Influence of Alloying Elements on the Dynamic Recrystallization of 4 wt.–% Medium Manganese Steels


Abstract
:1. Introduction
2. Materials and Methods
3. Results
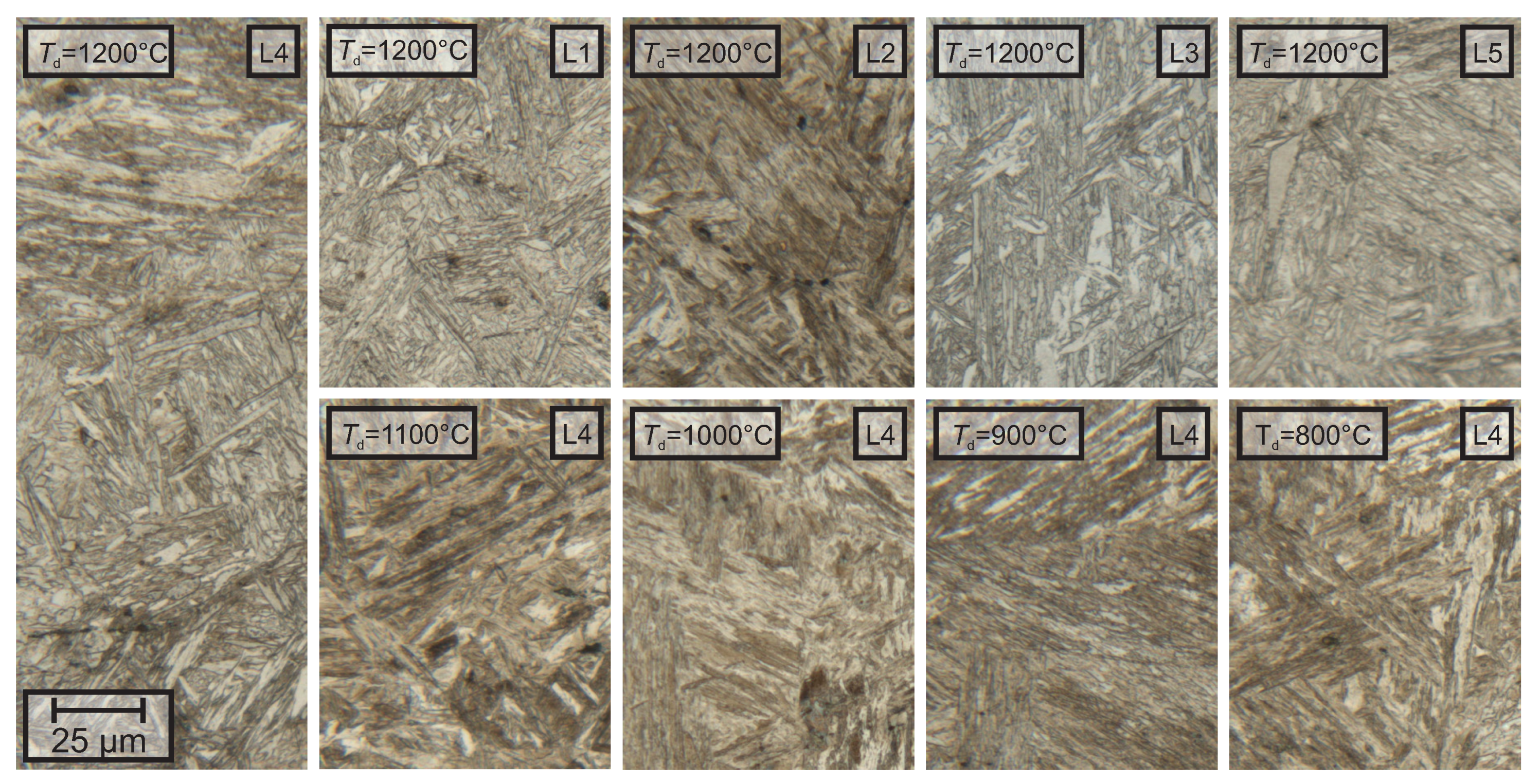
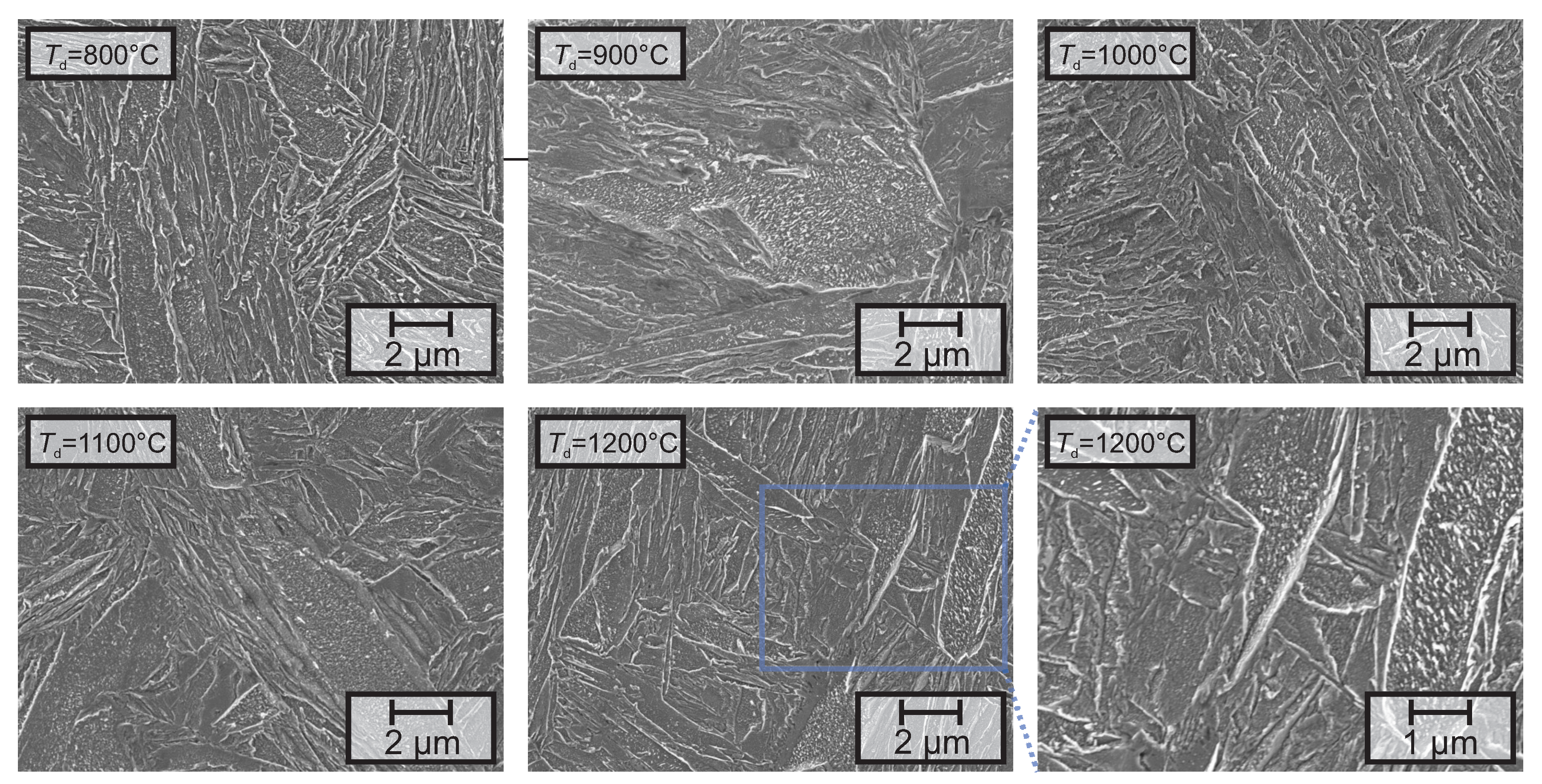
3.1. Microstructure
3.2. Deformation Behaviour
3.3. Hardness
4. Discussion
5. Conclusions
- Contrary to the expectations, no decisive increase of strain hardening was observed in the steels containing 4 manganese in comparison to the reference alloy 42CrMo4. Only small differences, dependent on the temperature, were found, caused by different DRX mechanisms.
- No retardation of DRX was observed for titanium- and niobium-containing MMnS. This is caused by the size of the titanium nitrides (approximately 10 ), which prevents the titanium nitrides from retarding DRX by itself. Additionally, the titanium nitrides act as nucleation sites for niobium carbides which annihilates their interaction with DRX as well.
- If present in solute solution, boron decreases the offset for dynamic recrystallization.
- The prior austenite grain size (from 30 to 140 ) has no measurable influence on the micro hardness of the investigated materials. However, the influence on the Charpy impact energy or tensile test properties have not been investigated and should be addressed in future investigations.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| Q + T | Quenched and Tempered Steel |
| PHFP | Precipitation Hardened Ferritic Perlitic Steel |
| HDB | High ductile Bainite |
| TRIP | Transformation induced plasticity |
| AHD | Air-hardening ductile |
| MMnS | Medium Manganese Steels |
| DRX | Dynamic Recrystallization |
| DRV | Dynamic Recovery |
| CCT | Continuous Cooling Transformation |
References
- Bleck, W.; Bambach, M.; Wirths, V.; Stieben, A. Microalloyed Engineering Steels with Improved Performance—An Overview. HTM J. Heat Treat. Mater. 2017, 72, 346–354. [Google Scholar] [CrossRef]
- Keul, C.; Wirths, V.; Bleck, W. New bainitic steels for forging. Arch. Civ. Mech. Eng. 2012, 12, 119–125. [Google Scholar] [CrossRef]
- Wirths, W.; Wagener, R.; Bleck, W.; Melz, T. Bainitic Forging Steels for Cyclic Loading. Adv. Mater. Res. 2014, 922, 813–818. [Google Scholar] [CrossRef]
- Gramlich, A. Development of air-hardening martensitic forging steels. Mater. Sci. Eng. A 2020, 784, 139321. [Google Scholar] [CrossRef]
- Schmiedl, T.; Gramlich, A.; Schönborn, S.; Melz, T. Behavior of Forging Steels under Cyclic Loading—The Benefit of Air-Hardening Martensites. Steel Res. Int. 2020, 91, 2000172. [Google Scholar] [CrossRef]
- Stieben, A. Eigenschaften Lufthärtender Martensitischer Schmiedestähle Mit Mangangehalten Von 3-10 Gew.-%. Ph.D. Thesis, Rheinisch-Westfälisch Technische Hochschule Aachen, Aachen, Germany, 16 March 2018. [Google Scholar]
- Medina, S.F. General expression of the Zener-Hollomon parameter as a function of the chemical composition of low alloy and microalloyed steels. Acta Mater. 1996, 44, 137–148. [Google Scholar] [CrossRef]
- Medina, S.F. Modelling of the dynamic recrystallization of austenite in low alloy and microalloyed steels. Acta Mater. 1996, 44, 165–171. [Google Scholar] [CrossRef]
- Medina, S.F.; Hernandez, C.A. The influence of chemical composition on peak strain of deformed austenite in low alloy and microalloyed steels. Acta Mater. 1996, 44, 149–154. [Google Scholar] [CrossRef]
- Pereda, B.; Fernández, A.I.; López, B.; Rodriguez-Ibabe, J.M. Effect of Mo on Dynamic Recrystallization Behavior of Nb-Mo Microalloyed Steels. ISIJ Int. 2007, 47, 860–868. [Google Scholar] [CrossRef] [Green Version]
- Opel, P.; Wagner, S. Die Warmverformbarkeit von Stählen im Temperaturbereich von 1000 ∘C. Arch. Eisenhüttenwesen 1964, 35, 1133–1144. [Google Scholar] [CrossRef]
- Ma, L.-Q.; Liu, Z.-Y.; Jiao, S.-H.; Yuan, X.-Q.; Di, W. Effect of Niobium and Titanium on Dynamic Recrystallization Behavior of Low Carbon Steels. J. Iron Steel Res. Int. 2008, 15, 31–36. [Google Scholar] [CrossRef]
- Gao, Y.L.; Xue, X.X.; Yang, H. Effect of Titanium on Hot Deformation Behaviors of Boron Microalloyed Steel. ISIJ Int. 2016, 56, 619–627. [Google Scholar] [CrossRef] [Green Version]
- Speer, J.G.; Hansen, S.S. Austenite recrystallization and carbonitride precipitation in niobium microalloyed steels. Metall. Mater. Trans. A 1989, 20, 25–38. [Google Scholar] [CrossRef]
- Mohebbi, M.S.; Rezayat, M.; Parsa, M.H.; Nagy, Š.; Nosko, M. The impact of Nb on dynamic microstructure evolution of an Nb-Ti microalloyed steel. Mater. Sci. Eng. A 2018, 723, 194–203. [Google Scholar] [CrossRef]
- Rana, R.; de Moor, E.; Speer, J.G.; Matlock, D.K. On the Importance of Adiabatic Heating on Deformation Behavior of Medium-Manganese Sheet Steels. JOM 2018, 70, 706–713. [Google Scholar] [CrossRef]
- Grajcar, A.; Kilarski, A.; Kozlowska, A. Microstructure–Property Relationships in Thermomechanically Processed Medium-Mn Steels with High Al Content. Metals 2018, 8, 929. [Google Scholar] [CrossRef] [Green Version]
- Kozłowska, A.; Janik, A.; Radwański, K.; Grajcar, A. Microstructure Evolution and Mechanical Stability of Retained Austenite in Medium-Mn Steel Deformed at Different Temperatures. Materials 2019, 12, 3042. [Google Scholar] [CrossRef] [Green Version]
- Miyama, E.; Voit, C.; Pohl, M. The Identification of Cementite for Differentiating Between the Various Types of Bainite in Modern Low-Alloyed Multi-Phase Steels. Pract. Metallogr. 2011, 48, 261–272. [Google Scholar] [CrossRef]
- Gramlich, A.; van der Linde, C.; Ackermann, M.; Bleck, W. Effect of Molybdenum, Aluminium and Boron on the phase transformation in 4 wt.–% Manganese Steels. Results Mater. 2020, 8, 100147. [Google Scholar] [CrossRef]
- McQueen, H.J.; Yue, S.; Ryan, N.D.; Fry, E. Hot working characteristics of steels in austenitic state. J. Mater. Process. Technol. 1995, 53, 293–310. [Google Scholar] [CrossRef]
- Akben, M.G.; Chandra, T.; Plassiard, P.; Jonas, J.J. Dynamic precipitation and solute hardening in a titanium microalloyed steel containing three levels of manganese. Acta Metall. 1984, 32, 591–601. [Google Scholar] [CrossRef]
Sample Availability: Samples of the materials can be made available on request. |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C * | Si | Mn | P | S * | Al | Cr | Mo | Ti | Nb | B |
|---|---|---|---|---|---|---|---|---|---|---|---|
| lab-1 | 0.19 | 0 50 | 4.02 | 0.008 | 0.011 | 0.031 | 0.11 | 0.02 | 0.020 | 0.035 | 0.0016 |
| lab-2 | 0.17 | 0.50 | 3.99 | 0.010 | 0.009 | 0.025 | 0.11 | 0.02 | 0.020 | 0.033 | 0.0057 |
| lab-3 | 0.15 | 0.49 | 4.02 | 0.011 | 0.009 | 0.027 | 0.12 | 0.20 | <0.003 | 0.035 | <0.0005 |
| lab-4 | 0.16 | 0.52 | 4.00 | 0.010 | 0.010 | 0.510 | 0.11 | 0.20 | <0.003 | 0.037 | 0.0030 |
| lab-5 | 0.17 | 0.50 | 3.96 | 0.010 | 0.009 | 0.027 | 0.11 | 0.02 | <0.003 | 0.032 | <0.0005 |
| ref | 0.44 | 0.30 | 0.80 | 0.015 | 0.022 | — | 1.15 | 0.19 | — | — | — |
| Td | lab-1 | lab-2 | lab-3 | lab-4 | lab-5 |
|---|---|---|---|---|---|
| [] | [m] | [m] | [m] | [m] | [m] |
| 1200 | 56 | 39 | 58 | 65 | 75 |
| 1100 | 47 | 45 | 52 | 38 | 51 |
| 1000 | 38 | 33 | 62 | 43 | 52 |
| 900 | 36 | 40 | 81 | 130 | 77 |
| 800 | 31 | 39 | 88 | 139 | 79 |
| Td | lab-1 | lab-2 | lab-3 | lab-4 | lab-5 | ref |
|---|---|---|---|---|---|---|
| [] | [MPa] | [MPa] | [MPa] | [MPa] | [MPa] | [MPa] |
| 1200 | 65.2 | 64.8 | 69.0 | 69.0 | 70.0 | 68.8 |
| 1100 | 80.5 | 93.4 | 98.1 | 103.7 | 88.3 | 87.8 |
| 1000 | 134.3 | 128.7 | 144.6 | 137.8 | 121.3 | 129.7 |
| 900 | 193.0 | 185.5 | 192.7 | 193.8 | 173.8 | 194.5 |
| 800 | 246.2 | 246.7 | 238.8 | 259.6 | 229.4 | — |
| Td | lab-1 | lab-2 | lab-3 | lab-4 | lab-5 |
|---|---|---|---|---|---|
| [] | [HV10] | [HV10] | [HV10] | [HV10] | [HV10] |
| 1200 | 457 ± 10 | 431 ± 6 | 447 ± 9 | 433 ± 3 | 434 ± 4 |
| 1100 | 462 ± 11 | 438 ± 6 | 443 ± 6 | 422 ± 7 | 452 ± 3 |
| 1000 | 467 ± 5 | 432 ± 6 | 455 ± 7 | 444 ± 1 | 450 ± 3 |
| 900 | 482 ± 10 | 455 ± 1 | 463 ± 6 | 448 ± 5 | 471 ± 5 |
| 800 | 490 ± 5 | 463 ± 2 | 477 ± 4 | 471 ± 5 | 486 ± 9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gramlich, A.; Schäfers, H.; Krupp, U. Influence of Alloying Elements on the Dynamic Recrystallization of 4 wt.–% Medium Manganese Steels. Materials 2020, 13, 5178. https://doi.org/10.3390/ma13225178
Gramlich A, Schäfers H, Krupp U. Influence of Alloying Elements on the Dynamic Recrystallization of 4 wt.–% Medium Manganese Steels. Materials. 2020; 13(22):5178. https://doi.org/10.3390/ma13225178
Chicago/Turabian StyleGramlich, Alexander, Hanne Schäfers, and Ulrich Krupp. 2020. "Influence of Alloying Elements on the Dynamic Recrystallization of 4 wt.–% Medium Manganese Steels" Materials 13, no. 22: 5178. https://doi.org/10.3390/ma13225178
APA StyleGramlich, A., Schäfers, H., & Krupp, U. (2020). Influence of Alloying Elements on the Dynamic Recrystallization of 4 wt.–% Medium Manganese Steels. Materials, 13(22), 5178. https://doi.org/10.3390/ma13225178