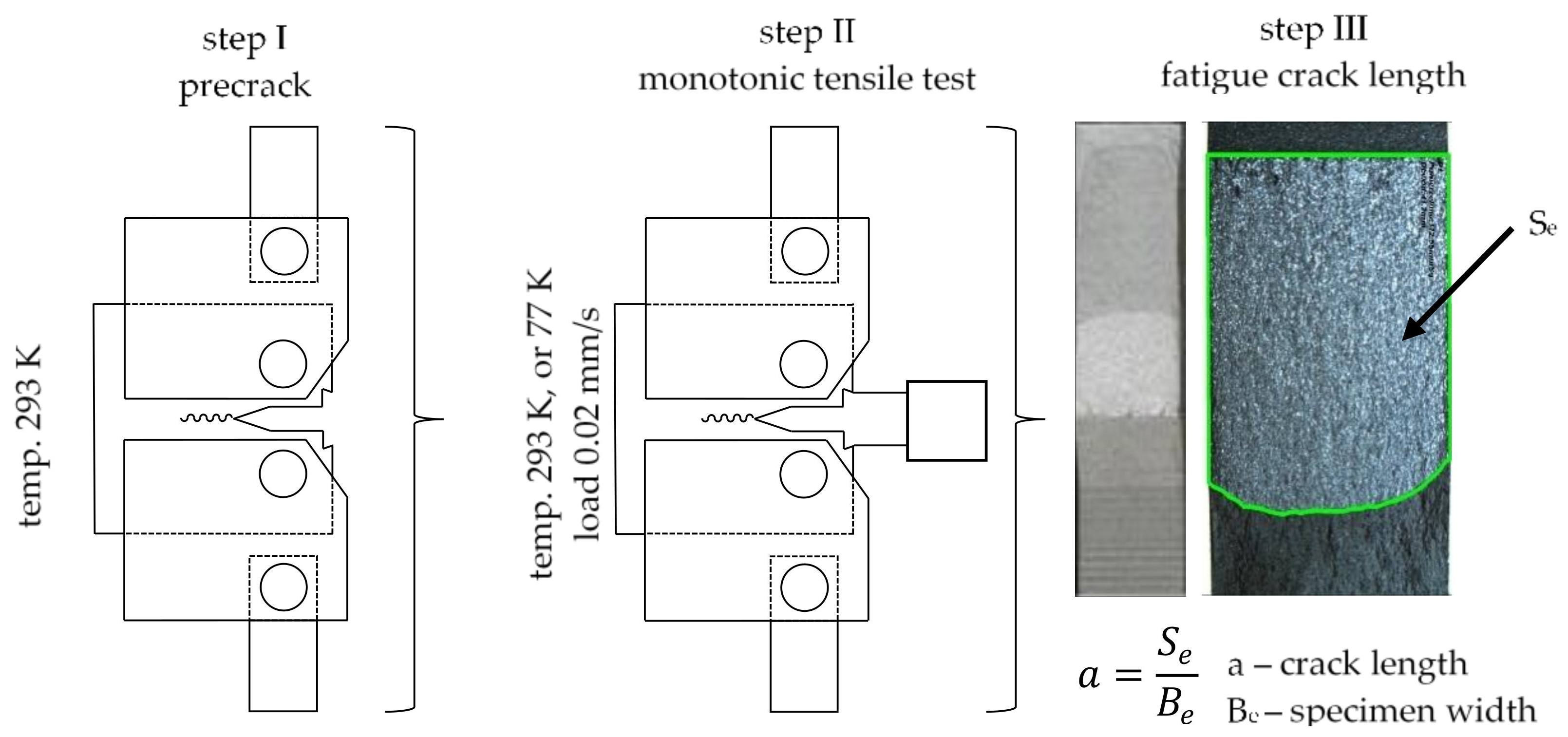
2.4. Description of Experimental Tests
3. Test Results
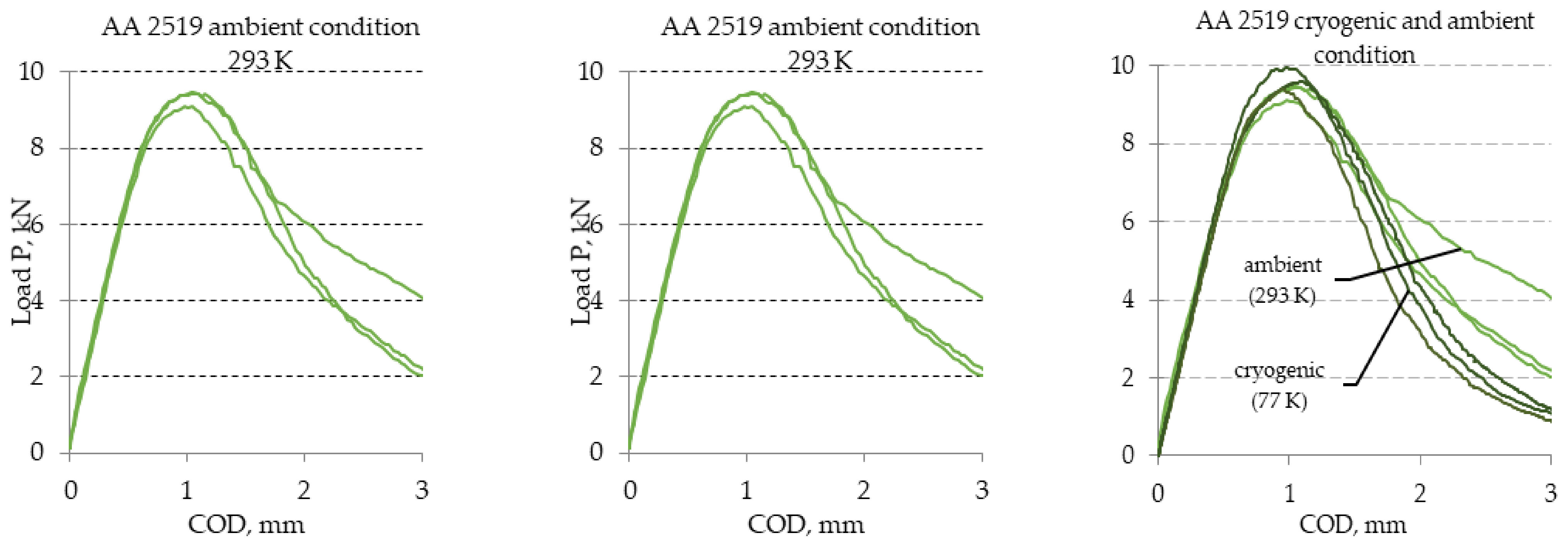
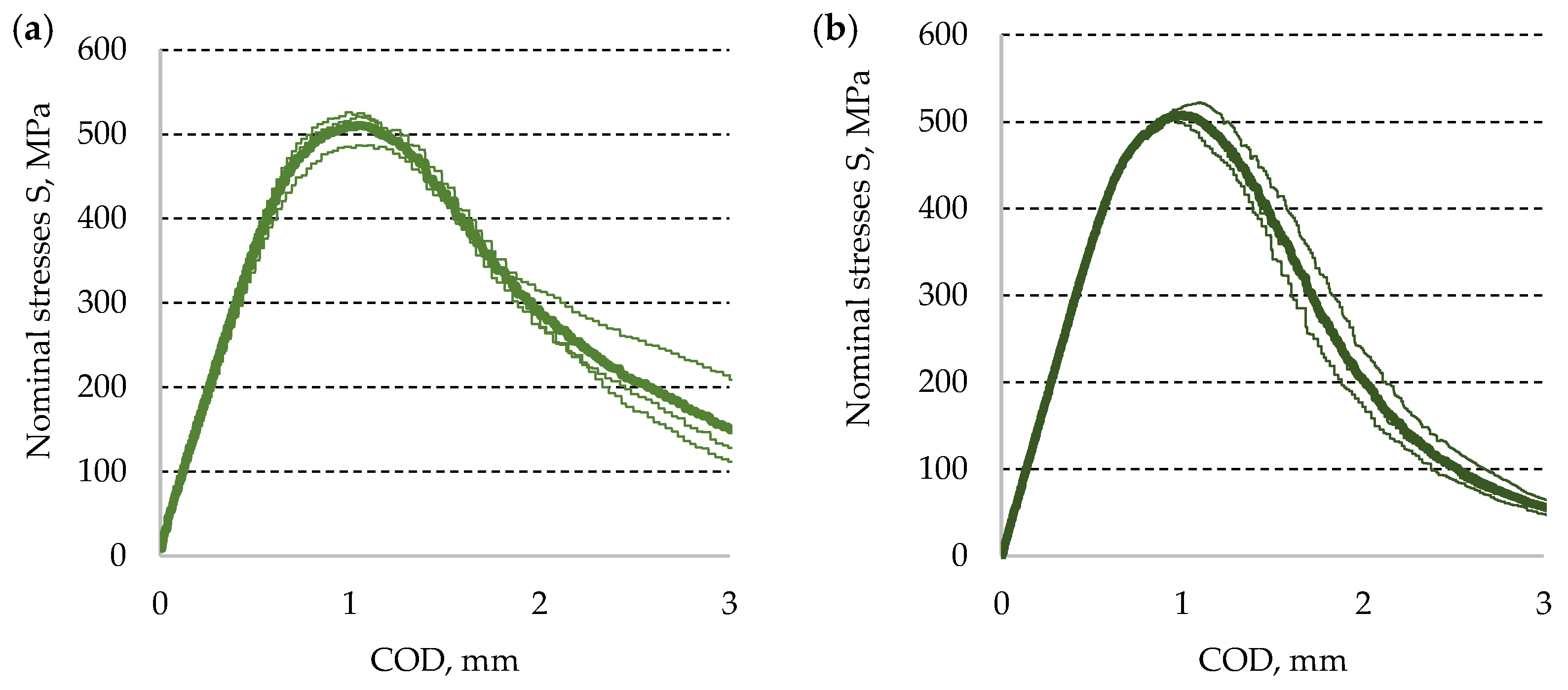
3.1. AA2519 Aluminum Alloy
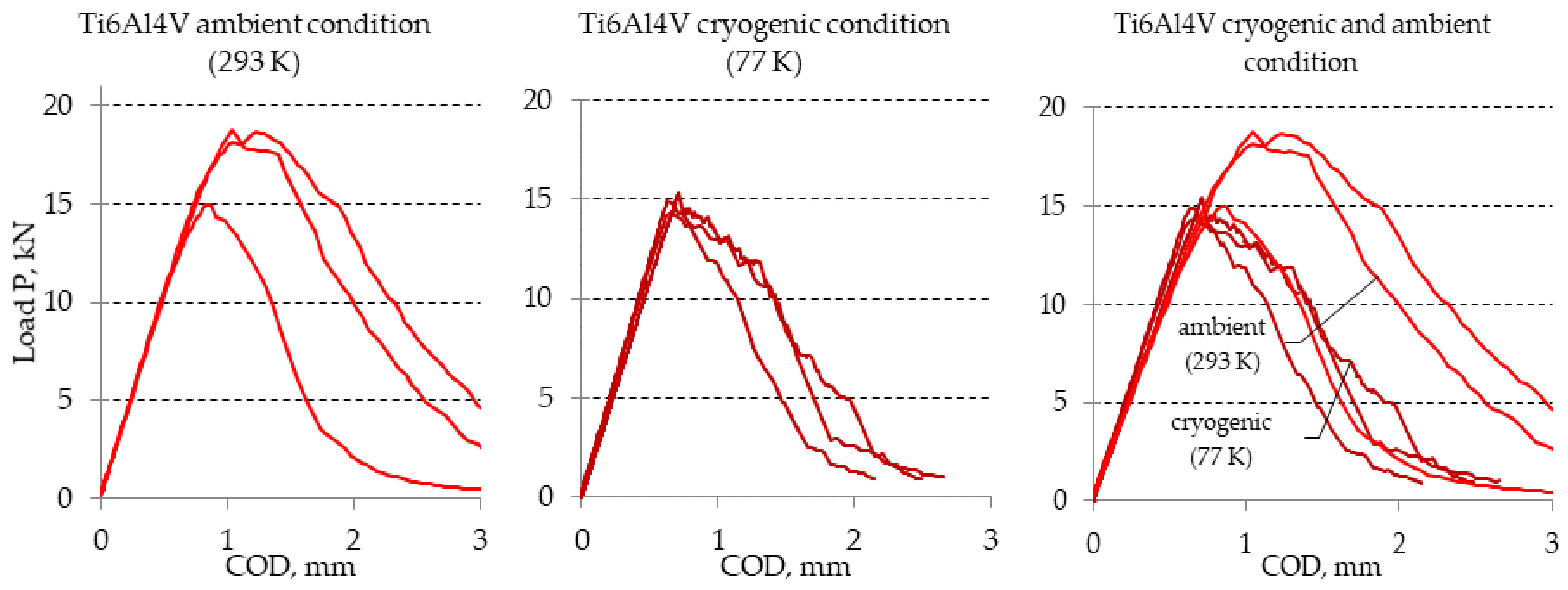
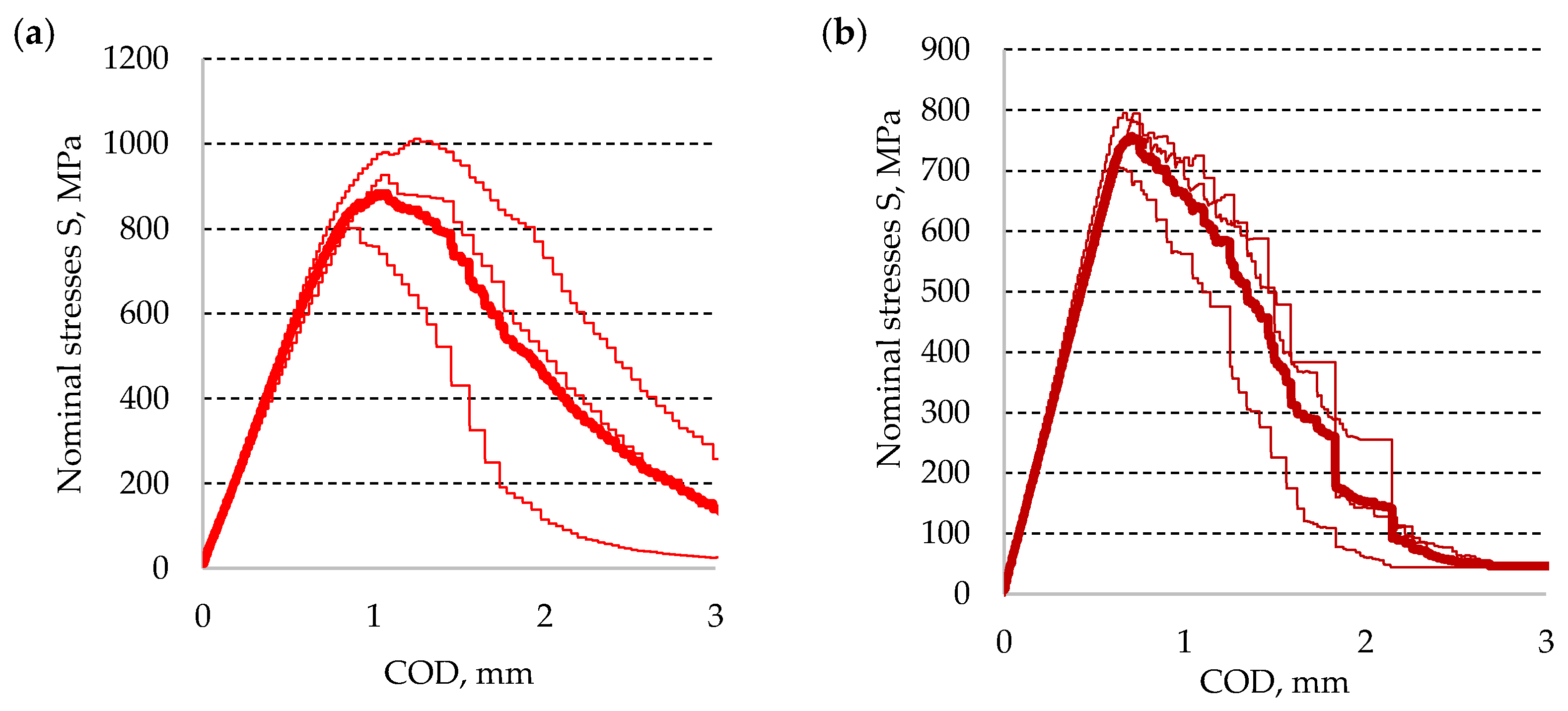
3.2. Ti6Al4V Titanium Alloy
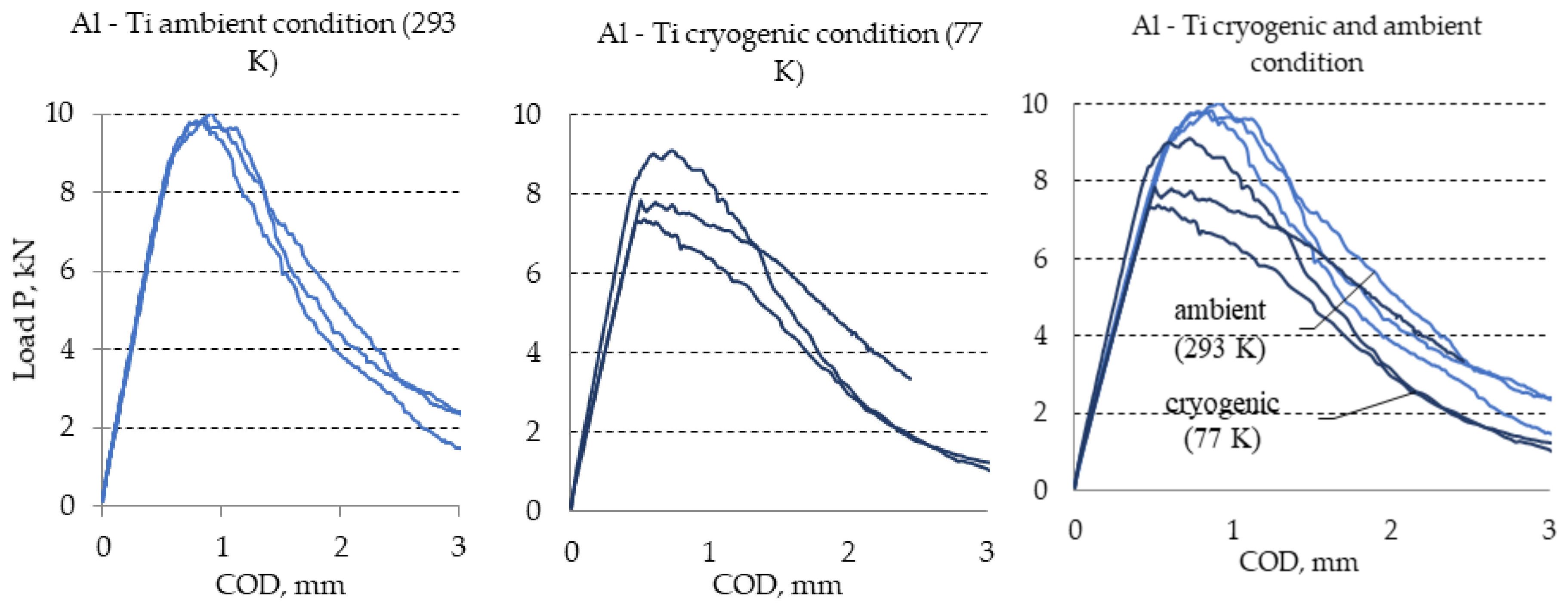
3.3. Layered Material AA2519–AA1050–Ti6Al4V
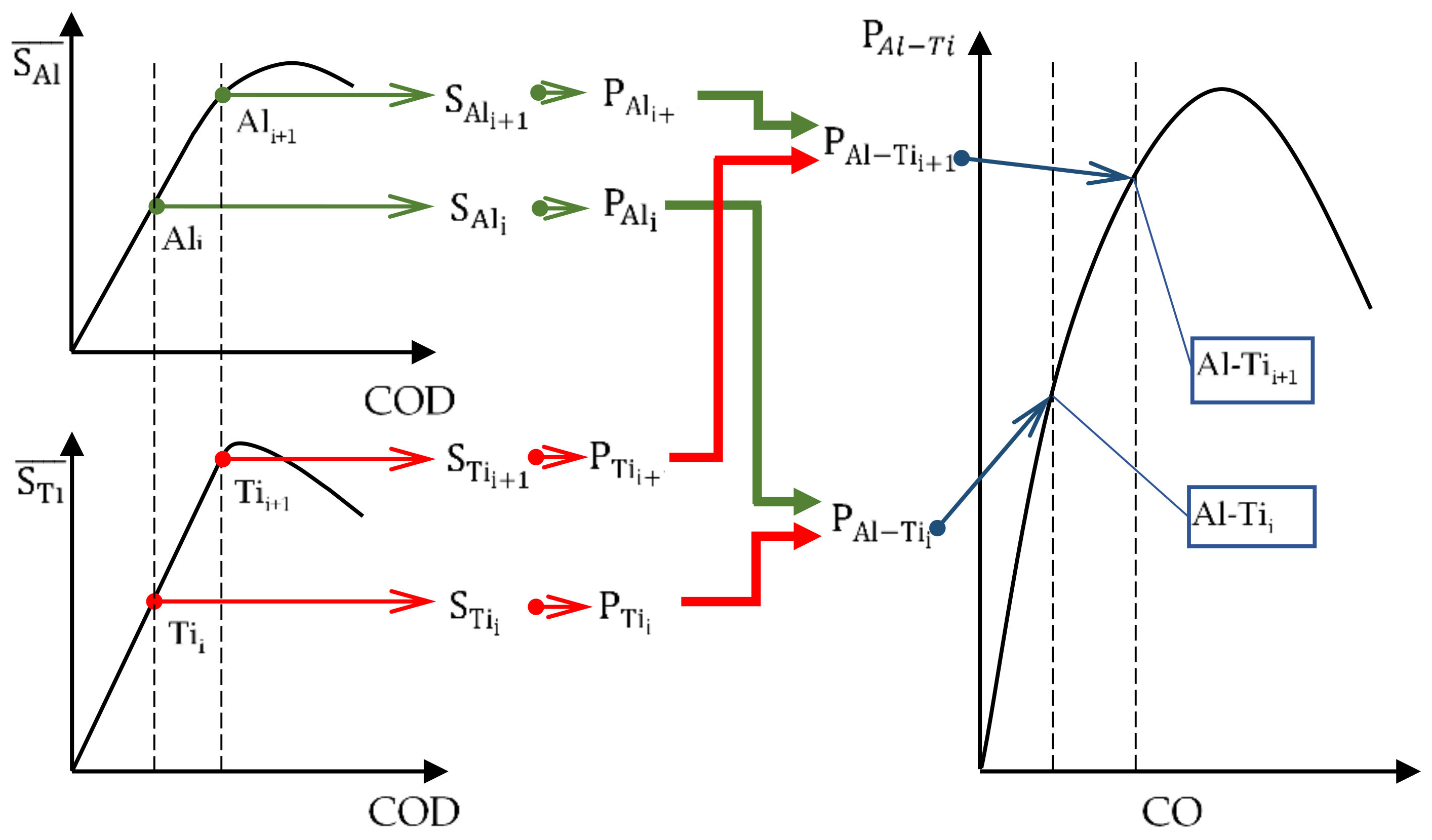
4. Analytic Model
4.1. Assumptions of the Analytic Model
4.2. Ambient Conditions
4.3. Cryogenic Conditions
5. Conclusions
- (1)
- As regards the experimental value of the stress intensity factor, when determined for Al–Ti layered material, it was not lower than for AA2519 aluminum alloy, for which this value was the lowest.
- (2)
- Cryogenic conditions caused a slight drop in the brittle fracture toughness of the Al–Ti layered material and Ti6Al4V titanium alloy. AA2519 aluminum alloy in the linear–elastic range did not react to the considered conditions.
- (3)
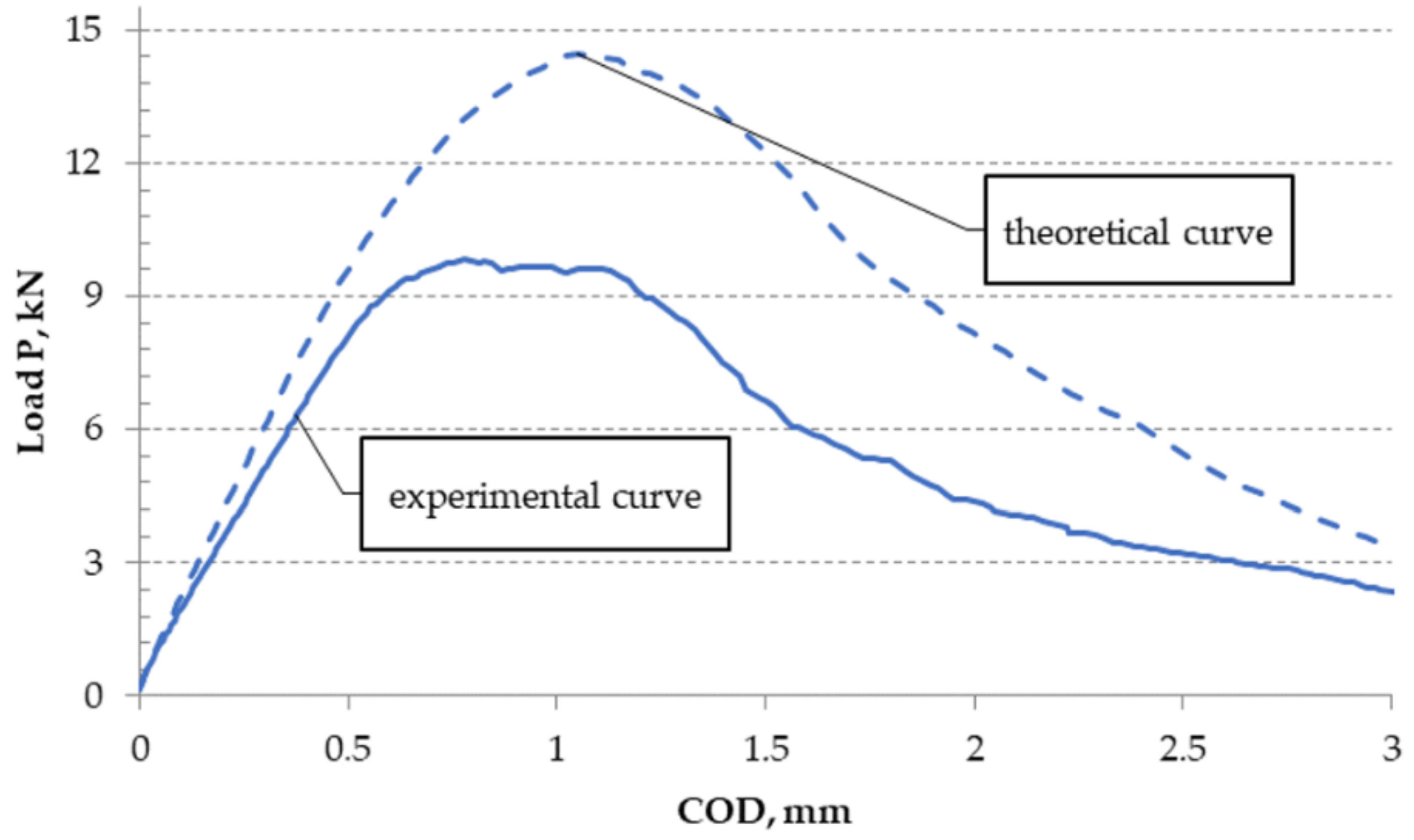
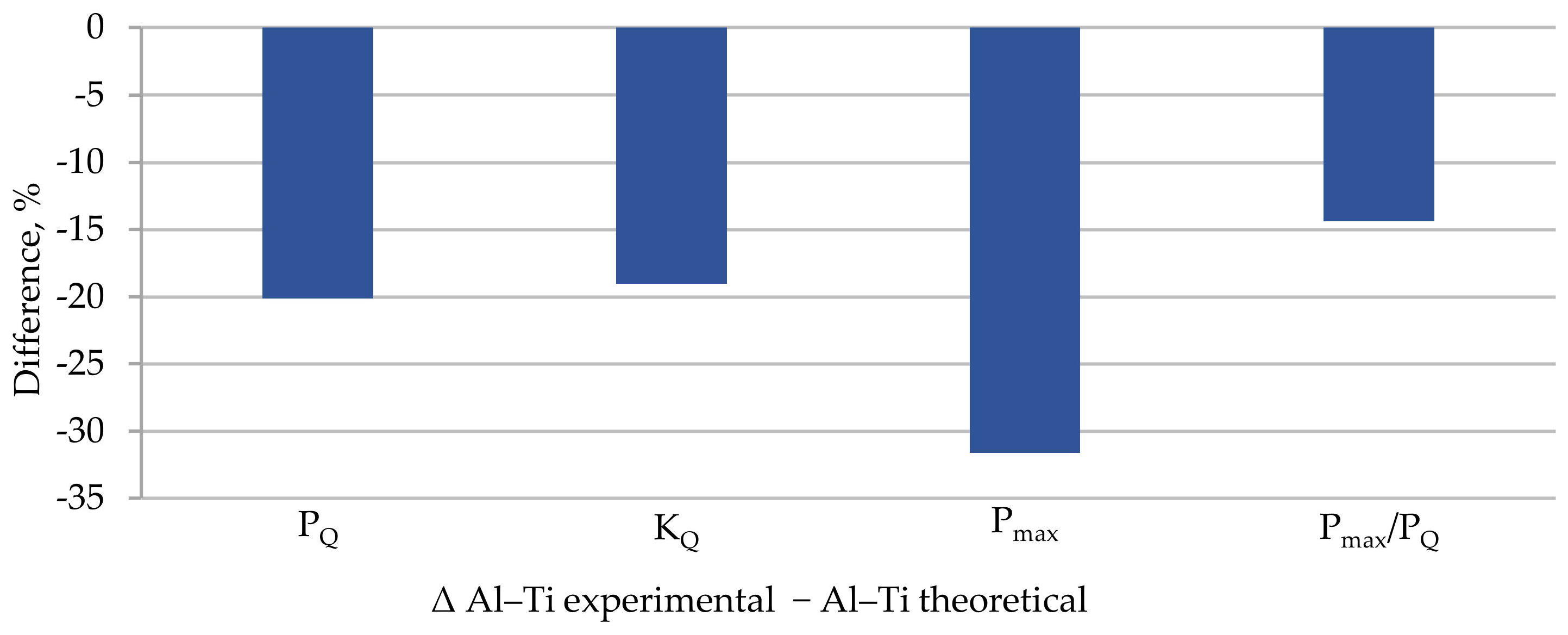
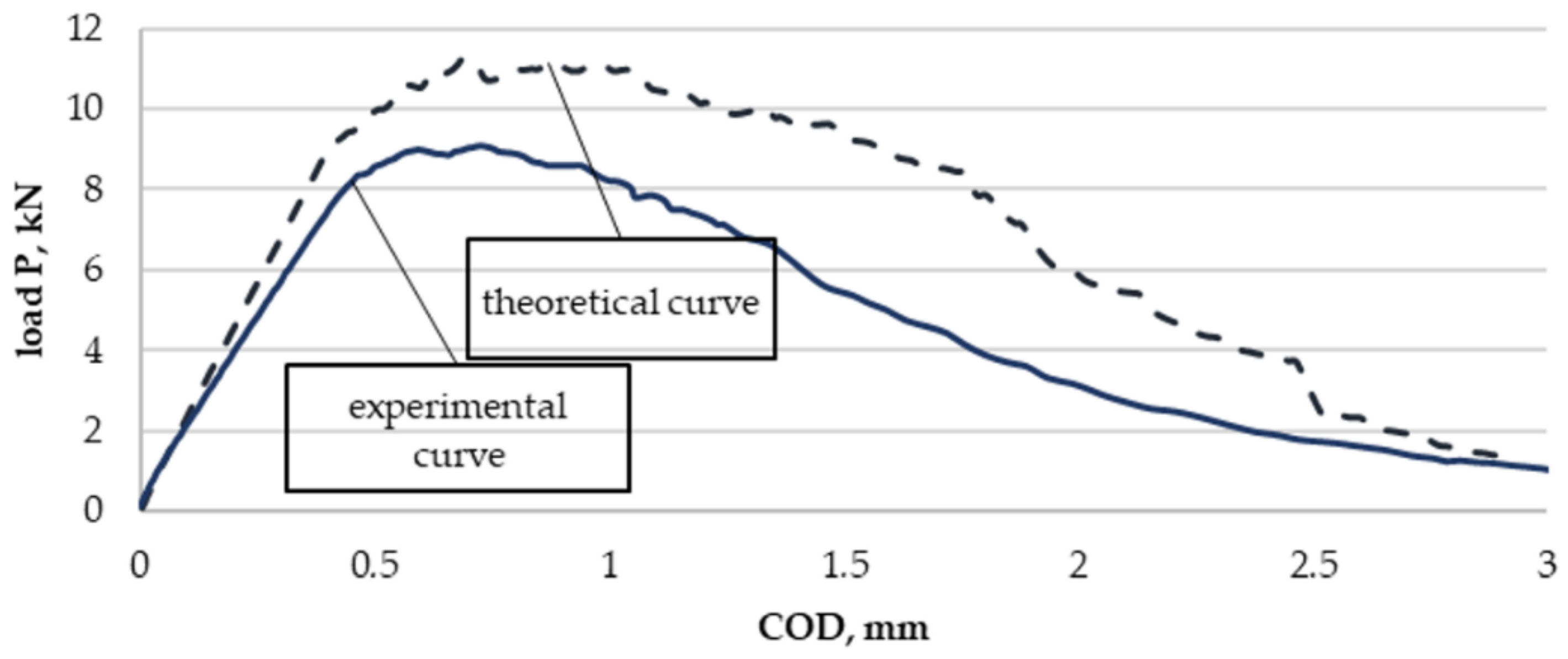
- The results obtained from the proposed analytic model differ from those obtained experimentally, while the differences are lower for the analysis results obtained for cryogenic conditions.
- (4)
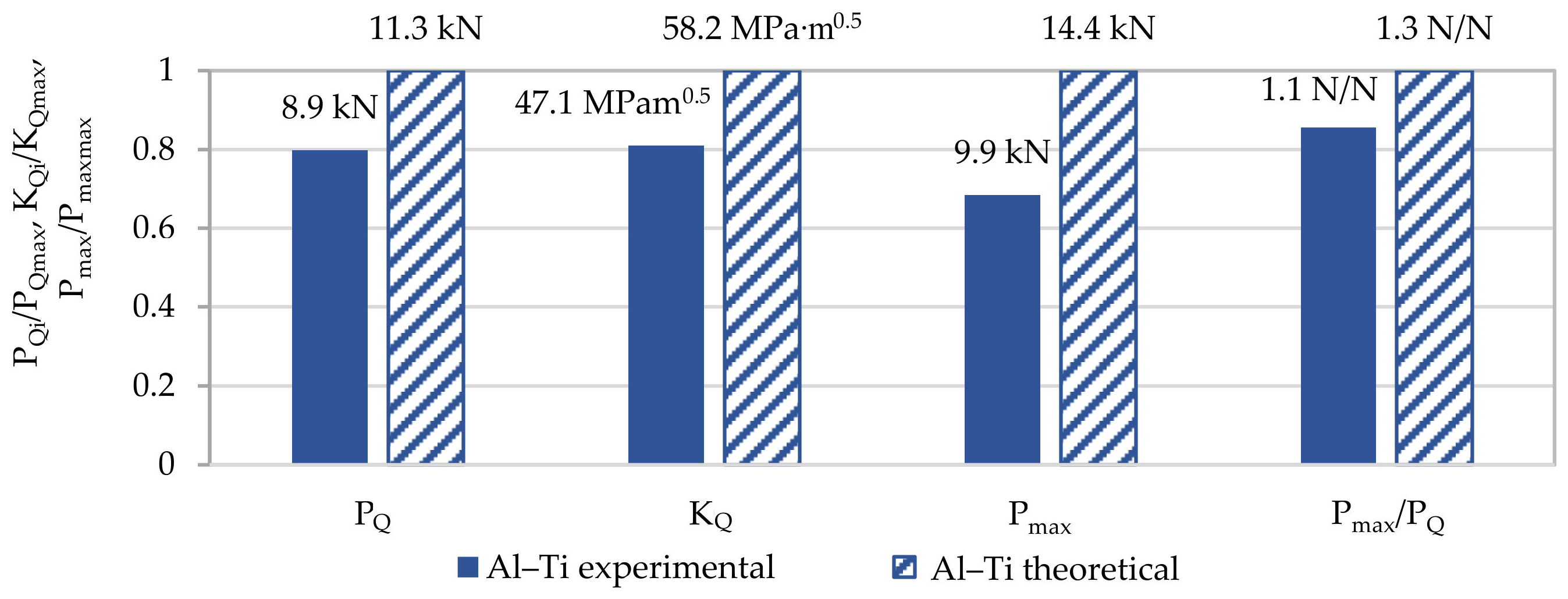
- When comparing the results of experimental and analytic analyses, it can be said that the test results obtained using the proposed analytic model are overestimated in almost every case.
- (5)
- The main disadvantage of the proposed analytic model is that it neglects the middle layer of AA1050 aluminum alloy situated between the base materials.
- (6)
- The inconsistency of the experimental results with the analytic ones may be caused by the joining zone between the welded materials. This is due to a reaction that occurs in the interlayer zone which is difficult to describe. An attempt to provide a description of the interaction can set a new direction of research to be continued in order to get to know the exact mechanical characteristics of layered materials.
- (7)
- Despite the differences between the results obtained experimentally and analytically, the proposed model can find application in the initial assessment of the fracture toughness of layered materials built on the basis of AA2519 aluminum alloy and Ti6Al4V titanium alloy.
Nomenclature
Author Contributions
Funding
Conflicts of Interest
References
- Blazynski, T.Z. Explosive Welding, Forming and Compaction; Springer: Heidelberg, Germany, 2012; ISBN 978-94-011-9751-9. [Google Scholar]
- Hosford, W.F. Mechanical Behavior of Materials, 2nd ed.; Cambridge University Press: New York, NY, USA, 2010; ISBN 9780511810930. [Google Scholar]
- Mendes, R.; Ribeiro, J.B.; Loureiro, A. Effect of explosive characteristics on the explosive welding of stainless steel to carbon steel in cylindrical configuration. Mater. Des. 2013, 51, 182–192. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Zhang, G.; Woo, W.; Tu, S. Experimental to study the effect of multiple weld-repairs on microstructure, hardness and residual stress for a stainless steel clad plate. Mater. Des. 2013, 51, 1052–1059. [Google Scholar] [CrossRef]
- Kaya, Y.; Kahraman, N. An investigation into the explosive welding/cladding of Grade A ship steel/AISI 316L austenitic stainless steel. Mater. Des. 2013, 52, 367–372. [Google Scholar] [CrossRef]
- Kwiecień, M.; Majta, J.; Dziedzic, D. Shear deformation and failure of explosive welded Inconel-microalloyed steels bimetals. Arch. Civ. Mech. Eng. 2014, 14, 32–39. [Google Scholar] [CrossRef]
- Shi, C.-G.; Wang, Y.; Li, S.-J.; You, J. Application and Experiment on the Least-action Principle of Explosive Welding of Stainless Steel/Steel. J. Iron Steel Res. Int. 2014, 21, 625–629. [Google Scholar] [CrossRef]
- Ma, R.; Wang, Y.; Wu, J.; Duan, M. Investigation of microstructure and mechanical properties of explosively welded ITER-grade 316L(N)/CuCrZr hollow structural member. Fusion Eng. Des. 2015, 93, 43–50. [Google Scholar] [CrossRef]
- Bina, M.H.; Dehghani, F.; Salimi, M. Effect of heat treatment on bonding interface in explosive welded copper/stainless steel. Mater. Des. 2013, 45, 504–509. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Méasson, A.; Cicala, E.; Duband, M.; Peyre, P. Aluminum to titanium laser welding-brazing in V-shaped groove. J. Mater. Process. Technol. 2017, 245, 24–36. [Google Scholar] [CrossRef]
- Nandagopal, K.; Kailasanathan, C. Analysis of mechanical properties and optimization of gas tungsten Arc welding (GTAW) parameters on dissimilar metal titanium (6Al 4V) and aluminium 7075 by Taguchi and ANOVA techniques. J. Alloy. Compd. 2016, 682, 503–516. [Google Scholar] [CrossRef]
- Amaya, J.S.; Amaya-Vázquez, M.; Botana, F. Laser welding of light metal alloys. In Handbook of Laser Welding Technologies; Woodhead Publishing: Sawston, Cambridgeshire, Great Britain, 2013; pp. 215–254. [Google Scholar]
- Casalino, G.; Mortello, M.; Peyre, P. FEM Analysis of Fiber Laser Welding of Titanium and Aluminum. Procedia CIRP 2016, 41, 992–997. [Google Scholar] [CrossRef] [Green Version]
- Dressler, U.; Biallas, G.; Mercado, U.A. Friction stir welding of titanium alloy TiAl6V4 to aluminium alloy AA2024-T3. Mater. Sci. Eng. A 2009, 526, 113–117. [Google Scholar] [CrossRef]
- Zhang, C.; Robson, J.; Prangnell, P. Dissimilar ultrasonic spot welding of aerospace aluminum alloy AA2139 to titanium alloy TiAl6V4. J. Mater. Process. Technol. 2016, 231, 382–388. [Google Scholar] [CrossRef]
- Boroński, D.; Kotyk, M.; Maćkowiak, P.; Śnieżek, L. Mechanical properties of explosively welded AA2519-AA1050-Ti6Al4V layered material at ambient and cryogenic conditions. Mater. Des. 2017, 133, 390–403. [Google Scholar] [CrossRef]
- Bazarnik, P.; Adamczyk-Cieślak, B.; Gałka, A.; Płonka, B.; Snieżek, L.; Cantoni, M.; Lewandowska, M. Mechanical and microstructural characteristics of Ti6Al4V/AA2519 and Ti6Al4V/AA1050/AA2519 laminates manufactured by explosive welding. Mater. Des. 2016, 111, 146–157. [Google Scholar] [CrossRef]
- Najwer, M.; Nieslony, P. Microhardness and Strength Properties of Metallic Joint AA2519-AA1050-Ti6Al4V after Various Heat Treatments. Procedia Eng. 2016, 149, 346–351. [Google Scholar] [CrossRef] [Green Version]
- Szachogłuchowicz, I.; Sniezek, L.; Sulym, H.; Gloc, M. Testing and verification modeling of wave-shape formation under explosion welding to laminate AA 2519-Ti6Al4V. Procedia Struct. Integr. 2016, 2, 2375–2380. [Google Scholar] [CrossRef] [Green Version]
- Boroński, D.; Kotyk, M.; Maćkowiak, P.; Sołtysiak, R. Fatigue crack growth analysis in Al/Ti layered material in ambient and cryogenic conditions. Procedia Eng. 2018, 213, 589–597. [Google Scholar] [CrossRef]
- Sniezek, L.; Szachogluchowicz, I.; Wachowski, M.; Torzewski, J.; Mierzynski, J. High cycle fatigue properties of explosively welded laminate. Procedia Struct. Integr. 2017, 5, 422–429. [Google Scholar] [CrossRef]
- Szachogłuchowicz, I.; Śnieżek, L.; Hutsaylyuk, V.B. Low cycle fatigue properties of AA2519–Ti6Al4V laminate bonded by explosion welding. Eng. Fail. Anal. 2016, 69, 77–87. [Google Scholar] [CrossRef]
- Szachogłuchowicz, I.; Sniezek, L.; Hutsaylyuk, V.B. Low Cycle Fatigue Properties Laminate AA2519-TI6AL4V. Procedia Eng. 2015, 114, 26–33. [Google Scholar] [CrossRef] [Green Version]
- Boroński, D.; Dzioba, I.R.; Kotyk, M.; Krampikowska, A.; Pała, R. Investigation of the Fracture Process of Explosively Welded AA2519–AA1050–Ti6Al4V Layered Material. Materials 2020, 13, 2226. [Google Scholar] [CrossRef]
- Fisher, J.J.; Kramer, L.S.; Pickens, J.R. Aluminum alloy 2519 in military vehicles. Adv. Mater. Process. 2002, 160, 43–46. [Google Scholar]
- Pawel, S.J. Scouting Tests to Examine Potential Corrosion of Aluminum Alloy 2519 during Fabrication 1998; Technical Report for USDOE Office of Energy Research; USDOE Office of Energy Research: Washington, DC, USA, 1998. [Google Scholar]
- Kramer, L.S.; Blair, T.P.; Blough, S.D.; Fisher, J.J.; Pickens, J.R. Stress-Corrosion Cracking Susceptibility of Various Product Forms of Aluminum Alloy 2519. J. Mater. Eng. Perform. 2002, 11, 645–650. [Google Scholar] [CrossRef]
- Karolewska, K.; Ligaj, B.; Wirwicki, M.; Szala, G. Strength analysis of Ti6Al4V titanium alloy produced by the use of additive manufacturing method under static load conditions. J. Mater. Res. Technol. 2020, 9, 1365–1379. [Google Scholar] [CrossRef]
- Karolewska, K.; Ligaj, B. Comparison analysis of titanium alloy Ti6Al4V produced by metallurgical and 3D printing method. In AIP Conference Proceedings; AIP Publishing LLC.: Melville, NY, USA, 2019; Volume 2077. [Google Scholar]
- Święcik, R.; Polasik, R. Energetic aspects of the AEDG grinding process of Ti6Al4V titanium alloy. In AIP Conference Proceedings; AIP Publishing LLC.: Melville, NY, USA, 2018; Volume 2017, p. 020031. [Google Scholar]
- Zhang, W.; Wang, M.; Chen, W.; Feng, Y.; Yu, Y. Preparation of TiBw/Ti–6Al–4V composite with an inhomogeneous reinforced structure by a canned hot extrusion process. J. Alloy. Compd. 2016, 669, 79–90. [Google Scholar] [CrossRef]
- ASTM. ASTM E1820-18 Standard Test. In Method for Measurement of Fracture Toughness; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition, % Mass | ||||||
|---|---|---|---|---|---|---|---|
| AA 2519 | Si | Fe | Cu | Mg | Zn | Ti | V |
| 0.06 | 0.08 | 5.77 | 0.18 | 0.01 | 0.04 | 0.12 | |
| AA 1050 | Mn | Fe | Si | Mg | Cu | Ti | Zn |
| 0.05 | 0,4 | 0.25 | 0.05 | 0.06 | 0.05 | 0.07 | |
| Ti6Al4V | Al | V | Fe | Si | O | C | N |
| 6.42 | 4.12 | 0.18 | 0.024 | 0.12 | 0.013 | 0.011 | |
| No. | Material | Frequency (Hz) | Loading (kN) |
|---|---|---|---|
| 1 | AA2519 | 5 | 4.7 |
| 2 | Ti6Al4V | 5 | 6.8 |
| 3 | Al–Ti | 5 | 5.8 |
| AA2519 | PQ kN | KQ MPa·m0.5 | Pmax kN | Pmax/PQ - | |
|---|---|---|---|---|---|
| Temperature K | 293 K | 7.8 | 40.3 | 9.3 | 1.2 |
| 77 K | 8.1 | 40.4 | 9.7 | 1.2 | |
| Ti6Al4V | PQ kN | KQ MPa·m0.5 | Pmax kN | Pmax/PQ - | |
|---|---|---|---|---|---|
| Temperature K | 293 K | 15.2 | 74.6 | 17.5 | 1.1 |
| 77 K | 14.7 | 70.7 | 14.9 | 1.0 | |
| AA2519–AA1050–Ti6Al4V | PQ, kN | KQ, MPa·m0.5 | Pmax, kN | Pmax/PQ | |
|---|---|---|---|---|---|
| Temperature, K | 293 K | 9.0 | 47.1 | 9.9 | 1.1 |
| 77 K | 7.8 | 42.1 | 8.1 | 1.0 | |
| Description | Width B | aw | Width Al | Width Ti | Fracture Al | Fracture Ti |
|---|---|---|---|---|---|---|
| Average value | 9.513 | 8.476 | 4.853 | 4.660 | 9.108 | 7.843 |
| Standard deviation | 0.020 | 0.728 | 0.062 | 0.065 | 1.054 | 1.016 |
| Denotation | PQkN | KQMPa·m0,5 | PmaxkN | Pmax/PQ- |
|---|---|---|---|---|
| Al–Ti Theoretical (W) | 9.0 | 47.1 | 9.9 | 1.1 |
| Al–Ti Theoretical (N) | 11.3 | 58.2 | 14.4 | 1.3 |
| Comparison % | difference ΔX = ((XW − XN)/XW) × 100%, where X: PQ, KQ, Pmax, Pmax/PQ | |||
| −20.1 | −19.0 | −31.6 | −14.4 | |
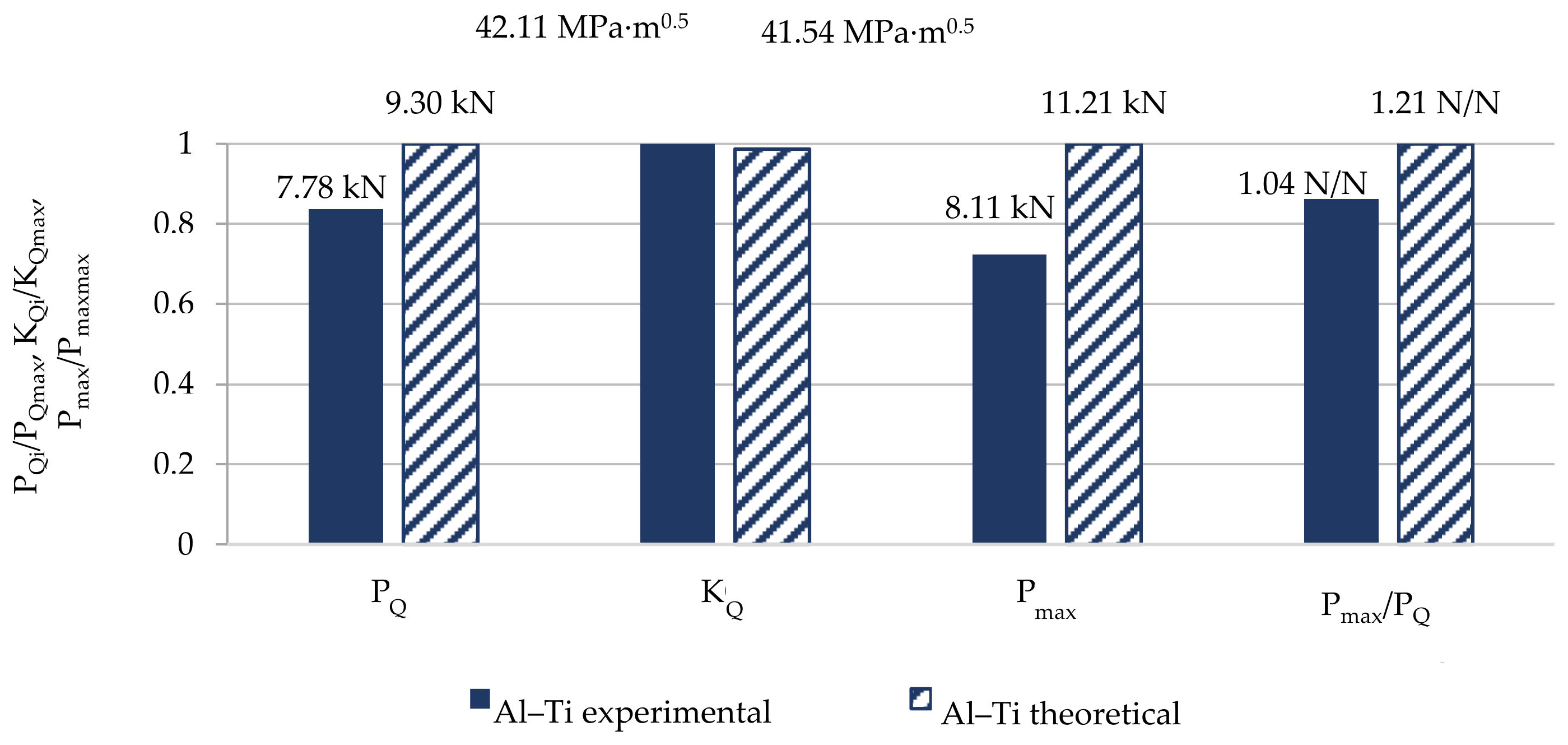
| Denotation | PQkN | KQMPa·m0.5 | PmaxkN | Pmax/PQ- |
|---|---|---|---|---|
| Al–Ti experimental (W) | 7.78 | 42.11 | 8.11 | 1.04 |
| Al–Ti theoretical (N) | 9.30 | 41.54 | 11.21 | 1.21 |
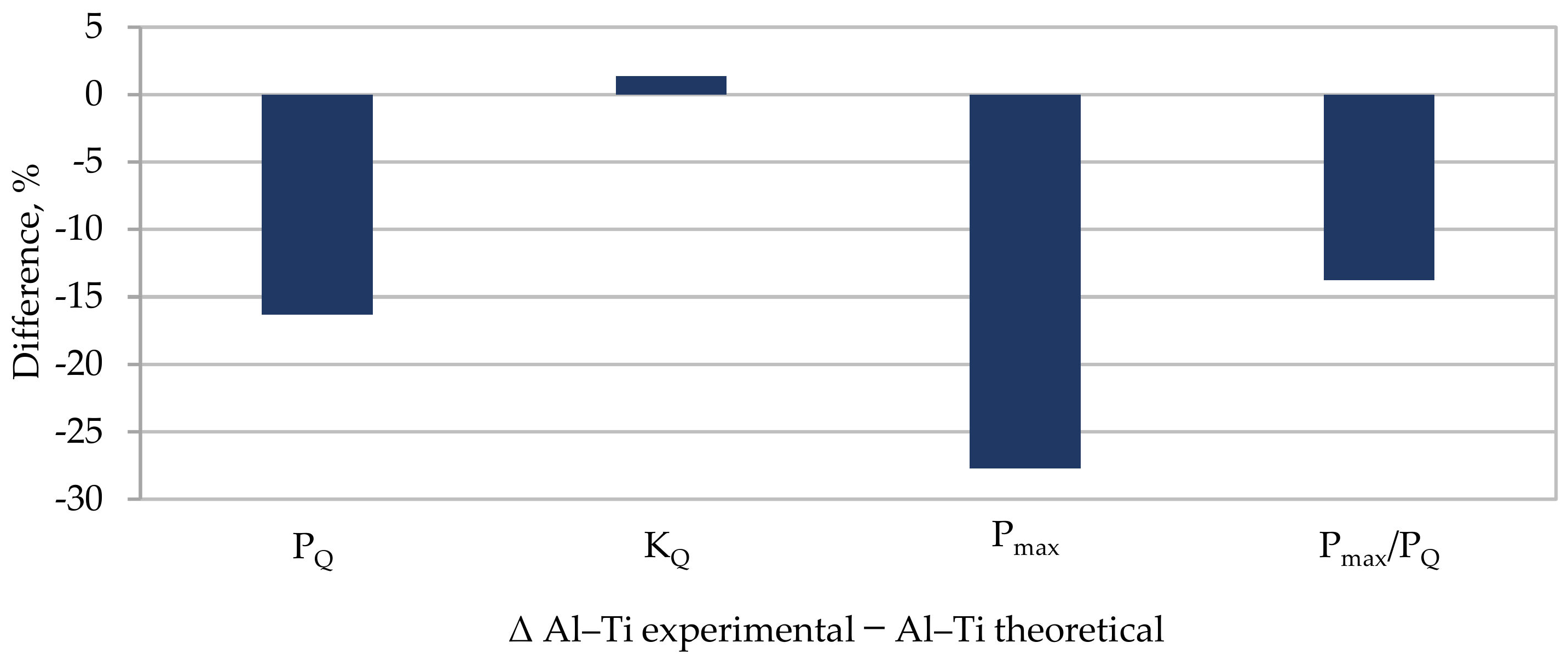
| Comparison % | difference ΔX = ((XW − XN)/XW) × 100%, where X: PQ, KQ, Pmax, Pmax/PQ | |||
| −16.31 | 1.38 | −27.70 | −13.77 | |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotyk, M. Analytic Model of Maximal Experimental Value of Stress Intensity Factor KQ for AA2519–AA1050–Ti6Al4V Layered Material. Materials 2020, 13, 4439. https://doi.org/10.3390/ma13194439
Kotyk M. Analytic Model of Maximal Experimental Value of Stress Intensity Factor KQ for AA2519–AA1050–Ti6Al4V Layered Material. Materials. 2020; 13(19):4439. https://doi.org/10.3390/ma13194439
Chicago/Turabian StyleKotyk, Maciej. 2020. "Analytic Model of Maximal Experimental Value of Stress Intensity Factor KQ for AA2519–AA1050–Ti6Al4V Layered Material" Materials 13, no. 19: 4439. https://doi.org/10.3390/ma13194439
APA StyleKotyk, M. (2020). Analytic Model of Maximal Experimental Value of Stress Intensity Factor KQ for AA2519–AA1050–Ti6Al4V Layered Material. Materials, 13(19), 4439. https://doi.org/10.3390/ma13194439