Micro Plastic Deformation Behavior of Carbide-Free Bainitic Steel during Tensile Deformation Process

Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
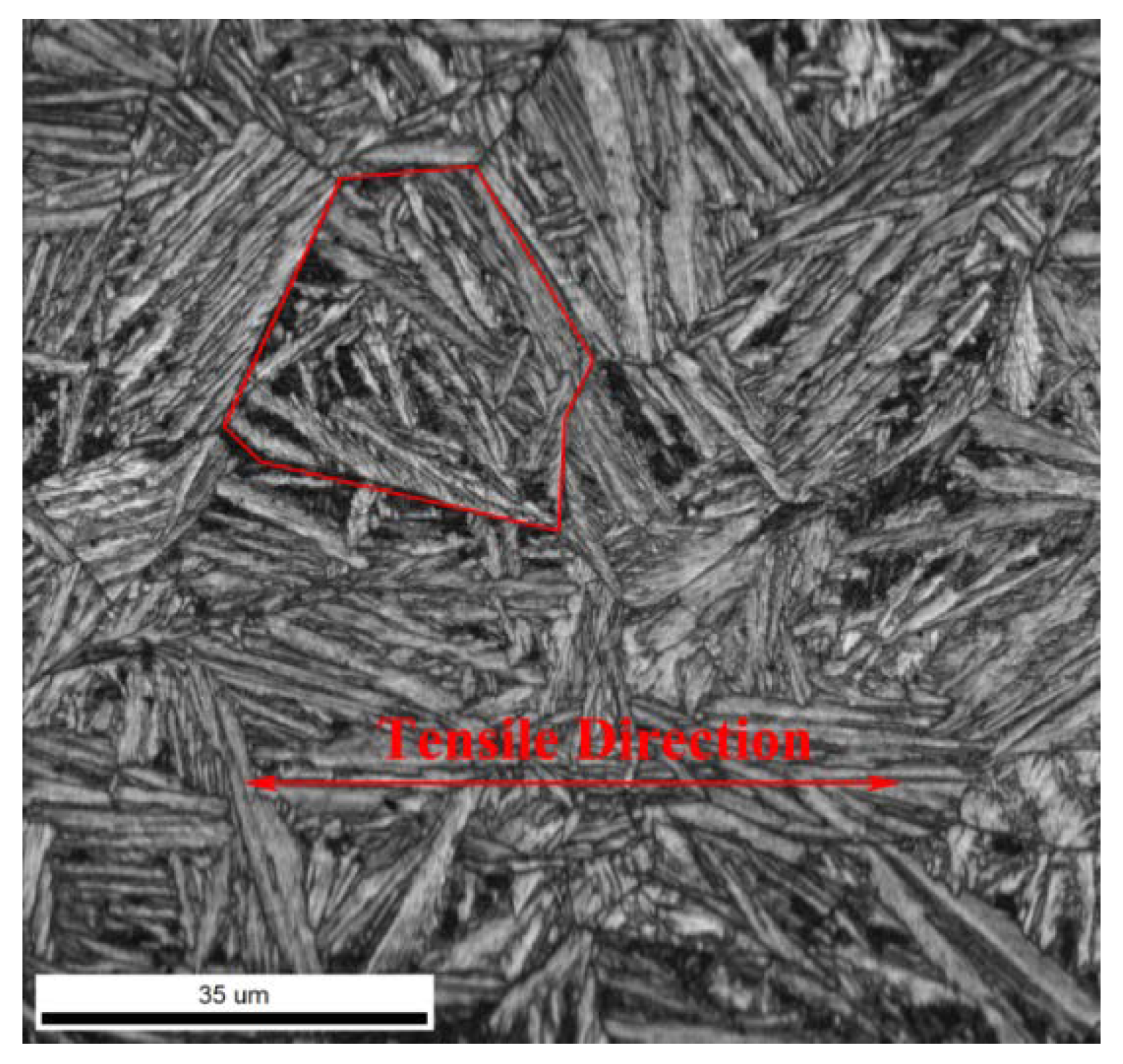
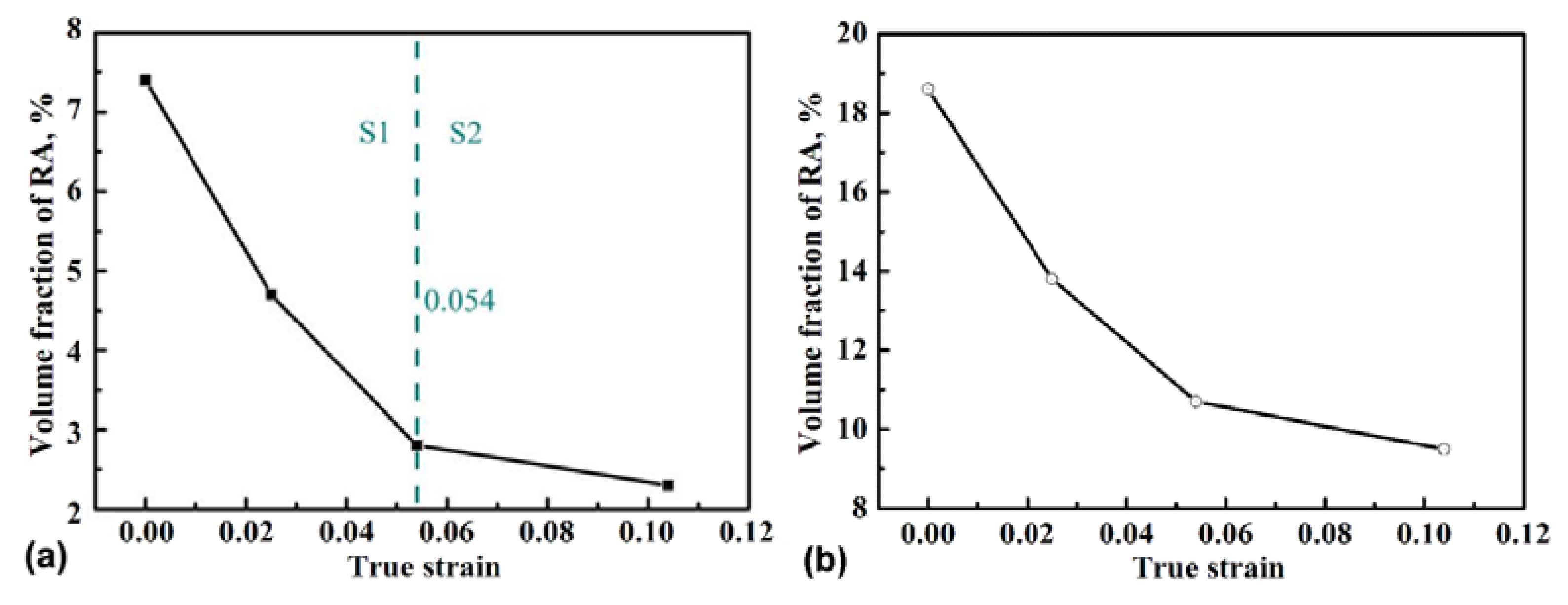
3.1. Strain-Induced Martensitic Transformation of RA
3.2. Microscale Deformation Behavior in RA and BF
4. Conclusions
- The transformation from RA into martensite occurs more quickly at the early stage (0–0.054) of deformation than at the later stage (0.054–0.104). The martensitic transformation of RA is notably affected by the orientation of the surrounding BF. The low SF value of the surrounding BF retarded martensitic transformation, whereas high SF value accelerated it.
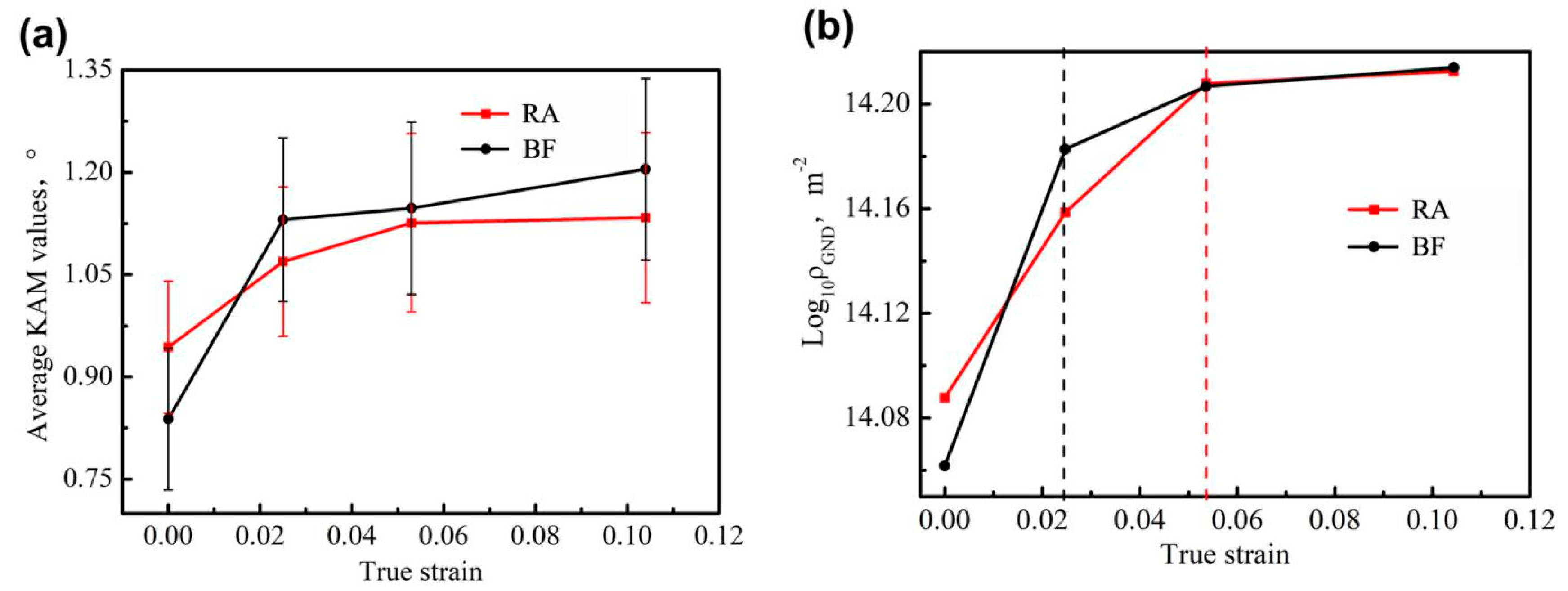
- The KAM value of RA was more symmetrical than that of the BF during tension. The true strain of 0.025 was the critical point for BF, because the KAM value and GND density increased rapidly before 0.025 and slowed down after 0.025. The variation tendency of KAM in RA was similar to that in BF, but the critical point was 0.054.
- With increasing true strain, the KAM fraction of the RA decreased, whereas the KAM fraction of BF increased. This result reveals that the RA provided a higher contribution than BF at the early stage of tension to the whole deformation of the specimen, and that the contribution gradually decreased. As the major phase in the microstructure, BF contributed increasingly with intensifying strain under coordination with RA.
Author Contributions
Funding
Conflicts of Interest
References
- Long, X.Y.; Zhang, F.C.; Kang, J.; Lv, B.; Shi, X.B. Low-temperature bainite in low-carbon steel. Mater. Sci. Eng. A 2014, 594, 344–351. [Google Scholar] [CrossRef]
- Long, X.Y.; Kang, J.; Lv, B.; Zhang, F.C. Carbide-free bainite in medium carbon steel. Mater. Des. 2014, 64, 237–245. [Google Scholar] [CrossRef]
- Song, C.; Yu, H.; Li, L. The stability of RA at different locations during straining of I & Q & P steel. Mater. Sci. Eng. A 2016, 670, 326–334. [Google Scholar]
- Creuziger, A.; Foecke, T. Transformation potential predictions for the stress-induced austenite to martensite transformation in steel. Acta Mater. 2010, 58, 85–91. [Google Scholar] [CrossRef]
- Zhao, J.L.; Zhang, F.C.; Yu, B.D.; Liu, H. Bainite and tempering stability in 70Si3MnCrMo steel. Iron Steel 2017, 33, 71–80. [Google Scholar]
- Long, X.Y.; Zhang, F.C.; Kang, J.; Yang, Z.N.; Wu, D.D.; Wu, K.M.; Zhang, G.H. Study on carbide-bearing and carbide-free bainitic steels and their wear resistance. Mater. Sci. Technol. 2016, 33, 615–622. [Google Scholar] [CrossRef]
- Knijf, D.D.; Föjer, C.; Kestens, L.; Petrov, R. Factors influencing the austenite stability during testing testing of Quenching and Partitioning steel by via in-situ Electron Backscatter Diffraction. Mater. Sci. Eng. A 2015, 638, 219–227. [Google Scholar] [CrossRef]
- Knijf, D.D.; Nguyen-Minh, T.; Petrov, R.H.; Kestens, L.A.I.; Jonas, J.J. Orientation dependence of the martensite transformation in a quenched and partitioned steel subjected to uniaxial tension. J. Appl. Cryst. 2014, 47, 1261–1266. [Google Scholar] [CrossRef]
- Nie, W.J.; Shang, C.J.; Guan, H.L.; Chen, S.H. Structural regulation and deformation behavior of bainite ferrite/bainite (F/B) dual phase steel. Acta Met. 2012, 48, 298–306. [Google Scholar] [CrossRef]
- Wei, X.; Fu, L.M.; Liu, S.C.; Wang, W.; Shan, A.D. Deformation behavior of constituent phases and the affected factors in dual-phase steel. Chin. J. Mater. Res. 2013, 27, 665–672. [Google Scholar]
- Varshney, A.; Sangal, S.; Mondal, K. Strain Partitioning and Load Transfer in Constituent Phases in Dual-Phase Steels. J. Mater. Eng. Perform. 2016, 25, 3993–4003. [Google Scholar] [CrossRef]
- Wilkinson, A.J.; Britton, T.B. Strains, planes, and EBSD in materials science. Mater. Today 2012, 15, 366–376. [Google Scholar] [CrossRef]
- Nye, J. Some geometrical relations in dislocated crystals. Acta Met. 1953, 1, 153–162. [Google Scholar] [CrossRef]
- Jiang, J.; Britton, T.; Wilkinson, A. Measurement of geometrically necessary dislocation density with high resolution electron backscatter diffraction: Effects of detector binning and step size. Ultramicroscopy 2013, 125, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Littlewood, P.; Britton, T.; Wilkinson, A.J. Geometrically necessary dislocation density distributions in Ti–6Al–4V deformed in tension. Acta Mater. 2011, 59, 6489–6500. [Google Scholar] [CrossRef]
- Field, D.; Trivedi, P.; Wright, S.; Kumar, M. Analysis of local orientation gradients in deformed single crystals. Ultramicroscopy 2005, 103, 33–39. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Britton, T.B.; Wilkinson, A.J. Evolution of dislocation density distributions in copper during Treadings. J. Acta Mater. 2013, 61, 7227–7239. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Schwedt, A.; Goravanchi, P.; Prahl, U.; Bleck, W. Quantification of the effect of transformation-induced geometrically necessary dislocations on the flow-curve modelling of dual-phase steels. Int. J. Plast. 2013, 43, 128–152. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, K.; Guo, Z.; Chen, N.; Rong, Y. A new effect of retained austenite on ductility enhancement in high strength bainitic steel. Mater. Sci. Eng. A 2012, 552, 288–294. [Google Scholar] [CrossRef]
- Bingert, J.R.; Mason, T.A.; Kaschner, G.C. Deformation twinning in polycrystalline Zr: Insights from electron backscattered diffraction characterization. Met. Mater. Trans. A 2002, 33, 955–963. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, M.; Guo, Z. A new effect of RA on ductility enhancement in high-strength quenching-partitioning-tempering martensitic steel. Mater. Sci. Eng. A 2011, 528, 8486–8491. [Google Scholar] [CrossRef]
- Li, W.; Gao, H.; Nakashima, H.; Hata, S.; Tian, W. In-situ study of the deformation-induced rotation and transformation of retained austenite in a low-carbon steel treated by the quenching and partitioning process. Mater. Sci. Eng. A 2016, 649, 417–425. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Betanda, Y.A.; Helbert, A.-L.; Brisset, F.; Mathon, M.-H.; Waeckerlé, T.; Baudin, T. Measurement of stored energy in Fe–48%Ni alloys strongly cold-rolled using three approaches: Neutron diffraction, Dillamore and KAM approaches. Mater. Sci. Eng. A 2014, 614, 193–198. [Google Scholar] [CrossRef]
- Zhilyaev, A.; Morozova, A.; Cabrera, J.M.; Kaibyshev, R.; Langdon, T.G. Wear resistance and electroconductivity in a Cu–0.3Cr–0.5Zr alloy processed by ECAP. J. Mater. Sci. 2016, 52, 305–313. [Google Scholar] [CrossRef]
- Li, W.-S.; Gao, H.-Y.; Nakashima, H.; Hata, S.; Tian, W. In-situ EBSD study of deformation behavior of retained austenite in a low-carbon quenching and partitioning steel via uniaxial tensile tests. Mater. Charact. 2016, 118, 431–437. [Google Scholar] [CrossRef]
- Takayama, Y.; Szpunar, J.A.; Kato, H. Analysis of intragranular misorientation related to deformation in an Al-Mg-Mn alloy. Mater. Sci. Forum 2005, 497, 1049–1054. [Google Scholar] [CrossRef]
- Deng, Y.; Hajilou, T.; Wan, D.; Kheradmand, N.; Barnoush, A. In-situ micro-cantilever bending test in environmental scanning electron microscope: Real time observation of hydrogen enhanced cracking. Scr. Mater. 2017, 127, 19–23. [Google Scholar] [CrossRef] [Green Version]
- Petrov, R.; Kestens, L.; Zambrano-Robledo, P.; Guerrero, M.P.; Colás, R.; Houbaert, Y. Microtexture of thin gauge hot rolled steel strip. Isij. Int. 2003, 43, 378–385. [Google Scholar] [CrossRef] [Green Version]
- Xu, G.; Xu, G.; Mao, X.; Zhao, G.; Bao, S. Method to evaluate the kinetics of bainite transformation in low-temperature nanobainitic steel using thermal dilatation curve analysis. Metals 2017, 7, 330. [Google Scholar] [CrossRef] [Green Version]
- Kang, J.; Zhang, F.; Long, X.; Lv, B. Low cycle fatigue behavior in a medium-carbon carbide-free bainitic steel. Mater. Sci. Eng. A 2016, 666, 88–93. [Google Scholar] [CrossRef]
- Sourmail, T.; Smanio, V. Low temperature kinetics of bainite formation in high carbon steels. Acta Mater. 2013, 61, 2639–2648. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Beladi, H.; Xiong, X.; Adachi, Y.; Hodgson, P. Nanoscale microstructural characterization of a nanobainitic steel. Acta Mater. 2011, 59, 5511–5522. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo | Al |
|---|---|---|---|---|---|---|
| 0.49 | 1.60 | 1.62 | 1.28 | 0.34 | 0.39 | 0.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Yang, X.; Kang, J.; Zhang, F.; Yang, Z. Micro Plastic Deformation Behavior of Carbide-Free Bainitic Steel during Tensile Deformation Process. Materials 2020, 13, 4703. https://doi.org/10.3390/ma13214703
Zhang M, Yang X, Kang J, Zhang F, Yang Z. Micro Plastic Deformation Behavior of Carbide-Free Bainitic Steel during Tensile Deformation Process. Materials. 2020; 13(21):4703. https://doi.org/10.3390/ma13214703
Chicago/Turabian StyleZhang, Ming, Xiaowu Yang, Jie Kang, Fucheng Zhang, and Zhinan Yang. 2020. "Micro Plastic Deformation Behavior of Carbide-Free Bainitic Steel during Tensile Deformation Process" Materials 13, no. 21: 4703. https://doi.org/10.3390/ma13214703
APA StyleZhang, M., Yang, X., Kang, J., Zhang, F., & Yang, Z. (2020). Micro Plastic Deformation Behavior of Carbide-Free Bainitic Steel during Tensile Deformation Process. Materials, 13(21), 4703. https://doi.org/10.3390/ma13214703