Two-Step Laser Post-Processing for the Surface Functionalization of Additively Manufactured Ti-6Al-4V Parts




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Laser Systems
2.2.1. Continuous Wave Laser
2.2.2. Ultrafast Pulsed Laser
2.3. Wettability
2.4. X-ray Photoelectron Spectroscopy
2.5. Biocompatibility
3. Results
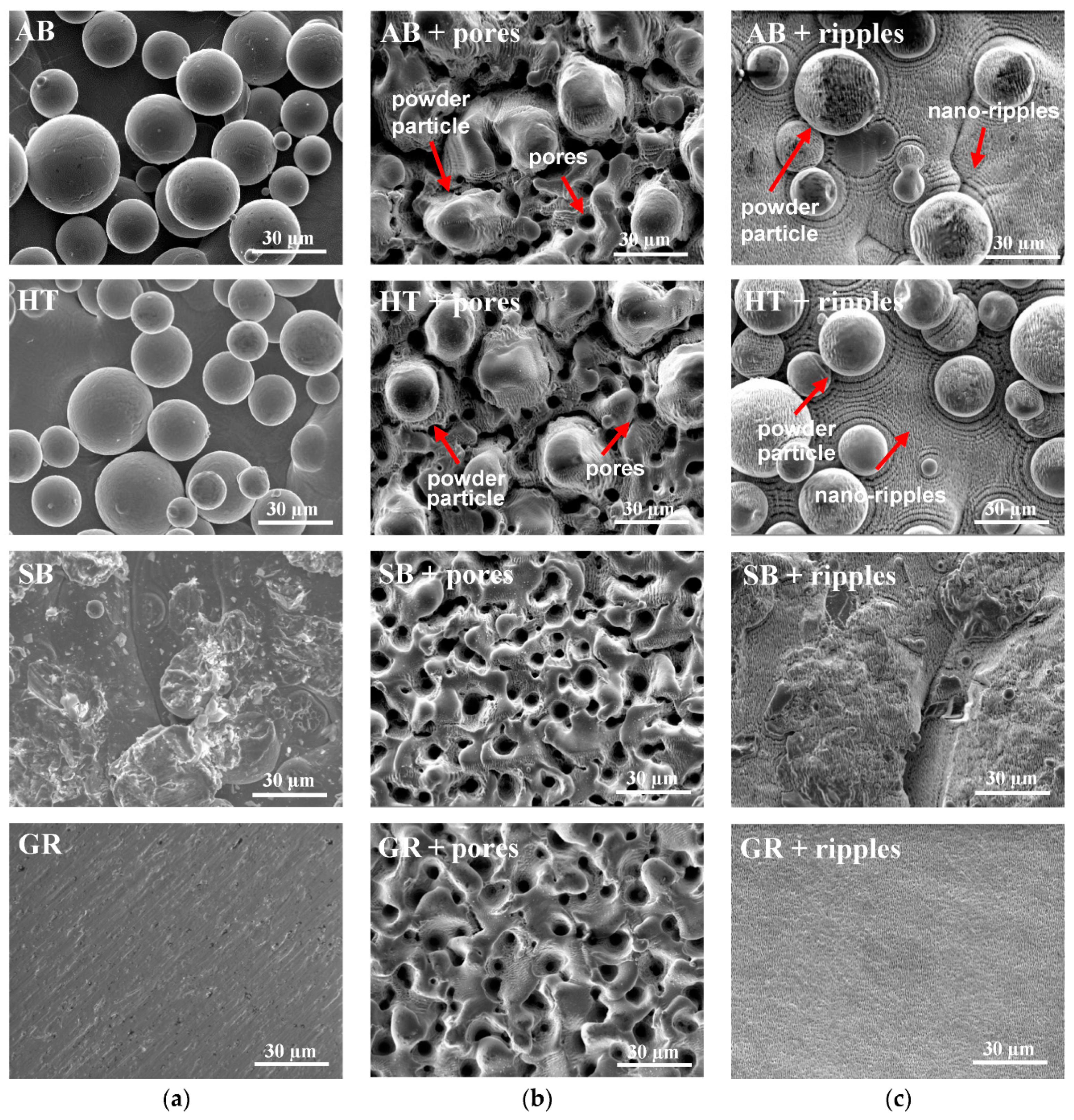
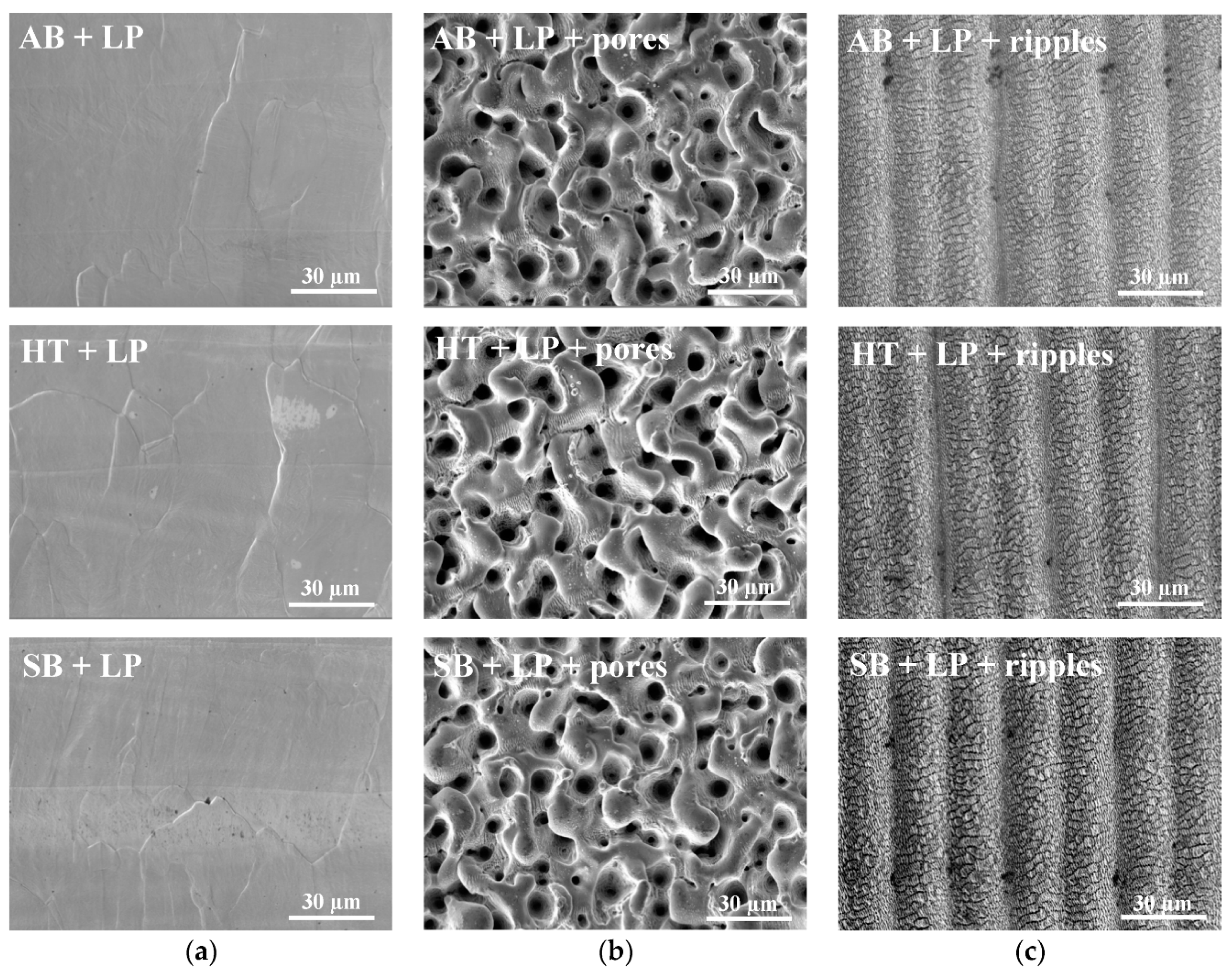
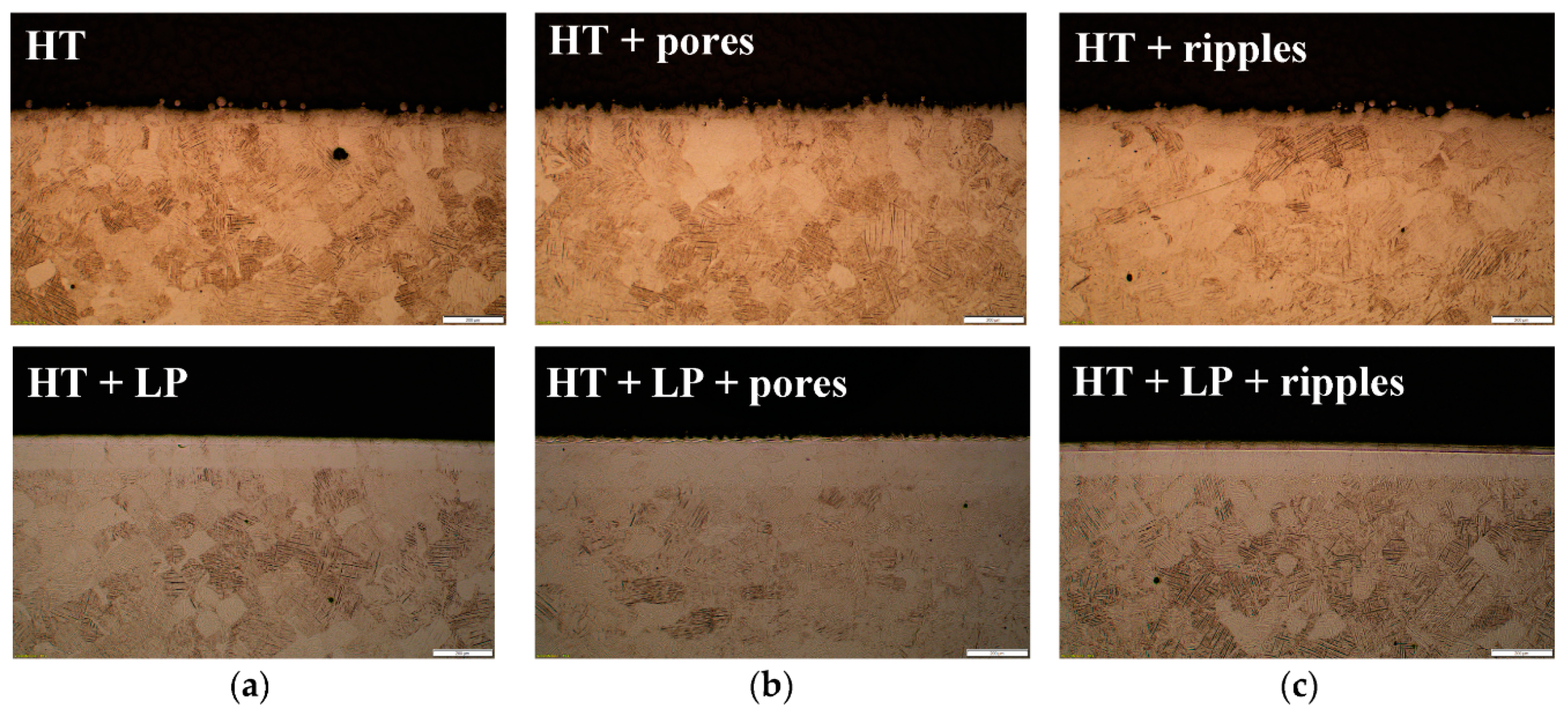
3.1. Surface Characterization by Scanning Electron Microscopy
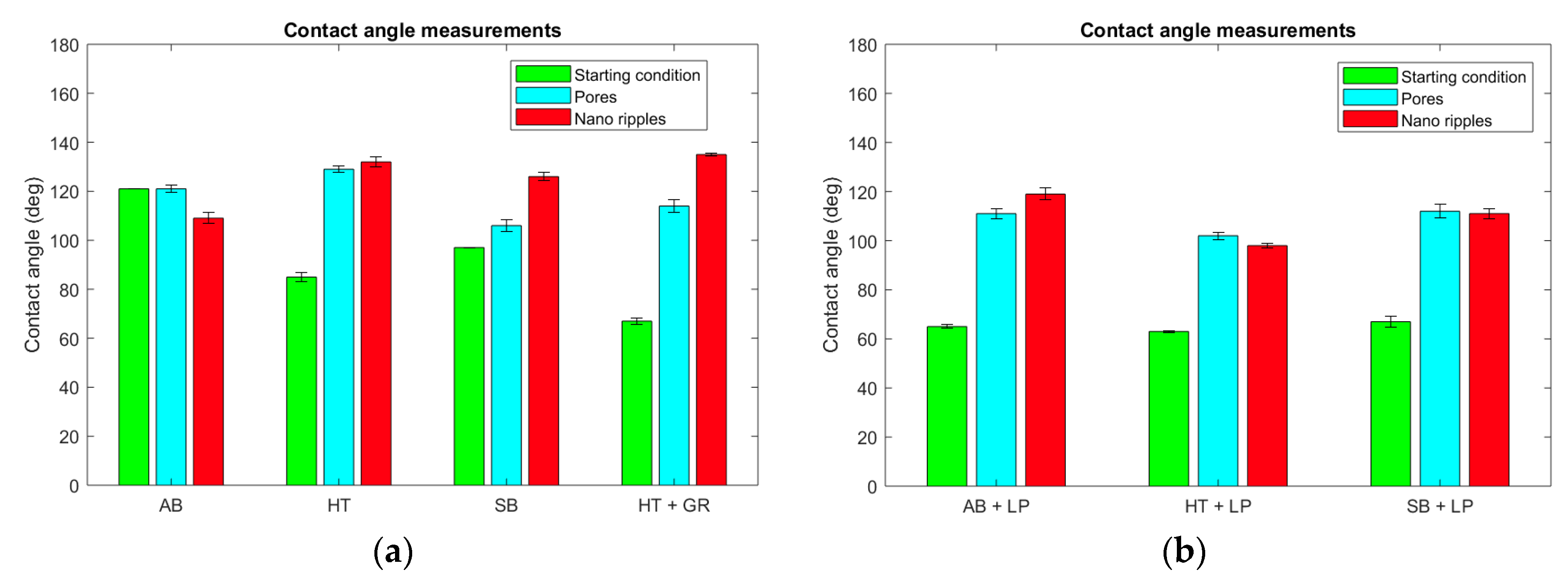
3.2. Wettability
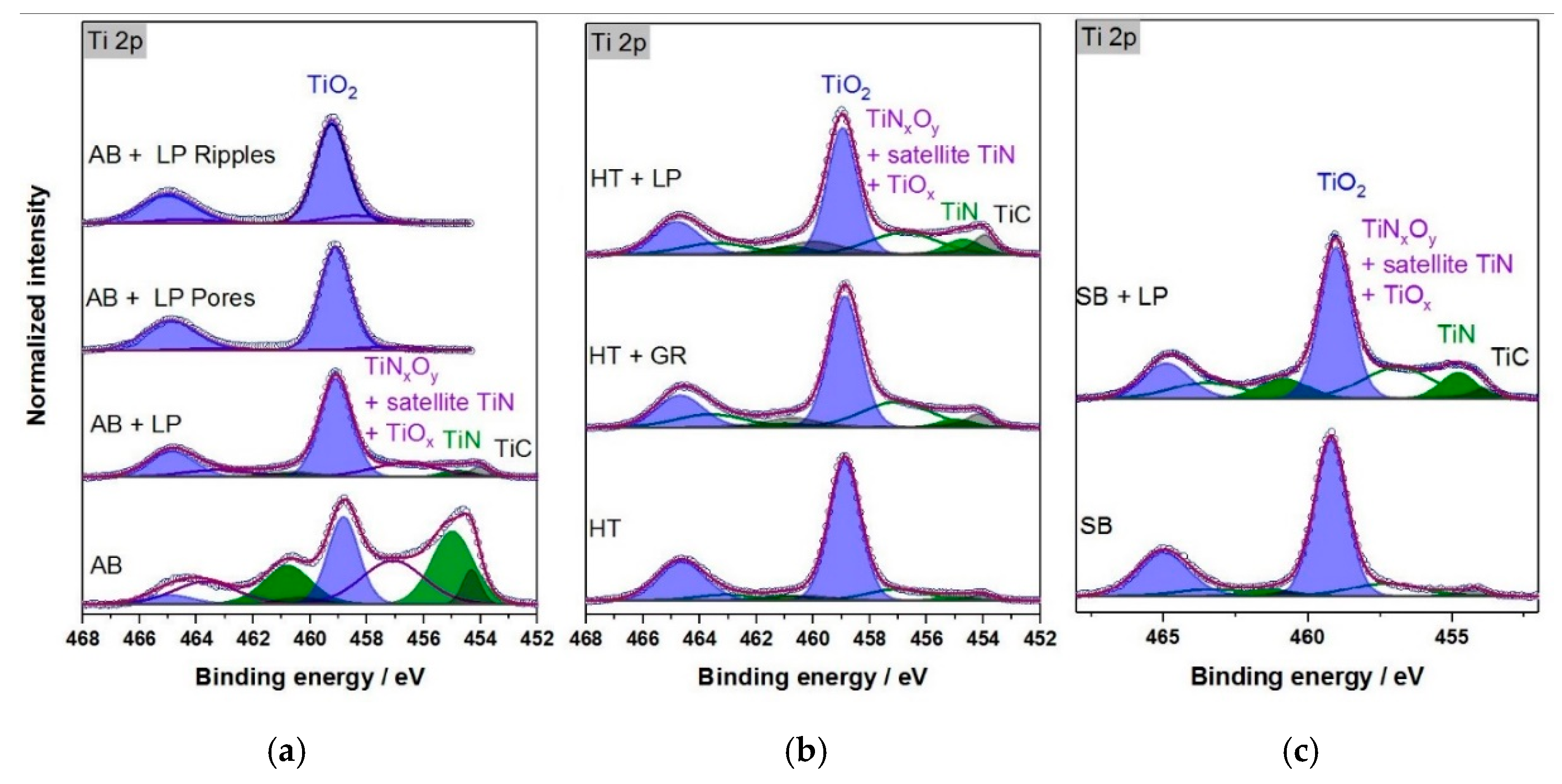
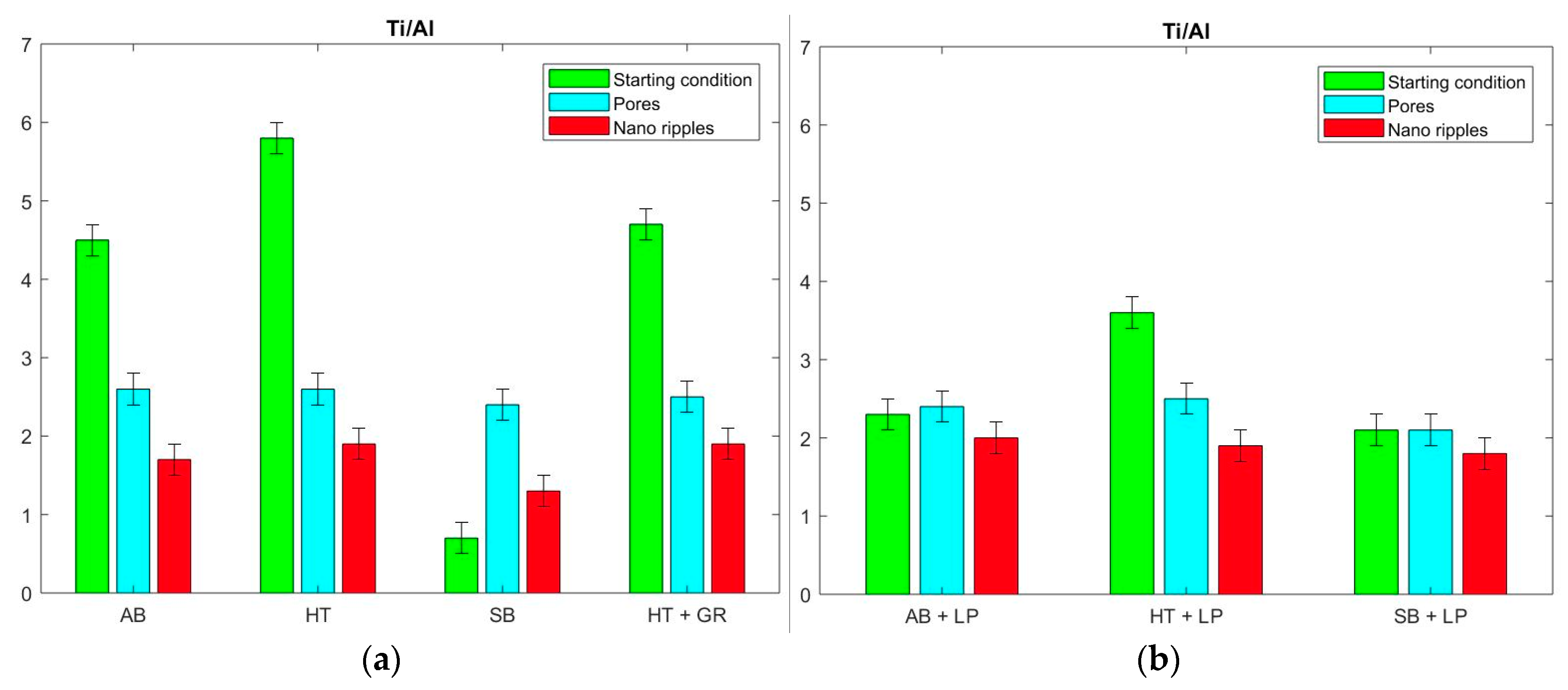
3.3. Surface Chemistry Analysis
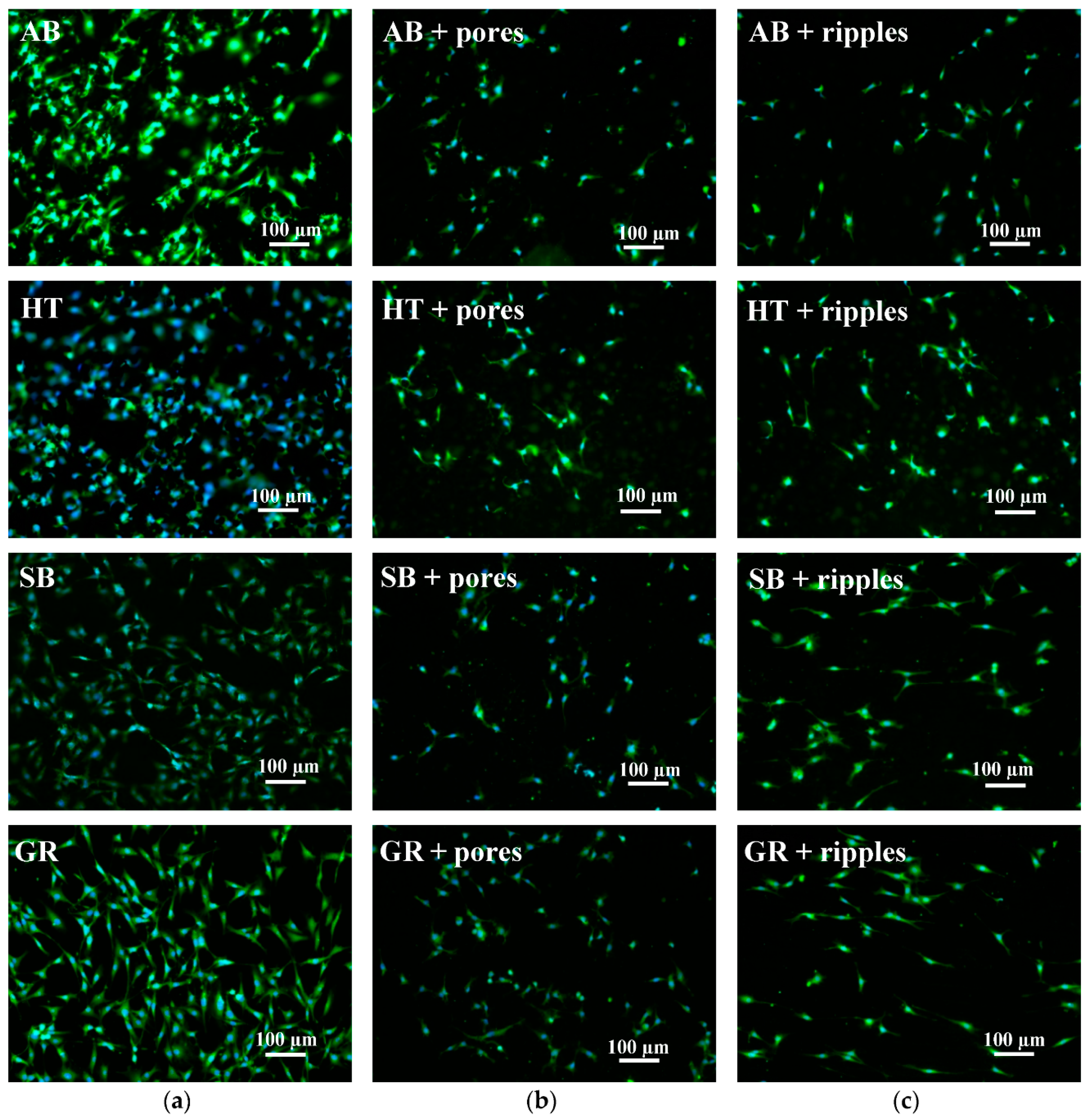
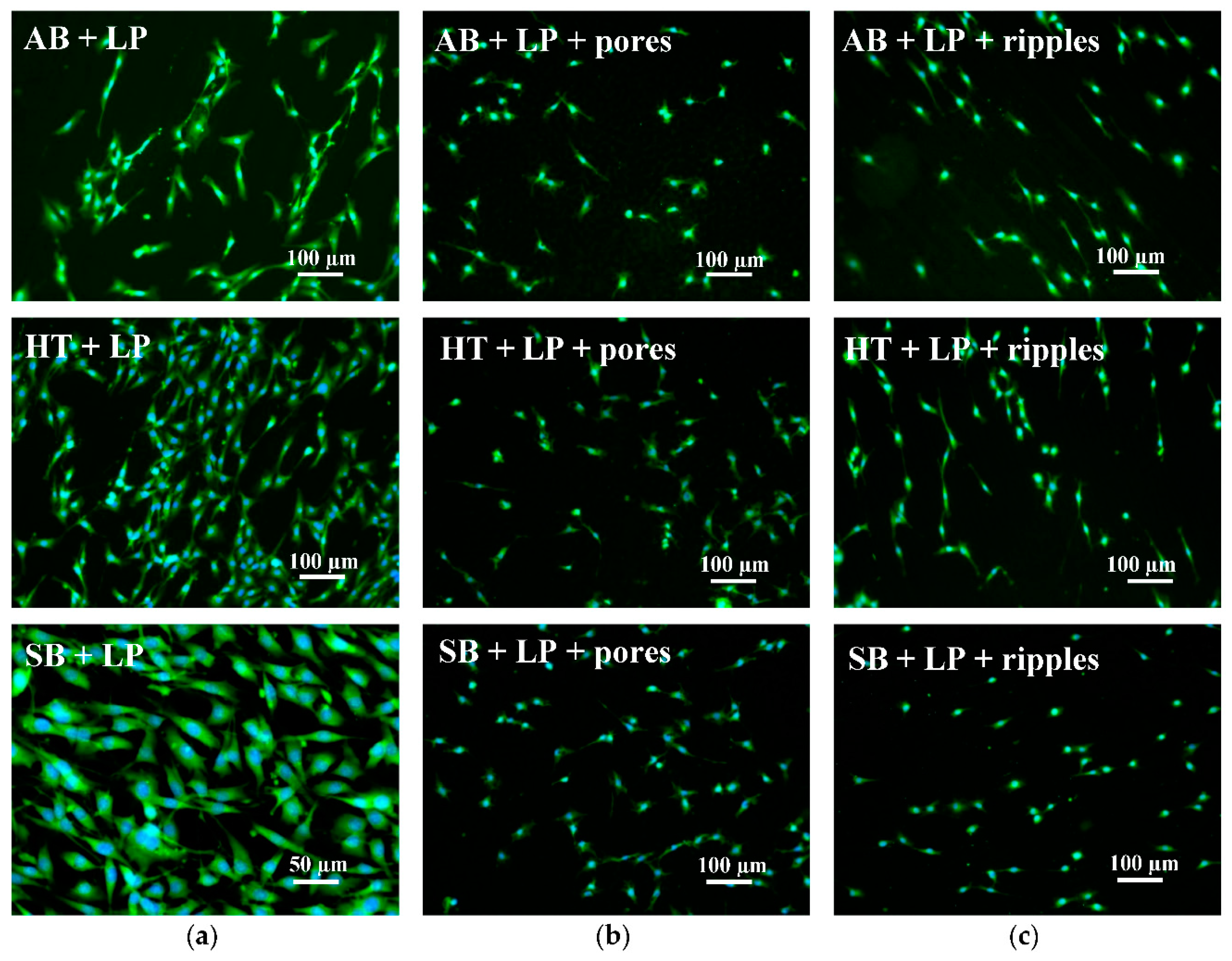
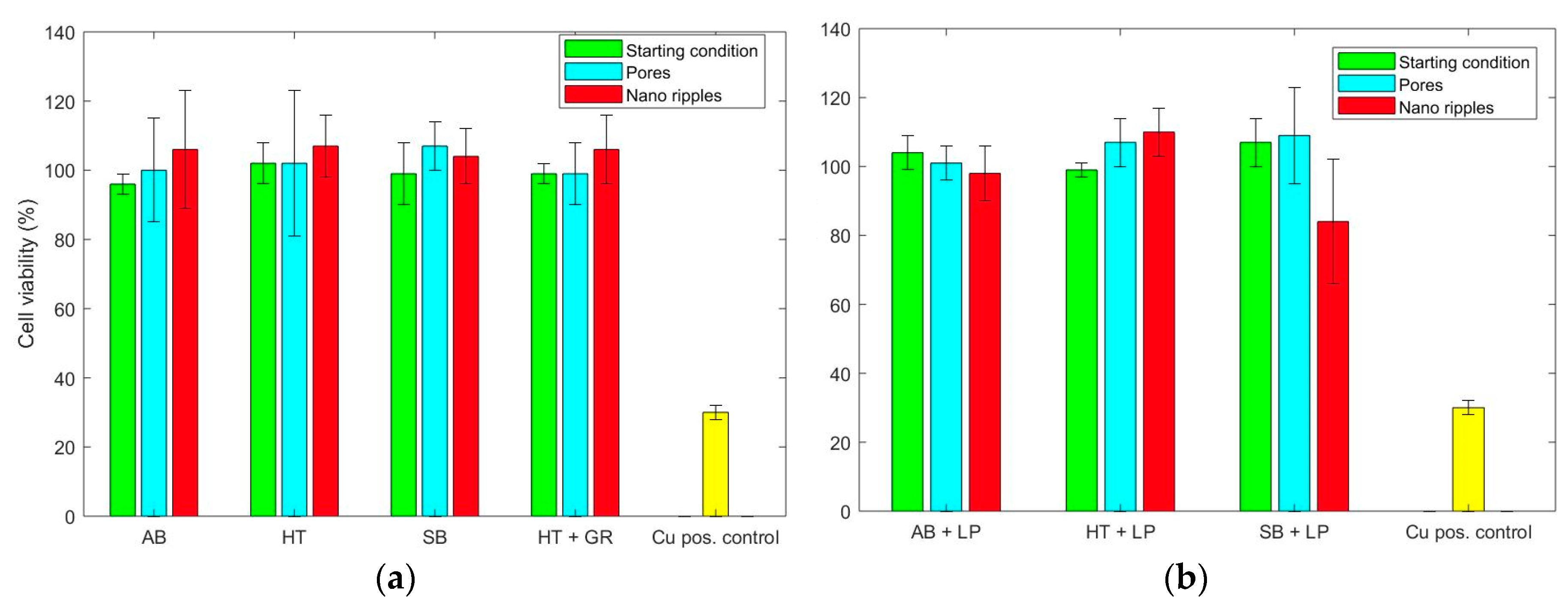
3.4. Biocompatibility
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Peng, T.; Kellens, K.; Tang, R.; Chen, C.; Chen, G. Sustainability of additive manufacturing: An overview on its energy demand and environmental impact. Addit. Manuf. 2018, 21, 694–704. [Google Scholar] [CrossRef]
- Chen, L.; He, Y.; Yang, Y.; Niu, S.; Ren, H. The research status and development trend of additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2016, 89, 3651–3660. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. Manuf. Tech. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Agius, D.J.; Kourousis, K.I.; Wallbrink, C. A Review of the As-Built SLM Ti-6Al-4V Mechanical Properties towards Achieving Fatigue Resistant Designs. Metals 2018, 8, 75. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I.; Du Plessis, A. Qualification of Ti6Al4V ELI Alloy Produced by Laser Powder Bed Fusion for Biomedical Applications. JOM 2017, 70, 372–377. [Google Scholar] [CrossRef]
- Charles, A.; Elkaseer, A.; Thijs, L.; Hagenmeyer, V.; Scholz, S. Effect of Process Parameters on the Generated Surface Roughness of Down-Facing Surfaces in Selective Laser Melting. Appl. Sci. 2019, 9, 1256. [Google Scholar] [CrossRef] [Green Version]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.; Taylor, J. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef] [Green Version]
- De Baere, D.; Strantza, M.; Hinderdael, M.; Devesse, W.; Guillaume, P. Effective structural health monitoring with additive manufacturing. In Proceedings of the 7th European Workshop on Structural Health Monitoring, Nantes, France, 8–11 July 2014. [Google Scholar]
- Haefele, T.; Schneberger, J.H.; Kaspar, J.; Vielhaber, M.; Griebsch, J. Hybrid Additive Manufacturing—Process Chain Correlations and Impacts. Proc. CIRP 2019, 84, 328–334. [Google Scholar] [CrossRef]
- Fan, Z.; Feng, H. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660–664. [Google Scholar] [CrossRef]
- Chouirfa, H.; Bouloussa, H.; Migonney, V.; Falentin-Daudré, C. Review of titanium surface modification techniques and coatings for antibacterial applications. Acta Biomater. 2019, 83, 37–54. [Google Scholar] [CrossRef]
- Liu, Q.; Li, W.; Cao, L.; Wang, J.; Qu, Y.; Wang, X.; Qiu, R.; Di, X.; Wang, Z.; Liang, B. Response of MG63 osteoblast cells to surface modification of Ti-6Al-4V implant alloy by laser interference lithography. J. Bionic Eng. 2017, 14, 448–458. [Google Scholar] [CrossRef]
- Ma, C.; Guan, Y.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Bhaduri, D.; Penchev, P.; Batal, A.; Dimov, S.S.; Soo, S.L.; Sten, S.; Harrysson, U.; Zhang, Z.; Dong, H. Laser polishing of 3D printed mesoscale components. Appl. Surf. Sci. 2017, 405, 29–46. [Google Scholar] [CrossRef]
- Marimuthu, S.; Triantaphyllou, A.; Antar, M.; Wimpenny, D.; Morton, H.; Beard, M. Laser polishing of selective laser melted components. Int. J. Mach. Tools Manuf. 2015, 95, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Mishra, S.; Yadava, V. Laser beam micromachining (LBMM)—A review. Opt. Laser Eng. 2015, 73, 89–122. [Google Scholar] [CrossRef]
- Wang, W.; Yung, K.; Choy, H.; Xiao, T.; Cai, Z. Effects of laser polishing on surface microstructure and corrosion resistance of additive manufactured CoCr alloys. Appl. Surf. Sci. 2018, 443, 167–175. [Google Scholar] [CrossRef]
- Elkaseer, A.; Lambarri, J.; Quintana, I.; Scholz, S. Laser Ablation of Cobalt-Bound Tungsten Carbide and Aluminium Oxide Ceramic: Experimental Investigation with ANN Modelling and GA Optimisation. Adv. Neural Netw. 2018, 130, 21–30. [Google Scholar] [CrossRef]
- Cunha, A.; Serro, A.P.; Oliveira, V.; Almeida, A.; Vilar, R.; Durrieu, M.-C. Wetting behavior of femtosecond laser texture Ti-6Al-4V surfaces. Appl. Surf. Sci. 2013, 265, 688–696. [Google Scholar] [CrossRef] [Green Version]
- Kumari, R.; Scharnweber, T.; Pfleging, W.; Besser, H.; Majumdar, J.D. Laser surface textured titanium alloy (Ti-6Al-4V) Part II—Studies on bio-compatibility. Appl. Surf. Sci. 2015, 357, 750–758. [Google Scholar] [CrossRef]
- Raimbault, O.; Benayoun, S.; Anselme, K.; Mauclair, C.; Bourgade, T.; Kietzig, A.-M.; Girard-Lauriault, P.-L.; Valette, S.; Donnet, C. The effects of femtosecond laser-textured Ti-6Al-4V on wettability and cell response. Mater. Sci. Eng. C 2016, 69, 311–320. [Google Scholar] [CrossRef]
- Cunha, A.; Oliveira, V.; Vilar, R. Ultrafast laser surface texturing of titanium alloys. In Laser Surface Modification of Biomaterials; Elsevier: Amsterdam, The Netherlands, 2016; pp. 301–322. [Google Scholar]
- Liu, W.; Liu, S.; Wang, L. Surface Modification of Biomedical Titanium Alloy: Micromorphology, Microstructure Evolution and Biomedical Applications. Coatings 2019, 9, 249. [Google Scholar] [CrossRef] [Green Version]
- Krakhmalev, P.; Yadroitsev, I.; Yadroitsava, I.; de Smidt, O. Functionalization of Biomedical Ti6Al4V via In Situ Alloying by Cu during Laser Powder Bed Fusion Manufacturing. Materials 2017, 10, 1154. [Google Scholar] [CrossRef] [PubMed]
- Yavari, S.A.; Croes, M.; Akhavan, B.; Jahanmard, F.; Eigenhuis, C.; Dadbakhsh, S.; Vogely, H.; Bilek, M.; Fluit, A.; Boel, C.; et al. Layer by layer coating for bio-functionalization of additively manufactured meta-biomaterials. Addit. Manuf. 2020, 32, 100991. [Google Scholar] [CrossRef]
- Cox, S.C.; Jamshidi, P.; Eisenstein, N.M.; Webber, M.A.; Hassanin, H.; Attallah, M.M.; Shepherd, D.E.; Addison, O.; Grover, L.M. Adding functionality with additive manufacturing: Fabrication of titanium-based antibiotic eluting implants. Mater. Sci. Eng. C 2016, 64, 407–415. [Google Scholar] [CrossRef] [Green Version]
- Solheid, J.D.S.; Elkaseer, A.; Wunsch, T.; Charles, A.P.; Seifert, H.J.; Pfleging, W. Effect of process parameters on surface texture generated by laser polishing of additively manufactured Ti-6Al-4V. Laser-Based Micro Nanoprocessing XIV 2020, 11268, 112680Q. [Google Scholar] [CrossRef] [Green Version]
- Solheid, J.S.; Mohanty, S.; Bayat, M.; Wunsch, T.; Weidler, P.G.; Seifert, H.J.; Pfleging, W. Laser polishing of additively manufactured Ti-6Al-4V—Microstructure evolution and material properties. J. Laser Appl. 2020, 32, 022019. [Google Scholar] [CrossRef]
- Scofield, J. Hartree-Slater subshell photoionization cross-sections at 1254 and 1487 eV. J. Electron. Spectrosc. Relat. Phenom. 1976, 8, 129–137. [Google Scholar] [CrossRef]
- Frank, R.D.; Dresbach, H.; Thelen, H.; Sieberth, H.-G. Glutardialdehyde indeuced fluorescence technique (GIFT): A new method for the imaging of platelet adhesion on biomaterils. J. Biomed. Mater. Res. 2000, 52, 374–381. [Google Scholar] [CrossRef]
- Sedona, F.; Rizzi, G.A.; Agnoli, S.; Xamena, F.X.L.; Papageorgiou, A.; Ostermann, D.; Sambi, M.; Finetti, P.; Schierbaum, A.K.; Granozzi, G. Ultrathin TiOxFilms on Pt(111): A LEED, XPS, and STM Investigation. J. Phys. Chem. B 2005, 109, 24411–24426. [Google Scholar] [CrossRef] [PubMed]
- Jaeger, D.; Patscheider, J. A complete and self-consistent evaluation of XPS spectra of TiN. J. Electron. Spectrosc. Relat. Phenom. 2012, 185, 523–534. [Google Scholar] [CrossRef]
- Hryha, E.; Rutqvist, E.; Nyborg, L. Stoichiometric vanadium oxides studied by XPS. Surf. Interface Anal. 2011, 44, 1022–1025. [Google Scholar] [CrossRef]
- Vaithilingam, J.; Goodridge, R.D.; Hague, R.J.; Christie, S.D.; Edmondson, S. The effect of laser remelting on the surface chemistry of Ti6al4V components fabricated by selective laser melting. J. Mater. Process. Technol. 2016, 232, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Moshiri, M. Integrated Process Chain for First-Time-Right Mould Components Production Using Laser Powder Bed Fusion Metal Additive Manufacturing. Ph.D. Thesis, Technical Univesrity of Denmark, Lyngby, Denmark, 2020. [Google Scholar]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; van Hooreweder, B. On the influence of laser defocusing in selective laser melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Paggi, U.; Sinico, M.; Thijs, L.; Dewulf, W.; van Hooreweder, B. Improving the dimensional accuracy of downfacing surfaces of additively manufactured parts. In Proceedings of the Joint SIG Meeting between EUSPEN and ASPE Advancing Precision in Additive Manufacturing, Nantes, France, 16–18 September 2019. [Google Scholar]
- Paggi, U.; Ranjan, R.; Thijs, L.; Ayas, C.; Langelaar, M.; van Keulen, F.; van Hooreweder, B. New support structures for reduced overheating on downfacing regions of direct metal printed parts. In Proceedings of the Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Lyutaya, M.D.; Kulik, O.P.; Kachkoskaya, E.T. Thermal decomposition on the nitrides of some transition metals in air. Sov. Powder Metall. Met. Ceram. 1970, 9, 233–235. [Google Scholar] [CrossRef]
- Solheid, J.S.; Seifert, H.J.; Pfleging, W. Laser assisted post-processing of additive manufactured metallic parts. In Proceedings of the 18th International Conference of the European Society for Precision Engineering and Nanotechnology, Venice, Italy, 4–8 June 2018; pp. 275–276. [Google Scholar]
- Zheng, J.-Y.; Bao, S.-H.; Guo, Y.; Jin, P. Natural hydrophobicity and reversible wettability conversion of flat anatase TiO2 thin film. Appl. Mater. Interfaces 2014, 6, 1351–1355. [Google Scholar] [CrossRef] [PubMed]
- Papenburg, B.J.; Rodrigues, E.D.; Wessling, M.; Stamatialis, D. Insigth into the role of material surface topography and wettability on cell-material interactions. Soft Matter. 2010, 6, 4377–4388. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Laser wavelength | 1064 nm |
| Laser power | 300 W |
| Focal length | 150 mm |
| Focal position | +1 mm |
| Scanning speed | 800 mm/s |
| Axial feed rate | 0.3 m/min |
| No. of repetitions | 5 |
| Parameter | Value for Pore Structures | Value for Nano Ripples Structures |
|---|---|---|
| Laser wavelength | 1030 nm | 1030 nm |
| Average laser power | 4 W | 4 W |
| Scanning speed | 400 mm/s | 400 mm/s |
| Repetition rate | 1000 kHz | 1000 kHz |
| Pulse duration | 450 fs | 450 fs |
| Focal length | 100 mm | 100 mm |
| No. of repetitions | 5 | 0 |
| Sample | Ti 2p | Al 2p | V 2p | O 1s (Metal Oxide) | N 1s (TiN, TiNxOy) | O 1s Cont. | C 1s | N 1s Cont. |
|---|---|---|---|---|---|---|---|---|
| AB | 14.1 | 2.9 | - | 10.8 | 5.8 | 18.5 | 40.2 | 2.1 |
| AB + LP | 11.1 | 4.8 | - | 12.2 | 5.3 | 18.0 | 43.2 | 2.3 |
| AB + LP + pores | 10.9 | 0.8 | 0.6 | 26.3 | 0.2 | 13.9 | 39.6 | 1.2 |
| AB + LP + ripples | 9.8 | 4.8 | 0.5 | 23.4 | - | 15.4 | 43.0 | 1.2 |
| HT | 13.5 | 2.3 | 0.8 | 27.4 | 1.3 | 14.6 | 36.6 | 1.0 |
| HT + GR | 15.1 | 3.2 | 0.7 | 25.4 | 3.6 | 14.3 | 34.6 | 1.5 |
| HT + LP | 16.3 | 4.8 | 0.3 | 28.4 | 3.3 | 12.4 | 31.3 | 1.5 |
| HT + LP + pores | 11.3 | 4.6 | 0.6 | 26.1 | 0.1 | 14.4 | 39.0 | 1.2 |
| HT + LP + ripples | 10.5 | 5.4 | 0.6 | 25.1 | 0.2 | 15.3 | 40.1 | 1.0 |
| SB | 6.9 | 10.0 | - | 18.9 | 0.5 | 21.0 | 38.0 | 0.9 |
| SB + LP | 13.6 | 6.6 | 0.1 | 24.5 | 4.2 | 14.0 | 31.9 | 1.6 |
| SB + LP + pores | 8.8 | 6.6 | 0.2 | 21.2 | 0.1 | 17.6 | 40.3 | 1.2 |
| SB + LP + ripples | 6.0 | 3.3 | 0.3 | 14.2 | - | 18.5 | 51.8 | 1.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Solheid, J.S.; Wunsch, T.; Trouillet, V.; Weigel, S.; Scharnweber, T.; Seifert, H.J.; Pfleging, W. Two-Step Laser Post-Processing for the Surface Functionalization of Additively Manufactured Ti-6Al-4V Parts. Materials 2020, 13, 4872. https://doi.org/10.3390/ma13214872
Solheid JS, Wunsch T, Trouillet V, Weigel S, Scharnweber T, Seifert HJ, Pfleging W. Two-Step Laser Post-Processing for the Surface Functionalization of Additively Manufactured Ti-6Al-4V Parts. Materials. 2020; 13(21):4872. https://doi.org/10.3390/ma13214872
Chicago/Turabian StyleSolheid, Juliana S., Torsten Wunsch, Vanessa Trouillet, Simone Weigel, Tim Scharnweber, Hans Jürgen Seifert, and Wilhelm Pfleging. 2020. "Two-Step Laser Post-Processing for the Surface Functionalization of Additively Manufactured Ti-6Al-4V Parts" Materials 13, no. 21: 4872. https://doi.org/10.3390/ma13214872
APA StyleSolheid, J. S., Wunsch, T., Trouillet, V., Weigel, S., Scharnweber, T., Seifert, H. J., & Pfleging, W. (2020). Two-Step Laser Post-Processing for the Surface Functionalization of Additively Manufactured Ti-6Al-4V Parts. Materials, 13(21), 4872. https://doi.org/10.3390/ma13214872