Analysis of Notch Effect in 3D-Printed ABS Fracture Specimens Containing U-Notches

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
- PM: this is the simplest methodology, and assumes that fracture takes place when the stress (σ) at a certain distance (rc), is equal to the inherent strength. This distance (rc) is proved to be equal to L/2 under linear-elastic conditions. The fracture criterion is:
- LM: this assumes that fracture occurs when the average stress along a specific distance reaches the inherent strength. Similarly, considering the stress field at the defect tip, it may be demonstrated that the value of this specific distance is equal to 2L. The resulting condition is:
3. Results
3.1. Tensile and Fracture Tests
3.2. Notch Effect Analysis by Using the Theory of Critical Distances (TCD)
3.3. Scanning Electron Microscopy (SEM) Analysis
4. Conclusions
- 3D-printed ABS material presents a clear notch effect. The introduction of finite radii on the defect tip generates significant increases in the apparent fracture toughness.
- Raster orientations 30/−60 and 45/−45 present very similar results regarding tensile and fracture behaviour. The notch effect is also comparable, although it is maximum for the 30/−60 orientation.
- Raster orientation 0/90 has the lower tensile and fracture properties. It also has the lower notch effect.
- The TCD, through both the point method and line method, captures the physics of the notch effect in 3D-printed ABS. The obtained values of the critical distance (L) are significantly different from their theoretical value, meaning that the process is not linear-elastic.
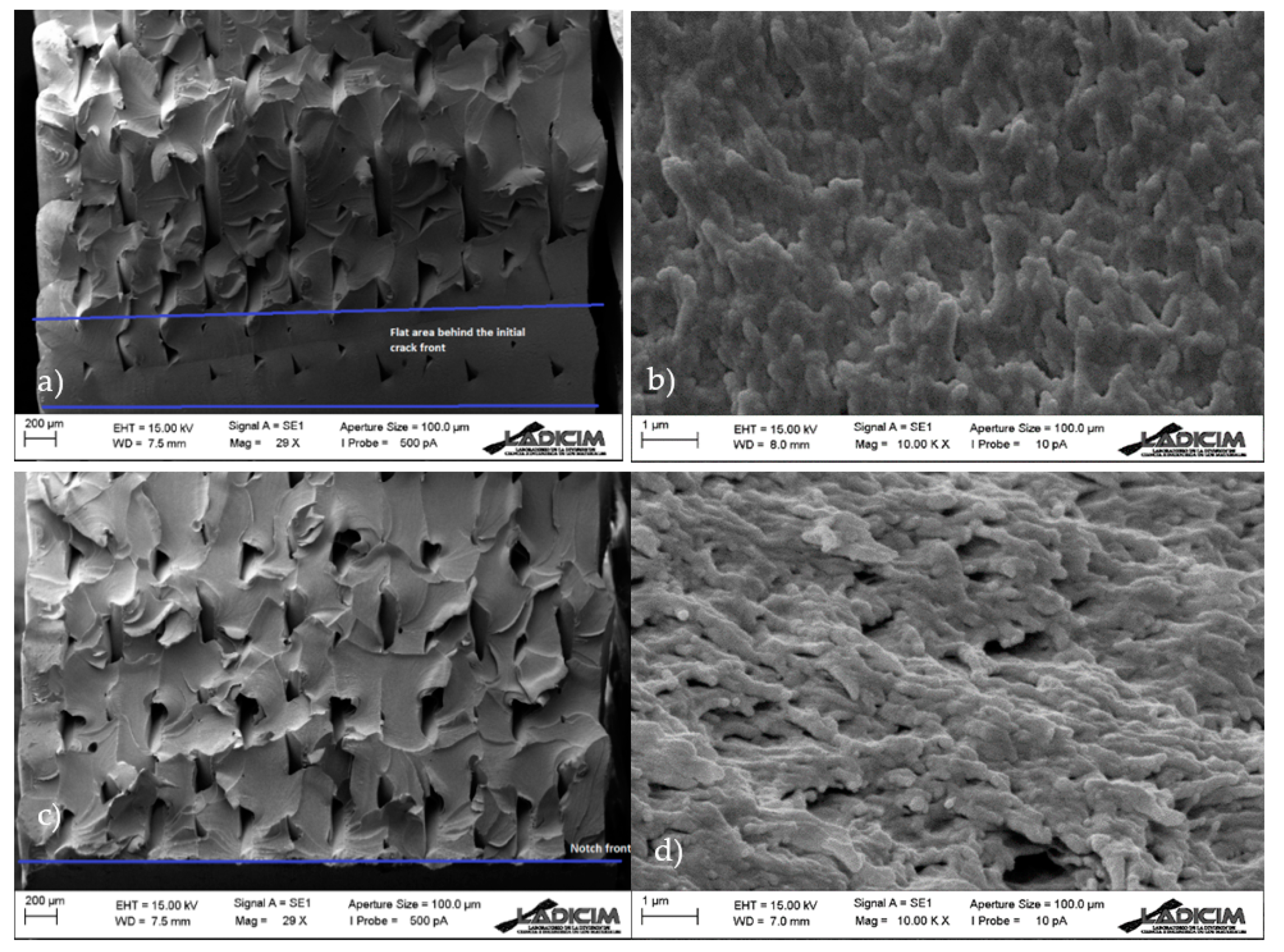
- The change in the fracture mechanisms is limited to a narrow band behind the original defect. This band appears in cracked specimens, with fracture lines perpendicular to the original crack front. Beyond this band, fracture lines become roughly parallel to the original crack front. However, notched specimens do not present such a band, and fracture lines are parallel to the original notch front even at the initiation sites. This also means that, although the (non-linear) micromechanisms are the same for cracked and notched specimens, they have different orientations when observed just behind the original front.
Author Contributions
Funding
Conflicts of Interest
References
- Dwiyati, S.T.; Kholil, A.; Riyadi, R.; Putra, E.S. Influence of layer thickness and 3D printing direction on tensile properties of ABS material. J. Phys. Conf. Ser. 2019, 1402, 066014. [Google Scholar] [CrossRef]
- Ziemian, S.; Okwara, M.; Ziemian, C.W. Tensile and fatigue behavior of layered acrylonitrile butadiene styrene. Rapid Prototyp. J. 2015, 21, 270–278. [Google Scholar] [CrossRef]
- Mclouth, T.D.; Severino, J.V.; Adams, P.M.; Patel, D.N.; Zaldivar, R.J. The impact of print orientation and raster pattern on fracture toughness in additively manufactured ABS Addit. Manuf. 2017, 18, 103–109. [Google Scholar] [CrossRef]
- Cole, D.P.; Riddick, J.C.; Jaim, H.M.I.; Strawhecker, K.E.; Zander, N.E. Interfacial mechanical behavior of 3D printed ABS. J. Appl. Polym. Sci. 2016, 133, 1–12. [Google Scholar] [CrossRef]
- Capote, G.A.M.; Rudolph, N.M.; Osswald, P.V.; Osswald, T.A. Failure surface development for ABS fused filament fabrication parts. Addit. Manuf. 2019, 28, 169–175. [Google Scholar] [CrossRef]
- Sharma, M.; Ziemian, C. Anisotropic Mechanical Properties of ABS Parts Fabricated by Fused Deposition Modelling. Mech. Eng. 2012. [CrossRef] [Green Version]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Bamiduro, O.; Owolabi, G.; Haile, M.A.; Riddick, J.C. The influence of load direction, microstructure, raster orientation on the quasi-static response of fused deposition modeling ABS. Rapid Prototyp. J. 2019, 25, 462–472. [Google Scholar] [CrossRef]
- Ahn, S.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Jap, N.S.; Pearce, G.M.; Hellier, A.K.; Russell, N.; Parr, W.C.; Walsh, W.R. The effect of raster orientation on the static and fatigue properties of filament deposited ABS polymer. Int. J. Fatigue 2019, 124, 328–337. [Google Scholar] [CrossRef]
- Hart, K.R.; Wetzel, E.D. Fracture behavior of additively manufactured acrylonitrile butadiene styrene (ABS) materials. Eng. Fract. Mech. 2017, 177, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Ng, C.T.; Susmel, L. Notch static strength of additively manufactured acrylonitrile butadiene styrene (ABS). Addit. Manuf. 2020, 34, 101212. [Google Scholar] [CrossRef]
- Taylor, D. The Theory of Critical Distances: A New Perspective in Fracture Mechanics; Elsevier: London, UK, 2007. [Google Scholar]
- Cicero, S.; Madrazo, V.; Carrascal, I. Analysis of notch effect in PMMA using the Theory of Critical Distances. Eng. Fract. Mech. 2012, 86, 56–72. [Google Scholar] [CrossRef]
- Cicero, S.; Madrazo, V.; Garcia, T. Analysis of notch effect in the apparent fracture toughness and the fracture micromechanisms of ferritic-pearlitic steels operating within their lower shelf. Eng. Fail. Anal. 2014, 36, 322–342. [Google Scholar] [CrossRef] [Green Version]
- Cicero, S.; García, T.; Madrazo, V. Application and validation of the notch master curve in medium and high strength structural steels. J. Mech. Sci. Technol. 2015, 29, 4129–4142. [Google Scholar] [CrossRef] [Green Version]
- Ibáñez-Gutiérrez, F.T.; Cicero, S.; Carrascal, I. On the influence of moisture content on the fracture behaviour of notched short glass fibre reinforced polyamide 6. Compos. Part B Eng. 2019, 159, 62–71. [Google Scholar] [CrossRef]
- Cicero, S.; Garcia, T.; Castro, J.; Madrazo, V.; Andrés, D. Analysis of notch effect on the fracture behaviour of granite and limestone: An approach from the Theory of Critical Distances. Eng. Geol. 2014, 177, 1–9. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. ASTM D638-14, Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Neuber, H. Theory of Notch Stresses: Principles for Exact Calculation of Strength with Reference to Structural Form and Material; Springer: Berlin/Heidelberg, Germany, 1958. [Google Scholar]
- Peterson, R.E. Methods of correlating data from fatigue tests of stress concentration specimens. Stephen Timoshenko Anniv. Volume 1938, 179. [Google Scholar]
- Taylor, D. The theory of critical distances. Eng. Fract. Mech. 2008, 75, 1696–1705. [Google Scholar] [CrossRef]
- Taylor, D.; Cornetti, P.; Pugno, N. The fracture mechanics of finite crack extension. Eng. Fract. Mech. 2005, 72, 1021–1038. [Google Scholar] [CrossRef]
- Creager, M.; Paris, P.C. Elastic field equations for blunt cracks with reference to stress corrosion cracking. Int. J. Fract. Mech. 1967, 3, 247–252. [Google Scholar] [CrossRef]
- BSI Standards Publication. BS 7910 Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures; BSI Standards Publication: London, UK, 2013; p. 490. [Google Scholar]
- Kocak, M.; Webster, S.; Janosch, J.J.; Ainsworth, R.A.; Koers, R.; GKSS Forschungszentrum. FITNET Fitness-for-Service (FFS) Procedure; GKSS Forschungszentrum: Geesthacht, Germany, 2006; Volume 1. [Google Scholar]
- Taylor, D. The Theory of Critical Distances: A link to micromechanisms. Theor. Appl. Fract. Mech. 2017, 90, 228–233. [Google Scholar] [CrossRef]
- Taylor, D. The Theory of Critical Distances applied to multiscale toughening mechanisms. Eng. Fract. Mech. 2019, 209, 392–403. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raster Orientation | Test Number | E (MPa) | Eavg (MPa) | σy (MPa) | σy, avg (MPa) | σu (MPa) | σu,avg (MPa) | ɛmax (%) | ɛmax,avg (%) |
|---|---|---|---|---|---|---|---|---|---|
| 0/90 | 1 | 2384 | 2241 | 43.7 | 47.7 | 48.7 | 51.7 | 2.79 | 2.89 |
| 0/90 | 2 | 2285 | 48.0 | 50.2 | 2.66 | ||||
| 0/90 | 3 | 2054 | 51.6 | 56.4 | 3.24 | ||||
| 30/−60 | 1 | 2279 | 2329 | 60.1 | 59.0 | 60.6 | 59.3 | 2.98 | 2.91 |
| 30/−60 | 2 | 2340 | 58.3 | 58.5 | 2.67 | ||||
| 30/−60 | 3 | 2368 | 58.7 | 59.0 | 3.10 | ||||
| 45/−45 | 1 | 2211 | 2388 | 58.5 | 55.6 | 60.2 | 60.8 | 3.13 | 3.14 |
| 45/−45 | 2 | 2379 | 54.2 | 60.3 | 3.17 | ||||
| 45/−45 | 3 | 2574 | 54.3 | 62.1 | 3.13 |
| Sample | W (mm) | b (mm) | ρ (mm) | a0 (mm) | Pcrit (N) | Pcrit,avg (N) | KNmat (MPam1/2) | KNmat, avg (MPam1/2) |
|---|---|---|---|---|---|---|---|---|
| 90-0-1 | 10 | 4 | 0 | 5.21 | 84.92 | 82.12 | 3.43 | 3.54 |
| 90-0-2 | 10 | 4 | 0 | 5.14 | 75.33 | 3.49 | ||
| 90-0-3 | 10 | 4 | 0 | 5.02 | 86.12 | 3.69 | ||
| 90-025-1 | 10 | 4 | 0.25 | 5 | 89.93 | 89.70 | 3.76 | 3.72 |
| 90-025-2 | 10 | 4 | 0.25 | 5 | 89.48 | 3.68 | ||
| 90-05-1 | 10 | 4 | 0.5 | 5 | 98.19 | 95.91 | 4.16 | 4.04 |
| 90-05-2 | 10 | 4 | 0.5 | 5 | 93.63 | 3.92 | ||
| 90-1-1 | 10 | 4 | 1 | 5 | 85.95 | 88.23 | 3.61 | 3.61 |
| 90-1-2 | 10 | 4 | 1 | 5 | 90.52 | 3.62 | ||
| 90-2-1 | 10 | 4 | 2 | 5 | 101.33 | 102.15 | 4.54 | 4.50 |
| 90-2-2 | 10 | 4 | 2 | 5 | 102.97 | 4.47 | ||
| 30-0-1 | 10 | 4 | 0 | 5.26 | 69.83 | 85.67 | 3.78 | 3.98 |
| 30-0-2 | 10 | 4 | 0 | 5.02 | 99.59 | 4.28 | ||
| 30-0-3 | 10 | 4 | 0 | 5.01 | 87.6 | 3.89 | ||
| 30-025-1 | 10 | 4 | 0.25 | 5 | 103.4 | 100.61 | 4.68 | 4.50 |
| 30-025-2 | 10 | 4 | 0.25 | 5 | 97.83 | 4.33 | ||
| 30-05-1 | 10 | 4 | 0.5 | 5 | 100.45 | 100.79 | 4.46 | 4.50 |
| 30-05-2 | 10 | 4 | 0.5 | 5 | 101.14 | 4.55 | ||
| 30-1-1 | 10 | 4 | 1 | 5 | 107.68 | 108.93 | 4.92 | 5.15 |
| 30-1-2 | 10 | 4 | 1 | 5 | 110.18 | 5.39 | ||
| 30-2-1 | 10 | 4 | 2 | 5 | 111.93 | 111.76 | 5.41 | 5.62 |
| 30-2-2 | 10 | 4 | 2 | 5 | 111.6 | 5.82 | ||
| 45-0-1 | 10 | 4 | 0 | 5.57 | 70.5 | 86.11 | 3.82 | 4.12 |
| 45-0-2 | 10 | 4 | 0 | 5.01 | 93.42 | 4.42 | ||
| 45-0-3 | 10 | 4 | 0 | 5.11 | 94.41 | 4.11 | ||
| 45-025-1 | 10 | 4 | 0.25 | 5 | 103.18 | 104.85 | 4.93 | 4.95 |
| 45-025-2 | 10 | 4 | 0.25 | 5 | 106.52 | 4.97 | ||
| 45-05-1 | 10 | 4 | 0.5 | 5 | 108.21 | 105.74 | 4.89 | 4.72 |
| 45-05-2 | 10 | 4 | 0.5 | 5 | 103.27 | 4.56 | ||
| 45-1-1 | 10 | 4 | 1 | 5 | 108.77 | 108.16 | 5.09 | 5.00 |
| 45-1-2 | 10 | 4 | 1 | 5 | 107.56 | 4.92 | ||
| 45-2-1 | 10 | 4 | 2 | 5 | 112.9 | 113.83 | 5.44 | 5.50 |
| 45-2-2 | 10 | 4 | 2 | 5 | 114.77 | 5.57 |
| L (mm) | |||
|---|---|---|---|
| 0/90 | 30/−60 | 45/−45 | |
| PM | 0.44 | 0.28 | 0.32 |
| LM | 0.92 | 0.46 | 0.55 |
| Theoretical (Equation (1)) | 1.46 | 1.43 | 1.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cicero, S.; Martínez-Mata, V.; Alonso-Estebanez, A.; Castanon-Jano, L.; Arroyo, B. Analysis of Notch Effect in 3D-Printed ABS Fracture Specimens Containing U-Notches. Materials 2020, 13, 4716. https://doi.org/10.3390/ma13214716
Cicero S, Martínez-Mata V, Alonso-Estebanez A, Castanon-Jano L, Arroyo B. Analysis of Notch Effect in 3D-Printed ABS Fracture Specimens Containing U-Notches. Materials. 2020; 13(21):4716. https://doi.org/10.3390/ma13214716
Chicago/Turabian StyleCicero, Sergio, Victor Martínez-Mata, Alejandro Alonso-Estebanez, Laura Castanon-Jano, and Borja Arroyo. 2020. "Analysis of Notch Effect in 3D-Printed ABS Fracture Specimens Containing U-Notches" Materials 13, no. 21: 4716. https://doi.org/10.3390/ma13214716
APA StyleCicero, S., Martínez-Mata, V., Alonso-Estebanez, A., Castanon-Jano, L., & Arroyo, B. (2020). Analysis of Notch Effect in 3D-Printed ABS Fracture Specimens Containing U-Notches. Materials, 13(21), 4716. https://doi.org/10.3390/ma13214716