Mitigating Scatter in Mechanical Properties in AISI 410 Fabricated via Arc-Based Additive Manufacturing Process


Abstract
:
1. Introduction
- Martensitic stainless steels in general are challenging to weld due to their susceptibility to cracking [14,15]. Such steels are also susceptible to three different types of cracking which are briefly described below:
- (a)
- Solidification cracking: Martensitic stainless steels generally solidify as primary ferrite. Increasing the carbon content may result in solidification as austenite, which makes the material more prone to solidification cracking [16].
- (b)
- Reheat cracking: This occurs during post-weld heat treatments or heating of previous passes in multi-pass weldments. Impurities such as sulfur, phosphorous, boron, and copper enhance the chance of reheat cracking in the weldments [17].
- (c)
- Hydrogen-induced cracking: Such cracking depends on multiple factors such as composition, hydrogen content, tensile stress, and microstructure. However, due to the low C content (~0.08–0.1 wt.%) of SS410, the problem of hydrogen-induced cracking can be circumvented by application of proper preheat and interpass temperatures [18].
- Apart from cracking, the major challenge is the scatter in mechanical properties, particularly the toughness of steel samples fabricated using additive manufacturing [19,20,21]. Previous research has attributed this to the heterogeneity in microstructure during multi-pass welding of steels. Toughness scatter in martensitic steel weldments has specifically been attributed to the presence of δ ferrite. Carrouge et al. [22] showed that reduction in the δ ferrite improved the notch toughness, even in the as-quenched condition, and upon increasing δ ferrite content from 2% to 14%, the ductile-to-brittle transition temperature (DBTT) changed from −86 °C to 46 °C. Therefore, it is important to understand the mechanisms of formation of δ ferrite and microstructure evolution during multi-pass welding of AISI 410 steel. Due to the similarities between multi-pass welding and additive manufacturing, similar microstructures can be expected [4,19,20,21].
- Zone 1: The partially melted zone where incipient melting occurs. The temperature in this zone is above the solidus temperature of the material.
- Zone 2: Here, the room temperature microstructure transforms completely to δ ferrite with significant grain growth, also called the coarse grain heat-affected zone.
- Zone 3: This zone is a two-phase region which is characterized by the presence of both austenite and δ ferrite.
- Zone 4: The peak temperature is above the upper critical temperature where the room temperature microstructure is completely austenitic
- Zone 5: The temperature is in the inter-critical region where different fractions of martensite and austenite form depending on the peak temperature.
- The rapid cooling rates and complex thermal gyrations can lead to formation of non-equilibrium phases after solidification and from solid–solid phase transformation, as described previously. A detailed study on these complex phase transformations in 410 steel does not exist.
- The role of such heterogeneity in microstructure on the mechanical properties is not well established.
- As pointed out in the previous paragraph, there is no consensus in the additive manufacturing field on the PWHT treatments used to achieve a balance in properties of martensitic stainless-steel weld metal.
2. Materials and Methods
2.1. Control Strategy and Process Conditions During Sample Fabrication Process
2.2. Heat Treatment Schemes for Sample Fabrication
2.3. Mechanical Testing
2.4. Microstructural Characterization
3. Results Discussions
3.1. Characterization of the As-Printed Samples—Mechanical Testing
3.1.1. Tensile Testing
3.1.2. CVN Toughness Testing
3.1.3. Hardness Mapping
3.1.4. Microstructure Characterization
- Elimination of δ-ferrite during thermal cycling: The bottom locations undergo significantly more thermal cycling. As pointed out previously, there are five distinct zones in the reheated heat-affected zones [22]. Of the five zones, repeated thermal cycling in the fully austenitic zone would lead to the gradual dissolution of the δ-ferrite pockets [18]. Upon cooling, the reheated zone transforms from the fully austenitic region to martensite without any δ-ferrite, depending on heating and cooling rates. This results in the gradual decrease in δ-ferrite during every cycle in which the temperature is in the fully austenite region. This repeated reheating and cooling in the bottom regions of the build could have contributed to the reduction in δ-ferrite as shown in the micrographs and in the hardness results.
- Grain refinement: During the reheating cycles, the material is reheated to the inter-critical temperature in which new austenite reversion occurs. The reverted austenite recrystallizes, leading to the refinement of the prior austenite grains [35]. The recrystallization of the austenite is driven by the high stored energy form dislocations which form via shear mechanism during the retransformation to austenite. Dislocation densities exceeding 1011/cm3 have been documented in reverted austenite [36]. This only occurs when the heating rate is beyond a critical value, typically ~100 °C/s. Upon cooling, these refined austenite grains transform to martensite with an improved toughness, due to a reduction in the prior austenite grain size. When the heating rates are much higher and close to 1000 °C/s, the refinement is dramatic due to a different mechanism. In this case, the refinement is dominated by a packet refinement mechanism, as opposed to prior austenite grain refinement. When the alloy is rapidly heated at the mentioned heating rates to accomplish austenite reversion, the reversion occurs without any recrystallization. The high dislocation density leads to more heterogeneous nucleation of martensite with a higher defect density. Due to this heterogeneous nucleation, martensite formation is suppressed via bivariant blocks or packets, and all of the 24 different variants appear randomly [35]. Thermal cycling therefore breaks down the columnar austenite grains that form during solidification by either recrystallization or packet refinement. The exact mechanism by which the refinement occurs is still unclear, and more work is necessary to develop a fundamental understanding of the microstructure evolution.
3.2. Experimental Results on the Heat-Treated Samples
3.2.1. Tensile Testing on Austenitized Samples
3.2.2. CVN Toughness and Hardness Mapping on Testing on Austenitized Samples
3.2.3. Microstructural Observations on Austenitized Samples
3.2.4. Microstructural Observation on the Tempered Samples
3.2.5. CVN Toughness and Hardness Measurements on Tempered Samples
4. Conclusions
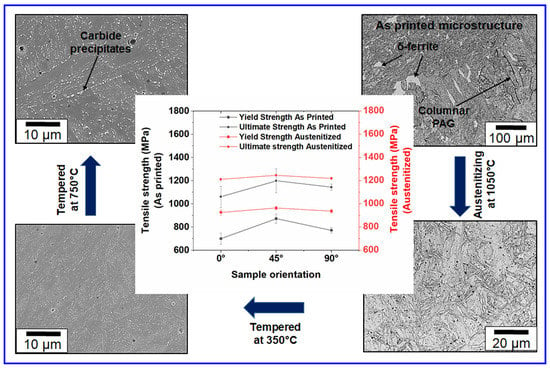
- The as-fabricated samples showed significant scatter in their properties. The average yield strengths of the as-fabricated condition in 0°, 45°, and 90° oriented samples were 700 ± 49, 879 ± 40, and 773 ± 23 MPa, respectively. In addition, there was significant scatter in the toughness values because the samples extracted from the bottom of the build had a higher toughness compared to those present in the top. This has been attributed to the formation of δ-ferrite in the top zone of the build and the smaller amounts of the δ-ferrite in the bottom regions of the build.
- To eliminate the scatter in properties, post-processing heat treatments were employed. Austenitization was performed at 1050 °C to eliminate the δ-ferrite in the builds. Samples after austenitization showed a significant reduction in the scatter of the toughness and tensile data. Complimentary microscopy and hardness testing indicated that this increase in toughness and reduction in scatter can be attributed to the elimination of δ-ferrite and the homogenization of the microstructure.
- Tempering studies were also conducted on the austenitized specimens, at different temperatures between 350–750 °C, in increments of 100 °C. The studies showed a reduction of toughness while tempering in the 450–550 °C range. It was also observed that the decrease in toughness was more pronounced in the samples along the Z direction (build direction) compared to the Y direction. This is a subject for future research.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bandyopadhyay, A.; Gualtieri, T.; Bose, S. Global Engineering and Additive Manufacturing. In Additive Manufacturing; Informa UK Limited: London, UK, 2015; pp. 1–18. [Google Scholar]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Krueger, H. Standardization for Additive Manufacturing in Aerospace. Engineering 2017, 3, 585. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P.A. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Hassen, A.A.; Noakes, M.; Nandwana, P.; Kim, S.; Kunc, V.; Vaidya, U.; Love, L.; Nycz, A. Scaling Up metal additive manufacturing process to fabricate molds for composite manufacturing. Addit. Manuf. 2020, 32, 101093. [Google Scholar] [CrossRef]
- Nycz, A.; Noakes, M.W.; Richardson, B.; Messing, A.; Post, B.; Paul, J.; Flamm, J.; Love, L. Challenges in Making Complex Metal Large-Scale Parts for Additive Manufacturing: A Case Study Based on the Additive Manufacturing Excavator. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2017. [Google Scholar]
- Greer, C.; Nycz, A.; Noakes, M.; Richardson, B.; Post, B.; Kurfess, T.; Love, L. Introduction to the design rules for Metal Big Area Additive Manufacturing. Addit. Manuf. 2019, 27, 159–166. [Google Scholar] [CrossRef]
- Shassere, B.; Nycz, A.; Noakes, M.W.; Masuo, C.; Sridharan, N. Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing. Appl. Sci. 2019, 9, 787. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.; Nycz, A.; Lee, Y.; Shassere, B.; Simunovic, S.; Noakes, M.; Ren, Y.; Sun, X. Towards an integrated experimental and computational framework for large-scale metal additive manufacturing. Mater. Sci. Eng. A 2019, 761, 138057. [Google Scholar] [CrossRef]
- Ali, Y.; Henckell, P.; Hildebrand, J.; Reimann, J.; Bergmann, J.; Barnikol-Oettler, S. Wire arc additive manufacturing of hot work tool steel with CMT process. J. Mater. Process. Technol. 2019, 269, 109–116. [Google Scholar] [CrossRef]
- Ge, J.; Ma, T.; Chen, Y.; Jin, T.; Fu, H.; Xiao, R.; Lei, Y.; Lin, J. Wire-arc additive manufacturing H13 part: 3D pore distribution, microstructural evolution, and mechanical performances. J. Alloys Compd. 2019, 783, 145–155. [Google Scholar] [CrossRef]
- Design Guidelines for Selection and Use of Stainless Steels (9014). Nickel Development Institute (NiDI). Available online: https://nickelinstitute.org/media/1667/designguidelinesfortheselectionanduseofstainlesssteels_9014_.pdf (accessed on 27 October 2020).
- Badheka, V.J.; Agrawal, S.K.; Shroff, N. Mode of failure of resistance spot welded martenstic stainless steel—Part II. Int. J. Mech. Mater. Eng. 2010, 5. [Google Scholar]
- Kurt, B.; Orhan, N.; Somunkiran, I.; Kaya, M. The effect of austenitic interface layer on microstructure of AISI 420 martensitic stainless steel joined by keyhole PTA welding process. Mater. Des. 2009, 30, 661–664. [Google Scholar] [CrossRef]
- Aucott, L.; Huang, D.; Dong, H.; Wen, S.W.; Marsden, J.A.; Rack, A.; Cocks, A.C.F. Initiation and growth kinetics of solidification cracking during welding of steel. Sci. Rep. 2017, 7, 40255. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dhooge, A.; Vinckier, A. Reheat cracking—A review of recent studies. Int. J. Press. Vessel. Pip. 1987, 27, 239–269. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding metallurgy and weldability of stainless steels. Choice Rev. Online 2005, 43, 43. [Google Scholar] [CrossRef]
- Sridharan, N.; Noakes, M.W.; Nycz, A.; Love, L.; Dehoff, R.R.; Babu, S.S. On the toughness scatter in low alloy C-Mn steel samples fabricated using wire arc additive manufacturing. Mater. Sci. Eng. A 2018, 713, 18–27. [Google Scholar] [CrossRef]
- Sridharan, N.; Field, K. A Road Map for the Advanced Manufacturing of Ferritic-Martensitic Steels. Fusion Sci. Technol. 2019, 75, 264–274. [Google Scholar] [CrossRef]
- Sridharan, N.; Gussev, M.; Field, K.G. Performance of a ferritic/martensitic steel for nuclear reactor applications fabricated using additive manufacturing. J. Nucl. Mater. 2019, 521, 45–55. [Google Scholar] [CrossRef]
- Carrouge, D.; Bhadeshia, H.; Woollin, P. Effect ofδ-ferrite on impact properties of supermartensitic stainless steel heat affected zones. Sci. Technol. Weld. Join. 2004, 9, 377–389. [Google Scholar] [CrossRef]
- Castro, R.; Cadanet, J.J.D. Welding Metallurgy of Stainless and Heat-Resisting Steels; Cambridge University Press: Cambridge, UK, 1975. [Google Scholar]
- Velázquez-del Rosario, A.; Mariño-Pérez, A.; Mariño-Cala, M. Weldability examination of ASTM A 240 S41500 martensitic stainless steel by thermal cycles simulation testings. Minería y Geología 2015, 31, 80–94. [Google Scholar]
- Divya, M.; Das, C.; Ramasubbu, V.; Albert, S.; Bhaduri, A. Improving 410NiMo weld metal toughness by PWHT. J. Mater. Process. Technol. 2011, 211, 2032–2038. [Google Scholar] [CrossRef]
- Baghjari, S.; Mousavi, S.A. Effects of pulsed Nd:YAG laser welding parameters and subsequent post-weld heat treatment on microstructure and hardness of AISI 420 stainless steel. Mater. Des. 2013, 43, 1–9. [Google Scholar] [CrossRef]
- Divya, M.; Das, C.R.; Albert, S.K.; Ramasubbu, V.; Bhaduri, A.K.; Sivaraman, P. In-situ Weld Repair of Cracked Shrouds of Turbine and Characterization of The Weld Joint. Indian Weld. J. 2011, 44, 49. [Google Scholar] [CrossRef]
- Ning, L.; Zhonggang, D.; Menggen, H. Effect of heat treatment on microstructure and mechanical properties of martensitic–ferritic stainless steel containing 17%Cr and 2%Ni. Mater. Sci. Technol. 1991, 7, 1057–1062. [Google Scholar] [CrossRef]
- Chakraborty, G.; Das, C.R.; Albert, S.; Bhaduri, A.; Paul, V.T.; Panneerselvam, G.; Dasgupta, A. Study on tempering behaviour of AISI 410 stainless steel. Mater. Charact. 2015, 100, 81–87. [Google Scholar] [CrossRef]
- Mirzaee, M.; Momeni, A.; Aieni, N.; Keshmiri, H. Effect of quenching and tempering on microstructure and mechanical properties of 410 and 410 Ni martensitic stainless steels. J. Mater. Res. 2017, 32, 687–696. [Google Scholar] [CrossRef]
- Bilmes, P.; Solari, M.; Llorente, C. Characteristics and effects of austenite resulting from tempering of 13Cr–NiMo martensitic steel weld metals. Mater. Charact. 2001, 46, 285–296. [Google Scholar] [CrossRef]
- Standards ASTM International. E28 Committee Test Methods for Tension Testing of Metallic Materials; Standards ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar] [CrossRef]
- Standards ASTM International. ASTM E 23-12c, Standard Test Methods for Notched Bar Impact Testing of Metallic Materials; Standards; Standards ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar] [CrossRef]
- Bösing, I.; Cramer, L.; Steinbacher, M.; Zoch, H.-W.; Thöming, J.; Baune, M. Influence of heat treatment on the microstructure and corrosion resistance of martensitic stainless steel. AIP Adv. 2019, 9, 065317. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.J.; Kim, Y.H.; Morris, J.J.W. Thermal Mechanisms of Grain and Packet Refinement in a Lath Martensitic Steel. ISIJ Int. 1998, 38, 1277–1285. [Google Scholar] [CrossRef]
- Krauss, G. Fine structure of austenite produced by the reverse martensitic transformation. Acta Met. 1963, 11, 499–509. [Google Scholar] [CrossRef]
- Dossett, J.L.; Totten, G.E. (Eds.) Volume 4D: Heat Treating of Iron and Steels; ASM Handbook, ASM International: Materials Park, OH, USA, 2014. [Google Scholar]
- Köse, C.; Kaçar, R. The effect of preheat & post weld heat treatment on the laser weldability of AISI 420 martensitic stainless steel. Mater. Des. 2014, 64, 221–226. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1050 °C + WQ | 350 T | 450 T | 550 T | 650 T | 750 T | |
|---|---|---|---|---|---|---|
| Avg. block width (µm) | 1.4 ± 0.4 | 1.7 ± 0.5 | 1.7 ± 0.5 | 1.7 ± 0.5 | 2.2 ± 0.5 | 2.3 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roy, S.; Shassere, B.; Yoder, J.; Nycz, A.; Noakes, M.; Narayanan, B.K.; Meyer, L.; Paul, J.; Sridharan, N. Mitigating Scatter in Mechanical Properties in AISI 410 Fabricated via Arc-Based Additive Manufacturing Process. Materials 2020, 13, 4855. https://doi.org/10.3390/ma13214855
Roy S, Shassere B, Yoder J, Nycz A, Noakes M, Narayanan BK, Meyer L, Paul J, Sridharan N. Mitigating Scatter in Mechanical Properties in AISI 410 Fabricated via Arc-Based Additive Manufacturing Process. Materials. 2020; 13(21):4855. https://doi.org/10.3390/ma13214855
Chicago/Turabian StyleRoy, Sougata, Benjamin Shassere, Jake Yoder, Andrzej Nycz, Mark Noakes, Badri K. Narayanan, Luke Meyer, Jonathan Paul, and Niyanth Sridharan. 2020. "Mitigating Scatter in Mechanical Properties in AISI 410 Fabricated via Arc-Based Additive Manufacturing Process" Materials 13, no. 21: 4855. https://doi.org/10.3390/ma13214855
APA StyleRoy, S., Shassere, B., Yoder, J., Nycz, A., Noakes, M., Narayanan, B. K., Meyer, L., Paul, J., & Sridharan, N. (2020). Mitigating Scatter in Mechanical Properties in AISI 410 Fabricated via Arc-Based Additive Manufacturing Process. Materials, 13(21), 4855. https://doi.org/10.3390/ma13214855