Altering the Elastic Properties of 3D Printed Poly-Lactic Acid (PLA) Parts by Compressive Cyclic Loading




Abstract
:1. Introduction
2. Equipment and Materials
2.1. 3D Printer
2.2. Optical Microscope
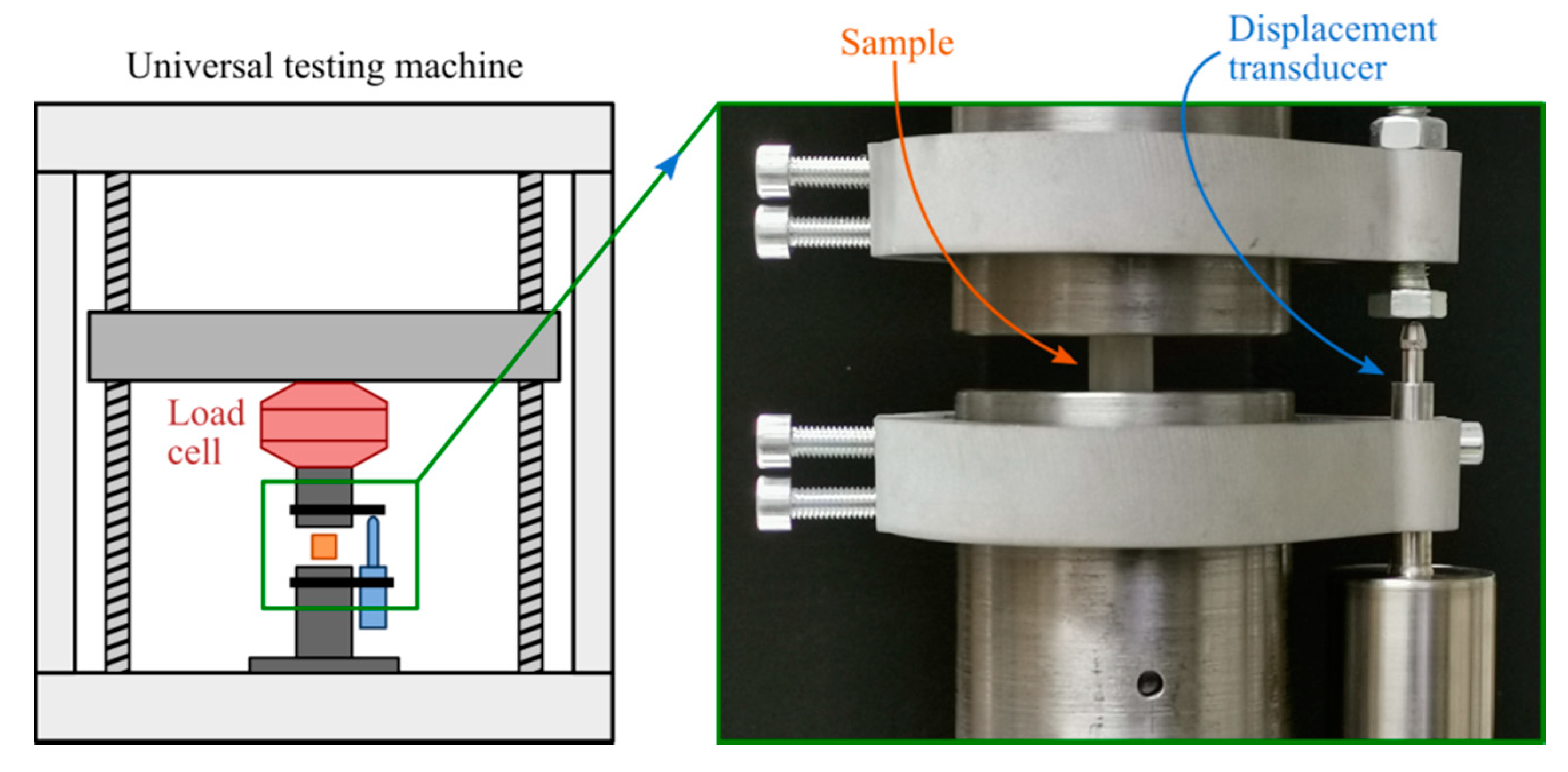
2.3. Mechanical Testing Machine
2.4. PLA Material
- Material (filament manufacturer): Ingeo Biopolymer 4043D,
- Color: transparent,
- Diameter: 2.85 mm,
- Density: 1.24 g/cm3,
- Printing temperature: from 190 °C to 230 °C,
- Glass transition temperature: from 55 °C to 60 °C,
- Tensile yield strength: 60 MPa,
- Young’s modulus: 3600 MPa,
- Flexural strength: 83 MPa,
- Flexural modulus: 3800 MPa.
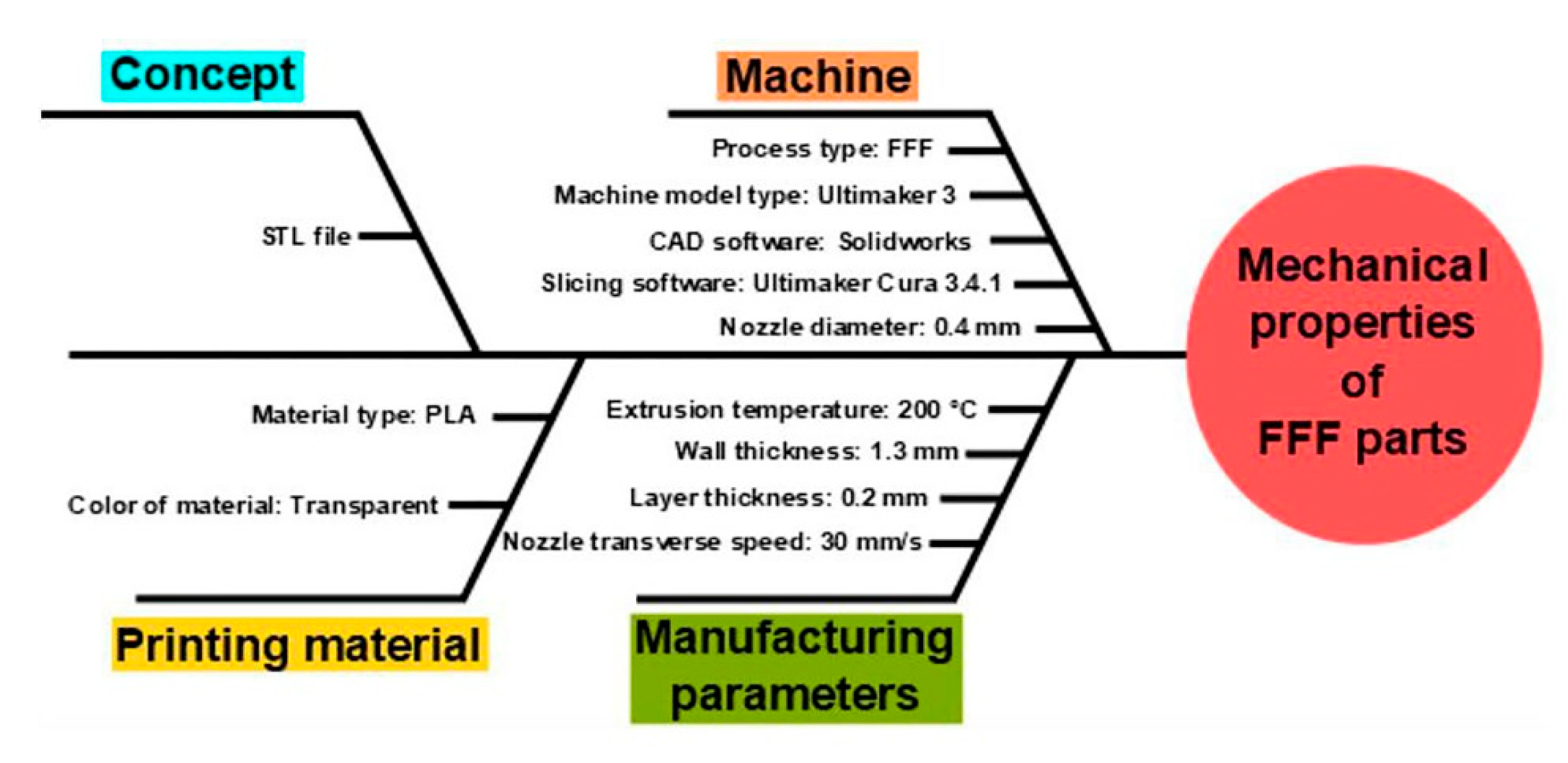
2.5. Fused Filament Fabrication (FFF) Parameters
2.6. Preparation of the Samples
- Load a 3D model (STL file) into the Cura software.
- Select the Ultimaker 3 printer from the list of printers.
- Select PLA material from the list of materials.
- Adjust the print settings as follows:
- Layer height: 0.2 mm,
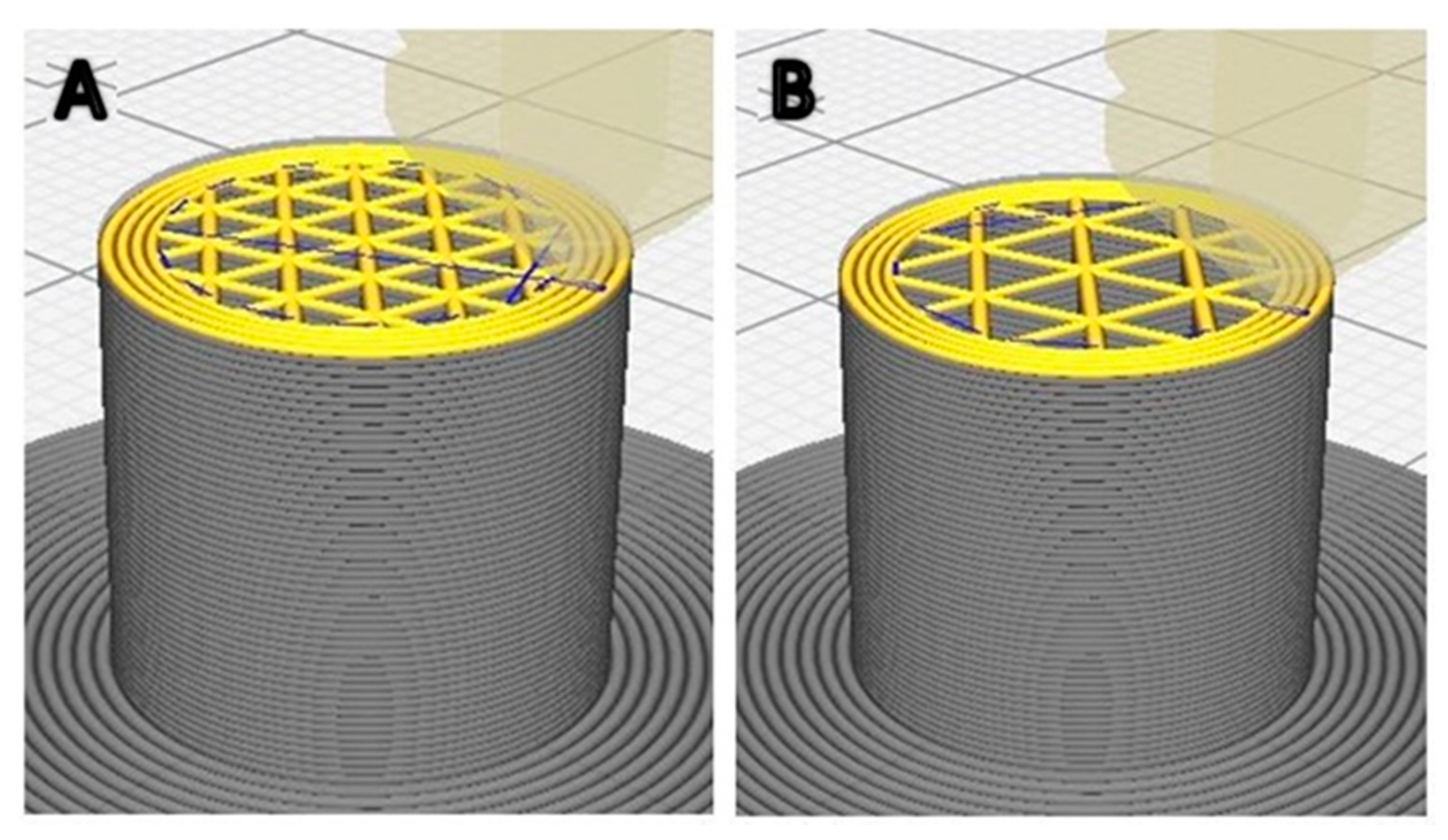
- Infill pattern: triangles,
- Infill line distance: 1.6 mm (samples named “A”), 2.4 mm (samples named “B”),
- Printing temperature: 200 °C,
- Print speed: 30 mm/s,
- Wall thickness: 1.3 mm.
- With the settings adjusted and the samples placed on the print bed in the right position in Cura 3.4.1 software, the model is ready to print. All that needs to be done is to save the 3D print file as a G-code file and send it directly to the Ultimaker 3 printer for printing.
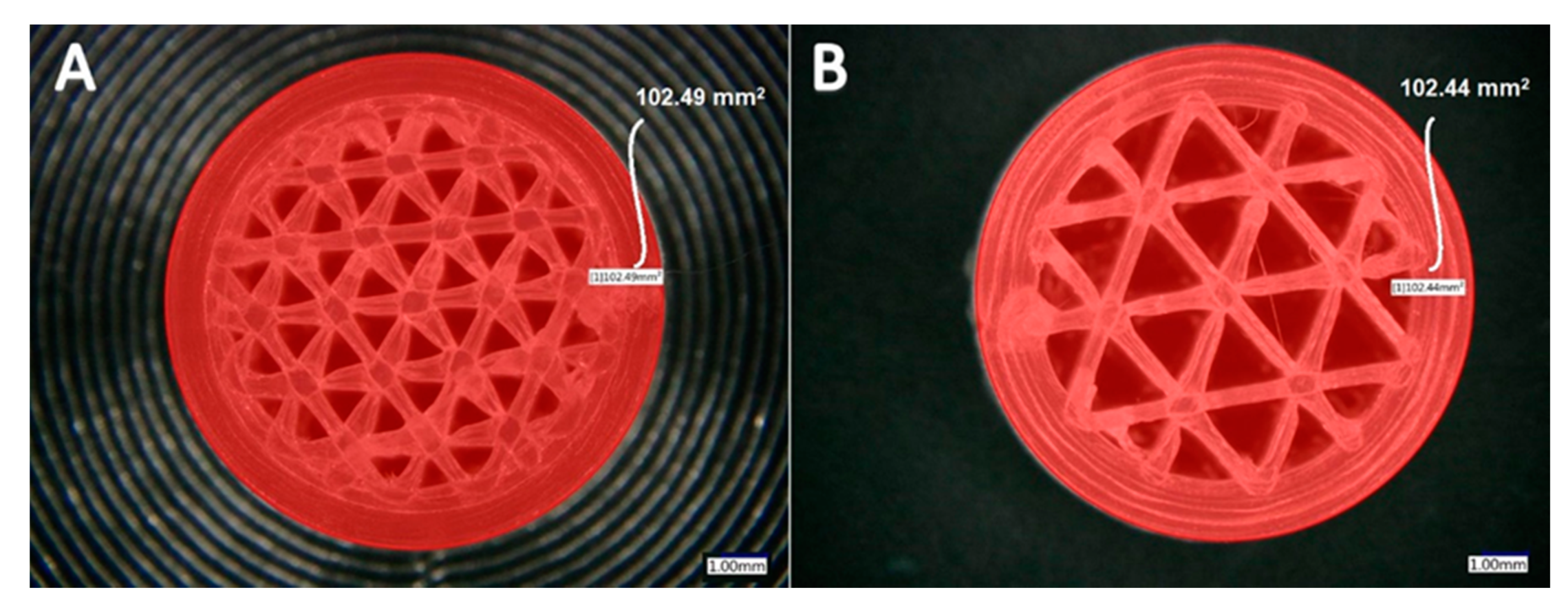
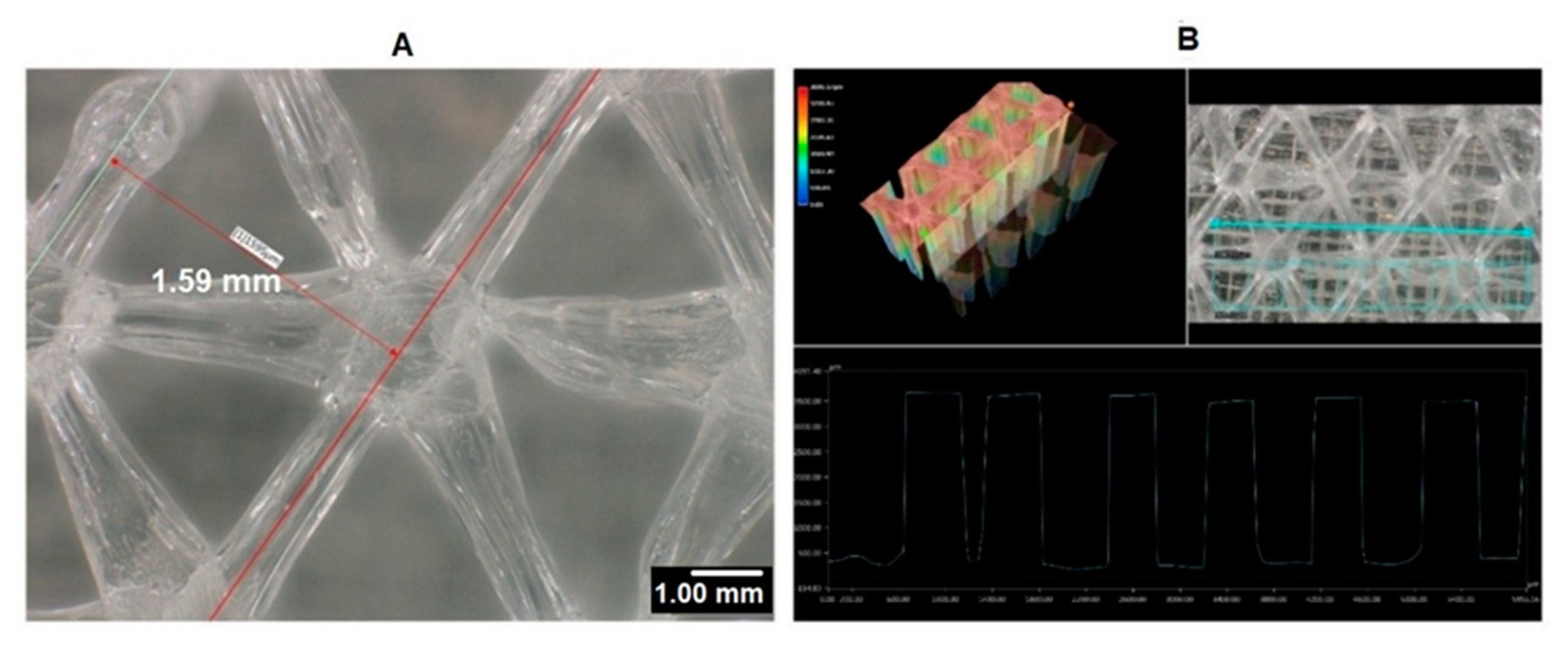
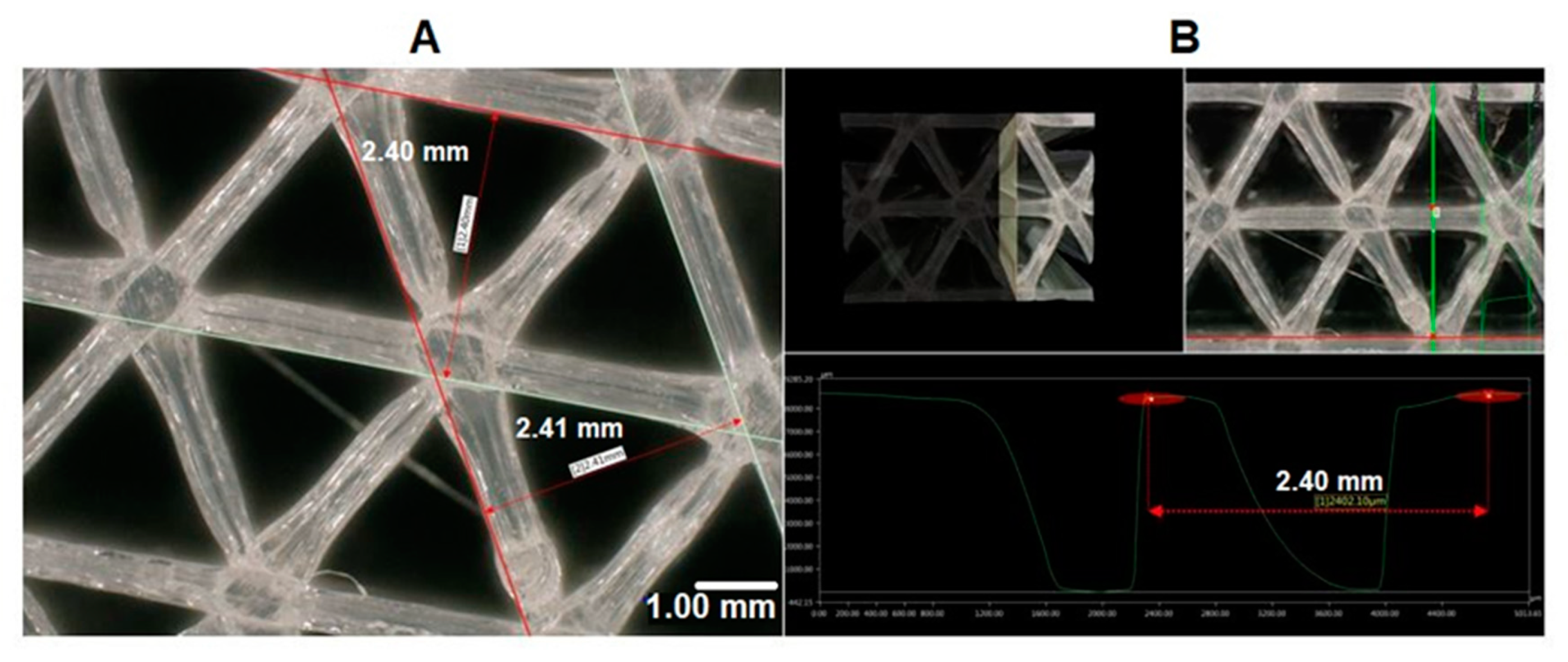
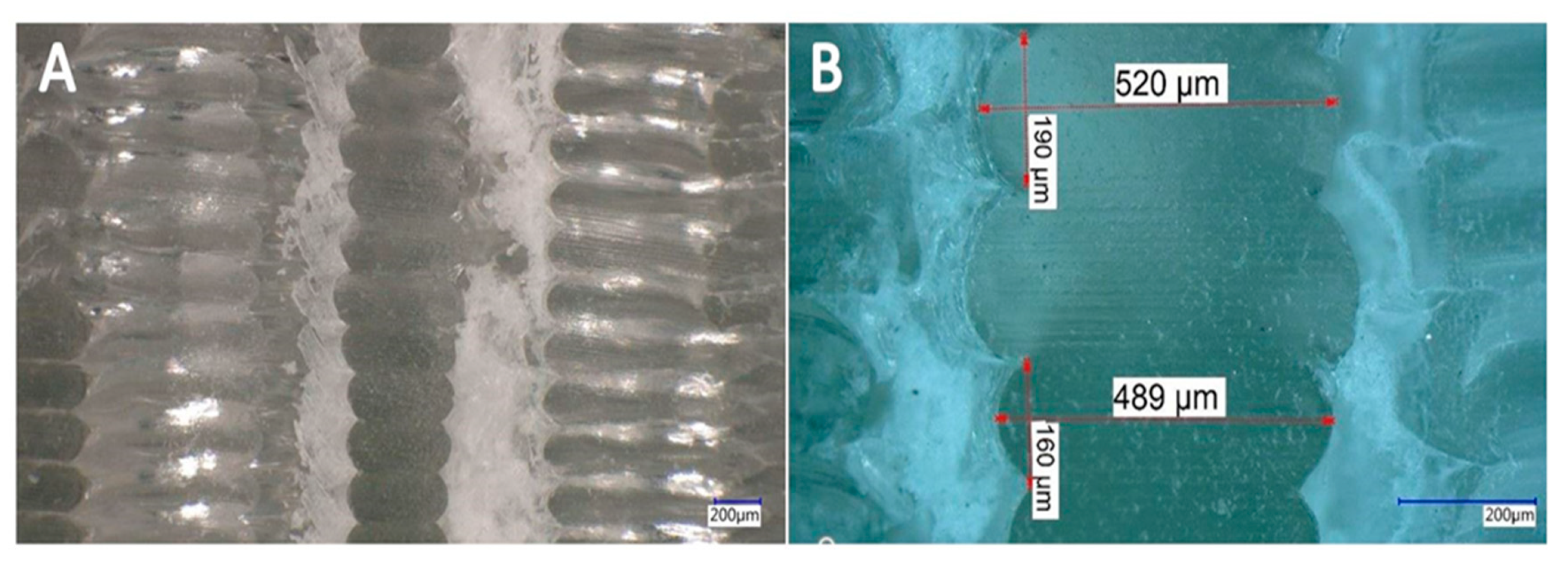
2.6.1. Calculation of Real Infill Density in Samples with Different ILD
- After the sample is placed under the microscope, the area of measurement is chosen.
- The user selects the desired area manually using the drawing tools available in the microscope software, which automatically delivers the total of the user-acquired area. The area of the sample cross-section of the software model is also measured. In this research, the area of the sample cross-section being measured from the model in CAD software is called the ideal area of the sample cross section.
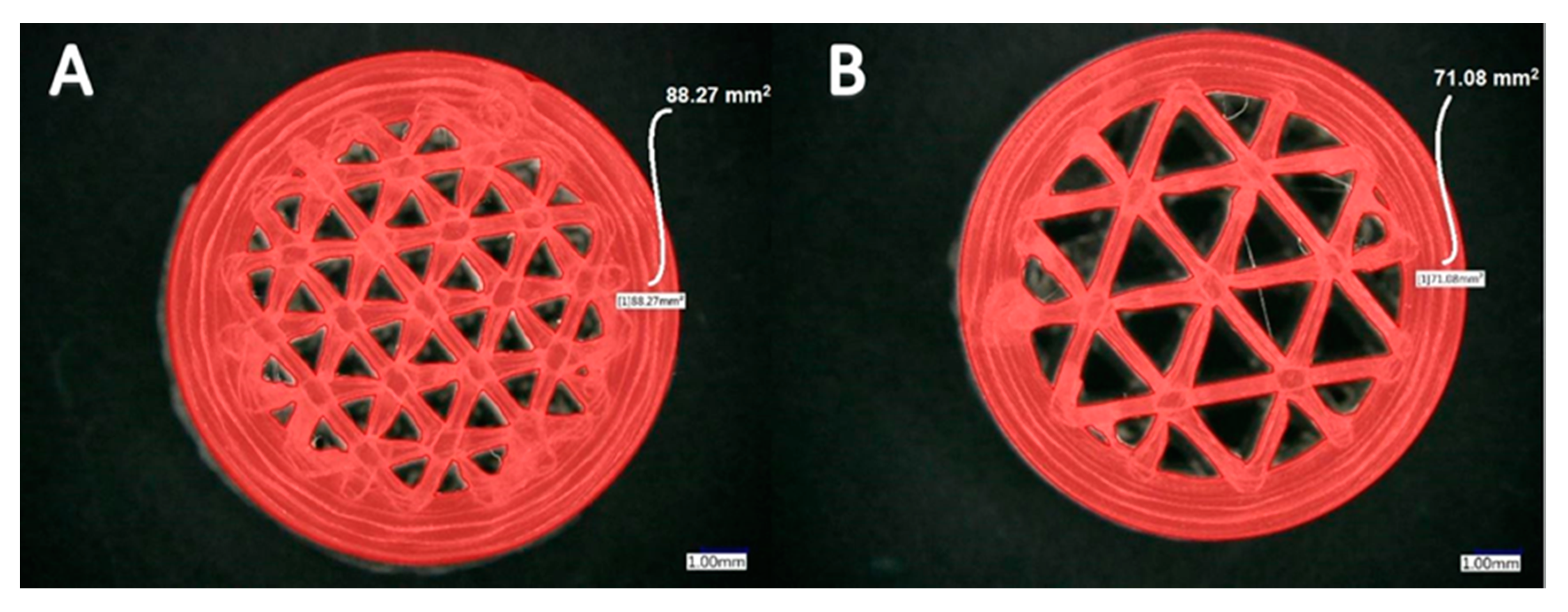
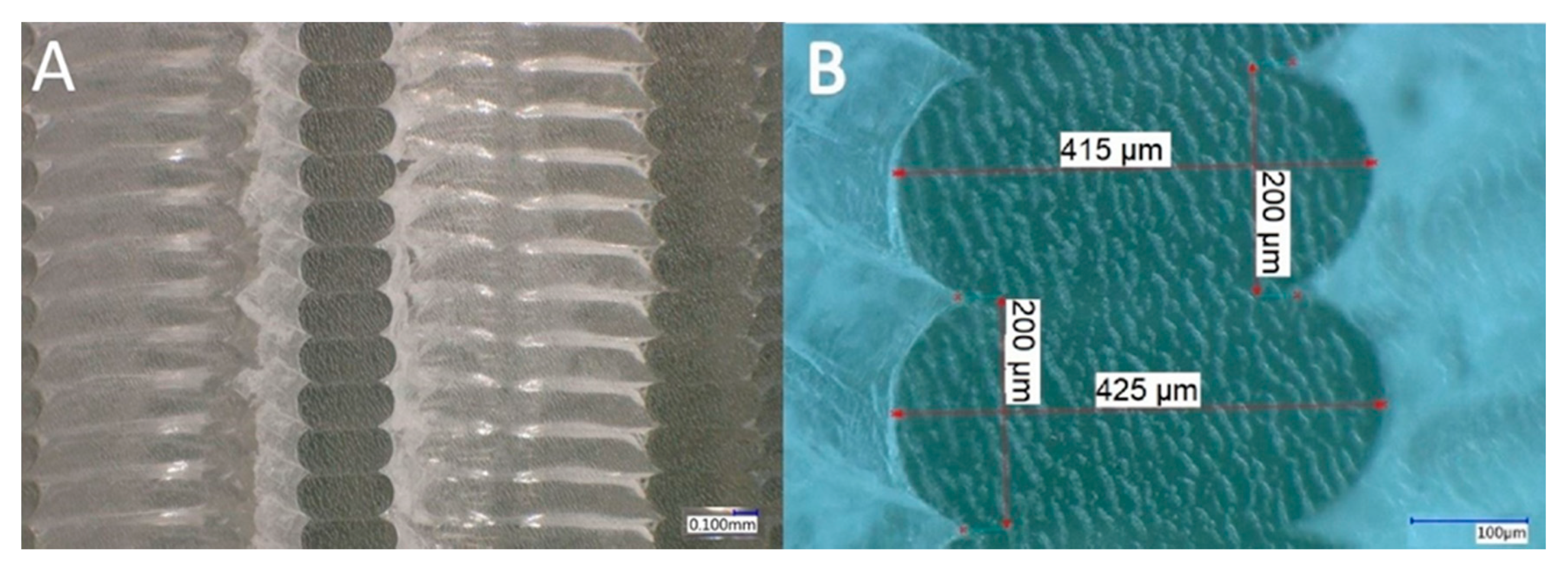
- Measured area of the sample cross-section: 88.27 mm² (Figure 4A)
- Ideal area of the sample cross-section (software): 78.27 mm²
- Measured area / Ideal area = 88.27 mm² / 78.27 mm² = 1.12
- Measured area of the cross-section / Measured area of fill cross-section =
- 88.27 mm² / 102.49 mm² = 0.86
- Infill density ≅ 86%
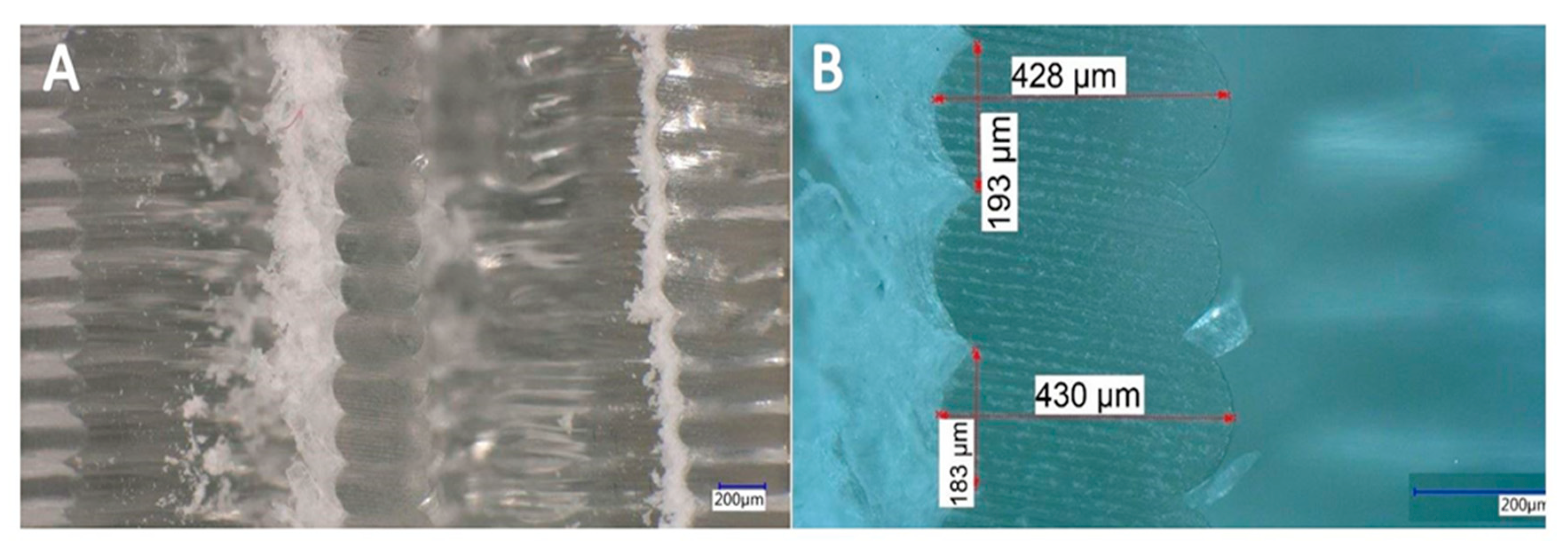
- Measured area of the sample cross-section: 71.08 mm² (Figure 4B)
- Ideal area of the sample cross-section (software): 66.74 mm²
- Measured area / Ideal area = 71.08 mm² / 66.74 mm² = 1.06
- Measured area of the cross-section / Measured area of fill cross-section = 71.08 mm²/102.44 mm² = 0.69
- Infill density ≅ 69%
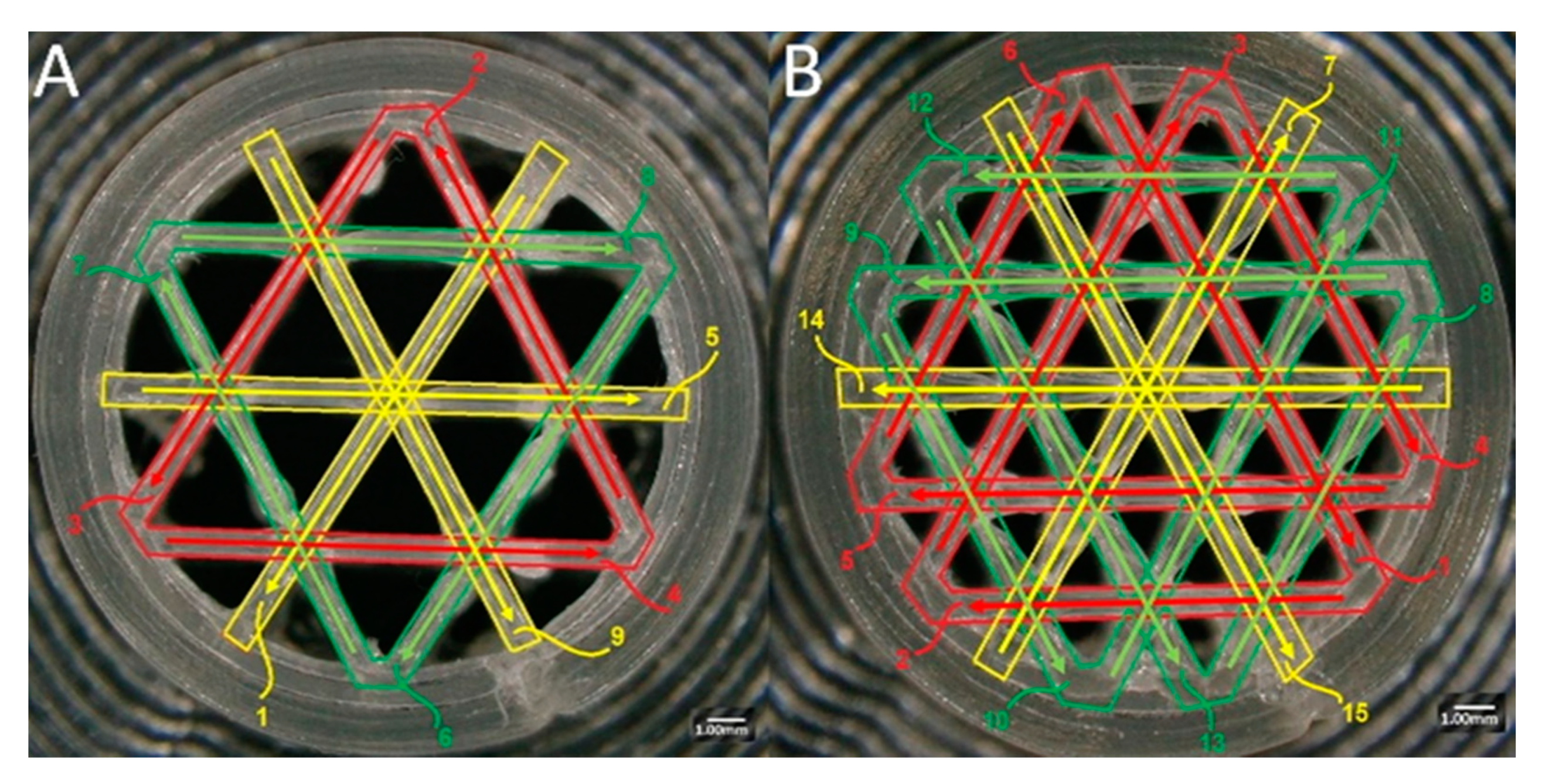
2.6.2. Nozzle Movement Path Analysis
2.6.3. Cutting the PLA Samples and Obtaining the Cross-Section for Microscopic Analysis
Low Speed Cutting Machine
- Type of blade: diamond wafering blades (4 in blade),
- Speed range: 0–300 rpm,
- Component positioning accuracy: ±5 μm positioning via a manual micrometer.
Sample Cross-Section for Microscopic Analysis
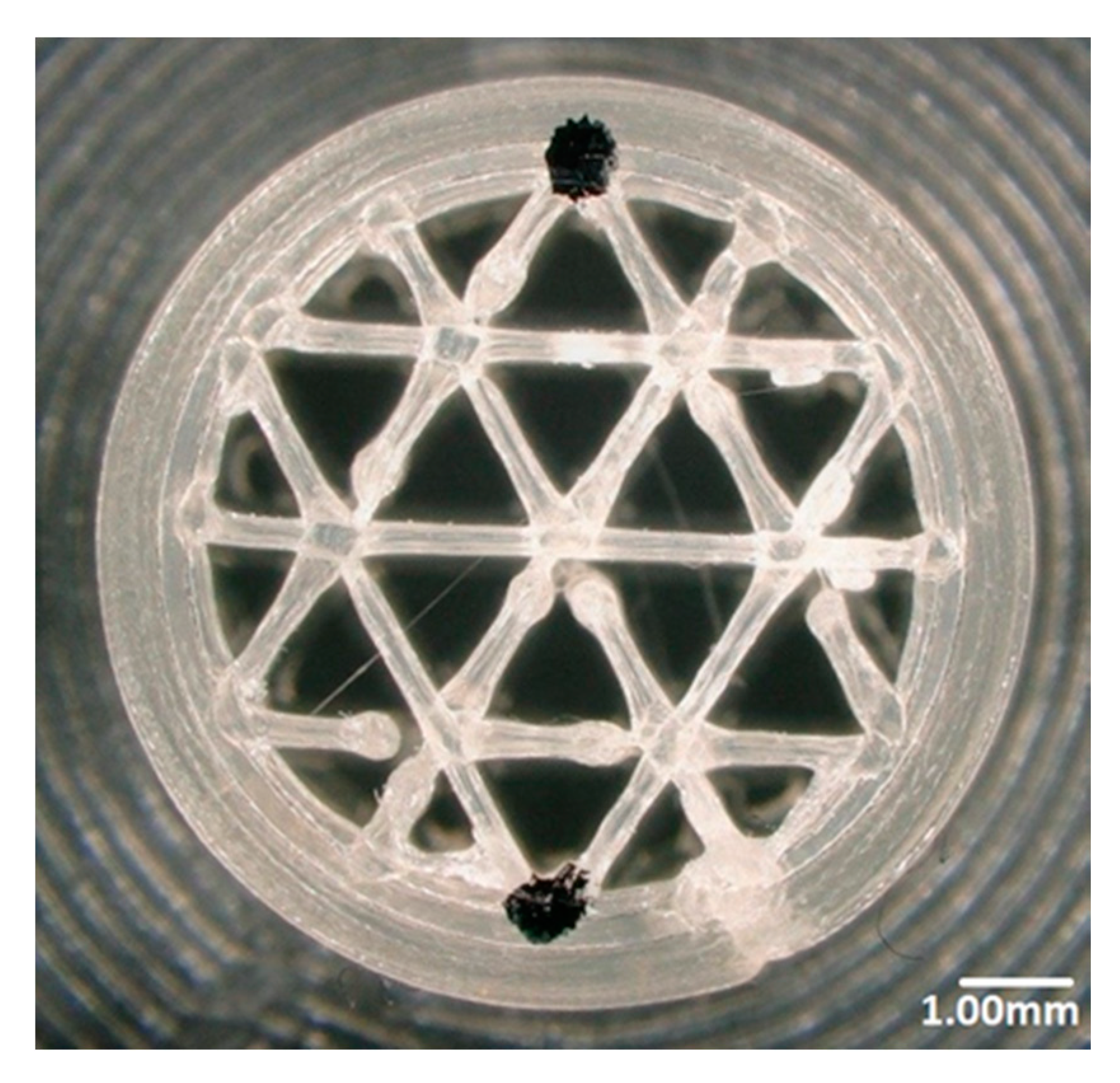
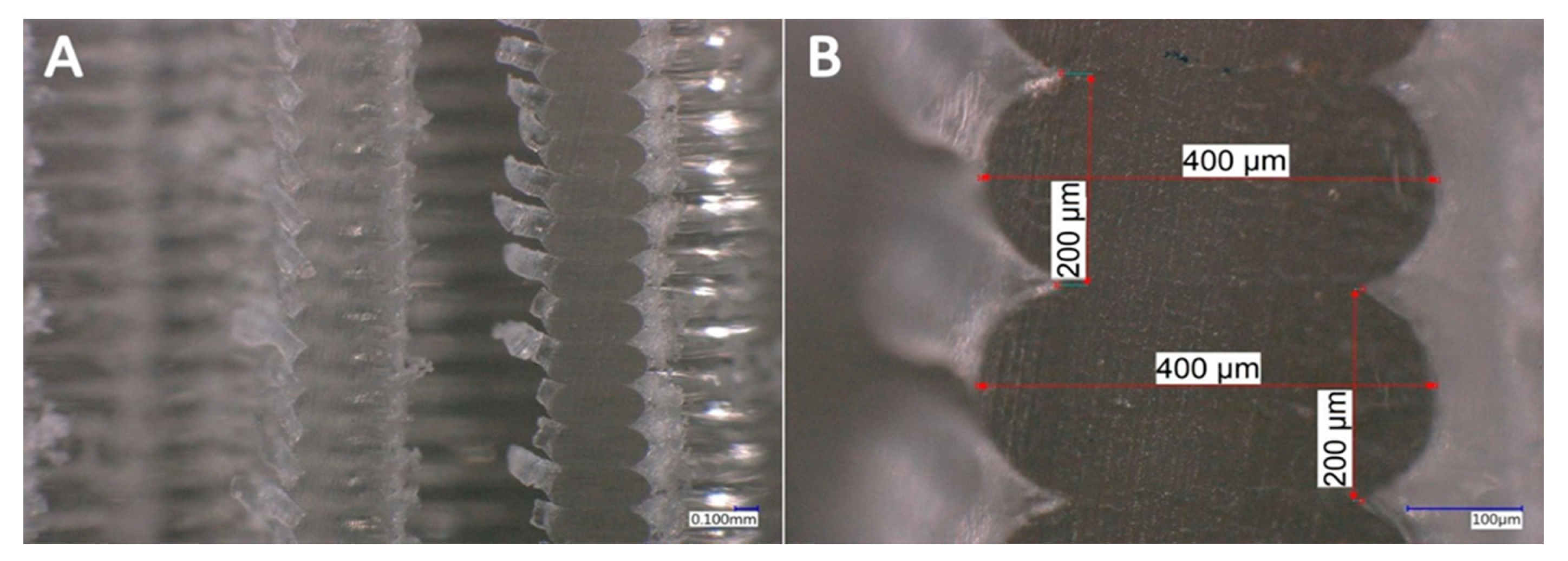
- The samples (1.6 mm and 2.4 mm ILD) were placed one by one under a microscope; on the top surface of each sample, two points were marked using a marker (see Figure 9). With a microscope, we attempted to locate the points in all samples, with the least amount of error, crossing over the best quality lines.
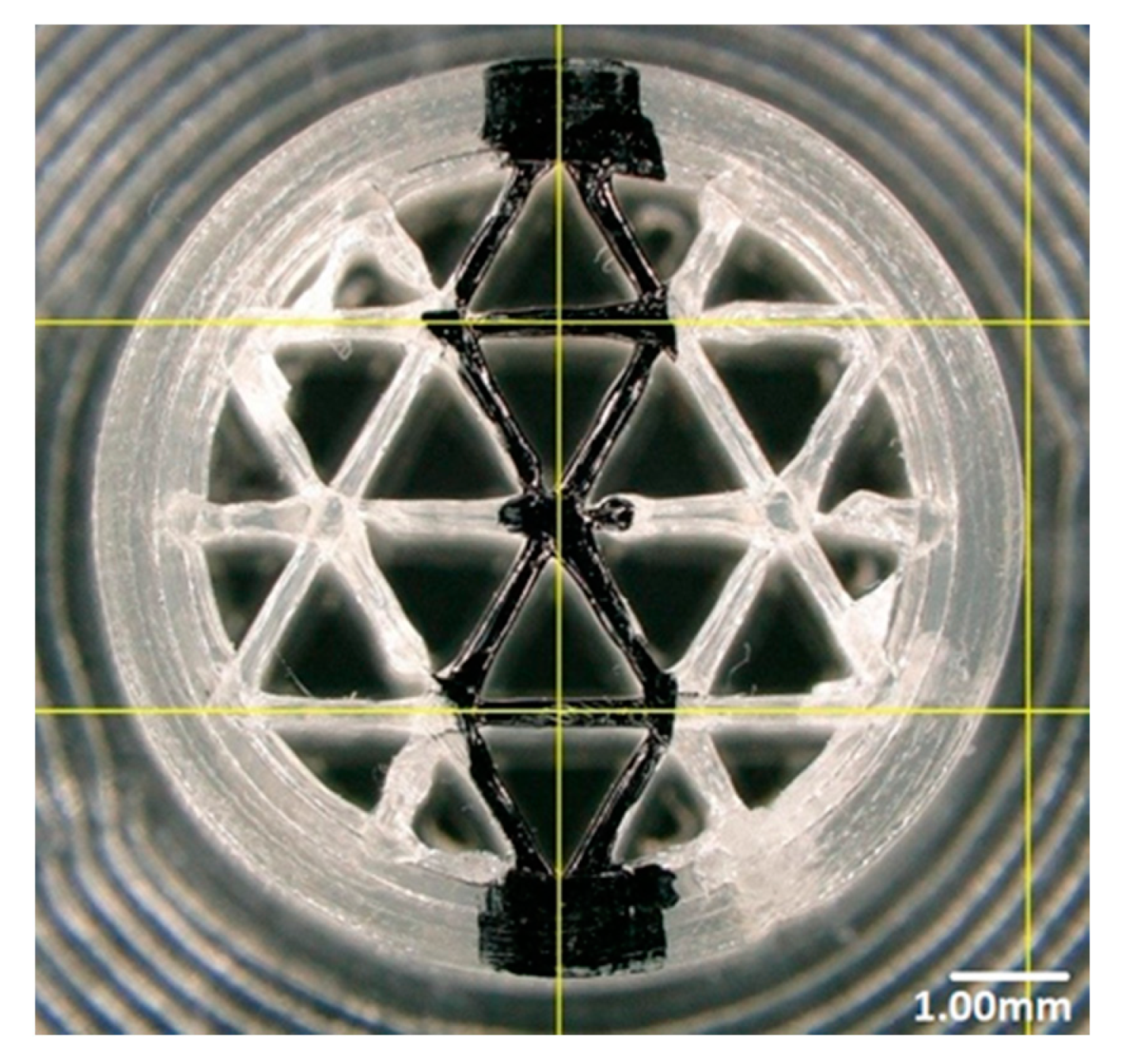
- After marking the samples and specifying the two points on each of them, the marked points were connected using a marker and a ruler under the microscope to improve the positioning of the sample on the cutting machine (Figure 10).
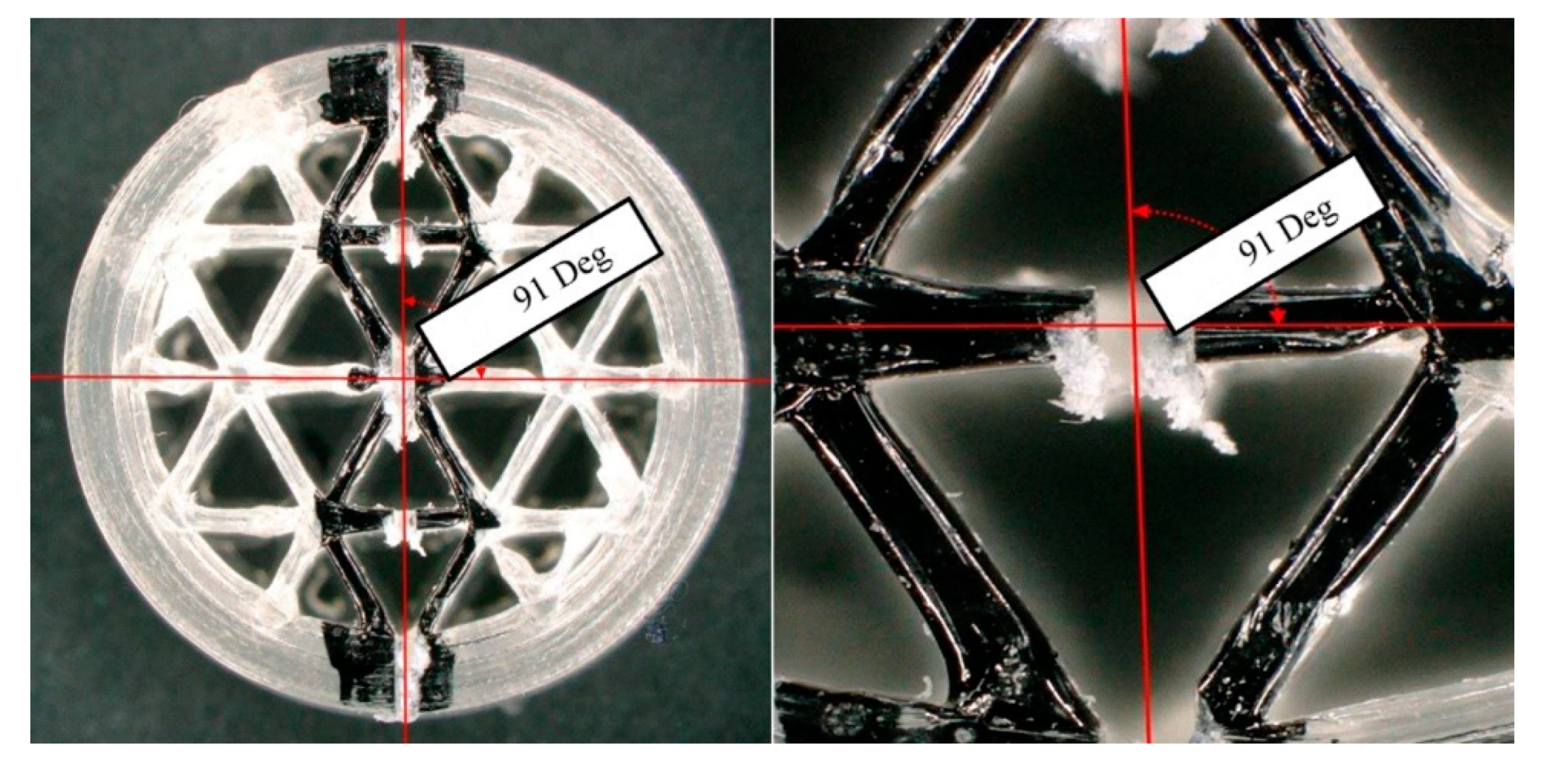
- The samples with lines drawn on were placed onto the low-speed cutting machine in such a way that the blade of the machine was perpendicular to the surface (marked with the line) of the samples. Using the manual micrometer of the cutting machine, the position of the blade was adjusted exactly at the location of the drawn line.
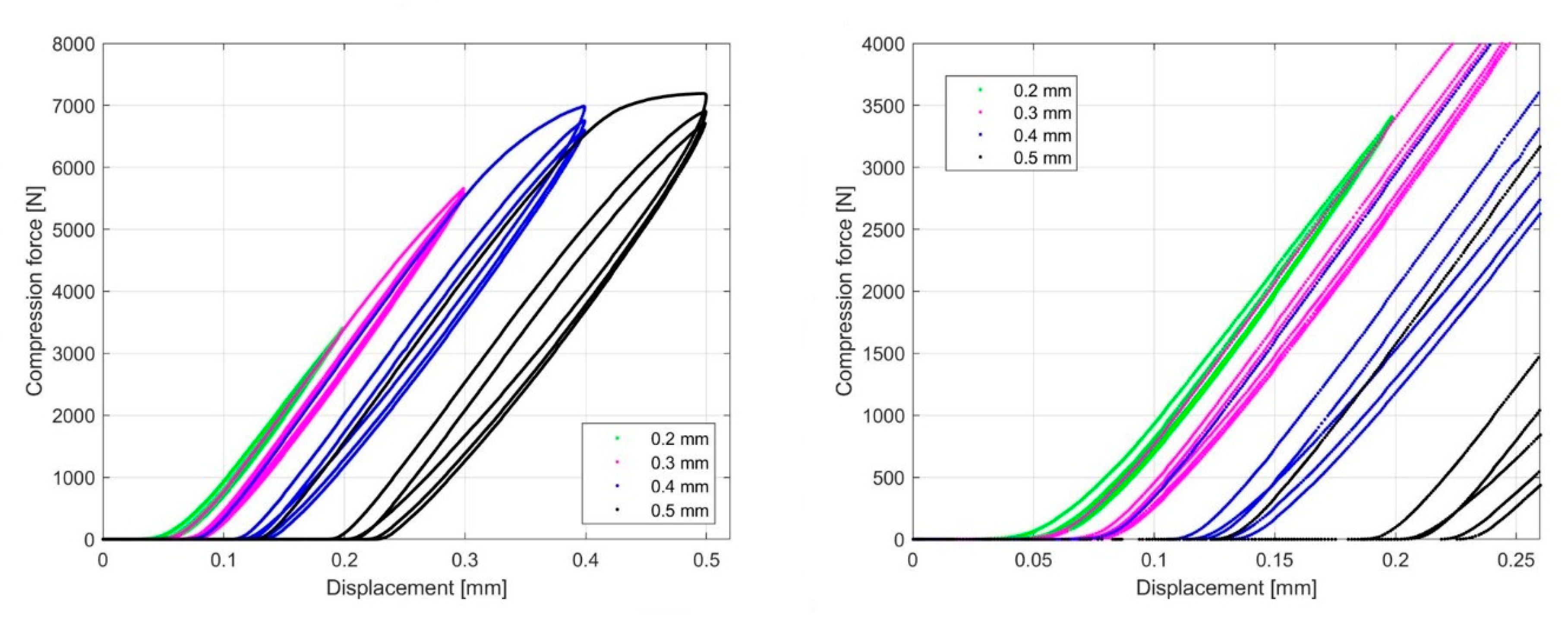
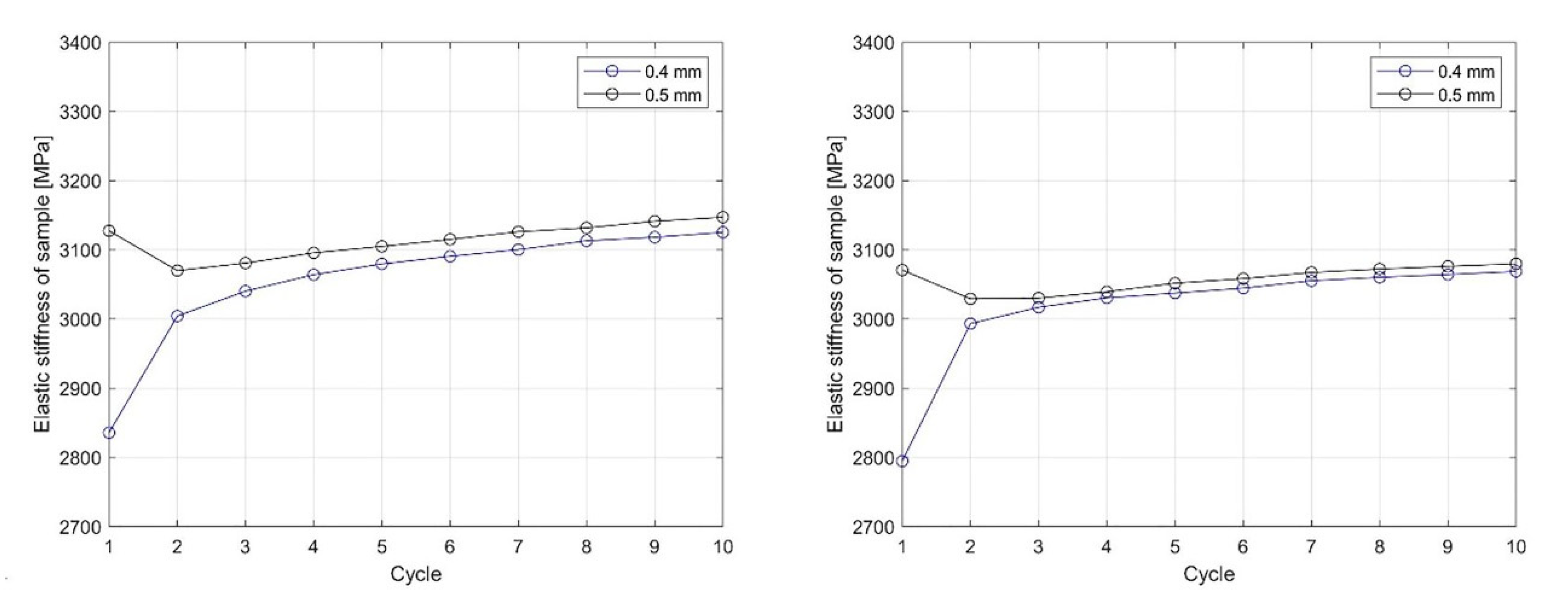
3. Results and Discussion
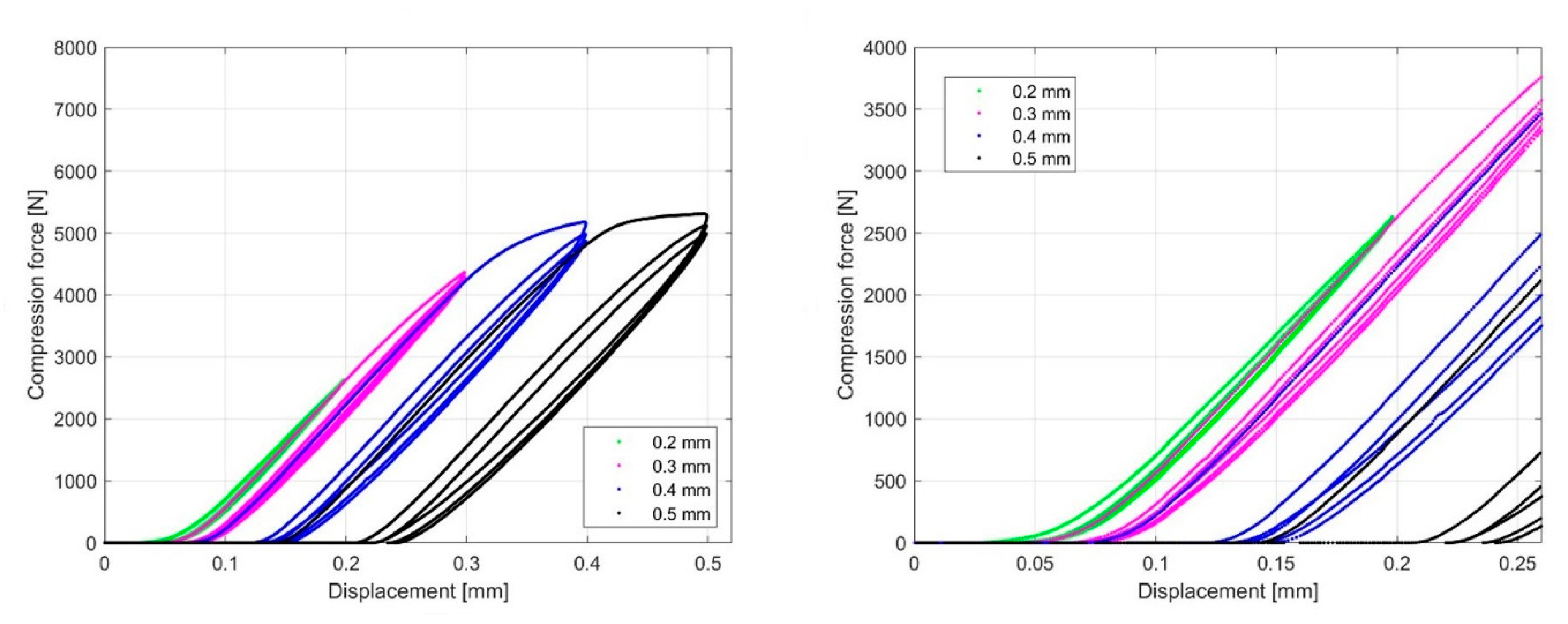
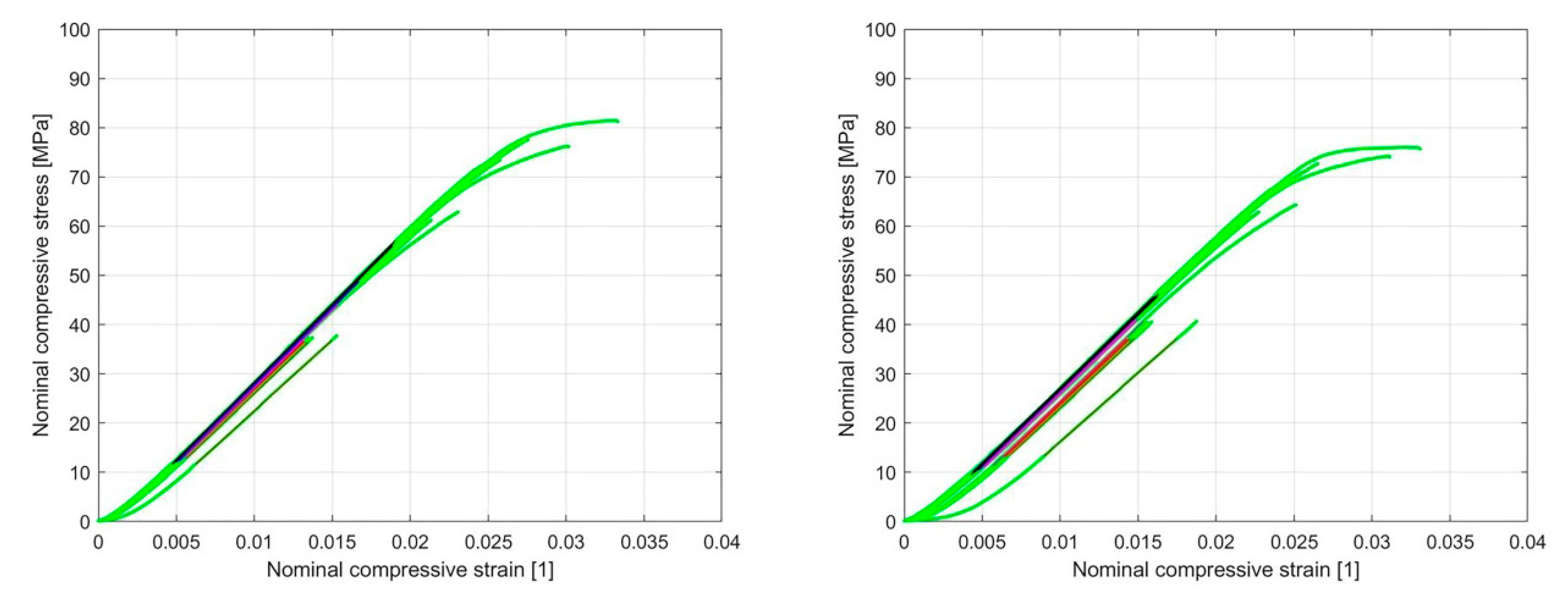
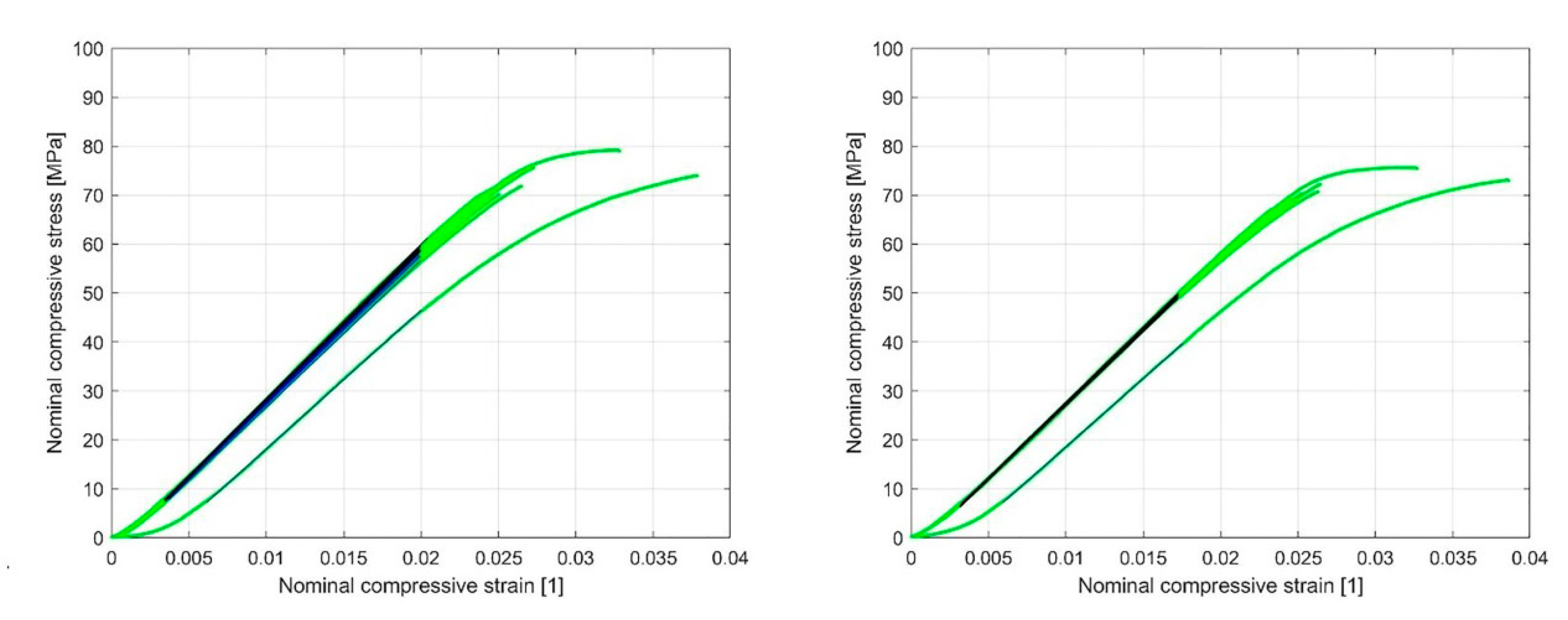
The Influence of Infill Line Distance on the Compressive Strength of PLA
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Herakovič, N.; Zupan, H.; Pipan, M.; Protner, J.; Šimic, M. Distributed manufacturing systems with digital agents. Stroj. Vestn. J. Mech. Eng. 2019, 65, 650–657. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Linke, B.S.; Voet, H.; Falk, B.; Schmitt, R.; Lam, M. Cost, sustainability and surface roughness quality–A comprehensive analysis of products made with personal 3D printers. Cirp J. Manuf. Sci. Technol. 2017, 16, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Zaldivar, R.; Witkin, D.; McLouth, T.; Patel, D.; Schmitt, K.; Nokes, J. Influence of processing and orientation print effects on the mechanical and thermal behavior of 3D-Printed ULTEM® 9085 Material. Addit. Manuf. 2017, 13, 71–80. [Google Scholar] [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Chang. 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Resman, M.; Pipan, M.; Šimic, M.; Herakovič, N. A new architecture model for smart manufacturing: A performance analysis and comparison with the RAMI 4.0 reference model. Adv. Prod. Eng. Manag. 2019, 14, 153–165. [Google Scholar] [CrossRef] [Green Version]
- Perez, A.R.T.; Roberson, D.A.; Wicker, R.B. Fracture surface analysis of 3D-printed tensile specimens of novel ABS-based materials. J. Fail. Anal. Prev. 2014, 14, 343–353. [Google Scholar] [CrossRef]
- Compton, B.G.; Lewis, J.A. 3D-printing of lightweight cellular composites. Adv. Mater. 2014, 26, 5930–5935. [Google Scholar] [CrossRef]
- Shaffer, S.; Yang, K.; Vargas, J.; Di Prima, M.A.; Voit, W. On reducing anisotropy in 3D printed polymers via ionizing radiation. Polymer 2014, 55, 5969–5979. [Google Scholar] [CrossRef]
- Yasa, E.; Ersoy, K. Dimensional Accuracy and Mechanical Properties of Chopped Carbon Reinforced Polymers Produced by Material Extrusion Additive Manufacturing. Materials 2019, 12, 3885. [Google Scholar] [CrossRef] [Green Version]
- Harris, A.M.; Lee, E.C. Heat and Humidity Performance of Injection Molded PLA for Durable Applications. J. Appl. Polym. Sci. 2010, 115, 1380–1389. [Google Scholar] [CrossRef]
- Harris, A.M.; Lee, E.C. Durability of polylactide-based polymer blends for injection-molded applications. J. Appl. Polym. Sci. 2013, 128, 2136–2144. [Google Scholar] [CrossRef]
- Wertz, J.; Mauldin, T.; Boday, D. Polylactic acid with improved heat deflection temperatures and self-healing properties for durable goods applications. ACS Appl. Mater. Interfaces 2014, 6, 18511–18516. [Google Scholar] [CrossRef] [PubMed]
- Notta-Cuvier, D.; Odent, J.; Delille, R.; Murariu, M.; Lauro, F.; Raquez, J.; Bennani, B.; Dubois, P. Tailoring polylactide (PLA) properties for automotive applications: Effect of addition of designed additives on main mechanical properties. Polym. Test. 2014, 36, 1–9. [Google Scholar] [CrossRef]
- Notta-Cuvier, D.; Murariu, M.; Odent, J.; Delille, R.; Bouzouita, A.; Raquez, J.M.; Lauro, F.; Dubois, P. Tailoring Polylactide Properties for Automotive Applications: Effects of Co-Addition of Halloysite Nanotubes and Selected Plasticizer. Macromol. Mater. Eng. 2015, 300, 684–698. [Google Scholar] [CrossRef]
- Bouzouita, A.; Samuel, C.; Notta-Cuvier, D.; Odent, J.; Lauro, F.; Dubois, P.; Raquez, J.M. Design of highly tough poly (l-lactide)-based ternary blends for automotive applications. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Nagarajan, N.; Mohanty, A.K.; Misra, M. Perspective on Polylactic Acid (PLA) based Sustainable Materials for Durable Applications: Focus on Toughness and Heat Resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- Tymrak, B.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Chacón, J.; Caminero, M.A.; García-Plaza, E.; Núnez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Forster, A.M. Materials Testing Standards for Additive Manufacturing of Polymer Materials: State of the Art and Standards Applicability; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2015. [Google Scholar]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef] [Green Version]
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.; Maspoch, M.L. Processing of poly (lactic acid): Characterization of chemical structure, thermal stability and mechanical properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Osswald, T.; Menges, G. Material Science of Polymers for Engineers; Hanser Gardner Publications, Inc.: Cincinnati, OH, USA, 2003. [Google Scholar]
- Wu, T.M.; Chiang, M.F. Fabrication and characterization of biodegradable poly (lactic acid)/layered silicate nanocomposites. Polym. Eng. Sci. 2005, 45, 1615–1621. [Google Scholar] [CrossRef]
- Tehrani, M.A.; Akbari, A.; Majumder, M. Polylactic acid (PLA) layered silicate nanocomposites. In Handbook of Polymernanocomposites. Processing, Performance and Application; Springer: Berlin/Heidelberg, Germany, 2014; pp. 53–67. [Google Scholar]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The influence of printing parameters on selected mechanical properties of FDM/FFF 3D-printed parts. IOP Conference Series: Materials Science and Engineering, ModTech International Conference - Modern Technologies in Industrial Engineering, Sibiu, Romania, 14–17 June 2017; IOP Publishing Ltd.: Bristol, UK, 2017; Volume 227, pp. 10p. [Google Scholar]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kuznetsov, V.E.; Tavitov, A.G.; Urzhumtsev, O.D.; Korotkov, A.A.; Solodov, S.V.; Solonin, A.N. Desktop fabrication of strong poly (lactic acid) parts: FFF process parameters tuning. Materials 2019, 12, 2071. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh Mehta, L.; Pillai, P. Compression Testing of PLA in 3D Printing. Int. J. Electron. Electr. Comput. Syst. 2017, 6, 466–470. [Google Scholar]
- Mercado-Colmenero, J.M.; Rubio-Paramio, M.A.; la Rubia-Garcia, M.D.; Lozano-Arjona, D.; Martin-Doñate, C. A numerical and experimental study of the compression uniaxial properties of PLA manufactured with FDM technology based on product specifications. The Int. J. Adv. Manuf. Technol. 2019, 103, 1893–1909. [Google Scholar] [CrossRef]
- Abbas, T.; Othman, F.M.; Ali, H.B. Effect of infill Parameter on compression property in FDM Process. Int. J. Eng. Res. Appl. 2017, 7, 16–19. [Google Scholar]
- Liang, X.; Gao, J.; Xu, W.; Wang, X.; Shen, Y.; Tang, J.; Cui, S.; Yang, X.; Liu, Q.; Yu, L. Structural mechanics of 3D-printed poly (lactic acid) scaffolds with tetragonal, hexagonal and wheel-like designs. Biofabrication 2019, 11, 035009. [Google Scholar] [CrossRef]
- Aloyaydi, B.A.; Sivasankaran, S.; Ammar, H.R. Influence of infill density on microstructure and flexural behavior of 3D printed PLA thermoplastic parts processed by fusion deposition modeling. Aims Mater. Sci. 2019, 6, 1033–1048. [Google Scholar] [CrossRef]
- Senatov, F.; Niaza, K.; Stepashkin, A.; Kaloshkin, S. Low-cycle fatigue behavior of 3d-printed PLA-based porous scaffolds. Compos. Part B Eng. 2016, 97, 193–200. [Google Scholar] [CrossRef]
- Available online: https://ultimaker.com/3d-printers/ultimaker-3. (accessed on 18 May 2020).
- King, D.L.; Babasola, A.; Rozario, J.; Pearce, J.M. Mobile open-source solar-powered 3-D printers for distributed manufacturing in off-grid communities. Chall. Sustain. 2014, 2, 18–27. [Google Scholar] [CrossRef]
- Van de Velde, K.; Kiekens, P. Biopolymers: Overview of several properties and consequences on their applications. Polym. Test. 2002, 21, 433–442. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the mechanical properties of FFF structures and materials: A review on the experimental, computational and theoretical approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Available online: https://www.buehler.com/isoMet-low-speed-cutter.php (accessed on 20 November 2019).






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. of Article | Printing Speed [mm/s] | Printing Temperature [°C] | Layer Height [mm] | |
|---|---|---|---|---|
| PLA | Chacón [19] | 20, 50, 80 | 210 °C | 0.12, 0.18, 0.24 |
| PLA | Mercado-Colmenero [31] | 50 | 220 ± 10 °C | 0.2 |
| PLA | Aloyaydi [34] | 20 | 200 °C | 0.2 |
| PLA | Senatov [35] | 30 | 180 °C | 0.2 |
| Model | Range | Uncertainty | Output | |
|---|---|---|---|---|
| LVDT Displacement Transducer | RDP DCTH100AG-1431A-L10 | 5 mm | 1.6 µm | 0 V to 10 V |
| Parameters of Compression Testing | |
|---|---|
| Alternating Speed of the Crosshead | ± 1.2 mm/min |
| Temperature | 20 °C (room temperature) |
| 1st Case of Cyclic Loading |
|
| 2nd Case of Cyclic Loading |
|
| Sample with 1.6 mm ILD | Sample with 2.4 mm ILD | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cyclic loading interval | [0.2 to 0.5] mm | [0.4 to 0.5] mm | [0.2 to 0.5] mm | [0.4 to 0.5] mm | ||||||||
| No. of load cycles | 1 | 10 | 40 | 1 | 10 | 20 | 1 | 10 | 40 | 1 | 10 | 20 |
| Nominal displacement [mm] | 0.2 | 0.2 | 0.5 | 0.2 | 0.4 | 0.5 | 0.2 | 0.2 | 0.5 | 0.4 | 0.4 | 0.5 |
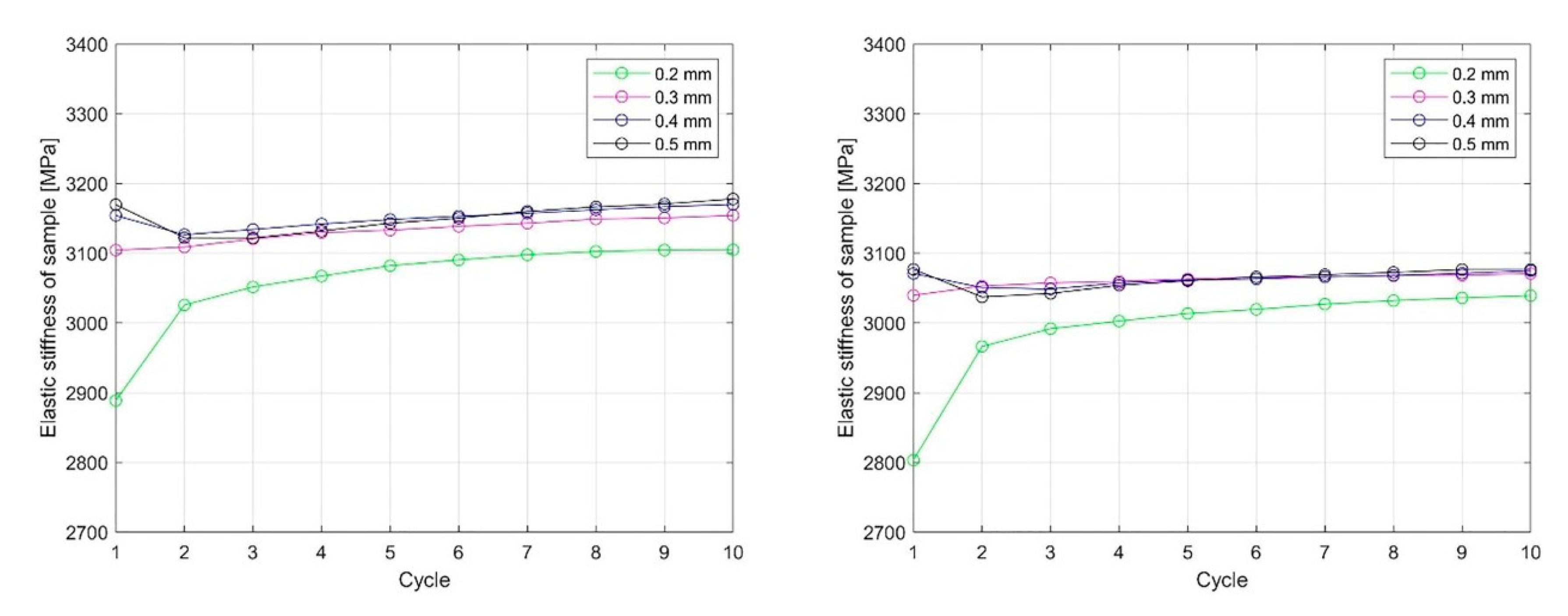
| Elastic stiffness of the sample [MPa] | 2889 | 3105 | 3178 | 2836 | 3125 | 3147 | 2803 | 3039 | 3077 | 2795 | 3069 | 3080 |
| Elastic stiffness of the sample increase [%] | / | 7.5 | 10.0 | / | 10.2 | 11.0 | / | 8.4 | 9.8 | / | 9.8 | 10.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pepelnjak, T.; Karimi, A.; Maček, A.; Mole, N. Altering the Elastic Properties of 3D Printed Poly-Lactic Acid (PLA) Parts by Compressive Cyclic Loading. Materials 2020, 13, 4456. https://doi.org/10.3390/ma13194456
Pepelnjak T, Karimi A, Maček A, Mole N. Altering the Elastic Properties of 3D Printed Poly-Lactic Acid (PLA) Parts by Compressive Cyclic Loading. Materials. 2020; 13(19):4456. https://doi.org/10.3390/ma13194456
Chicago/Turabian StylePepelnjak, Tomaž, Ako Karimi, Andraž Maček, and Nikolaj Mole. 2020. "Altering the Elastic Properties of 3D Printed Poly-Lactic Acid (PLA) Parts by Compressive Cyclic Loading" Materials 13, no. 19: 4456. https://doi.org/10.3390/ma13194456
APA StylePepelnjak, T., Karimi, A., Maček, A., & Mole, N. (2020). Altering the Elastic Properties of 3D Printed Poly-Lactic Acid (PLA) Parts by Compressive Cyclic Loading. Materials, 13(19), 4456. https://doi.org/10.3390/ma13194456