Cutting Force during Surface Layer Milling of Selected Aluminium Alloys

 ,
,  ,
,  ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
- perpendicular direction (milling direction was perpendicular to rolling direction),
- parallel direction (milling direction was parallel to rolling direction).
3. Results
4. Conclusions
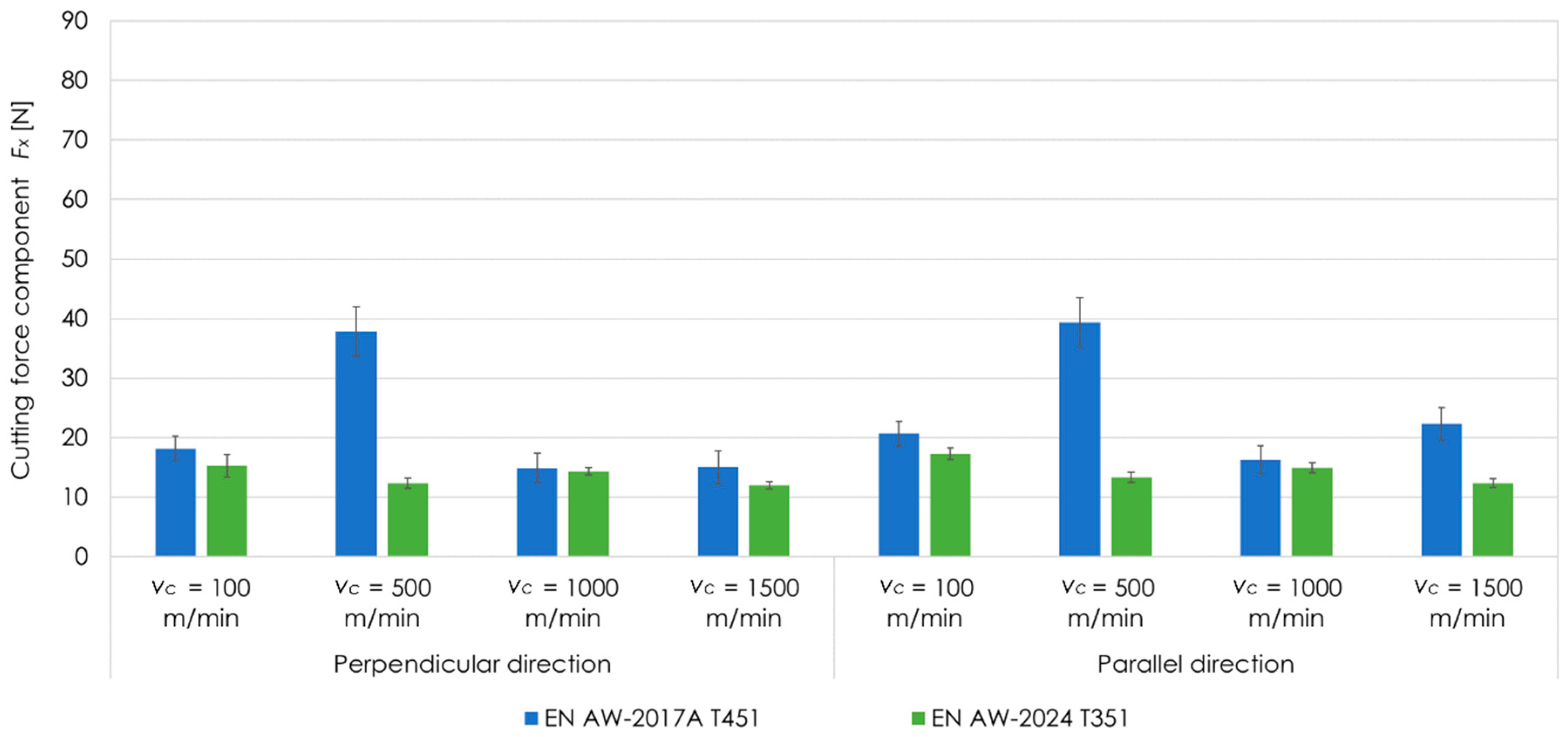
- The textured surface layer after rolling was removed during milling. This type of pre-machining is often performed in industrial conditions and it is aimed at preventing of deformations of the manufactured elements, especially thin-walled ones. It is important to generate the lowest possible post-machining residual stresses. The values of these stresses are correlated, among others, with cutting resistance and therefore cutting force. The lowest cutting force values were obtained for the EN AW-2017A T451 alloy at vc = 1000 m/min, and for the EN AW-2024 T351 alloy at vc = 1500 m/min, respectively.
- On the basis of results, it can also be stated that for each of applied depth of cut ap, the lowest values of cutting forces as a function of cutting speed vc for individual alloys were always obtained for the same cutting speed vc. It can be concluded that the minimum value of the cutting force as a function of cutting speed vc is a characteristic value for a given material.
- The cutting speed vc for which the minimum cutting force value is obtained is a limit parameter that defines the transition from conventional machining to the High Speed Cutting. Therefore, it can be assumed that for EN AW-2017A T451 alloy, HSC occurs at vc = 1000 m/min, and for EN AW-2024 T351 at vc = 1500 m/min.
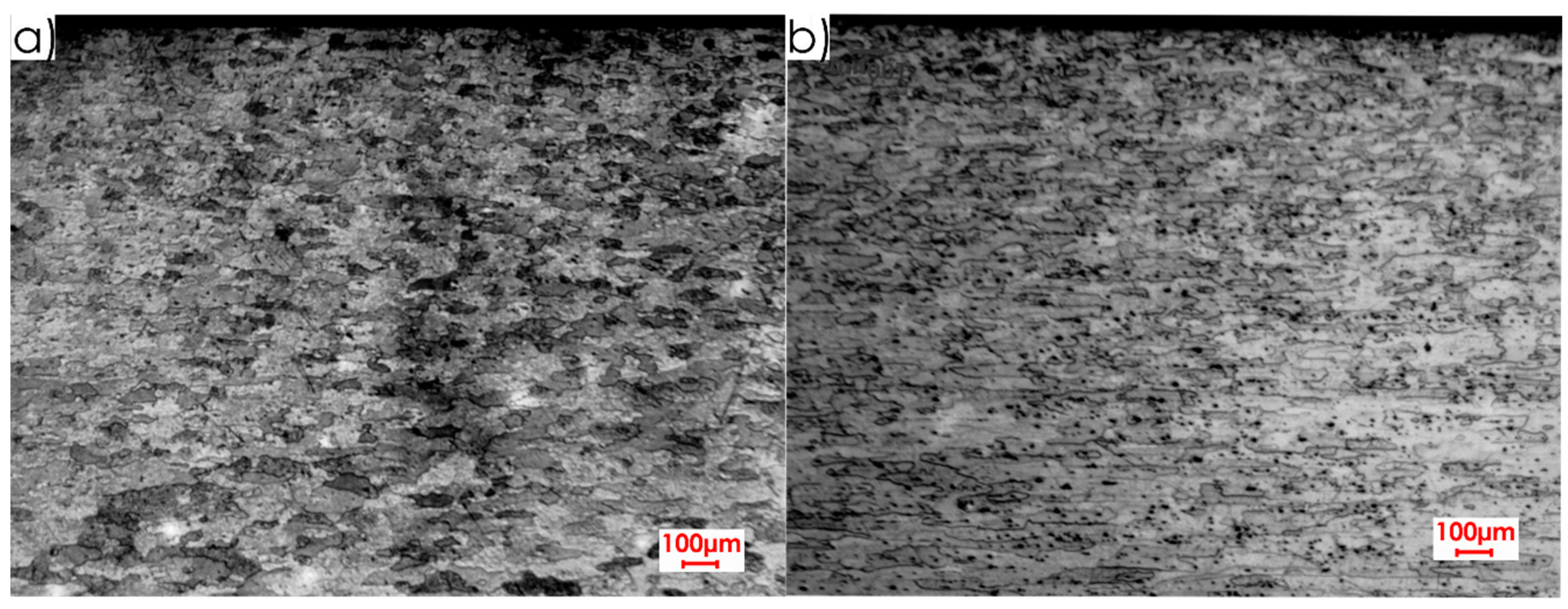
- It was also found that during milling with parallel feed direction of the cutting tool to rolling direction, the generated cutting forces were higher than for the perpendicular direction. The clear difference in the values of these forces results from the fact that only the surface layer, which is characterised by a significant anisotropy of properties in these two directions, was cut. It is also seen in the microstructure images.
- According to literature data and previously research results obtained, materials characterised by lower strength, stiffness and greater plasticity have a higher cutting speed vc limit at which HSC occurs. From these two aluminium alloys tested, the EN AW-2017A T451 alloy is undoubtedly such a material. However, this alloy is characterised by a lower cutting speed vc limit. Therefore, it should be considered whether it may be caused by greater stresses and deformations of the surface layer compared to the EN AW-2024 T351, which translated into hardening and strengthening of the surface layer of the EN AW-2017A T451. This thesis may be confirmed by higher cutting forces for the EN AW-2017A T451 in comparison to EN AW-2024 T351.
Author Contributions
Funding
Conflicts of Interest
References
- Cerutti, X.; Mocellin, K.; Hassini, S.; Blaysat, B.; Duc, E. Methodology for aluminium part machining quality improvement considering mechanical properties and process conditions. CIRP J. Manuf. Sci. Tech. 2017, 18, 18–38. [Google Scholar] [CrossRef]
- Gao, H.; Zhang, Y.; Wu, Q.; Song, J. An analytical model for predicting the machining deformation of a plate blank considers biaxial initial residual stresses. Int. J. Adv. Manuf. Tech. 2017, 93, 1473–1486. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Pieśko, P.; Józwik, J.; Legutko, S.; Mika, S.; Pytka, J. Uncertainty Estimation of Measuring Circuit During Cutting Forces Measurement Using the Piezoelectric Dynamometer. In Proceedings of the 2020 IEEE 7th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Pisa, Italy, 22–24 June 2020; pp. 441–445. [Google Scholar]
- Cui, Q.Y.; Dong, X.R.; Ma, Y.Z.E.; Liu, T.H. Application of high speed machining technology in modern die manufacture. Mater. Sci. Forum 2014, 800–801, 139–143. [Google Scholar] [CrossRef]
- Jiang, X.; Li, B.; Yang, J.; Zuo, X.Y. Effects of tool diameters on the residual stress and distortion induced by milling of thin-walled part. Int. J. Adv. Manuf. Technol. 2013, 68, 175–186. [Google Scholar] [CrossRef]
- Outeiro, J. Residual stresses in machining operations. In CIRP Encyclopedia of Production Engineering; Laperrière, L., Reinhart, G., Eds.; Springer: Berlin, Germany, 2018; pp. 1–13. [Google Scholar]
- Luo, M.; Chong, Z.; Liu, D. Cutting Forces Measurement for Milling Process by Using Working Tables with Integrated PVDF Thin-Film Sensors. Sensors 2018, 18, 4031. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Zhao, Y.; Fei, J.; Zhao, Y.; Li, X.; Gao, Y. Development of a Tri-Axial Cutting Force Sensor for the Milling Process. Sensors 2016, 16, 405. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liang, Q.; Zhang, D.; Wu, W.; Zou, K. Methods and Research for Multi-Component Cutting Force Sensing Devices and Approaches in Machining. Sensors 2016, 16, 1926. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; Bing, J.; Xiao, L.; Yun, K.; Wan, L. Development and Testing of an Integrated Rotating Dynamometer Based on Fiber Bragg Grating for Four-Component Cutting Force Measurement. Sensors 2018, 18, 1254. [Google Scholar] [CrossRef] [Green Version]
- Zagórski, I.; Kuczmaszewski, J. The study of cutting forces and their amplitudes during highspeed dry milling magnesium alloys. Adv. Sci. Technol. Res. J. 2013, 7, 61–66. [Google Scholar] [CrossRef]
- Abas, M.; Salah, B.; Khalid, Q.S.; Hussain, I.; Babar, A.R.; Nawaz, R.; Khan, R.; Saleem, W. Experimental Investigation and Statistical Evaluation of Optimized Cutting Process Parameters and Cutting Conditions to Minimize Cutting Forces and Shape Deviations in Al6026-T9. Materials 2020, 13, 4327. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Coppola, G.; Mao, J.; Sun, W.; Wang, Y.; Ge, Y. Design and Analysis of a Sensor System for Cutting Force Measurement in Machining Process. Sensors 2016, 16, 70. [Google Scholar] [CrossRef] [PubMed]
- Urbikain Pelayo, G.; Olvera Trejo, D. Model-based phase shift optimization of serrated end mills: Minimizing forces and surface location error. Mech. Syst. Signal Process. 2020, 144, 106860. [Google Scholar] [CrossRef]
- Tsai, C.-L.; Liao, Y.-S. Prediction of cutting forces in ball-end milling by means of geometric analysis. J. Mater. Process. Technol. 2008, 205, 24–33. [Google Scholar] [CrossRef]
- Urbikain Pelayo, G. Modelling of static and dynamic milling forces in inclined operations with circle-segment end mills. Precis. Eng. 2019, 59, 123–135. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhao, Y.; Liang, S.; Zhou, G. A high performance sensor for triaxial cutting force measurement in turning. Sensors 2015, 15, 7969–7984. [Google Scholar] [CrossRef] [Green Version]
- Totis, G.; Adams, O.; Sortino, M.; Veselovac, D.; Klocke, F. Development of an innovative plate dynamometer for advanced milling and drilling applications. Measurement 2014, 49, 164–181. [Google Scholar] [CrossRef]
- Yaldız, S.; Unsacar, S.; Saglam, H.; Isık, H. Design, development and testing of a four-component milling dynamometer for the measurement of cutting force and torque. Mech. Syst. Signal Process. 2007, 21, 1499–1511. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Z.; Zhou, Z.; Peng, S.; Tan, Y. A new method based on Fiber Bragg grating sensor for the milling force measurement. Mechatronics 2015, 31, 22–29. [Google Scholar] [CrossRef]
- Klocke, F.; Gierlings, S.; Adams, O.; Auerbach, T.; Kamps, S.; Veselovac, D.; Eckstein, M.; Kirchheim, A.; Blattner, M.; Thiel, R.; et al. New Concepts of Force Measurement Systems for Specific Machining Processes in Aeronautic Industry. Procedia CIRP 2012, 1, 552–557. [Google Scholar] [CrossRef] [Green Version]
- Xie, Z.; Lu, Y.; Li, J. Development and testing of an integrated smart tool holder for four-component cutting force measurement. Mech. Syst. Signal Process. 2017, 93, 225–240. [Google Scholar] [CrossRef]
- Oczoś, K.; Kawalec, A. Manufacturing of Light Metals; Wydawnictwo Naukowe PWN: Warsaw, Poland, 2012. (In Polish) [Google Scholar]
- Lu, L.X.; Sun, J.; Li, Y.L.; Li, J.F. A Theoretical Model for Load Prediction in Rolling Correction Process of Thin-Walled Aeronautic Parts. Int. J. Adv. Manuf. Tech. 2017, 92, 4121–4131. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Kuczmaszewski, J.; Legutko, S.; Pieśko, P. Techniques for Thin-Walled Element Milling with Respect to Minimising Post-Machining Deformations. Materials 2020, 13, 4723. [Google Scholar] [CrossRef] [PubMed]
- Polish Committee for Standardization. European Standards. Aluminium and Aluminium Alloys–Chemical Composition and Form of Wrought Products–Part 1: Numerical Designation System; PN-EN 573-1:2006; Polish Committee for Standardization: Warsaw, Poland, 2006.
- Polish Committee for Standardization. European Standards. Aluminium and Aluminium Alloys–Sheet, Tape, Plate–Part. 2: Mechanical Properties; PN-EN 485-2+A1:2018-12; Polish Committee for Standardization: Warsaw, Poland, 2006.
- Tool Catalogue of GARANT. Available online: https://www.hoffmann-group.com/GB/en/houk/hoffmann-group/brands/garant/e/117408/ (accessed on 30 September 2020).
- Instruction of Piezoelectric Dynamometer of Kistler. Available online: https://www.kistler.com/en/ (accessed on 10 October 2020).
- Jozwik, J.; Jacniacka, E.; Ostrowski, D. Uncertainty measurement with the kinematic telescopic bar during industrial robot inaccuracy tests. In Proceedings of the ITM Web Conf. II International conference of computational methods in engineering science (CMES’17), Lublin, Poland, 23–25 November 2017; Volume 15, pp. 1–6. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | |||||||||
| Si | Fe | Mg | Cu | Mn | Cr | Zn | Zr + Ti | Other | Al |
| 0.2–0.8 | ≤0.7 | 0.4–1.0 | 3.5–4.5 | 0.4–1.0 | ≤0.1 | ≤0.25 | ≤0.25 | ≤0.15 | Rest |
| Selected Properties | |||||||||
| Density ρ (g/cm3) | Young modulus E (GPa) | Tensile strength Rm (MPa) | Yield strength Rp0.2 (MPa) | Brinell hardness (HB) | |||||
| 2.79 | 72.5 | 390 | 250 | 110 | |||||
| Chemical Composition (%) | ||||||||||
| Si | Fe | Mg | Cu | Mn | Cr | Zn | Zr + Ti | Ti | Other | Al |
| ≤0.5 | ≤0.5 | 1.2–1.8 | 3.8–4.9 | 0.3–0.9 | ≤0.1 | ≤0.25 | ≤0.2 | ≤0.15 | ≤0.15 | Rest |
| Selected Properties | ||||||||||
| Density ρ (g/cm3) | Young modulus E (GPa) | Tensile strength Rm (MPa) | Yield strength Rp0.2 (MPa) | Brinell hardness (HB) | ||||||
| 2.78 | 73 | 469 | 324 | 120 | ||||||
| Technological Parameters | |||
|---|---|---|---|
| Variable Depth of Cut ap (mm) | Milling Width ae (mm) | Feed Per Tooth fz (mm/tooth) | Variable Cutting Speed vc (m/min) |
| - | 20 | 0.05 | 100 |
| 0.1 | 500 | ||
| 0.25 | 1000 | ||
| 0.4 | 1500 | ||
| Symbol | GARANT 211811 |
|---|---|
| External diameter D (mm) | 32 |
| Number of teeth z | 2 |
| Overall length L (mm) | 47 |
| Helix angle (°) | 8 |
| Rake angle (°) | 25 |
| Flank angle (°) | 7 |
| Cutting insert | VCGX 220508 FR HU 7810 (211856) |
| Uncertainty | vc = 100 m/min | vc = 500 m/min | vc = 1000 m/min | vc = 1500 m/min | ||||
|---|---|---|---|---|---|---|---|---|
| uA (N) | 2.07 | 1.99 | 4.15 | 4.14 | 2.56 | 2.37 | 2.76 | 2.77 |
| uBl (N) | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 |
| uBh (N) | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 |
| uc (N) | 3.83 | 3.79 | 5.25 | 5.24 | 4.11 | 4.00 | 4.24 | 4.25 |
| U (N) | 7.66 | 7.57 | 10.51 | 10.49 | 8.23 | 8.00 | 8.48 | 8.49 |
| Uncertainty | vc = 100 m/min | vc = 500 m/min | vc = 1000 m/min | vc = 1500 m/min | ||||
|---|---|---|---|---|---|---|---|---|
| uA (N) | 1.17 | 1.26 | 0.90 | 0.87 | 0.95 | 0.99 | 0.89 | 0.87 |
| uBl (N) | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 | 2.88 |
| uBh (N) | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 | 1.44 |
| uc (N) | 3.43 | 3.46 | 3.34 | 3.34 | 3.36 | 3.37 | 3.34 | 3.34 |
| U (N) | 6.85 | 6.92 | 6.69 | 6.67 | 6.71 | 6.74 | 6.68 | 6.67 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zawada-Michałowska, M.; Józwik, J.; Legutko, S.; Mika, D.; Pieśko, P.; Pytka, J. Cutting Force during Surface Layer Milling of Selected Aluminium Alloys. Materials 2020, 13, 5725. https://doi.org/10.3390/ma13245725
Zawada-Michałowska M, Józwik J, Legutko S, Mika D, Pieśko P, Pytka J. Cutting Force during Surface Layer Milling of Selected Aluminium Alloys. Materials. 2020; 13(24):5725. https://doi.org/10.3390/ma13245725
Chicago/Turabian StyleZawada-Michałowska, Magdalena, Jerzy Józwik, Stanisław Legutko, Dariusz Mika, Paweł Pieśko, and Jarosław Pytka. 2020. "Cutting Force during Surface Layer Milling of Selected Aluminium Alloys" Materials 13, no. 24: 5725. https://doi.org/10.3390/ma13245725
APA StyleZawada-Michałowska, M., Józwik, J., Legutko, S., Mika, D., Pieśko, P., & Pytka, J. (2020). Cutting Force during Surface Layer Milling of Selected Aluminium Alloys. Materials, 13(24), 5725. https://doi.org/10.3390/ma13245725