Fabrication of Anti-Reflective Surface with Superhydrophobicity/High Oleophobicity and Enhanced Mechanical Durability via Nanosecond Laser Surface Texturing

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
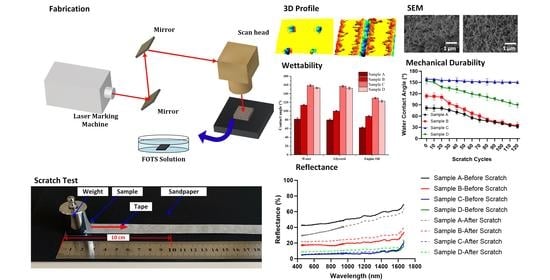
2.1. Laser-Chemical Treatment
2.2. Surface Characterizations
3. Results
3.1. Surface Morphology and Microstructure
3.2. Spectral Reflectance
3.3. Surface Wettability
3.4. Mechanical Durability
4. Conclusions
- The spectral reflectance of the laser-chemical treated surface was significantly reduced compared with that of the untreated surface.
- The laser-chemical treated surfaces showed strong repellency to both water and organic liquids, meaning the surfaces achieved both superhydrophobicity and high oleophobicity.
- The abrasion resistance of the laser-chemical treated surface has been significantly improved, while both the contact angle and spectral reflectance for the laser-chemical treated surface with microgroove pattern remained almost unchanged after 120 abrasion cycles.
Author Contributions
Funding
Conflicts of Interest
References
- World Energy Council. World Energy Scenarios: Composing Energy Futures to 2050; World Energy Council: London, UK, 2013. [Google Scholar]
- Mekhilef, S.; Saidur, R.; Safari, A. A review on solar energy use in industries. Renew. Sustain. Energy Rev. 2011, 15, 1777–1790. [Google Scholar] [CrossRef]
- Kalogirou, S.A. Solar thermal collectors and applications. Prog. Energy Combust. Sci. 2004, 30, 231–295. [Google Scholar] [CrossRef]
- Brasse, Y.; Ng, C.; Magnozzi, M.; Zhang, H.; Mulvaney, P.; Fery, A.; Gómez, D.E. A Tunable Polymer–Metal Based Anti-Reflective Metasurface. Macromol. Rapid Commun. 2020, 41, 1–6. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X.J.; Wang, L.P.; Adewuyi, O.S.; Cola, B.A.; Zhang, Z.M. Highly specular carbon nanotube absorbers. Appl. Phys. Lett. 2010, 97, 1–4. [Google Scholar] [CrossRef]
- Huang, Y.F.; Chattopadhyay, S.; Jen, Y.J.; Peng, C.Y.; Liu, T.A.; Hsu, Y.K.; Pan, C.L.; Lo, H.C.; Hsu, C.H.; Chang, Y.H.; et al. Improved broadband and quasi-omnidirectional anti-reflection properties with biomimetic silicon nanostructures. Nat. Nanotechnol. 2007, 2, 770–774. [Google Scholar] [CrossRef]
- Gupta, A.; Joshi, M.R.; Mahato, N.; Balani, K. Superhydrophobic Surfaces. Biosurf. A Mater. Sci. Eng. Perspect. 2015, 11, 170–200. [Google Scholar] [CrossRef]
- Brown, P.S.; Bhushan, B. Designing bioinspired superoleophobic surfaces. APL Mater. 2016, 4, 015703. [Google Scholar] [CrossRef] [Green Version]
- Yong, J.; Chen, F.; Yang, Q.; Huo, J.; Hou, X. Superoleophobic surfaces. Chem. Soc. Rev. 2017, 46, 4168–4217. [Google Scholar] [CrossRef] [Green Version]
- Song, J.; Huang, S.; Hu, K.; Lu, Y.; Liu, X.; Xu, W. Fabrication of superoleophobic surfaces on Al substrates. J. Mater. Chem. A 2013, 1, 14783–14789. [Google Scholar] [CrossRef]
- Ji, S.; Ramadhianti, P.A.; Nguyen, T.B.; Kim, W.D.; Lim, H. Simple fabrication approach for superhydrophobic and superoleophobic Al surface. Microelectron. Eng. 2013, 111, 404–408. [Google Scholar] [CrossRef]
- Mehmood, U.; Al-Sulaiman, F.A.; Yilbas, B.S.; Salhi, B.; Ahmed, S.H.A.; Hossain, M.K. Superhydrophobic surfaces with antireflection properties for solar applications: A critical review. Sol. Energy Mater. Sol. Cells 2016, 157, 604–623. [Google Scholar] [CrossRef]
- Zhang, L.; Tang, B.; Wu, J.; Li, R.; Wang, P. Hydrophobic Light-to-Heat Conversion Membranes with Self-Healing Ability for Interfacial Solar Heating. Adv. Mater. 2015, 27, 4889–4894. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, K.; Hao, L.; Du, M.; Mi, J.; Wang, J.N.; Meng, J.P. A review on thermal stability and high temperature induced ageing mechanisms of solar absorber coatings. Renew. Sustain. Energy Rev. 2017, 67, 1282–1299. [Google Scholar] [CrossRef]
- Paridah, M.; Moradbak, A.; Mohamed, A.; Owolabi, F.; Abdulwahab, T.; Asniza, M.; Abdul Khalid, S.H. Recent Progress in Nanostructured Zinc Oxide Grown on Fabric for Wearable Thermoelectric Power Generator with UV Shielding. In Wearable Technologies; IntechOpen: London, UK, 2018; pp. 139–160. [Google Scholar]
- Ravindran, S.K.T.; Roulet, M.; Huesgen, T.; Kroener, M.; Woias, P. Performance improvement of a micro thermomechanical generator by incorporating Galinstan® micro droplet arrays. J. Micromec. Microeng. 2012, 22, 094002. [Google Scholar] [CrossRef]
- Barshilia, H.C.; John, S.; Mahajan, V. Nanometric multi-scale rough, transparent and anti-reflective ZnO superhydrophobic coatings on high temperature solar absorber surfaces. Sol. Energy Mater. Sol. Cells 2012, 107, 219–224. [Google Scholar] [CrossRef]
- Wang, S.D.; Shu, Y.Y. Superhydrophobic antireflective coating with high transmittance. J. Coatings Technol. Res. 2013, 10, 527–535. [Google Scholar] [CrossRef]
- Barthwal, S.; Kim, Y.S.; Lim, S.H. Mechanically robust superamphiphobic aluminum surface with nanopore-embedded microtexture. Langmuir 2013, 29, 11966–11974. [Google Scholar] [CrossRef]
- Verho, T.; Bower, C.; Andrew, P.; Franssila, S.; Ikkala, O.; Ras, R.H.A. Mechanically Durable Superhydrophobic Surfaces. Adv. Mater. 2011, 23, 673–678. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, T.; Meng, Q.; Dong, B.; Cao, L.; Gao, R. Preparation of stable superamphiphobic surfaces on X80 pipeline steel substrates. RSC Adv. 2016, 6, 91669–91678. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, Z.; Men, X.; Yang, J.; Wang, K.; Xu, X.; Zhou, X.; Xue, Q. Robust superhydrophobic surfaces with mechanical durability and easy repairability. J. Mater. Chem. 2011, 21, 15793–15797. [Google Scholar] [CrossRef]
- Vorobyev, A.Y.; Guo, C. Enhanced absorptance of gold following multipulse femtosecond laser ablation. Phys. Rev. B—Condens. Matter Mater. Phys. 2005, 72, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Yang, J.; Liang, C.; Wang, H. Ultra-broadband enhanced absorption of metal surfaces structured by femtosecond laser pulses. Opt. Express 2008, 16, 11259–11265. [Google Scholar] [CrossRef] [PubMed]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al-12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Emelyanenko, A.M.; Shagieva, F.M.; Domantovsky, A.G.; Boinovich, L.B. Nanosecond laser micro- and nanotexturing for the design of a superhydrophobic coating robust against long-term contact with water, cavitation, and abrasion. Appl. Surf. Sci. 2015, 332, 513–517. [Google Scholar] [CrossRef]
- Ta, V.D.; Dunn, A.; Wasley, T.J.; Li, J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Esenturk, E.; Connaughton, C.; Shephard, J.D. Laser textured surface gradients. Appl. Surf. Sci. 2016, 371, 583–589. [Google Scholar] [CrossRef] [Green Version]
- Vorobyev, A.Y.; Guo, C. Multifunctional surfaces produced by femtosecond laser pulses. J. Appl. Phys. 2015, 117, 1033–1040. [Google Scholar] [CrossRef] [Green Version]
- Long, J.; Fan, P.; Jiang, D.; Han, J.; Lin, Y.; Cai, M.; Zhang, H.; Zhong, M. Anisotropic Sliding of Water Droplets on the Superhydrophobic Surfaces with Anisotropic Groove-Like Micro/Nano Structures. Adv. Mater. Interfaces 2016, 3, 1–8. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Wu, Z.; Wu, F. High friction and low wear properties of laser-textured ceramic surface under dry friction. Opt. Laser Technol. 2017, 93, 24–32. [Google Scholar] [CrossRef]
- Lin, Y.; Han, J.; Cai, M.; Liu, W.; Luo, X.; Zhang, H.; Zhong, M. Durable and robust transparent superhydrophobic glass surfaces fabricated by a femtosecond laser with exceptional water repellency and thermostability. J. Mater. Chem. A 2018, 6, 9049–9056. [Google Scholar] [CrossRef]
- Wang, H.; Zhuang, J.; Qi, H.; Yu, J.; Guo, Z.; Ma, Y. Laser-chemical treated superhydrophobic surface as a barrier to marine atmospheric corrosion. Surf. Coat. Technol. 2020, 401, 126255. [Google Scholar] [CrossRef]
- Lu, Z.; Wang, P.; Zhang, D. Super-hydrophobic film fabricated on aluminium surface as a barrier to atmospheric corrosion in a marine environment. Corros. Sci. 2015, 91, 287–296. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Wang, H.J.; Liang, Y.H.; Li, X.J.; Ren, L.Q.; Cui, Z.Q.; Luo, C. One-step fabrication of robust superhydrophobic and superoleophilic surfaces with self-cleaning and oil/water separation function. Sci. Rep. 2018, 8, 1–12. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ren, G.; Song, Y.; Li, X.; Wang, B.; Zhou, Y.; Wang, Y.; Ge, B.; Zhu, X. A simple way to an ultra-robust superhydrophobic fabric with mechanical stability, UV durability, and UV shielding property. J. Colloid Interface Sci. 2018, 522, 57–62. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Lin, W.; Zhu, C.; Lv, J.; Zhang, W.; Feng, J. Dark, Infrared Reflective, and Superhydrophobic Coatings by Waterborne Resins. ACS Publ. 2018, 34, 5600–5605. [Google Scholar] [CrossRef]
- Sriramulu, D.; Reed, E.L.; Annamalai, M. Synthesis and Characterization of NIR-reflective Silica Nanoparticles. Nat. Publ. Gr. 2016, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Woodward, I.S.; Schofield, W.C.E.; Roucoules, V.; Bradley, T.J.; Badyal, J.P.S. Micropatterning of plasma fluorinated super-hydrophobic surfaces. Plasma Chem. Plasma Process. 2006, 26, 507–516. [Google Scholar] [CrossRef]
- Long, J.; Zhong, M.; Fan, P.; Gong, D.; Zhang, H. Wettability conversion of ultrafast laser structured copper surface. J. Laser Appl. 2015, 27, S29107. [Google Scholar] [CrossRef] [Green Version]
- Hernandez, P.C.; Dick, L.F.P. SVET Study of the Descaling of Thermal Scales Formed on AISI 1095 and AISI 52100 Steels. ECS Trans. 2019, 25, 47–54. [Google Scholar] [CrossRef]
- Fairhart, V. Tool steels. Met. Sci. Heat Treat. 1973, 15, 557–559. [Google Scholar] [CrossRef]
- Lee, J.W.; Wang, H.C.; Li, J.L.; Lin, C.C. Tribological properties evaluation of AISI 1095 steel chromized at different temperatures. Surf. Coat. Technol. 2004, 188–189, 550–555. [Google Scholar] [CrossRef]
- ISO 25178-2. Geometrical Product Specifications (GPS)—Surface Texture: Area—Part 2: Terms, Definitions and Surface Texture Parameters International Organisation for Standardization; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Sun, T.; Wang, G.; Feng, L.; Liu, B.; Ma, Y.; Jiang, L.; Zhu, D. Reversible Switching between Superhydrophilicity and Superhydrophobicity. Angew. Chem. Int. Ed. 2004, 43, 357–360. [Google Scholar] [CrossRef] [PubMed]
- Raut, H.K.; Ganesh, V.A.; Nair, A.S.; Ramakrishna, S. Anti-reflective coatings: A critical, in-depth review. Energy Environ. Sci. 2011, 4, 3779–3804. [Google Scholar] [CrossRef]
- Cheng, Y.; Song, J.; Dai, Y. Anti-reflective and anticorrosive properties of laser-etched titanium sheet in different media. Appl. Phys. A 2019, 125, 343. [Google Scholar] [CrossRef]
- Ghmari, F.; Ghbara, T.; Laroche, M.; Carminati, R.; Greffet, J.J. Influence of microroughness on emissivity. J. Appl. Phys. 2004, 96, 2656–2664. [Google Scholar] [CrossRef]
- Arkles, B. Techniques for silylation. Chemtech 1977, 7, 766. [Google Scholar]
- Tang, G.; Hourd, A.C.; Abdolvand, A. Nanosecond pulsed laser blackening of copper. Appl. Phys. Lett. 2012, 101, 231902. [Google Scholar] [CrossRef]
- Tuteja, A.; Choi, W.; Ma, M.; Mabry, J.M.; Mazzella, S.A.; Rutledge, G.C.; McKinley, G.H.; Cohen, R.E. Designing superoleophobic surfaces. Science 2007, 318, 1618–1622. [Google Scholar] [CrossRef] [Green Version]
- Takamura, K.; Fischer, H.; Morrow, N.R. Physical properties of aqueous glycerol solutions. J. Pet. Sci. Eng. 2012, 98–99, 50–60. [Google Scholar] [CrossRef]
- Jones, R.; Wedeven, L.D. Surface-Tension Measurements in Air of Liquid Lubricants To 200 °C by the Differental Meximun Bubble Pressure Technique; National Aeronautics and Space Administration: Washington, DC, USA, 1971.
- Xiu, Y.; Liu, Y.; Hess, D.W.; Wong, C.P. Mechanically robust superhydrophobicity on hierarchically structured Si surfaces. Nanotechnology 2010, 21, 155705. [Google Scholar] [CrossRef]
- Liu, Y.; Bai, Y.; Jin, J.; Tian, L.; Han, Z.; Ren, L. Facile fabrication of biomimetic superhydrophobic surface with anti-frosting on stainless steel substrate. Appl. Surf. Sci. 2015, 355, 1238–1244. [Google Scholar] [CrossRef]
- Han, J.; Cai, M.; Lin, Y.; Liu, W.; Luo, X.; Zhang, H.; Wang, K.; Zhong, M. Comprehensively durable superhydrophobic metallic hierarchical surfaces Via tunable micro-cone design to protect functional nanostructures. RSC Adv. 2018, 8, 6733–6744. [Google Scholar] [CrossRef] [Green Version]
- She, Z.; Li, Q.; Wang, Z.; Li, L.; Chen, F.; Zhou, J. Researching the fabrication of anticorrosion superhydrophobic surface on magnesium alloy and its mechanical stability and durability. Chem. Eng. J. 2013, 228, 415–424. [Google Scholar] [CrossRef]
- Wu, L.J.; Luo, K.Y.; Liu, Y.; Cui, C.Y.; Xue, W.; Lu, J.Z. Effects of laser shock peening on the micro-hardness, tensile properties, and fracture morphologies of CP-Ti alloy at different temperatures. Appl. Surf. Sci. 2018, 431, 122–134. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Surface Pattern | Chemical Treatment Reagent |
|---|---|---|
| A | / | / |
| B | / | FOTS |
| C | pattern I | FOTS |
| D | pattern II | FOTS |
| E | pattern II | / |
| Water | Glycerol | Engine Oil | |
|---|---|---|---|
| Density | 1 g/cm3 | 1.261 g/cm3 | 0.887 g/cm3 |
| Melting point | 0 °C | 18 °C | −18 °C |
| Boiling point | 100 °C | 290 °C | 780 °C |
| Viscosity (under 25 °C) | 0.89 mPa·s | 600 mPa·s | 180 mPa·s |
| Surface tension | 72.8 mN/m | 64 mN/m | 30.3 mN/m |
| Before Scratch Test | After 120 Scratch Cycles | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fe | C | O | F | Si | Fe | C | O | F | Si | |
| A | 41.36 | 34.97 | 23.67 | / | / | 42.04 | 31.42 | 26.54 | / | / |
| B | 18.10 | 18.21 | 8.76 | 51.22 | 3.71 | 40.66 | 18.52 | 18.57 | 20.27 | 1.98 |
| C | 17.26 | 8.06 | 13.67 | 56.93 | 4.08 | 20.24 | 10.25 | 15.62 | 50.25 | 3.64 |
| D | 20.44 | 9.09 | 11.23 | 55.26 | 3.98 | 22.68 | 23.15 | 11.25 | 40.05 | 2.87 |
| E | 43.08 | 18.60 | 38.32 | / | / | 41.26 | 19.16 | 39.58 | / | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Zhuang, J.; Yu, J.; Qi, H.; Ma, Y.; Wang, H.; Guo, Z. Fabrication of Anti-Reflective Surface with Superhydrophobicity/High Oleophobicity and Enhanced Mechanical Durability via Nanosecond Laser Surface Texturing. Materials 2020, 13, 5691. https://doi.org/10.3390/ma13245691
Wang H, Zhuang J, Yu J, Qi H, Ma Y, Wang H, Guo Z. Fabrication of Anti-Reflective Surface with Superhydrophobicity/High Oleophobicity and Enhanced Mechanical Durability via Nanosecond Laser Surface Texturing. Materials. 2020; 13(24):5691. https://doi.org/10.3390/ma13245691
Chicago/Turabian StyleWang, Huixin, Jian Zhuang, Jiangtao Yu, Hongyan Qi, Yunhai Ma, Hubiao Wang, and Zhijun Guo. 2020. "Fabrication of Anti-Reflective Surface with Superhydrophobicity/High Oleophobicity and Enhanced Mechanical Durability via Nanosecond Laser Surface Texturing" Materials 13, no. 24: 5691. https://doi.org/10.3390/ma13245691
APA StyleWang, H., Zhuang, J., Yu, J., Qi, H., Ma, Y., Wang, H., & Guo, Z. (2020). Fabrication of Anti-Reflective Surface with Superhydrophobicity/High Oleophobicity and Enhanced Mechanical Durability via Nanosecond Laser Surface Texturing. Materials, 13(24), 5691. https://doi.org/10.3390/ma13245691